
{kind=link}
目次
💭 こんな悩み、ありませんか?
「抜取検査のnとcって、どうやって決めるの?」
「P₀とかP₁とか、パラメータが多すぎて混乱する…」
「実務ですぐに使える方法が知りたい!」
✅ この記事を読めば、4ステップで誰でもnとcを決められるようになります!
📌 抜取数nと合格判定数cとは?
抜取検査では、「何個調べるか(n)」と「何個まで不良品を許すか(c)」を事前に決めておく必要があります。
📖 用語の定義
💡 具体例
「n=80, c=2」の検査方式の場合
→ ロットから80個取り出して検査し、不良品が0個、1個、2個なら合格、3個以上なら不合格と判定します。
この「n」と「c」をどう決めるかで、検査の厳しさや効率が大きく変わります。
📚 関連記事
🎯 nとcを決めるための4つのパラメータ
nとcを決めるには、まず4つの重要なパラメータを理解する必要があります。
🔢 4つのパラメータ
💡 初心者向けのポイント
- P₀とP₁は、あなたが「この品質は許せる/許せない」と決める基準です。
- αとβは、間違いを起こす確率です。通常はα=5%, β=10%を使います(業界標準)。
📚 詳しく学ぶ
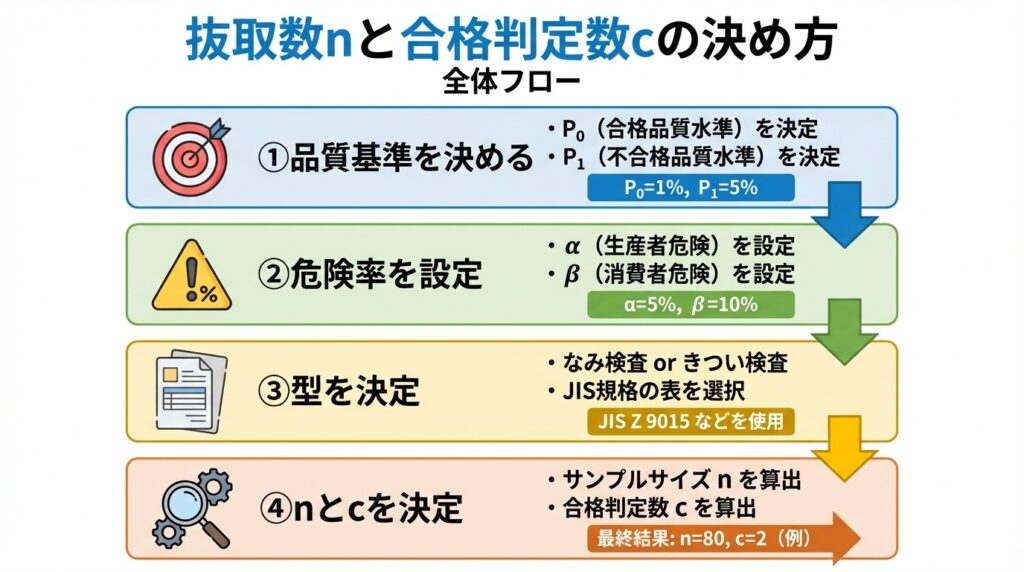
📊 nとcの決め方(4ステップ)
それでは、具体的な手順を見ていきましょう。たった4ステップで、nとcを決めることができます。
ステップ① 品質基準を決める(P₀, P₁)
まず、「どの品質なら合格/不合格にしたいか」を決めます。
🎯 決め方の目安
- P₀(合格品質水準): 通常、0.5%〜3%に設定します。
- P₁(不合格品質水準): 通常、5%〜10%に設定します。
- P₁/P₀の比率が重要で、一般的には3〜10倍程度にします。
💡 具体例
「不良率1%なら合格にしたい、でも5%を超えたら絶対に不合格にしたい」
→ P₀=1%, P₁=5%と設定
ステップ② 危険率を設定(α, β)
次に、「間違いをどれくらい許容するか」を決めます。
⚙️ 推奨設定
- α(生産者危険): 5% (0.05)が業界標準
- β(消費者危険): 10% (0.10)が業界標準
📌 初心者へのアドバイス
特別な理由がなければ、α=5%, β=10%を使えばOKです。これは多くの業界で使われている標準値です。
ステップ③ 検査の型を決定
JIS規格では、検査の厳しさに応じて「なみ検査」「きつい検査」「ゆるい検査」の3種類があります。
📋 検査の型の選び方
- なみ検査: 通常の品質管理に使用(最も一般的)
- きつい検査: 品質問題が発生したときに使用
- ゆるい検査: 品質が安定しているときに使用
📌 初心者へのアドバイス
最初は「なみ検査」を選べばOKです。
ステップ④ nとcを求める
ここまでの情報を使って、nとcを実際に求めます。方法は2つあります。
🛠️ 2つの方法
方法1: JIS規格の表を使う(初心者におすすめ)
- JIS Z 9002(計数抜取検査)の表を参照
- P₀, P₁, α, βの値から、nとcを読み取る
方法2: 計算式で求める(上級者向け)
- 二項分布やポアソン分布の式を使って計算
- Excelやプログラミングで自動化可能
この記事では、初心者でも簡単に使える「方法1: JIS規格の表を使う方法」を詳しく解説します。

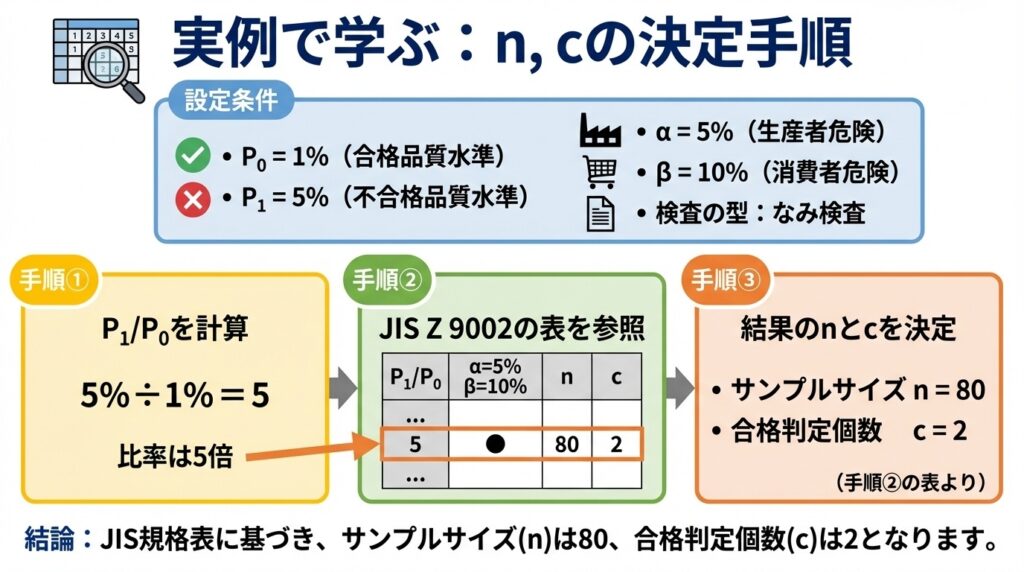
🔧 実例で学ぶ: JIS規格表を使ったnとcの求め方
では、具体的な数値例を使って、実際にnとcを求めてみましょう。
📝 設定条件
- P₀ (合格品質水準): 1%
- P₁ (不合格品質水準): 5%
- α (生産者危険): 5%
- β (消費者危険): 10%
- 検査の型: なみ検査
📐 計算手順
手順① P₁/P₀の比率を計算
P₁/P₀ = 5% ÷ 1% = 5
→ P₁はP₀の5倍です。
手順② JIS Z 9002の表を参照
JIS Z 9002の計数抜取検査表から、以下の条件に該当する行を探します:
- P₁/P₀ = 5
- α = 5%, β = 10%
- なみ検査
表を参照すると、以下の値が見つかります:
| P₁/P₀ | α, β | n | c |
|---|---|---|---|
| 5 | α=5%, β=10% | 80 | 2 |
手順③ 結果を確認
n = 80 (抜取数)
c = 2 (合格判定数)
✅ この検査方式では、80個を検査して、不良品が2個以下なら合格と判定します。
✔️ 検証: この方式で正しいか?
求めたn=80, c=2が、設定した条件(α=5%, β=10%)を満たしているか確認してみましょう。
📊 OC曲線で確認
- p=1%(P₀)のとき: L(p)≈95% → α=1-0.95=5% ✅
- p=5%(P₁)のとき: L(p)≈10% → β=10% ✅
→ 条件を満たしているので、この検査方式は適切です!
📚 OC曲線について詳しく学ぶ
⚙️ パラメータが変わると、nとcはどう変わる?
P₀、P₁、α、βの値を変えると、nとcがどう変化するかを見てみましょう。
📊 条件別のn, c比較表
📌 重要なポイント
💡 覚えておきたい傾向
- P₀が小さいほど、nは大きくなる(厳しい検査になる)
- P₁/P₀の比が大きいほど、nは小さくなる(効率的な検査になる)
- α, βを小さくすると、nは大きくなる(精度が上がるが、コストも上がる)
⚠️ 実務で注意すべきポイント
🔍 ロットサイズも考慮する
nとcを決めるとき、ロットサイズ(1ロットあたりの製品数)も考慮する必要があります。
⚠️ 注意点
- ロットサイズが100個なのに、n=200とするのは不可能
- 一般的には、n ≦ ロットサイズの10%程度が目安
- ロットサイズが小さい場合は、全数検査も検討する
📉 P₁/P₀の比が整数でない場合
実際の計算では、P₁/P₀が整数にならないこともあります。
📌 対処法
JIS規格表で、最も近い値を使用します。
例: P₁/P₀=4.5の場合 → 表の「4」または「5」を使う
🔄 検査方式の見直し
運用開始後も、定期的に検査方式を見直すことが重要です。
🔄 見直しのタイミング
- 品質が継続的に改善した場合 → ゆるい検査へ
- 不良品が多く発生した場合 → きつい検査へ
- ロットサイズが大きく変化した場合 → nとcを再計算
📚 まとめ
✅ この記事のポイント
- nとcは4ステップで決められる
① 品質基準(P₀, P₁)を決める → ② 危険率(α, β)を設定 → ③ 検査の型を決定 → ④ JIS規格表からnとcを読み取る - 初心者はα=5%, β=10%でOK
業界標準値を使えば、特別な理由がない限り問題ありません。 - JIS規格表を使えば簡単
計算式を使わなくても、表を参照するだけでnとcを求められます。 - P₁/P₀の比率が重要
この比率が大きいほど、効率的な検査(小さいn)ができます。 - ロットサイズも考慮する
nはロットサイズの10%以下が目安です。
📚 次に読むべき記事
🔰 抜取検査の基礎を学ぶ
📊 OC曲線と危険率を理解する
⚙️ さらに深く学ぶ
💬 質問・コメント大歓迎です!
「この条件ではnとcはどうなる?」「実務でこんな場合はどうすればいい?」など、お気軽にコメント欄で質問してください。できる限りお答えします!