
{kind=link}
目次
💭 こんな疑問、ありませんか?
「抜取検査って何?全数検査と何が違うの?」
「なぜ全部調べないの?」
「どうやって合格・不合格を判定するの?」
✅ この記事を読めば、抜取検査の基本が完璧に理解できます!
🎯 抜取検査とは?
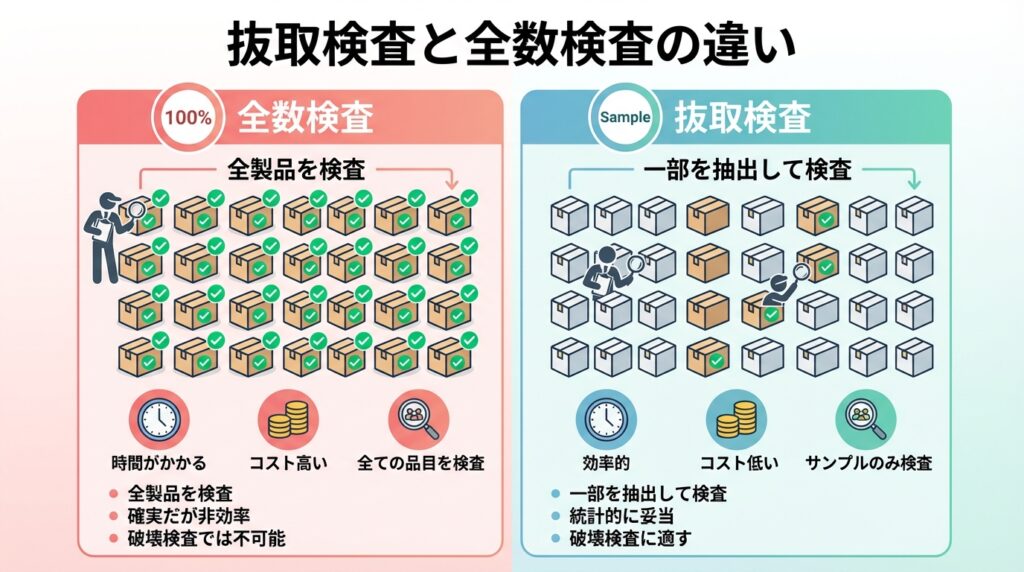
抜取検査(サンプリング検査)とは、製品のまとまり(ロット)から一部だけを抜き取って検査し、その結果からロット全体の合否を判定する検査方法です。
🍙 分かりやすい例
あなたがおにぎり工場で働いているとして、1000個のおにぎりを納品するとき…
- 全数検査: 1000個すべてを試食して確認する → 現実的ではない😅
- 抜取検査: 20個だけランダムに選んで試食し、「このロットは問題ないか」を判断する → 実用的!✅
つまり、「一部を調べることで、全体の品質を推測する」のが抜取検査の基本的な考え方です。
📖 重要な用語
📚 関連記事
- ロットとは?品質管理における基本概念
🤔 なぜ全数検査しないの?
「全部調べた方が確実なのに、なぜ一部だけ調べるの?」と思いますよね。
それには、3つの大きな理由があります。
💰 理由①: コストが高すぎる
全数検査は、すべての製品を調べるため、膨大な人件費や設備費がかかります。
💡 具体例
1000個の製品を1個あたり1分かけて検査すると…
1000分 = 約16時間もかかります!
抜取検査なら20個だけなので20分で済みます。
⏱ 理由②: 時間がかかりすぎる
製造ラインでは、素早く検査して次の工程に進む必要があります。全数検査では時間がかかりすぎて、生産スピードが落ちてしまいます。
🔨 理由③: 破壊検査では不可能
破壊検査とは、製品を壊して調べる検査のことです。
🔨 破壊検査の例
- 強度試験: 製品に力を加えて、どれくらいで壊れるか調べる
- 耐久試験: 製品を限界まで使って、どれくらい持つか調べる
- 味覚試験: 食品を食べて味を確認する
これらの検査を全数で行うと、すべての製品が壊れてしまい、出荷できる製品がゼロになります!😱
📌 結論
だからこそ、統計的に一部を抜き取ることで、全体の品質を判定する手法が必要になるわけです。
📊 抜取検査に必要な3つの要素
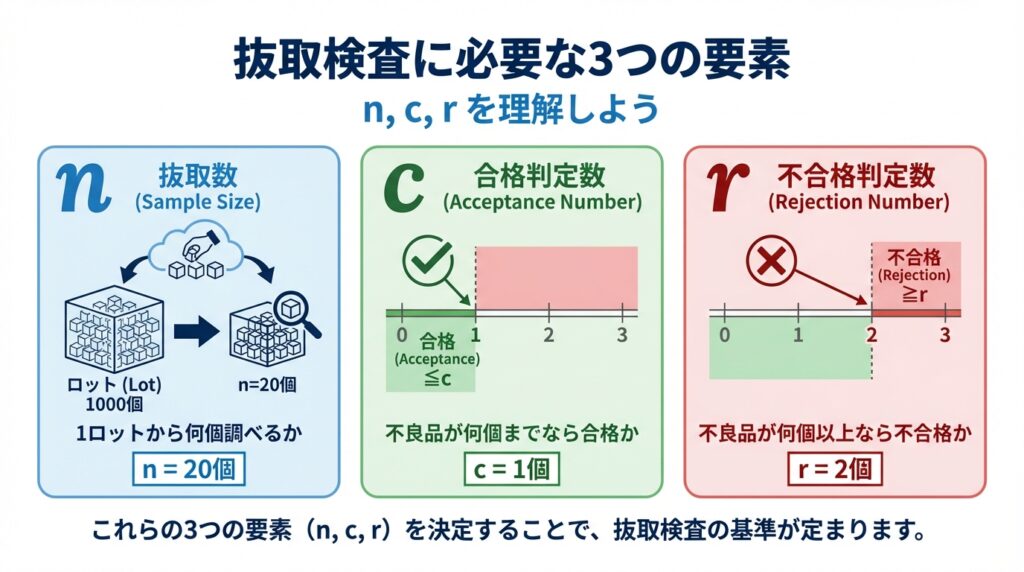
抜取検査を行うには、次の3つの要素を事前に決めておく必要があります。
🔢 3つの要素: n, c, r
💡 具体例: n=20, c=1 の場合
20個のサンプルを調べて…
- 不良品が0個 or 1個 → ✅ 合格
- 不良品が2個以上(r=2) → ❌ 不合格
📚 詳しく学ぶ
🔍 抜取検査の2つのタイプ
抜取検査は、どうやって判定するかによって、大きく2つのタイプに分けられます。
📊 計数抜取検査と計量抜取検査
🔢 計数抜取検査(数えるタイプ)
計数抜取検査は、製品を「合格」か「不合格」に分類して、不良品の個数を数える方法です。
📋 具体例
- 傷の検査: 傷がある→不良、傷がない→合格
- 動作確認: 動く→合格、動かない→不良
- 外観検査: 見た目がOK→合格、NGなら不良
→ 結果は「20個中2個が不良」のように個数で表されます。
📏 計量抜取検査(測るタイプ)
計量抜取検査は、製品を測定器で測って、その数値で判断する方法です。
📋 具体例
- 寸法測定: 長さ50.2mm(規格: 50±0.5mm) → 合格
- 重量測定: 重さ102.3g(規格: 100±5g) → 合格
- 温度測定: 温度25.4°C(規格: 20〜30°C) → 合格
→ 結果は「平均50.2mm、標準偏差0.15mm」のように数値で表されます。
💡 どちらを使う?
- 数えられる(良い/悪いで判断できる) → 計数抜取検査
- 測れる(測定値がある) → 計量抜取検査
📚 詳しく学ぶ

⚠️ 抜取検査の本質: 確率的な判断
ここまで読んで、「抜取検査って便利だな!」と思ったかもしれませんが、実は重要な注意点があります。
🎲 抜取検査は完璧ではない
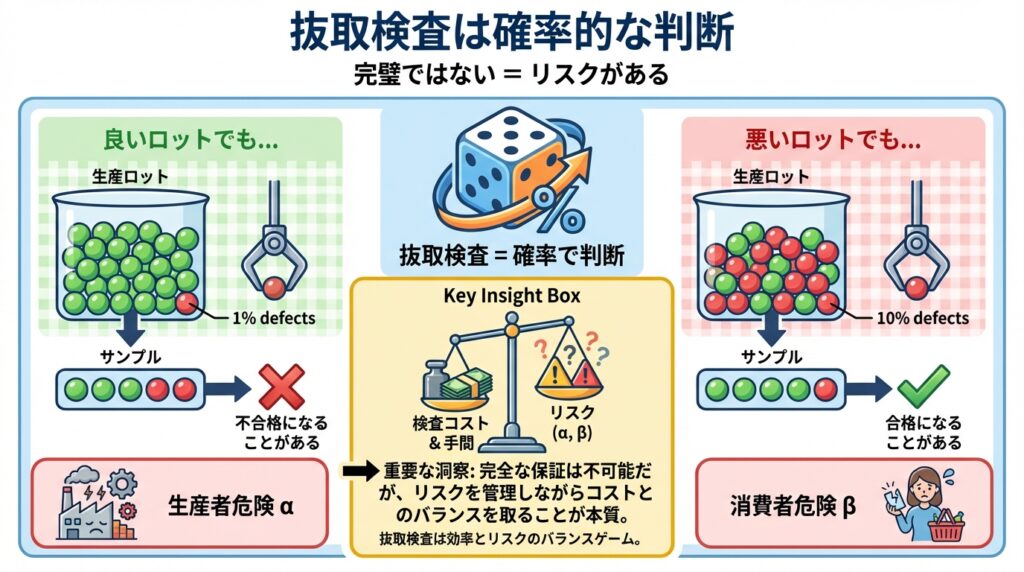
抜取検査は確率的な判断を前提としています。
つまり、「完璧に正しい判断」ではなく、「統計的に正しそうな判断」をしているのです。
⚠️ 2つの間違いが起こる可能性
間違い①: 良いロットを不合格にしてしまう
本当は良いロット(不良率1%)なのに、たまたまサンプルに不良品が多く混ざって、不合格になってしまうことがあります。
→ これを「生産者危険(α)」と呼びます。通常5%程度。
間違い②: 悪いロットを合格にしてしまう
本当は悪いロット(不良率10%)なのに、たまたまサンプルに不良品が入らず、合格になってしまうことがあります。
→ これを「消費者危険(β)」と呼びます。通常10%程度。
💡 なぜこうなる?
ロット全体は1000個あるのに、検査するのはたった20個。
サンプルだけでは全体を100%正確に反映できないため、このような間違いが起こり得ます。
✅ リスクとメリットのバランス
🎯 大切なポイント
- 抜取検査には必ずリスク(α, β)がある
- αとβは完全にゼロにできない
- サンプル数(n)を増やせばリスクは減るが、コストは増える
- コストとリスクのバランスを考えて、適切な検査方式を選ぶことが大切
📌 初心者へのアドバイス
「完璧ではないけれど、コストと時間を大幅に削減できる実用的な方法」と理解しておけばOKです!
実務では、リスクを許容できる範囲に抑えることが重要です。
📚 詳しく学ぶ
- 生産者危険(α)と消費者危険(β)の違い
- OC曲線(検査特性曲線)の見方
📚 まとめ
✅ この記事のポイント
- 抜取検査とは?
ロットから一部を抜き取って検査し、全体の合否を判定する方法 - なぜ全数検査しない?
コスト・時間がかかりすぎる。破壊検査では不可能。 - 3つの要素(n, c, r)
抜取数n、合格判定数c、不合格判定数r=c+1を事前に決める - 2つのタイプ
計数抜取検査(数える)と計量抜取検査(測る) - 確率的判断
完璧ではない。リスク(α, β)が必ず存在する。
📚 次に読むべき記事
🔰 抜取検査の基礎をさらに深める
- 計数値と計量値の違い
- ロットとは?品質管理における基本概念
📊 OC曲線と危険率を理解する
- OC曲線(検査特性曲線)の見方
- 生産者危険(α)と消費者危険(β)の違い
⚙️ 実務で使える知識
💬 質問・コメント大歓迎です!
「この部分がよく分からない」「実際の現場ではどうなの?」など、お気軽にコメント欄で質問してください。できる限りお答えします!