検査方式の設計とは?
抜取検査において、「何個抜き取って(n)、何個までなら不良があっても合格にするか(c)」を
2つの想定品質レベル(P₀とP₁)と、2つの判定ミスの確率(αとβ)に基づいて決めることです。
まずは4つのキーワードをかんたんに整理!
| 記号 | 名前 | 意味(やさしい表現) |
|---|---|---|
| P₀ | 良いロットの不良率 | 「これくらいならOKとしたい品質」 |
| P₁ | 悪いロットの不良率 | 「これ以上ならNGにしたい品質」 |
| α | 生産者危険 | 「P₀のロットを誤って不合格にする確率」 |
| β | 消費者危険 | 「P₁のロットを誤って合格にする確率」 |
例えば・・・
あなたは部品を検査しています。
このとき、検査ルールを下記のように設計したいとします。
設計目標
- 不良率が 1%(P₀) くらいの「良いロット」は、95%以上の確率で合格させたい(=α ≤ 0.05)
- 不良率が 7%(P₁) くらいの「悪いロット」は、90%以上の確率で不合格にしたい(=β ≤ 0.10)
これが検査設計の出発点です。
そのためにやること
この条件を満たすように、
- n:何個抜き取るか
- c:不良が何個までなら合格とするか
をシミュレーションで探していきます。
例:n = 80, c = 2 の場合
この設計だと…
- 不良率 P₀ = 1% のロット → 合格率 ≈ 95%(α ≈ 0.05)
- 不良率 P₁ = 7% のロット → 合格率 ≈ 10%(β ≈ 0.10)
👉 この組み合わせ(n=80, c=2)は、
ちょうど上の「P₀・P₁・α・β」の条件を満たすので、良い設計となります。
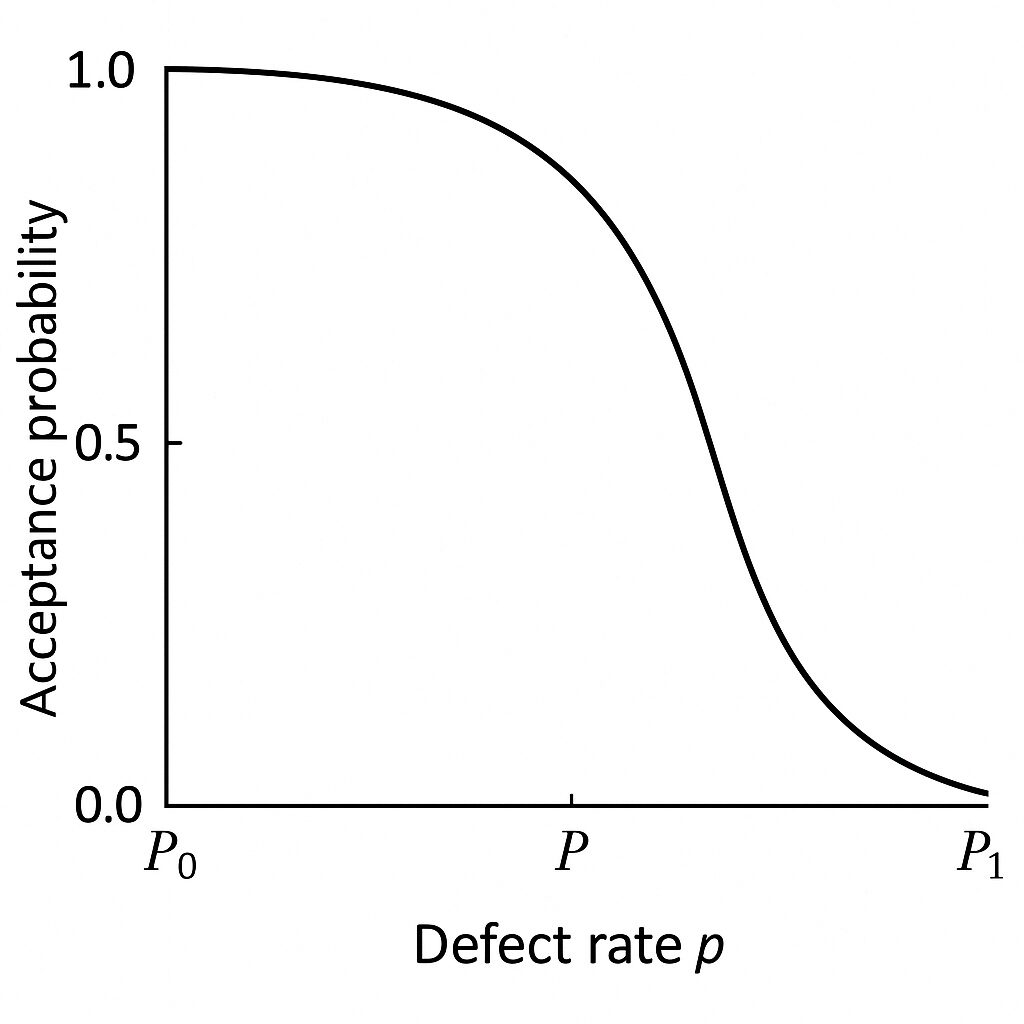
グラフで表すとこうなる(OC曲線)
なぜP₀とP₁の2点で設計するのか?まとめ 検査方式){kind=link}
- P₀の点では合格率 ≒ 0.95(=1−α)
- P₁の点では合格率 ≒ 0.10(=β)
なぜP₀とP₁の2点で設計するのか?
検査は「良いロットも通し、悪いロットは止める」のが目的。
でも完璧ではないので、ある程度の確率で誤判定が起きる。
そこで「どこまでの誤判定なら許容できるか?」という条件を
P₀・P₁・α・βという形で数値化して明確にするのがプロの仕事です。
まとめ
| 設計の4要素 | 解説 |
|---|---|
| P₀ | 合格させたい品質レベル(良いロット) |
| P₁ | 不合格にしたい品質レベル(悪いロット) |
| α | P₀のロットを誤って落とす確率(生産者に不利) |
| β | P₁のロットを誤って通す確率(消費者に不利) |
👉 これらを基に、最適な抜取数nと判定数cを選ぶのが「抜取検査方式の設計」です。