が何を表しているのか 横軸・縦軸の意味と読み方 P₀・P₁・α・βの関係を視覚的に理解 曲線の形が変わると何が変わるのか 実務でOC曲){kind=link}
- OC曲線(検査特性曲線)が何を表しているのか
- 横軸・縦軸の意味と読み方
- P₀・P₁・α・βの関係を視覚的に理解
- 曲線の形が変わると何が変わるのか
- 実務でOC曲線をどう使うのか
こんにちは、シラスです。
前回の記事で、抜取検査の設計には「P₀・P₁・α・β」という4つの要素が重要だとお伝えしました。
でも、「数字だけ見てもピンとこない…」と感じませんでしたか?
そこで登場するのが、OC曲線(検査特性曲線)です。
これは、抜取検査の性能を「見える化」したグラフで、これを読めるようになると、
✅ 「この検査方式は、良いロットをちゃんと通せるのか?」
✅ 「悪いロットを確実に止められるのか?」
✅ 「誤判定のリスクはどれくらいあるのか?」
が一目でわかるようになります。
今回は、初心者でも5分で理解できるように、図解をたっぷり使ってOC曲線を徹底解説します!
目次
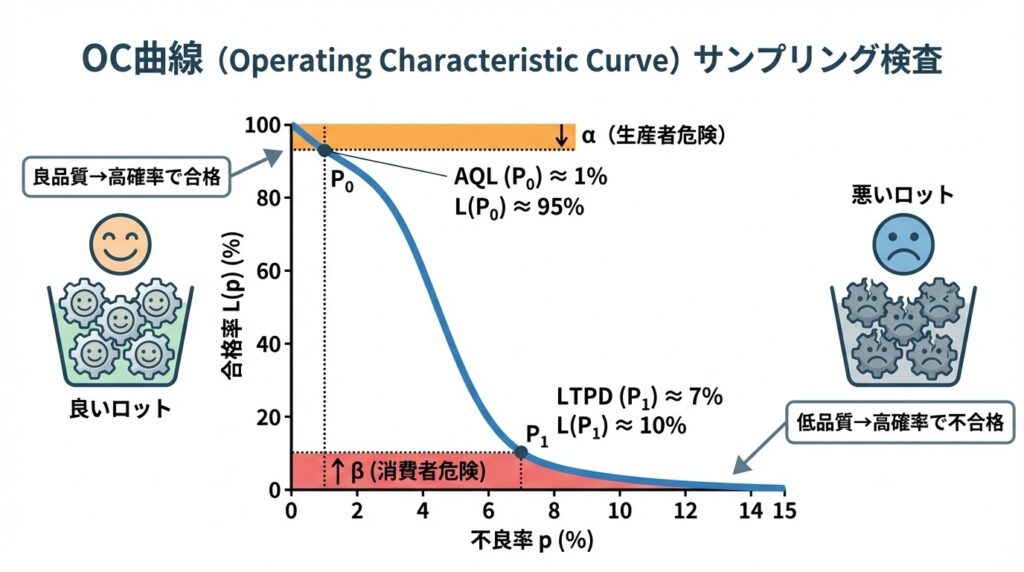
1. OC曲線とは?一言で言うと何のグラフ?
「ロットの品質(不良率)と合格する確率の関係を表したグラフ」
OC曲線は、Operating Characteristic Curve(検査特性曲線)の略です。
抜取検査では、n個のサンプルを抜き取って、不良がc個以下なら合格としますが、このとき、
- 不良率が低いロット(良品質)なら、高い確率で合格する
- 不良率が高いロット(低品質)なら、高い確率で不合格になる
という関係があります。
この関係をグラフで視覚化したものが、OC曲線です。
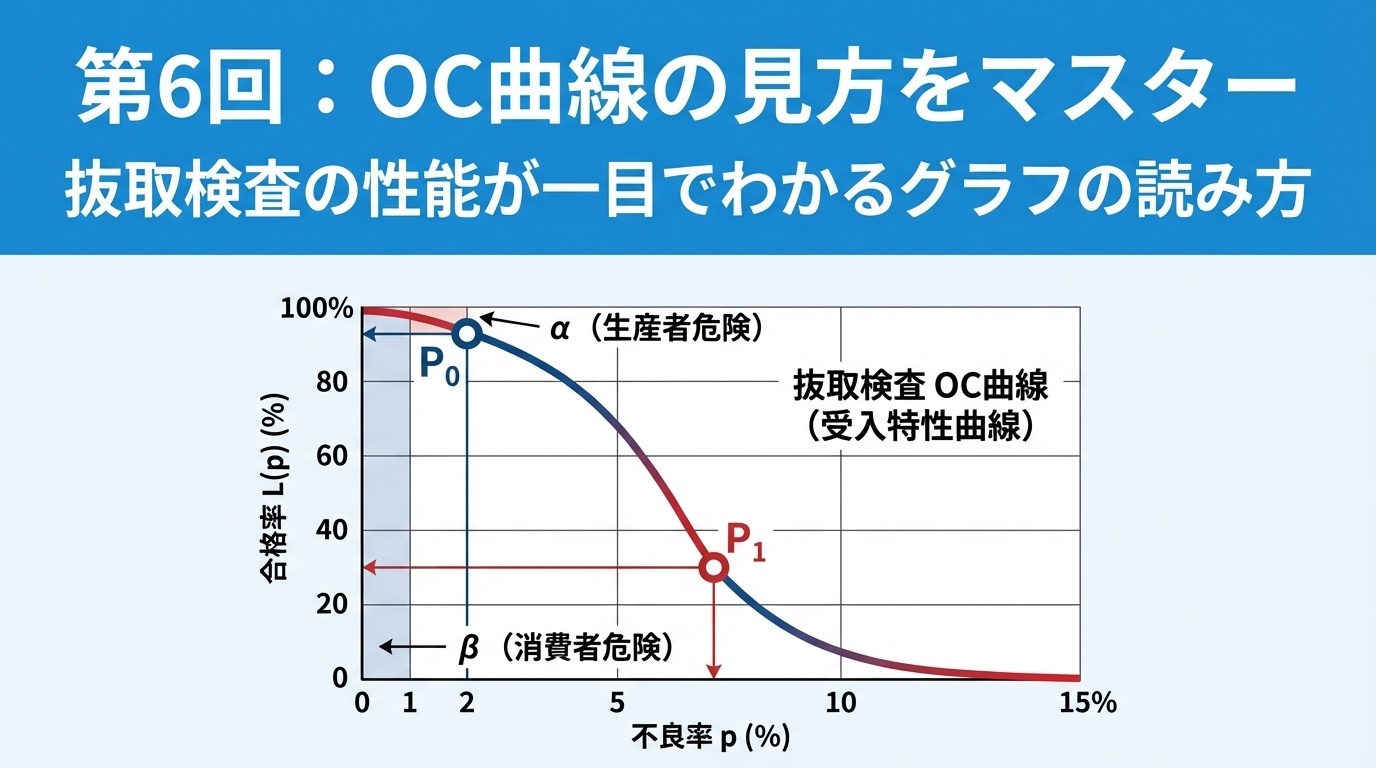
2. OC曲線の見方:横軸・縦軸は何を表している?
まずは、OC曲線の基本的な構造を見てみましょう。
📊 横軸:ロットの不良率 p (%)
横軸は、ロット全体の不良率を表しています。
- 左側(0%に近い):品質が良いロット(不良がほとんどない)
- 右側(10%以上):品質が悪いロット(不良が多い)
📊 縦軸:合格率 L(p) (%)
縦軸は、そのロットが合格する確率を表しています。
- 上側(100%に近い):ほぼ確実に合格する
- 下側(0%に近い):ほぼ確実に不合格になる
📈 曲線の意味
OC曲線は、不良率が増えるほど合格率が下がるという関係を表しています。
- 良いロット(不良率1%) → 約95%の確率で合格 😊
- 悪いロット(不良率7%) → 約10%の確率で合格(=90%の確率で不合格)😢
この例は、n=80, c=2(80個抜き取って、不良2個以下なら合格)という検査方式のOC曲線です。
3. OC曲線で重要な4つのポイント(P₀・P₁・α・β)
前回の記事で登場したP₀・P₁・α・βが、OC曲線上でどこに対応するのか見てみましょう。
| 記号 | 名前 | OC曲線上の位置 | 意味 |
|---|---|---|---|
| P₀ | 合格させたい品質 | 曲線の左側の点 | 不良率1%くらいの「良いロット」 |
| P₁ | 不合格にしたい品質 | 曲線の右側の点 | 不良率7%くらいの「悪いロット」 |
| α | 生産者危険 | P₀の点での不合格率 | 良いロットを誤って落とす確率(約5%) |
| β | 消費者危険 | P₁の点での合格率 | 悪いロットを誤って通す確率(約10%) |
🔍 グラフで確認してみよう
上の図をもう一度見てください。
✅ P₀の点(不良率1%)では、合格率が約95%
→ 残り5% = αが、良いロットを誤って不合格にする確率
✅ P₁の点(不良率7%)では、合格率が約10% = β
→ 悪いロットが誤って合格する確率
OC曲線を見れば、「この検査方式は、α・βのリスクをどれくらい抑えられているか」が一目でわかるのです!
関連記事:次回の記事で、α・βについてさらに詳しく解説します!
(準備中:第7回「生産者危険(α)と消費者危険(β)の違い」)
4. 曲線の「形」で何がわかる?(急峻 vs 緩やか)
OC曲線には、急峻な曲線と緩やかな曲線があります。
この違いは、検査の識別性(良いロットと悪いロットを区別する能力)を表しています。
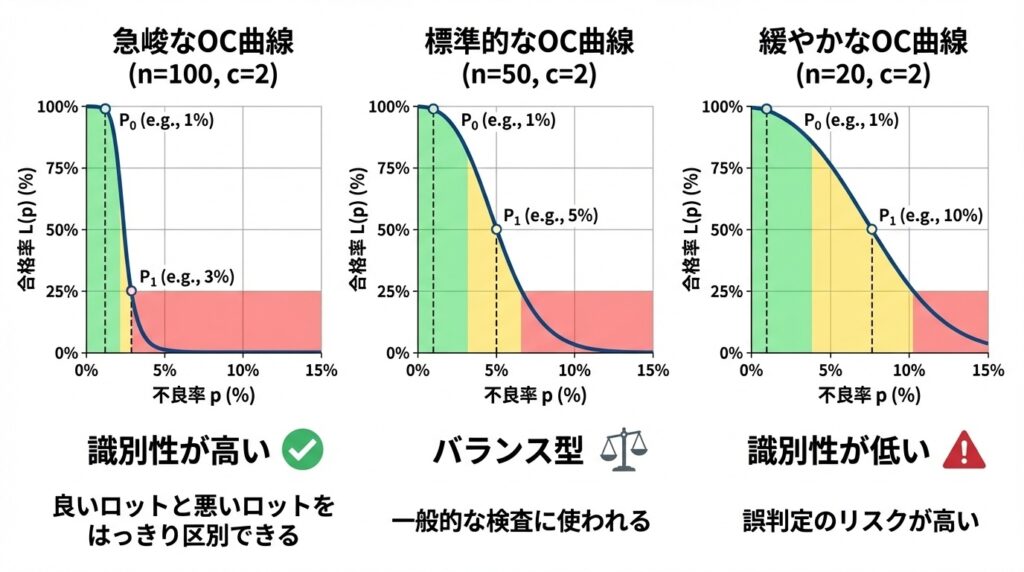
📊 3つの曲線を比較
| 曲線のタイプ | サンプル数 | 特徴 | メリット・デメリット |
|---|---|---|---|
| 急峻な曲線 | n=100, c=2 | カクッと折れ曲がる | ✅ 識別性が高い ✅ 誤判定が少ない ❌ 検査コスト大 |
| 標準的な曲線 | n=50, c=2 | バランス型 | ✅ コストと精度のバランス◎ ✅ 実務で最も多い |
| 緩やかな曲線 | n=20, c=2 | ダラダラ下がる | ✅ 検査コスト小 ❌ 識別性が低い ❌ 誤判定が多い |
🔑 重要なポイント
- OC曲線が急峻(きゅうしゅん)になる
- 良いロットと悪いロットをはっきり区別できる
- α・βのリスクが小さくなる
- ただし、検査コストは増える
逆に、nを減らすと、曲線は緩やかになり、識別性が下がります。
関連記事:第2回:抜取検査の進め方で、サンプル数nの決め方を解説しています。
5. 実務でOC曲線をどう使う?
OC曲線は、単なる「理論のグラフ」ではありません。実務で超重要です。
✅ 実務での使い方3選
① 検査方式の性能を評価する
「n=80, c=2」と「n=50, c=1」、どちらが良い検査方式か?
→ OC曲線を描いて比較すれば、一目瞭然!
- α・βのリスクはどちらが小さいか?
- 曲線はどちらが急峻か?
- コストとのバランスは?
これらを視覚的に判断できます。
② 顧客への説明資料として使う
「この検査方式で大丈夫ですか?」と聞かれたとき、
→ OC曲線を見せて説明すれば、説得力が段違い!
「不良率1%のロットなら95%合格します。不良率7%のロットなら90%不合格にできます。」
と、数字とグラフで示せます。
③ JIS規格の検査表を選ぶときの判断基準
JIS Z 9015(計数抜取検査)では、複数の検査方式が用意されています。
→ OC曲線を見て、自社の要求に合うものを選ぶ
- α・βのリスクが許容範囲内か?
- 識別性は十分か?
を確認できます。
関連記事:JIS Z 9015の使い方は、今後の記事で詳しく解説します!
(準備中:第10回「JIS Z 9015の使い方」)
6. まとめ:OC曲線が読めると検査設計が理解できる
| OC曲線とは? | ロットの不良率と合格率の関係を表したグラフ |
| 横軸 | ロットの不良率 p (%) |
| 縦軸 | 合格率 L(p) (%) |
| P₀・P₁ | 良いロット・悪いロットの品質基準点 |
| α・β | 誤判定のリスク(OC曲線上で読み取れる) |
| 曲線の形 | 急峻 = 識別性高い、緩やか = 識別性低い |
| 実務での使い方 | 検査方式の評価、顧客説明、JIS規格の選定 |
OC曲線は、抜取検査を理解するための最重要ツールです。
これが読めるようになると、
✅ 抜取検査方式の設計の意味がわかる
✅ α・βのリスクを視覚的に把握できる
✅ 検査方式の良し悪しを判断できる
ようになります。
次回は、生産者危険(α)と消費者危険(β)の違いを徹底解説します!
「なぜαは生産者のリスクで、βは消費者のリスクなのか?」
「どう設定すれば良いのか?」
を、初心者向けにわかりやすく説明しますので、お楽しみに!