{kind=link}
- 取引先から「新規プロジェクトはAIAG-VDA FMEAで提出してください」と言われたが、従来のFMEAと何が違うのかわからない
- 「7ステップ」「AP(処置優先度)」「構造ツリー」「機能ネット」「故障ネット」…用語が多すぎて全体像が掴めない
- RPNが廃止されてAPに変わったと聞いたが、具体的にどう判定するのか知りたい
- 旧FMEAのExcelを流用して新フォーマットに対応できないか模索している
- AIAG-VDA統合FMEAハンドブックが生まれた背景(なぜ統一が必要だったのか)
- 旧FMEA(AIAG第4版)との5つの決定的な違い
- 7ステップの全体像と、各ステップで「具体的に何をするか」の図解
- RPN → AP(処置優先度)への変更点と、APテーブルの完全な読み方
- FMEA-MSR(監視およびシステム応答)という「第3のFMEA」の概要
- 旧FMEAからの移行で「やってはいけないこと」と推奨ステップ
「AIAG-VDA FMEA」──自動車業界で品質管理に関わっている方なら、一度はこの名前を耳にしたことがあるはずです。2019年に発行されたこのハンドブックは、それまでバラバラだったアメリカ方式(AIAG)とドイツ方式(VDA)のFMEAを統一した「世界共通のFMEA規格」です。
しかし、日本語で詳しく解説された情報はまだまだ少なく、「7ステップ」「AP」「構造ツリー」「機能ネット」「故障ネット」といった新しい概念に戸惑っている方も多いのが実情です。
この記事では、旧FMEAしか知らない方でもAIAG-VDA FMEAの全体像を掴めるよう、「旧FMEAとの違い → 7ステップの詳細 → APテーブルの読み方」を一気通貫で図解します。
【完全図解】FMEAの作り方|工程FMEAを「形だけ」で終わらせない実務手順とRPN計算例 →
FMEAの基本(故障モード・RPN計算・S/O/D評価基準)を先に押さえたい方はこちら
目次
AIAG-VDA統合FMEAとは?|なぜ「世界共通のFMEA」が必要になったのか
まず「AIAG」と「VDA」がそれぞれ何なのかを整理しましょう。
AIAG
- 正式名称:Automotive Industry Action Group(全米自動車産業協会)
- 拠点:アメリカ・デトロイト
- 特徴:「書き方(フォームの記入方法)」を重視するアプローチ
- 旧版:FMEA第4版(2008年発行)
VDA
- 正式名称:Verband der Automobilindustrie(ドイツ自動車工業会)
- 拠点:ドイツ・ベルリン
- 特徴:「構造解析(システムとしての繋がり)」を重視するアプローチ
- 旧版:VDA Volume 4(独自のFMEA手法)
この2つの団体が3年以上の共同作業を経て、2019年6月に発行したのが「AIAG & VDA FMEAハンドブック」です。発行の背景には、以下の課題がありました。
統合が必要になった4つの背景
| ❶ サプライチェーンのグローバル化 | アメリカ系OEMにはAIAG方式、ドイツ系OEMにはVDA方式と、取引先ごとに異なるフォーマットを要求される負担がサプライヤーに集中していた |
| ❷ 製品の電子化・複雑化 | 自動運転・ADAS・電動化の進展により、1つの部品がシステム全体に与える影響の連鎖が従来の手法では追いきれなくなった |
| ❸ RPNの限界 | S×O×Dの単純な掛け算では、安全に関わる重大リスク(S=10)が過小評価されるケースが多発していた |
| ❹ FMEAの形骸化 | 「いきなり故障モードを書く」旧来の手法では、抜け漏れと属人化が常態化。構造・機能の定義を義務化する必要があった |
IATF 16949の規格本文に「必ずAIAG-VDAハンドブックを使え」と明記されているわけではありません。しかし、多くのOEMが「顧客固有要求事項(CSR)」としてAIAG-VDA FMEAの適用を求め始めており、実質的にはグローバルビジネスのパスポートになりつつあります。
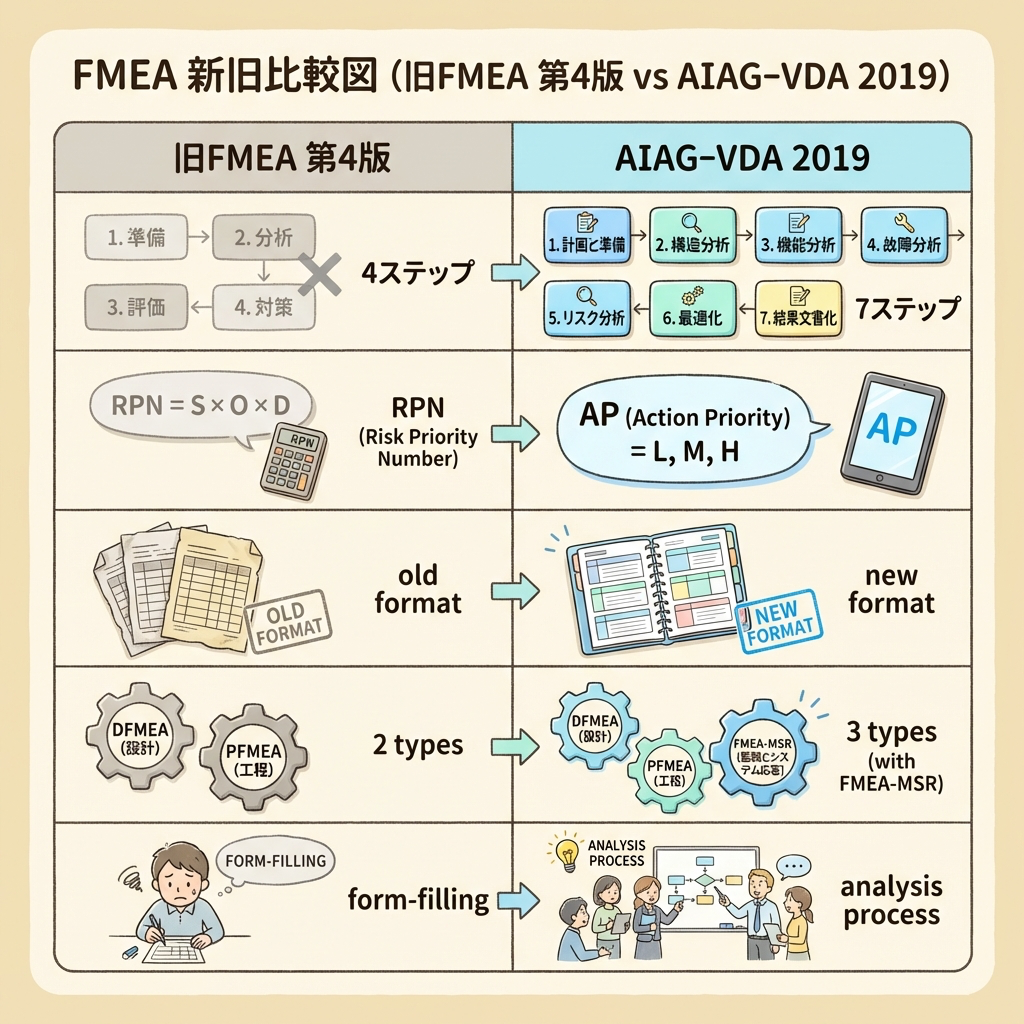
旧FMEA(AIAG第4版)との5つの決定的な違い
「何が変わったのか」を一目で把握できるよう、旧FMEA(2008年発行 AIAG第4版)との主要な変更点を5つに絞って比較します。
| # | 変更点 | 旧FMEA(AIAG第4版) | AIAG-VDA統合FMEA(2019年版) |
|---|---|---|---|
| 1 | 解析ステップ | 明確なステップ分けなし(実質4段階) | 7ステップが明確に定義。前工程(構造・機能・故障解析)が追加 |
| 2 | リスク評価指標 | RPN(S×O×D = 1〜1,000) | AP(処置優先度):H/M/Lの3段階。Sを最重視する判定テーブルに変更 |
| 3 | フォーマット | 横長の表(左→右にデータ記入) | 「構造→機能→故障→リスク→対策」が因果の鎖として左→右に流れる新レイアウト |
| 4 | FMEAの種類 | 設計FMEA(DFMEA)と工程FMEA(PFMEA)の2種類 | 上記2種類に加え、FMEA-MSR(監視およびシステム応答)が新たに追加(第3のFMEA) |
| 5 | 思想の転換 | 「帳票を埋める作業」として運用されがち | FMEAは帳票ではなく「技術的な分析プロセス」。フォームは最終出力のレポートに過ぎない |
最大の変化は「思想の転換」です。旧FMEAは「Excelの表を埋めること」がゴールになりがちでしたが、AIAG-VDA FMEAでは「表は分析結果のレポートに過ぎない。重要なのはその裏側にある思考プロセスだ」と明確に宣言しています。新しいExcelテンプレートを入手しただけでは、新規格に対応したことにはなりません。
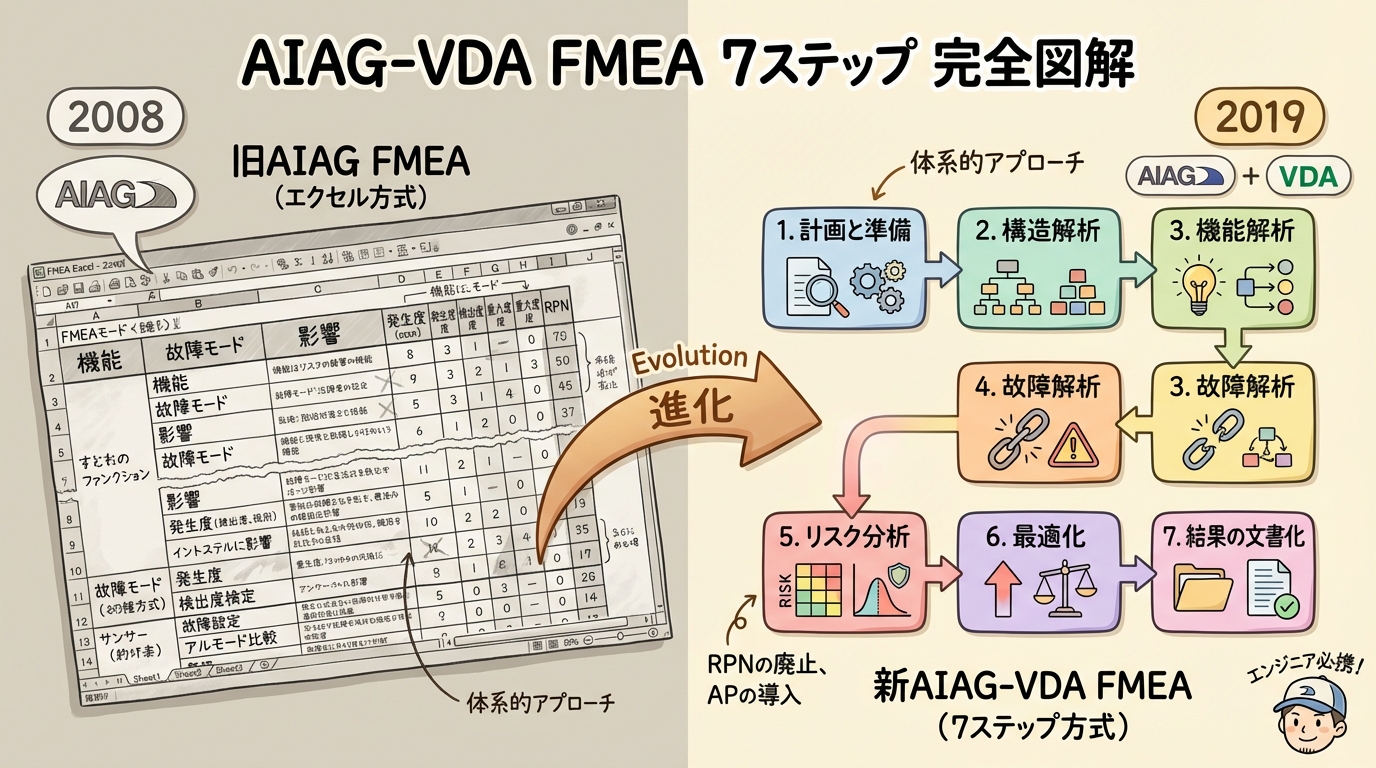
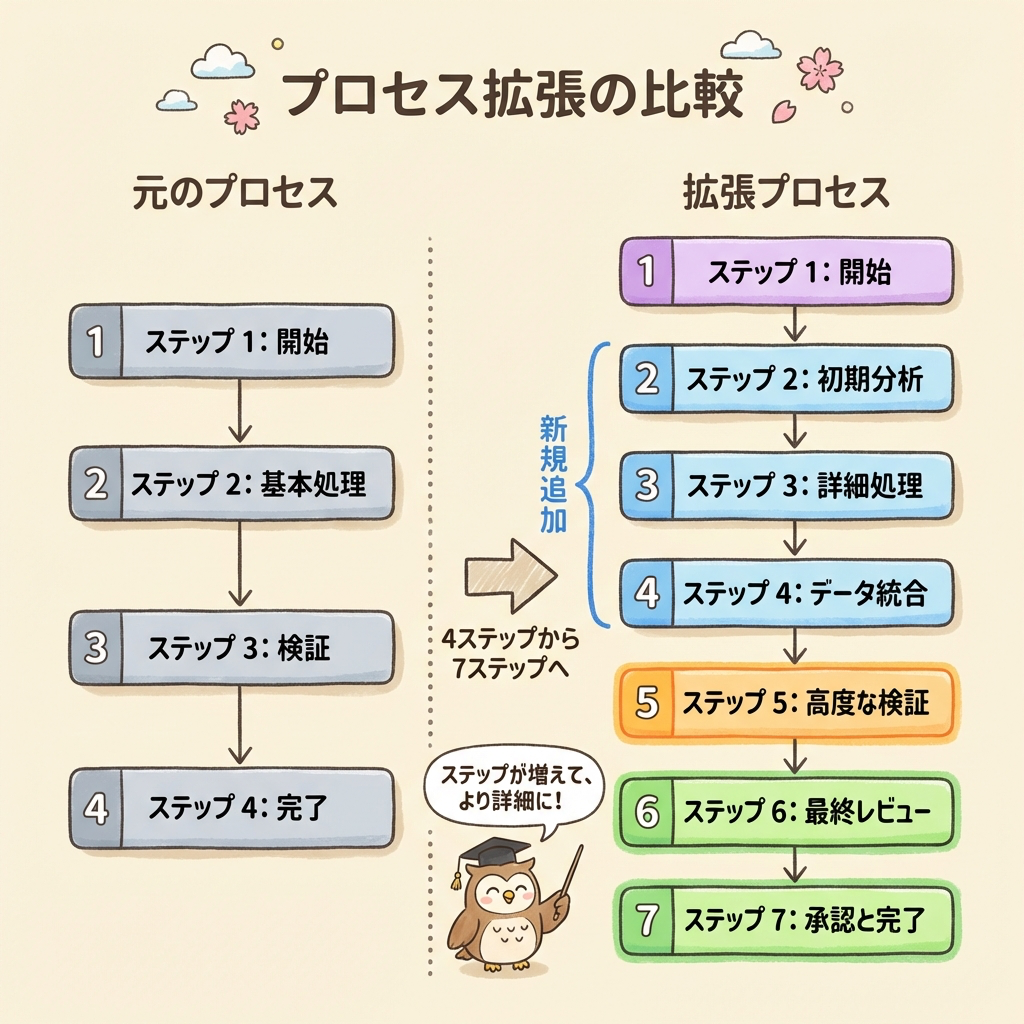
7ステップの全体像|旧FMEAの「4段階」から「7段階」へ
旧FMEAは実質的に「①計画・準備 → ②故障モード抽出 → ③影響解析 → ④文書化」の4段階でした。AIAG-VDA FMEAでは、②の前に3つの前工程(構造解析・機能解析・故障解析)が追加され、計7段階になりました。
旧FMEAの4段階 vs 新FMEAの7ステップ
旧FMEA(AIAG第4版)
AIAG-VDA統合FMEA(2019年版)
旧FMEAでは「いきなり故障モードを書く」のが一般的でしたが、AIAG-VDA FMEAでは「構造」と「機能」を先に定義しないと故障モードに進めない仕組みになっています。これは「設計図なしに家を建てるな」という思想です。この前工程をスキップすると、結局「思いつきで故障モードを並べる」旧来の問題に逆戻りします。
Step 1〜3:構造・機能を定義する「準備フェーズ」
ここが旧FMEAとの最大の違いであり、AIAG-VDA FMEAの核心です。各ステップで何をするか、製造業の具体例とともに解説します。
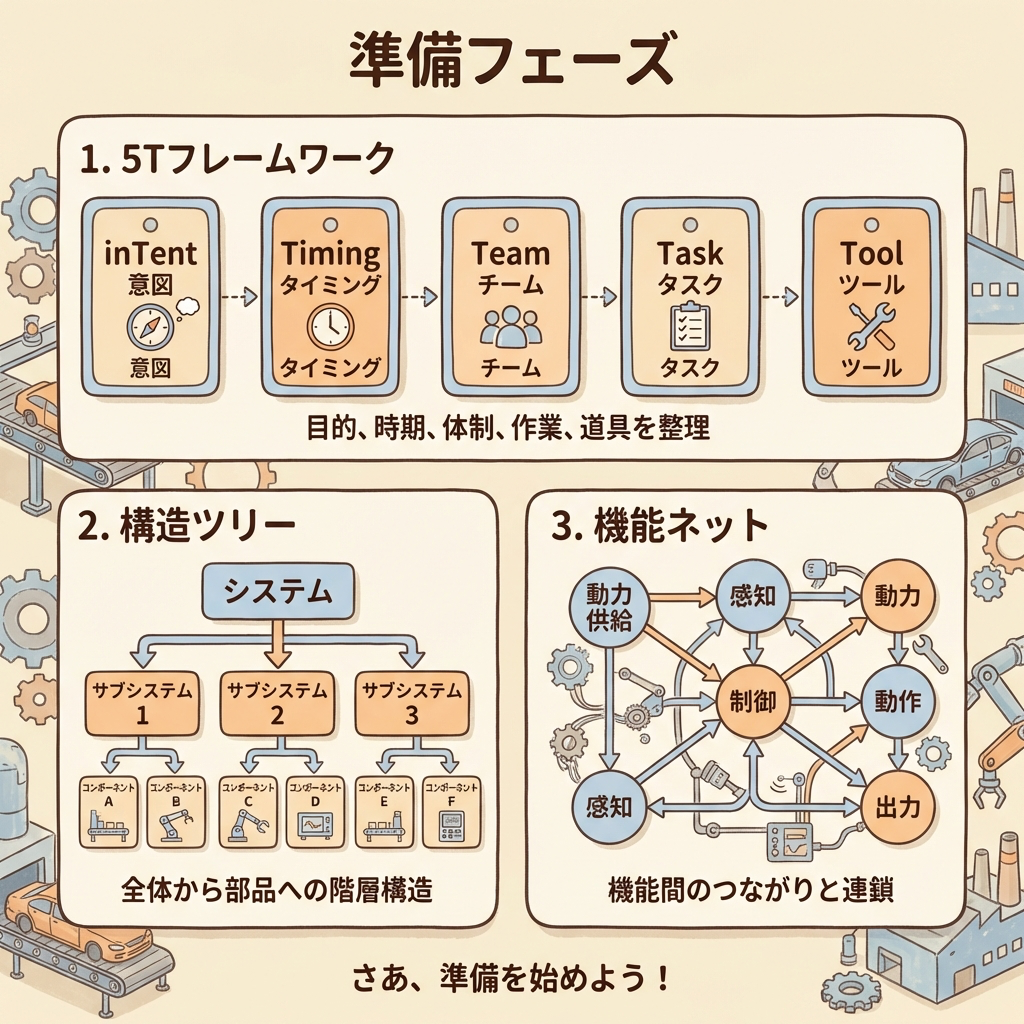
Step 1:計画と準備|5Tフレームワークでスコープを決める
「何を分析し、何を分析しないか」を決めるステップです。AIAG-VDA FMEAハンドブックでは、計画を5つの「T」で整理する「5Tフレームワーク」が推奨されています。
| 5T | 意味 | 具体例 |
|---|---|---|
| inTent | 目的・範囲 | 「電動パワーステアリング(EPS)のモーター組立工程を対象とする」 |
| Timing | タイミング | 「量産試作(P2)開始前までにStep 5を完了させる」 |
| Team | チーム | 「生産技術(リーダー)、設計、品管、製造、保全の5名。推進者(モデレーター)を1名任命」 |
| Task | タスク | 「Step 2〜4を2時間×3回、Step 5〜7を2時間×2回で実施」 |
| Tool | ツール | 「社内の標準FMEAテンプレート(Excel)を使用」または専用ソフトウェア |
Step 2:構造解析|「構造ツリー」でシステムを3階層に分解する
対象をシステム → サブシステム → コンポーネント(部品/工程要素)の3階層で分解し、「構造ツリー」として可視化します。旧FMEAの「Excelの行にリスト形式で並べる」方式との決定的な違いは、部品同士の親子関係が視覚的に見える点です。
🌳 構造ツリーの例(EPSモーター組立工程 / PFMEA)
├──
├──
├──
├──
└──
├──
├──
└──
Step 3:機能解析|「機能ネット」で各要素の働きを連鎖させる
構造ツリーの各要素に「機能」を割り当て、それらが上位レベルの機能にどう貢献しているかを「機能ネット」として繋げます。ここが旧FMEAには存在しなかった、VDA流の強みです。
🔗 機能ネットの例(ST20:コイル巻線)
このように「部品の機能 → 工程の機能 → システムの機能」が連鎖していることを明文化するのが機能ネットです。この連鎖が見えていないと、次のStep 4で「その故障がシステム全体にどう影響するか」を論理的に導き出すことができません。
Step 4〜5:故障とリスクを分析する「解析フェーズ」
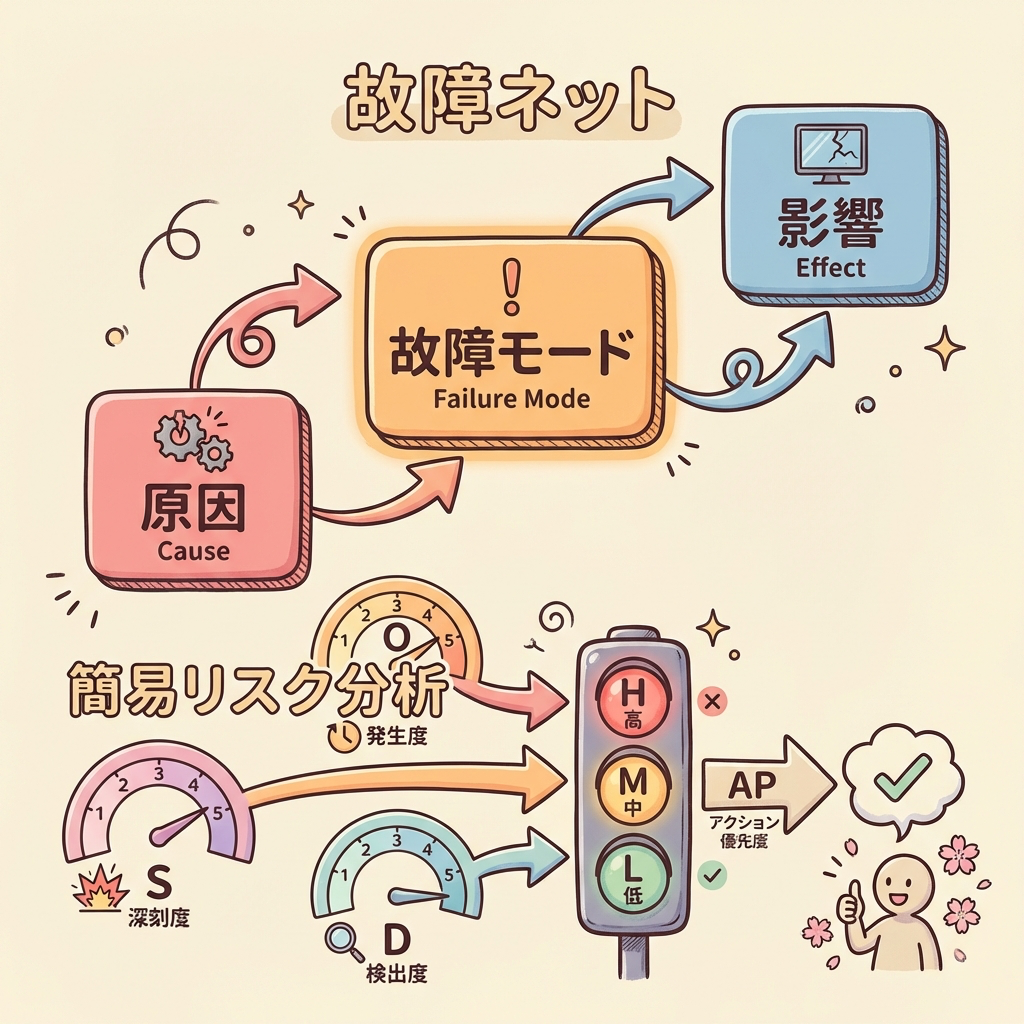
Step 4:故障解析|「故障ネット」で原因→故障モード→影響を3層構造にする
Step 3で定義した「機能」を裏返す(否定する)ことで「故障」を導き出し、それらを因果関係で結ぶ「故障ネット」を構築します。これが旧FMEAの「いきなり故障モードを書く」との最大の違いです。
🔗 故障ネットの例(ST20:コイル巻線)
3つのツリー/ネットは、同じ3階層構造を「正常な状態(構造・機能)」と「異常な状態(故障)」の両面から記述したものです。Step 2→3→4は「同じ木を3回描く」作業であり、構造が正しく定義されていれば、故障は「機能の裏返し」として論理的に導き出されます。だからこそ、Step 2・3を丁寧にやることが抜け漏れ防止に直結するのです。
Step 5:リスク解析|予防策と検出策を分けて評価する
Step 4で構築した故障ネットに対して、現在の管理策(予防策・検出策)を割り当て、S・O・Dを評価します。AIAG-VDA FMEAで特に重要なのは、「予防策」と「検出策」を明確に分離して記載する点です。
| 管理策の種類 | 定義 | 評価対象 | 具体例 |
|---|---|---|---|
| 予防策 (Prevention Control) |
故障原因の発生そのものを防ぐ策 | 発生度(O) | 巻線テンションをPLCで自動制御。手動調整を廃止 |
| 検出策 (Detection Control) |
故障原因や故障モードを発見する策 | 検出度(D) | 巻線後にインダクタンスを全数測定。NG品は自動排出 |
旧FMEAでは「管理策」を1つの欄にまとめて書くことが多かったため、予防と検出が混在し、どちらが不足しているかが不明確でした。AIAG-VDA FMEAでは、この2つを分けて記載することで、「発生を防ぐ仕組みが弱いのか、それとも見つける仕組みが弱いのか」が明確になります。
RPNからAP(処置優先度)へ|何が変わったのか?
AIAG-VDA FMEAの変更点の中で、現場への影響が最も大きいのが「RPNの廃止」と「AP(Action Priority:処置優先度)の導入」です。
RPNの何が問題だったのか?
RPNの計算式は「S × O × D」です。この掛け算には2つの根本的な問題がありました。
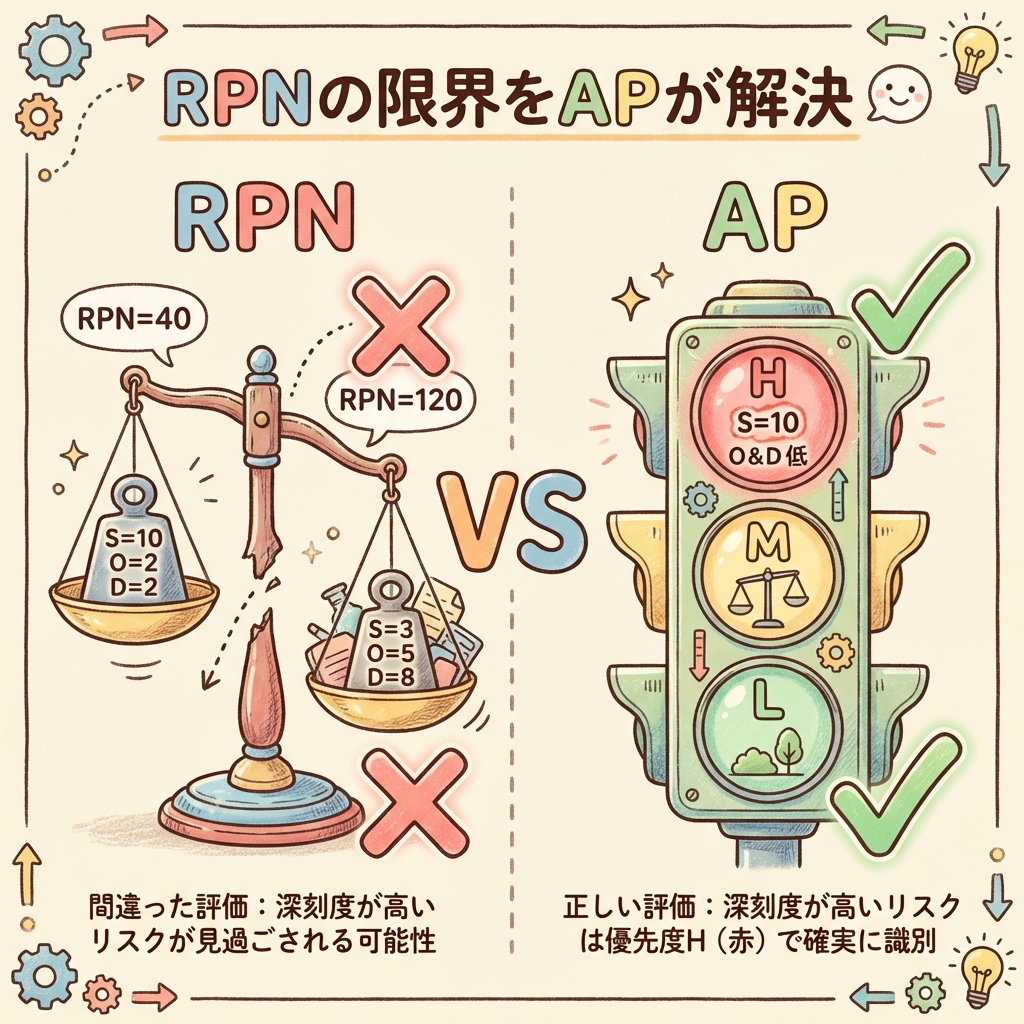
❌ 問題①:安全リスクの過小評価
S=10(人命に関わる)でもO=2、D=2ならRPN=40。一方、S=3(外観不良)でO=5、D=8ならRPN=120。RPNだけで判断すると、外観不良のほうが「優先対策」になってしまう。
❌ 問題②:同じ値でも意味が違う
S=10×O=1×D=10 = 100と、S=5×O=4×D=5 = 100は同じRPNだが、前者は「安全に関わるが滅多に起きない」、後者は「中程度の影響がそこそこ起きる」。リスクの質が全く異なるのに、同じ優先順位になる。
AP(処置優先度)の仕組み|S・O・Dの組み合わせテーブルで判定
APはS×O×Dの掛け算ではなく、S・O・Dの3値の「組み合わせ」に基づいて、あらかじめ定められたテーブルからH(High)/ M(Medium)/ L(Low)を判定します。ポイントは、Sが最も重視され、次にO、最後にDの順で優先度が決まることです。
AP = f(S, O, D) → H / M / L
※掛け算ではない。あらかじめ定義された約1,000通りの組み合わせテーブルから判定する
以下は、AIAG-VDA FMEAハンドブックに記載されているAPテーブルの主要パターンを、Sのランクごとにまとめたものです(設計FMEA・工程FMEAのいずれにも適用可能)。
S = 9〜10(安全問題・法規制違反)の場合
| O | D = 7〜10 | D = 5〜6 | D = 2〜4 | D = 1 |
|---|---|---|---|---|
| 8〜10 | H | H | H | H |
| 6〜7 | H | H | H | H |
| 4〜5 | H | H | H | M |
| 2〜3 | H | M | L | L |
| 1 | すべてL | |||
S = 7〜8(主機能喪失〜低下)の場合
| O | D = 7〜10 | D = 5〜6 | D = 2〜4 | D = 1 |
|---|---|---|---|---|
| 8〜10 | H | H | H | H |
| 6〜7 | H | H | H | M |
| 4〜5 | H | M | M | M |
| 2〜3 | M | M | L | L |
| 1 | すべてL | |||
S = 4〜6(副機能〜外観問題)の場合
| O | D = 7〜10 | D = 5〜6 | D = 2〜4 | D = 1 |
|---|---|---|---|---|
| 8〜10 | H | H | M | M |
| 6〜7 | M | M | M | L |
| 4〜5 | M | L | L | L |
| 1〜3 | すべてL | |||
S = 1〜3(ほとんど影響なし〜軽微)の場合
S=2〜3でO=8〜10かつD=7〜10の場合のみM。それ以外はほぼL。S=1の場合はO・Dに関係なくすべてLです。
テーブルをよく見ると、S=9〜10の行は、O=1以外ほとんどHかMです。つまり「安全に関わる故障は、どれだけ発生頻度が低くても原則として対策が必要」──これがAPの設計思想です。RPNでは見逃されていた「低頻度だが致命的なリスク」を確実に拾える仕組みになっています。
Step 6〜7:改善と文書化 +「第3のFMEA」FMEA-MSR
Step 6:最適化|AP=HまたはMの項目に対策を立案する
APがH(High)の項目は必ず対策が必要です。M(Medium)の項目は対策を検討すべきです。L(Low)の項目は現状の管理策で許容可能ですが、改善の余地があれば対応します。
対策を実施した後は、再度S・O・Dを評価し、APを再判定します。「誰が、いつまでにやるか」を決め、完了まで追跡するのがこのステップの核心です。
| APレベル | 対応 | 行動の義務度 |
|---|---|---|
| H | 予防策・検出策の改善を立案し実施。対策後に再評価する | must(必須) |
| M | 改善策を検討。対策するか、または現状管理が妥当な理由を文書化 | should(推奨) |
| L | 現状の管理で許容。改善の余地があれば任意で対応 | could(任意) |
Step 7:結果の文書化|FMEAは「生きた文書」
Step 7で初めて、見慣れた「FMEAフォーマット(帳票)」の形で結果を出力します。AIAG-VDA FMEAのフォーマットは、Step 2〜6の分析結果を左→右に「構造 → 機能 → 故障 → リスク → 対策」と因果の鎖が流れるレイアウトになっています。
重要なのは、この文書は「固定されたレポート」ではなく、設計変更・市場クレーム・定期レビューのたびに更新される「生きた文書(Living Document)」だということです。
FMEA-MSR:「第3のFMEA」とは?
AIAG-VDA FMEAハンドブックでは、DFMEA(設計FMEA)・PFMEA(工程FMEA)に加えて、FMEA-MSR(Monitoring and System Response:監視およびシステム応答のFMEA)が新たに追加されました。
FMEA-MSRは、製品が顧客の手に渡った後に、車載の監視システム(診断機能やフェイルセーフ機構)がどれだけ故障を検知し、安全な状態を維持できるかを評価するものです。自動運転やADASなど、「走行中に故障が起きても車両が安全に停止できるか」が問われる時代に対応した、新しいFMEAの形です。
| 種類 | 対象フェーズ | 問い |
|---|---|---|
| DFMEA(設計FMEA) | 設計段階 | 「この部品はどう壊れる?」 |
| PFMEA(工程FMEA) | 製造段階 | 「この工程はどう失敗する?」 |
| FMEA-MSR(新規追加) | 使用段階(顧客運用中) | 「故障が起きたとき、車載システムはそれを検知し、安全な状態を維持できるか?」 |

旧FMEAからの移行|やってはいけないこと&推奨ステップ
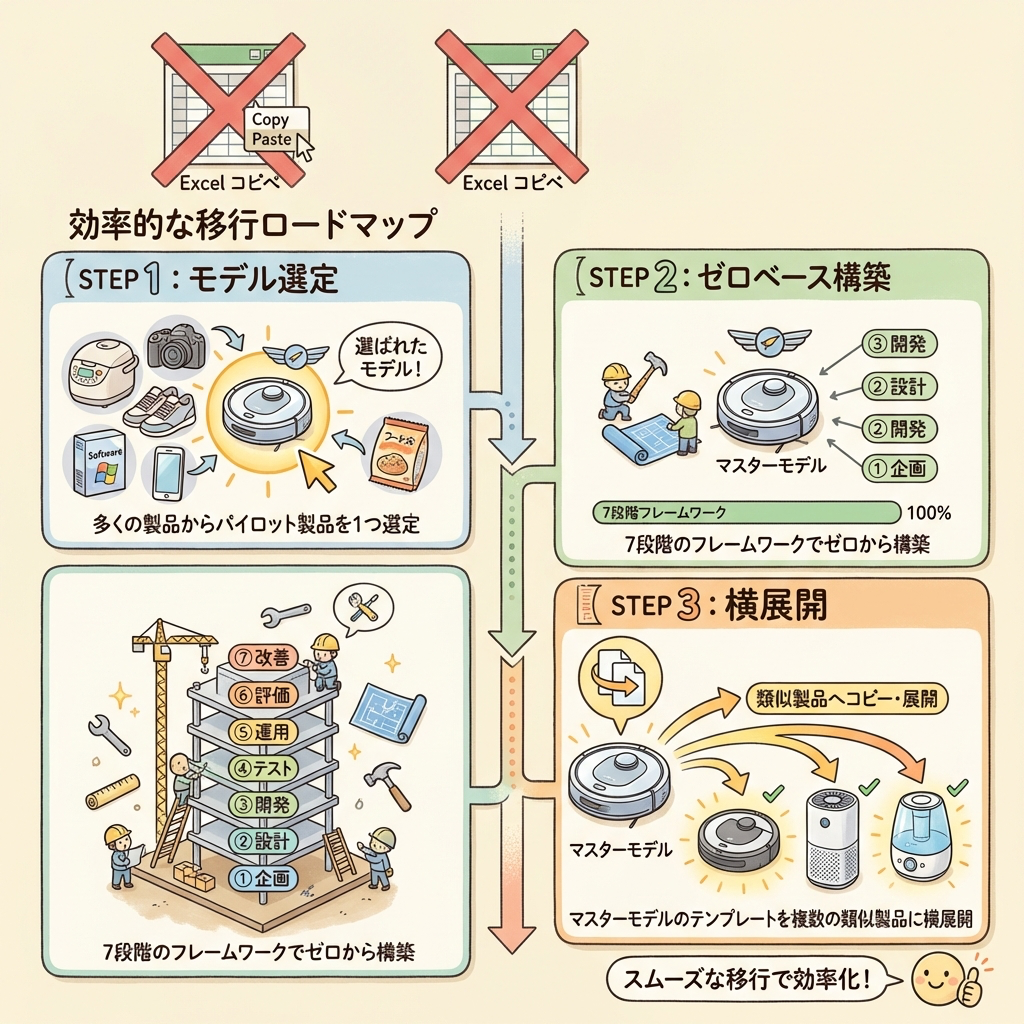
❌ やってはいけないこと:旧ExcelのコピペでAIAG-VDA対応を済ませる
現場で最も多い失敗パターンは、旧FMEAのExcelデータを新しいテンプレートにそのまま流し込んで「移行完了」とすることです。これがうまくいかない理由は明確です。
| コピペが失敗する理由 | 詳細 |
|---|---|
| 構造・機能情報の欠落 | 旧FMEAは「故障モード」から書き始めるため、Step 2(構造解析)・Step 3(機能解析)の情報がそもそも存在しない。新フォーマットに流し込んでも、構造・機能の欄がスカスカになる |
| 原因分析の浅さ | 旧FMEAの原因欄は「作業者の確認ミス」「ポカ」など人(Man)に偏りがち。AIAG-VDAでは4M(Machine, Material, Method, Man)の観点で深掘りが求められる |
| RPNからAPへの単純変換不可 | 旧FMEAのS・O・D評価基準がAIAG-VDAの基準と一致しているとは限らない。社内ローカルルールで点数をつけていた場合、APテーブルとの整合性が取れない |
✅ 推奨される移行の3ステップ
「新規プロジェクト」または「大幅な設計変更が入る製品」を1つ選ぶ。既存の全製品を一気に移行しようとしない。
そのモデル製品について、旧Excelを流用せず、Step 1〜7の手順に沿ってゼロから構造・機能を定義する。ここで「正しい型」を1つ作ることが最短ルート。
正しく構造化されたマスターモデルが1つ完成すれば、類似製品への展開はそれをコピー(再利用)するだけで大幅に工数を削減できる。
「全部ゼロから作り直すのは現実的じゃない」という声はよくわかります。だからこそ、まずは1つのパイロット製品で「正しい型」を体験することが重要です。一度体験すれば「旧FMEAとの違い」が腹落ちし、横展開のスピードが格段に上がります。
まとめ|AIAG-VDA FMEAは「思考の型」を変える規格
- AIAG-VDA統合FMEAハンドブックは、2019年にアメリカ(AIAG)とドイツ(VDA)が共同で発行した「世界共通のFMEA規格」
- 旧FMEAの実質4段階から7ステップに拡張。Step 2(構造解析)・Step 3(機能解析)・Step 4(故障解析)の3つの前工程が新たに追加された
- 「構造ツリー → 機能ネット → 故障ネット」の3つのツリーを先に作ることで、故障モードの抜け漏れを論理的に防ぐ
- RPNは廃止され、AP(処置優先度)が導入。S・O・Dの組み合わせテーブルからH/M/Lを判定し、Sを最重視する設計になっている
- 新たにFMEA-MSR(監視およびシステム応答のFMEA)が追加。自動運転時代の「使用段階の安全性」を評価する第3のFMEA
- 旧FMEAからの移行は「Excelのコピペ」ではなく、パイロット製品でのゼロベース構築から始めるのが推奨
AIAG-VDA FMEAの本質は、新しいExcelテンプレートを入手することではありません。「いきなり故障モードを書く」という旧来の思考パターンを、「まず構造と機能を定義し、その裏返しとして故障を導き出す」という論理的なプロセスに切り替えることです。
表(入れ物)を変えるのではなく、作り方(中身)を変える──これがAIAG-VDA FMEAの要求する本当の変革です。
🔗 外部参考資料
📚 次に読むべき記事
7ステップの各手順をExcelレベルで「どう埋めるか」を具体例つきで解説
FMEAのボトムアップと逆のアプローチ。組み合わせて使うと未然防止の精度が上がる
FMEAの結果をデザインレビューで活用する方法
AIAG-VDA FMEAの対応を任されたということは、品質管理のスキルアップを求められているということです。もし「もっと体系的に品質管理を学びたい」「資格で自分の市場価値を上げたい」と感じたなら、QC検定や電験三種の学習ロードマップも覗いてみてください。
📘 電験三種で人生の防波堤を築く「最短攻略」ロードマップ →