- 客先監査で「御社の管理限界はなぜ±3σなんですか?」と聞かれて、「そういうルールです」としか答えられなかった
- 設計レビューで「2σで管理した方が早く異常検出できますよね?」と若手から質問されて言葉に詰まった
- QC検定2級の問題集を開くたび「99.73%」「370回に1回」が出てくるけど、なぜその数字なのか腹落ちしていない
- 上司の山田課長(仮)に「自分で調べて」と言われて、結局Bingで検索している
- 客先監査で「なぜ±3σ?」と問われたときの30秒で言える回答テンプレ
- Excelで管理限界を計算する具体的な手順(コピペで使える数式付き)
- 2σ・4σでは現場で何が起きるか、数値で示した比較
- 「管理限界(±3σ)」と「規格限界(USL/LSL)」の違い ※監査で頻出
客先から監査前のリマインドメールが来た朝。「管理図の管理限界の根拠について、当日ご説明をお願いします」の一文に、思わず手が止まった経験はありませんか。
Cpkや工程能力の話なら答えられる。でも「なぜ±3σで線を引いているのか?」と踏み込まれたら……「JISでそう決まっています」では弱い。何か論理的な理由があるはずだけど、現場で意外と知られていません。実は先輩の佐藤さん(仮)に聞いても、明確に答えられないことが多いです。
この記事では、客先で詰まらないための論理と計算手順を5分で押さえられるように構成しました。結論を先に言います。
この記事は「正規分布」「標準偏差」を聞いたことがある前提で書いています。不安な方は『分散と標準偏差をわかりやすく解説』を5分で読んでから戻ってきてください。
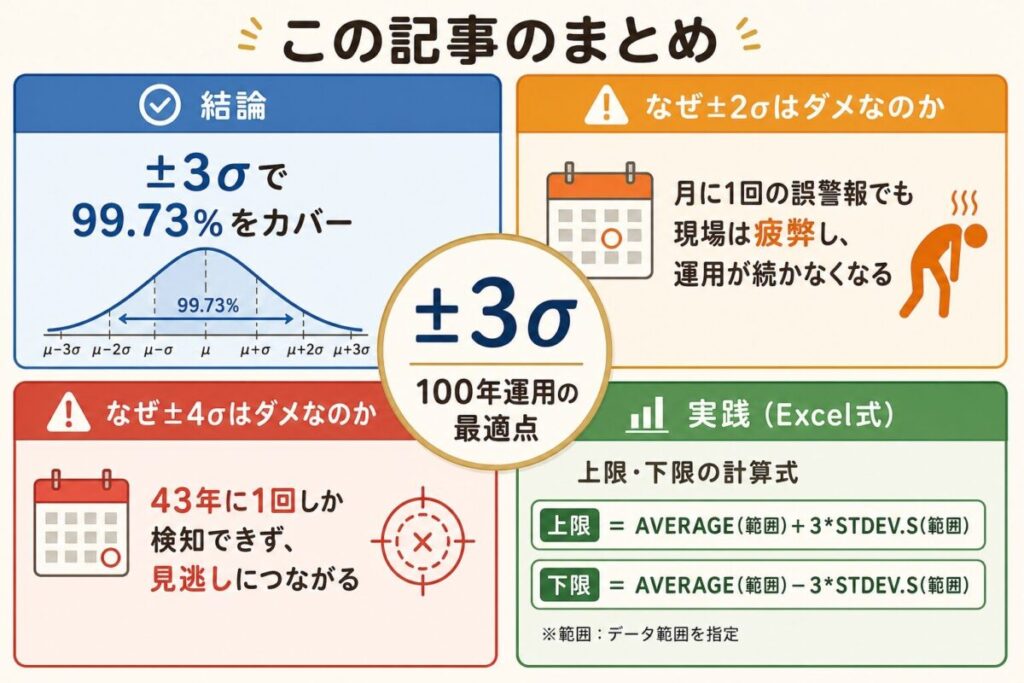
結論:±3σは「見逃し」と「誤報」を両方最小化する点
管理図で管理限界を±3σに引く理由は、たった2つの言葉で言い切れます。
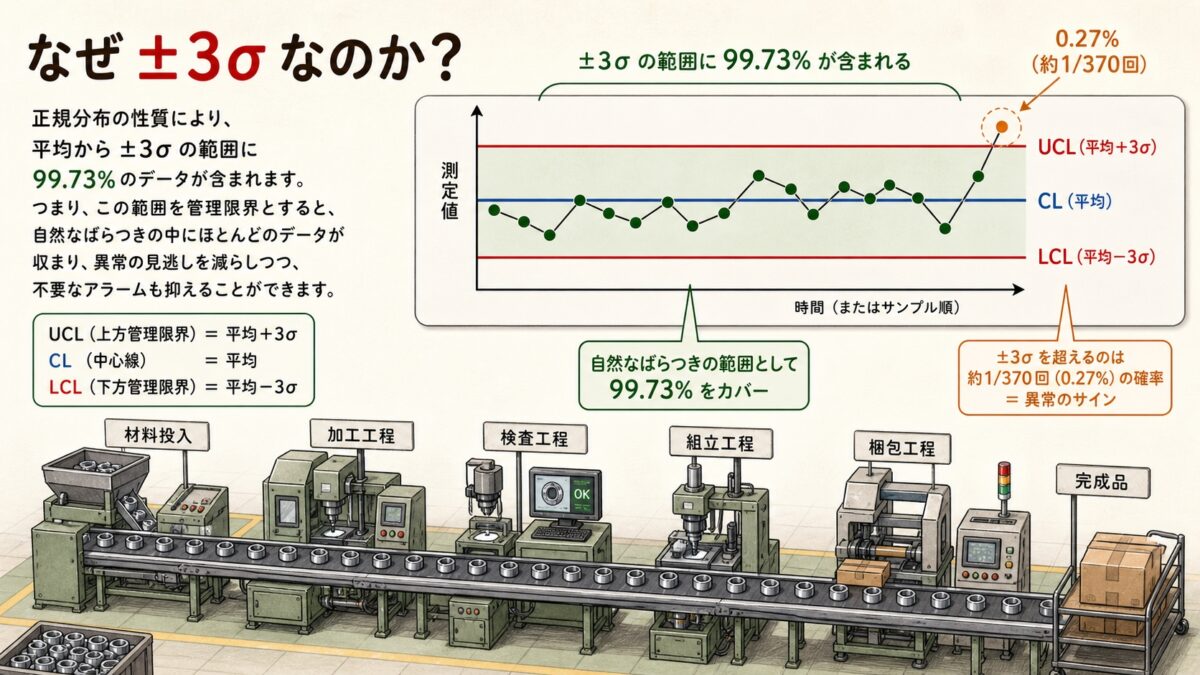
①±3σの中に正常データの99.73%が入る
②これより狭めると過検出が増え、現場が疲弊する
③これより広げると見逃しが増え、不良が流出する
客先監査で「なぜ±3σなんですか?」と聞かれたら、この3行で答えてください。具体的には次のように言えば十分です。
「正規分布の性質から、±3σの中に99.73%のデータが入ります。これより狭く管理すると、本当は正常なのに異常と判定する誤報が頻発し、現場対応が追いつきません。逆に広げると、本当の異常を見逃すリスクが高まります。±3σは100年以上の運用実績がある最適点で、JIS Z 9020-2:2016にも明記されています。」
なぜこの答えで通用するのか、根拠を順に説明します。読み終わるころには、若手から「2σでもよくないですか?」と聞かれても即答できるようになっているはずです。
「99.73%」の根拠:正規分布の68-95-99.7ルール
±3σの根拠は、正規分布の性質にあります。寸法・電気的特性・重量など、製造工程から得られるデータの大半は、ほぼ正規分布に従います。これは経験則であると同時に、中心極限定理によって理論的にも裏付けられている事実です。
📊 正規分布の「鉄板の数値」
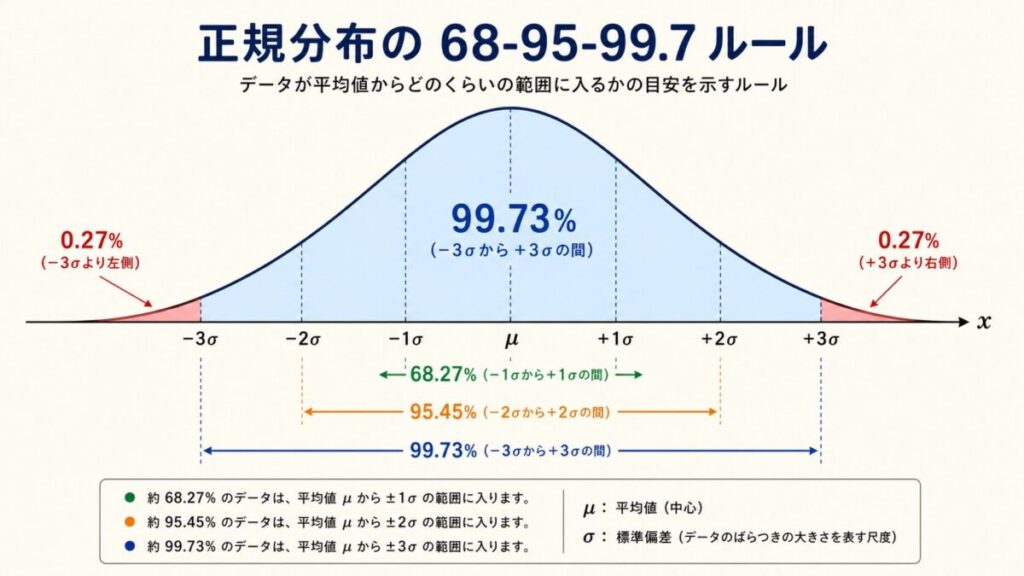
正規分布には、品質管理に従事するなら絶対に覚えておくべき数値があります。それが68-95-99.7ルールです。
| 範囲 | 範囲内に入るデータ | 範囲外に出る確率 | 頻度のイメージ |
|---|---|---|---|
| ±1σ | 68.27% | 31.73% | 3回に1回 |
| ±2σ | 95.45% | 4.55% | 22回に1回 |
| ±3σ | 99.73% | 0.27% | 370回に1回 |
| ±4σ | 99.9937% | 0.0063% | 15,787回に1回 |
「±3σで99.73%」を、「正常な工程でも0.27%は範囲外に出る」と裏返して読めるようになると、後の「誤報」の話が一気に理解しやすくなります。
2σ・4σを使わない理由:現場で何が起きるか
「99.73%」だけ覚えても、若手から「2σの方が異常を早く検出できますよね?」と聞かれたときに答えられません。ここを数値で押さえておきましょう。
⚠️ ±2σで管理した場合:現場が誤報で疲弊する
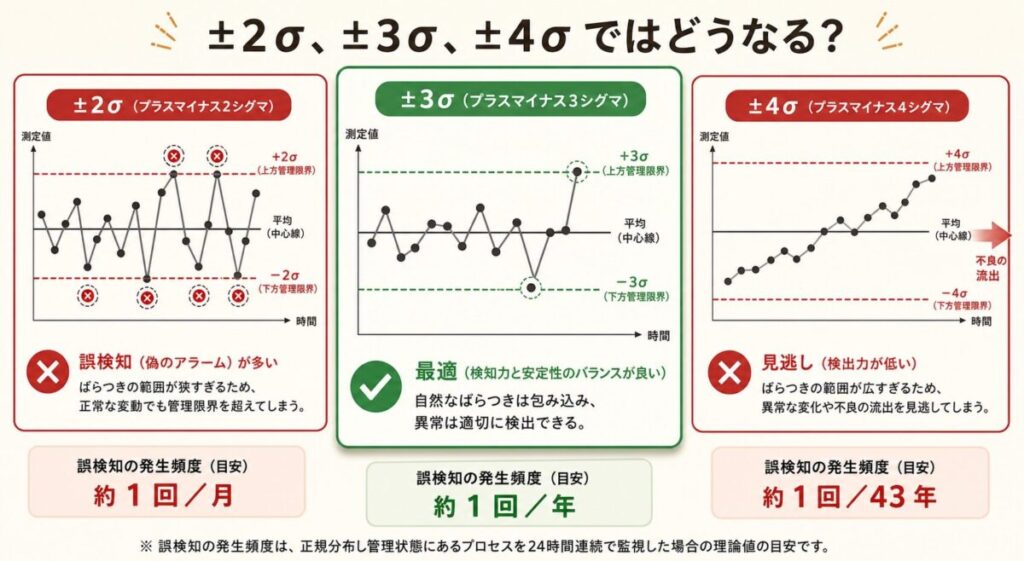
±2σで管理限界を引くと、正常な工程でも4.55%(約22回に1回)のデータが範囲外に出ます。
毎日1点プロットする現場で考えてみます。営業日ベースで月20日あれば、月にほぼ1回は「異常」のアラートが鳴る計算です。しかも、その大半は本当の異常ではなく「たまたま外れた」だけ。
①月1回ペースでアラート
②現場が原因調査で疲弊
③「またか…どうせ誤報だろう」と慣れる
④本当の異常が来たときに「いつものやつ」と判断して見逃す
⚠️ ±4σで管理した場合:本当の異常を見逃す
逆に±4σで広げると、範囲外に出る確率は0.0063%(約15,787回に1回)。毎日1点プロットしても、誤報は43年に1回しか出ません。
これだと一見良さそうですが、問題は本物の異常まで見逃すことです。たとえば工程の平均が静かにシフト(ドリフト)している場合、4σの広い網では引っかからず、規格限界(USL/LSL)に到達してから初めて気づきます。気づいたときにはすでに不良品が大量に流出しているわけです。
📊 一覧で比較:なぜ3σが「最適点」なのか
| 管理限界 | 誤報の頻度 (毎日1点プロット時) |
問題点 | 評価 |
|---|---|---|---|
| ±2σ | 月1回 | 誤報多発で現場疲弊・狼少年化 | ❌ |
| ±3σ | 年1回 | 誤報・見逃しの両方を最小化 | ✅ |
| ±4σ | 43年に1回 | 本当の異常を見逃して不良流出 | ❌ |
±3σは「誤報を許容範囲に抑えつつ、本当の異常は確実に検出する」という、統計と現場運用の両面から導かれた最適点。1924年にウォルター・シューハート(米ベル研究所)が提唱して以来、100年運用されてきた根拠ある基準です。
「異常を見逃さないために、3σ以外の異常判定ルール(連の検出など)も知っておきたい」場合は、管理図の異常判定ルールで詳しく書いています。
手計算でわかる:Excelで管理限界を計算する3ステップ
理論はわかった。でも実際にExcelでどう計算するのか?ここでは、実務でよくあるシチュエーション「シャフト径の20回測定値から管理限界を引く」を例に、コピペで使える数式とともに解説します。
📐 公式(これを覚える)
UCL(上方管理限界)= μ + 3σ
CL(中心線) = μ
LCL(下方管理限界)= μ − 3σ
μ:工程の平均、σ:工程の標準偏差
📊 例題:シャフト径20回の測定値
シャフト径(規格:10.00 ± 0.10 mm)を20回測定した結果、以下のデータが得られたとします。
| No. | 測定値[mm] | No. | 測定値[mm] |
|---|---|---|---|
| 1 | 10.02 | 11 | 10.00 |
| 2 | 9.98 | 12 | 10.03 |
| 3 | 10.01 | 13 | 9.99 |
| 4 | 10.00 | 14 | 10.01 |
| 5 | 10.04 | 15 | 10.02 |
| 6 | 9.97 | 16 | 9.98 |
| 7 | 10.00 | 17 | 10.00 |
| 8 | 10.03 | 18 | 10.04 |
| 9 | 9.99 | 19 | 9.99 |
| 10 | 10.01 | 20 | 10.02 |
🪜 計算3ステップ
平均(μ)を計算する
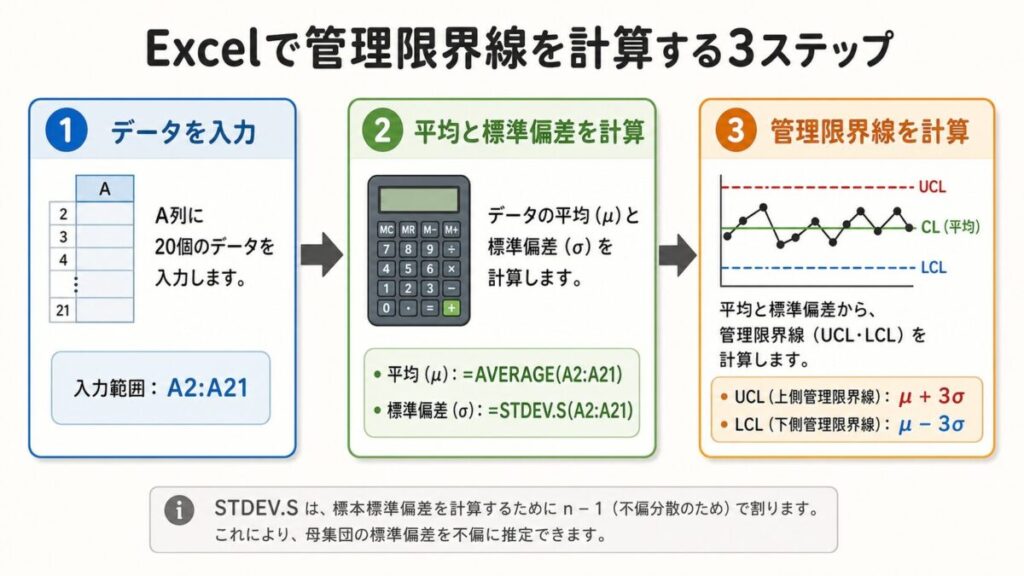
Excelに測定値をA2:A21に入力し、別セルに以下を入力:
→ 結果:μ ≒ 10.0065 mm
UCL・LCLを計算する
LCL =AVERAGE(A2:A21) - 3*STDEV.S(A2:A21)
→ 結果:UCL ≒ 10.068 mm / LCL ≒ 9.945 mm
サンプルから工程の真のσを推定する場合はSTDEV.S(n−1で割る)を使います。母集団全体のデータがある場合のみSTDEV.P(nで割る)。実務ではほぼSTDEV.S一択です。なぜn−1で割るのかは自由度の解説記事で詳しく書いています。
なお、X̄-R管理図のように群を組む場合、UCL/LCLは A2・D3・D4 などの「係数」を使った別公式になります(σを直接使わず R̄ から推定)。これはJIS Z 9020-2に表があるので、実務ではそちらを参照してください。本記事では「σが既知 or 推定できている前提」での基本式に絞って解説しています。
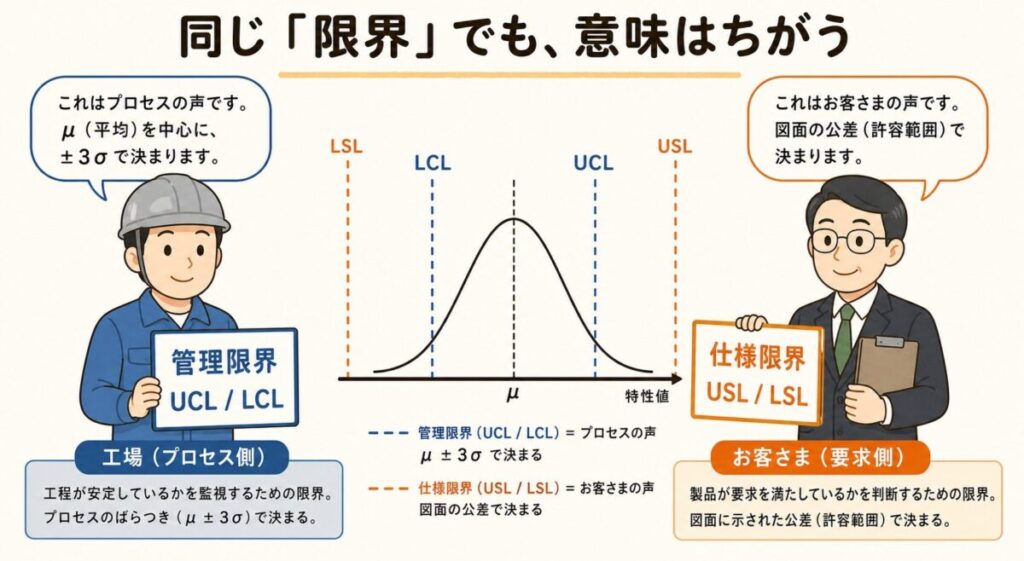
監査で必ず問われる:「管理限界」と「規格限界」の違い
客先監査でほぼ必ず出る引っかけ質問があります。「UCL/LCLとUSL/LSL、どう違うんですか?」というやつです。これは現場で意外と知られていません。先輩の佐藤さん(仮)に聞いても、明確に答えられないことが多いです。
管理限界(UCL/LCL)
- 誰が決める? → 工程自身
- 計算方法 → 工程データのμ ± 3σ
- 意味 → 「工程が安定しているか」の判定線
- 変動 → 工程が変われば変わる
規格限界(USL/LSL)
- 誰が決める? → 客先・図面
- 計算方法 → 設計値 ± 公差
- 意味 → 「製品として合格か」の判定線
- 変動 → 図面変更がない限り固定
管理限界は「工程の声」、規格限界は「お客様の声」。両者は別物で、グラフ上に同時にプロットしてはいけません(混同して引いている管理図は監査で必ず指摘されます)。
なお、両者の関係を数値化したものが工程能力指数(Cp・Cpk)です。「工程の3σが、規格幅にどれだけ収まっているか」を測る指標で、Cpk ≥ 1.33 で「合格水準」と判定されます。
「客先からCpk 1.33を下回る工程は是正計画書を、と言われた」場合は、管理図とCp・Cpkの関係をまとめた記事で詳しく書いています。
よくある質問(FAQ)
A. 異常検出は早くなりますが、誤報も比例して増えます。±2σでは正常な工程でも4.55%(約22回に1回)が範囲外に出るため、毎日プロットすれば月1回ペースで誤報が発生。現場が原因調査に追われ、結果として本物の異常への感度が鈍る「狼少年化」が起きます。誤報と見逃しの両方を最小化する点が±3σです。
A. 6σは「規格限界に対して工程ばらつきの6σが収まる状態」を目指す品質改善活動の名前で、管理限界の幅(±3σ)とは別の概念です。管理図の±3σは「工程が安定しているかの判定」、6σは「工程能力の目標水準」を指します。混同されがちですが、見ている対象が違います。
A. 管理限界(UCL/LCL)は「工程自身」が決める線で、工程が安定しているかを判定するためのもの。規格限界(USL/LSL)は「客先・図面」が決める線で、製品として合格かを判定するためのもの。前者は工程データから計算され、後者は設計仕様で固定されます。
A. 計数値(不適合品数、不適合数など)の管理図では、二項分布やポアソン分布を前提にした管理限界の式が別途用意されています(p管理図、c管理図など)。これらも「±3σ相当」の考え方で設計されているため、結果として「99.73%を捕捉する」考え方は共通です。詳しくはJIS Z 9020-2:2016を参照してください。
A. QC検定の試験では「99.73%」、客先監査の口頭説明では「370回に1回しか起きない事象」の方が伝わりやすいです。両方覚えて、相手によって使い分けるのがおすすめです。1 ÷ 0.0027 ≒ 370 という計算なので、本質は同じ数字です。

まとめ:±3σは「100年運用された最適点」
- ±3σの統計根拠:正規分布で範囲外に出る確率は0.27%(370回に1回)
- 2σがダメな理由:月1回の誤報で現場が疲弊し、本物の異常への感度が鈍る
- 4σがダメな理由:43年に1回しか異常検出できず、不良流出のリスク
- 監査回答テンプレ:「99.73%捕捉、誤報と見逃しの両方を最小化する点」
- Excel計算:UCL/LCL = AVERAGE() ± 3*STDEV.S()
- 規格限界との違い:管理限界は「工程の声」、規格限界は「お客様の声」
±3σ法は、1924年にウォルター・シューハート(米ベル研究所)が提唱して以来、世界中の製造現場で100年運用されてきた基準です。「なぜ3σ?」と問われたとき、根拠を持って答えられるようになることが、品質保証担当として一段上のステージに立つ条件だと思います。次の客先監査で、堂々と説明してきてください。
- JIS Z 9020-2:2016『管理図 — 第2部:シューハート管理図』日本規格協会
- Shewhart, W. A. (1931) 『Economic Control of Quality of Manufactured Product』Van Nostrand
- 日本規格協会編『新QC七つ道具 演習で学ぶQC的問題解決法』2019年
- 日本品質管理学会『品質管理の基礎(第3版)』日科技連出版社、2020年
📚 次に読むべき記事
本記事の発展編。管理限界(±3σ)と規格限界(USL/LSL)を組み合わせた工程能力指数の計算と解釈。客先報告書のテンプレ付き。
「σって結局何?」をゼロから理解したい方へ。なぜ二乗するのか、なぜ平方根を取るのかの直感的な説明から。
Excelの STDEV.S と STDEV.P、どっちを使うべきか迷った方へ。「n-1で割る」理由が腹落ちする解説。
統計学のおすすめ書籍
統計学の「数式アレルギー」を治してくれた一冊
「Σ(シグマ)や ∫(インテグラル)を見ただけで眠くなる…」 そんな私を救ってくれたのが、小島寛之先生の『完全独習 統計学入門』です。
この本は、難しい記号を一切使いません。 「中学レベルの数学」と「日本語」だけで、検定や推定の本質を驚くほど分かりやすく解説してくれます。
「計算はソフトに任せるけど、統計の『こころ(意味)』だけはちゃんと理解したい」 そう願う学生やエンジニアにとって、これ以上の入門書はありません。

{kind=link}
【QC2級】「どこが出るか」がひと目で分かる!最短合格へのバイブル
私がQC検定2級に合格した際、使い倒したのがこの一冊です。
この本の最大の特徴は、「各単元の平均配点(何点分出るか)」が明記されていること。 「ここは出るから集中」「ここは出ないから流す」という戦略が立てやすく、最短ルートで合格ラインを突破できます。
解説が分かりやすいため、私はさらに上の「QC1級」を受験する際にも、基礎の確認用として辞書代わりに使っていました。 迷ったらまずはこれを選んでおけば間違いありません。
