とβ(消費者危険)の違いを聞かれると説明できない AQL・LTPD・p₀・p₁){kind=link}
- 「OC曲線」と聞いても、何のグラフなのかピンとこない
- α(生産者危険)とβ(消費者危険)の違いを聞かれると説明できない
- AQL・LTPD・p₀・p₁という記号が出てくると混乱する
- 「抜取検査方式(n, c)を設計せよ」と言われたが、どこから手をつけるべきかわからない
- 二項分布・ポアソン分布・超幾何分布、いつどれを使えばいいか曖昧
- QC検定でOC曲線の問題が出るたびに諦めている
- OC曲線が「抜取検査の性能を測る成績表」であることが直感的にわかる
- α・β・AQL・LTPDの関係が1枚の図で頭に入る
- OC曲線の形からn・cがどう設計されるかが理解できる
- 二項・ポアソン・超幾何の使い分けの判断基準が明確になる
- QC検定・実務でそのまま使える「OC曲線の読み方・描き方」が身につく
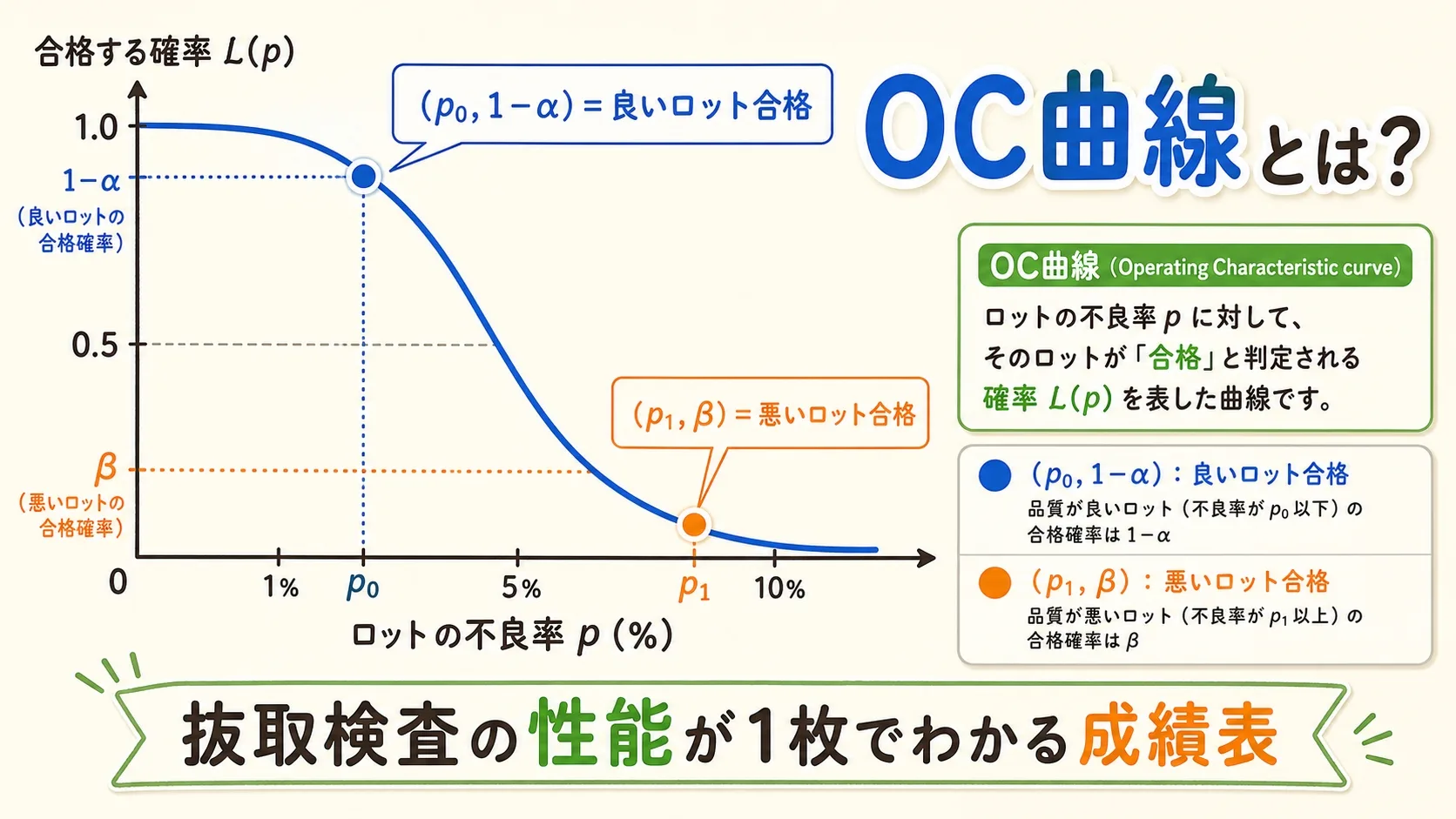
OC曲線(Operating Characteristic Curve、検査特性曲線)とは、抜取検査の「性能」を1枚のグラフにしたものです。
横軸=ロットの真の不良率 p、縦軸=そのロットが合格する確率 L(p)。
曲線の形を読めば、抜取検査の合格しやすさ・厳しさ・誤判定リスクがすべて見えます。
OC曲線は n(サンプル数)と c(合格判定数) で決まり、これを設計することが「抜取検査方式の設計」です。
AQL・LTPD・α・βはすべて、このOC曲線の上にある「具体的な点」だと理解すると、一気にスッキリ整理されます。
目次
OC曲線とは?|抜取検査の"成績表"
まず、OC曲線の正体から押さえます。これは抜取検査を語るうえで絶対に避けて通れない、最重要のグラフです。
OC曲線の定義
OC曲線(Operating Characteristic Curve、検査特性曲線)とは、
「ロットの真の不良率 p」 と 「そのロットが合格する確率 L(p)」 の関係を表したグラフ。
抜取検査ごとに固有のOC曲線が描けて、その形を見れば検査の性能(厳しさ・甘さ・精度)が一目でわかる。
OC曲線が答えてくれる「3つの問い」
OC曲線が読めると、抜取検査について以下のような実務で本当に知りたい質問に答えられるようになります。
問1:合格しやすさ
「不良率2%のロットなら、何%の確率で合格する?」
→ 横軸0.02の点を縦軸で読む
問2:誤判定リスク
「悪いロットを合格させる確率は?」
→ 高い不良率での合格率を読む
問3:検査の公平性
「この検査は生産者と消費者のどちらに不利?」
→ 曲線の傾きで判断
典型的なOC曲線の形
OC曲線は、典型的には「左上から右下に下がるS字カーブ」を描きます。
OC曲線の典型的な特徴:
・p = 0%(完全に良いロット) → L(p) = 100%(必ず合格)
・p が小さい(良いロット) → L(p) は高い(よく合格する)
・p が中くらい(境界ロット) → L(p) は急激に下がる
・p が大きい(悪いロット) → L(p) は低い(よく不合格になる)
・p = 100%(完全に悪いロット) → L(p) = 0%(絶対不合格)
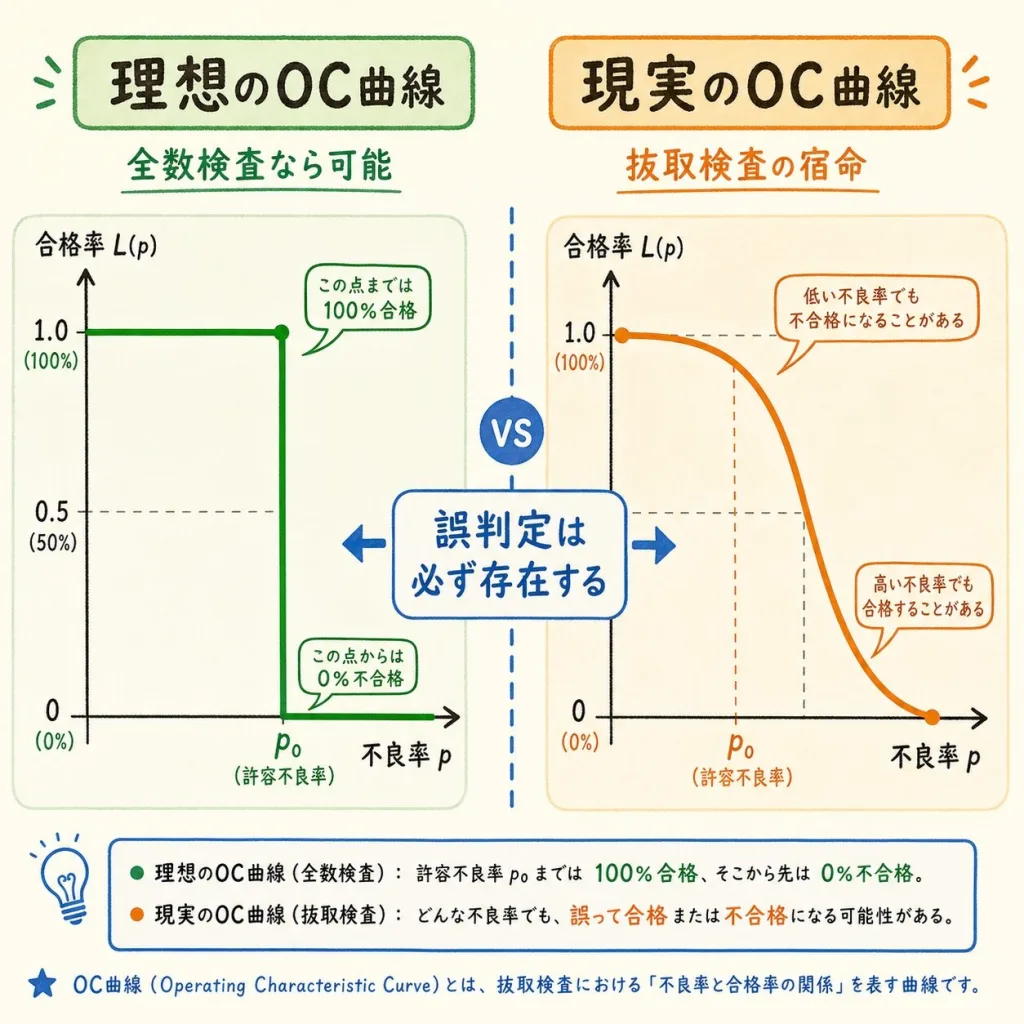
「理想のOC曲線」と「現実のOC曲線」
理想のOC曲線
ある不良率を境に、「合格率100%」から「合格率0%」へ垂直に落ちるL字型。
・良いロットは絶対合格
・悪いロットは絶対不合格
・誤判定ゼロ
※実現するには全数検査が必要
現実のOC曲線
なだらかなS字カーブ。
・良いロットでも稀に不合格(α)
・悪いロットでも稀に合格(β)
・誤判定は必ず存在
※サンプル数nを増やすほどL字に近づく
現実の抜取検査は、「サンプリングという情報の不完全さ」から逃れられません。
OC曲線がL字でないということは、「誤判定が必ず一定割合で起きる」ということ。
抜取検査の設計とは、「どこまでの誤判定を許容するか」を決めて、それを実現するnとcを選ぶことです。
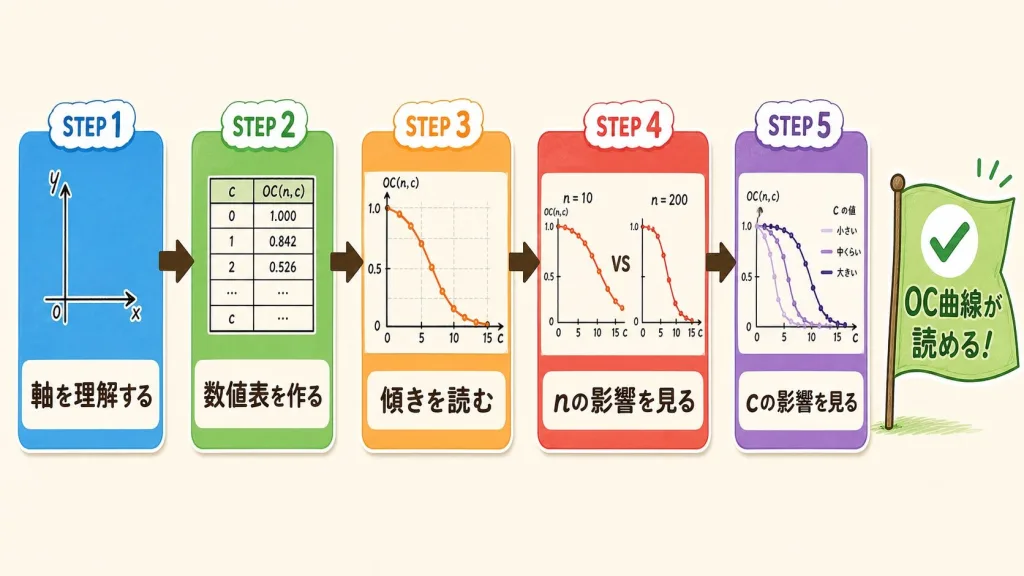
OC曲線の見方|実例で読み解く5ステップ
ここからは具体的な数値を使って、OC曲線を実際に読んでみます。
以下の抜取検査方式を例にします。
「サンプル数 n = 50、合格判定数 c = 2」(50個サンプルを取り、不良が2個以下なら合格)。
STEP 1:軸の意味を理解する
- 横軸(X軸):ロットの不良率 p [%または小数]
例:0%, 1%, 2%, 5%, 10%…… - 縦軸(Y軸):合格する確率 L(p) [0〜1または0〜100%]
例:1.0(100%), 0.95(95%), 0.5(50%), 0.1(10%)……
STEP 2:典型的な数値表をつくる
n=50, c=2 のOC曲線は、各不良率 p に対する L(p) を計算して作ります。
(計算方法は後述。ここでは結果だけ)
| 不良率 p | 合格率 L(p) | 解釈 |
|---|---|---|
| 0.5% | 99.8% | 超優良ロット → ほぼ確実に合格 |
| 1% | 98.6% | 良いロット → ほぼ合格 |
| 2% | 92.2% | 普通のロット → ほぼ合格 |
| 4% | 67.7% | 境界ロット → 半々 |
| 5% | 54.1% | 境界ロット → 半々 |
| 8% | 23.3% | 悪いロット → ほぼ不合格 |
| 10% | 11.7% | 悪いロット → 高確率で不合格 |
| 15% | 1.4% | 超悪いロット → ほぼ不合格 |
STEP 3:曲線の傾きから検査の厳しさを読む
曲線の傾きが急であるほど、良いロットと悪いロットの区別がハッキリつきます。
つまり「ちょっと不良率が増えただけで一気に合格率が下がる」=感度が高い検査。
逆に、傾きがなだらかだと「良いロットも悪いロットも似た確率で合格してしまう」=区別力が弱い検査になります。
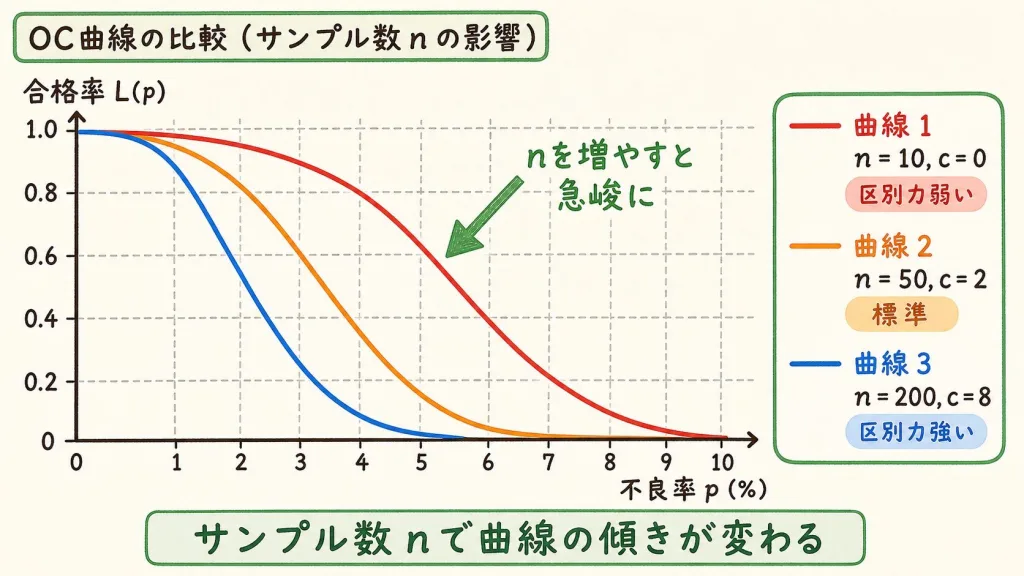
STEP 4:サンプル数 n が曲線に与える影響
同じ c(合格判定割合)でも、n を増やすと曲線が急峻になります。
| サンプル数 | 曲線の特徴 | 検査の性質 |
|---|---|---|
| n が小さい(例:n=10) | なだらかなS字 | 区別力が弱い、誤判定多い |
| n が大きい(例:n=200) | 急峻なS字(L字に近づく) | 区別力が強い、誤判定少ない |
STEP 5:合格判定数 c が曲線に与える影響
c を変えると、曲線全体が左右にシフトします。
| 合格判定数 | 曲線のシフト | 検査の性質 |
|---|---|---|
| c を小さくする(c=0, 1) | 曲線が左へシフト | 合格しにくくなる(厳しい) |
| c を大きくする(c=5, 10) | 曲線が右へシフト | 合格しやすくなる(甘い) |
・n(サンプル数)を変える → 曲線の「傾き」が変わる
・c(合格判定数)を変える → 曲線の「位置」が変わる
両方を調整して、目標とするα・βを実現するOC曲線を作るのが「抜取検査方式の設計」です。
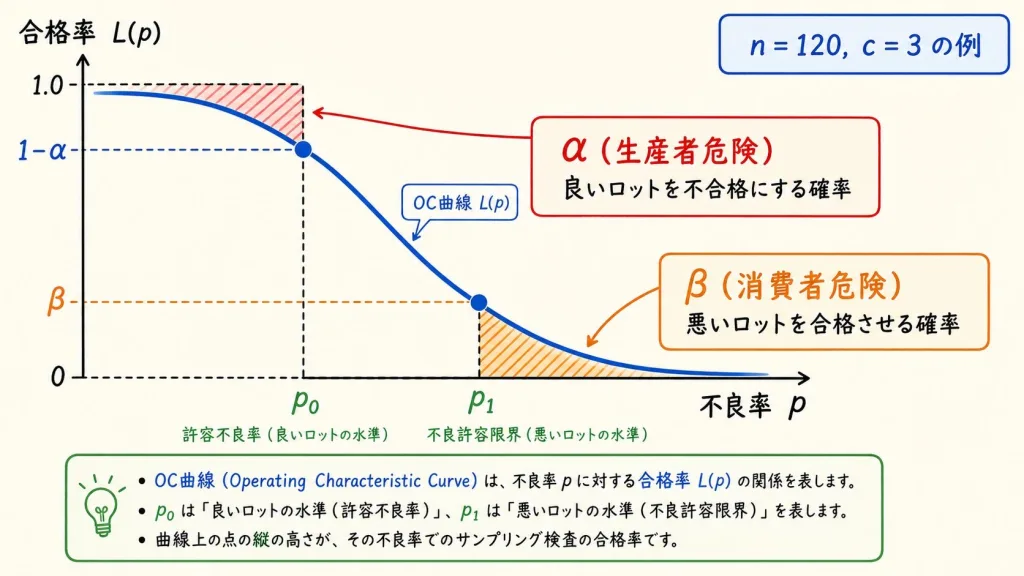
OC曲線が描く2つの危険|α(生産者)・β(消費者)
ここがOC曲線の最重要ポイントです。
抜取検査では「2種類の誤判定」が必ず存在し、それをOC曲線上の点として読み取ります。
α(生産者危険)|「良いロットを誤って不合格にする確率」
αとは、「本当は合格レベルのロットなのに、たまたまサンプリングで不合格になる確率」。
生産者にとっての"濡れ衣"なので「生産者危険」と呼ばれる。
OC曲線上では、「合格レベルの不良率 p₀」での L(p₀) = 1 − α として読み取れる。
一般的に α = 0.05(5%)に設定。
β(消費者危険)|「悪いロットを誤って合格にする確率」
βとは、「本当は不合格レベルのロットなのに、たまたまサンプリングで合格になる確率」。
消費者にとっての"見逃し"なので「消費者危険」と呼ばれる。
OC曲線上では、「不合格レベルの不良率 p₁」での L(p₁) = β として読み取れる。
一般的に β = 0.10(10%)に設定。
p₀ と p₁ |2つの基準点
| 記号 | 呼び名 | 意味 |
|---|---|---|
| p₀ | 合格させたい不良率 (AQL) |
この不良率以下なら「良いロット」と認め、合格させたい |
| p₁ | 不合格にしたい不良率 (LTPD/LQ) |
この不良率以上なら「悪いロット」と判定し、不合格にしたい |
α・β・p₀・p₁の4点を1つの図で見る
OC曲線上の4つの重要点
横軸 p₀(AQL)での 縦軸 = 1 − α
→ 「良いロットがちゃんと合格する確率」
→ ここで α は曲線の上にある"取りこぼし"領域
横軸 p₁(LTPD)での 縦軸 = β
→ 「悪いロットを誤って合格させてしまう確率」
→ ここで β は曲線の下にある"見逃し"領域
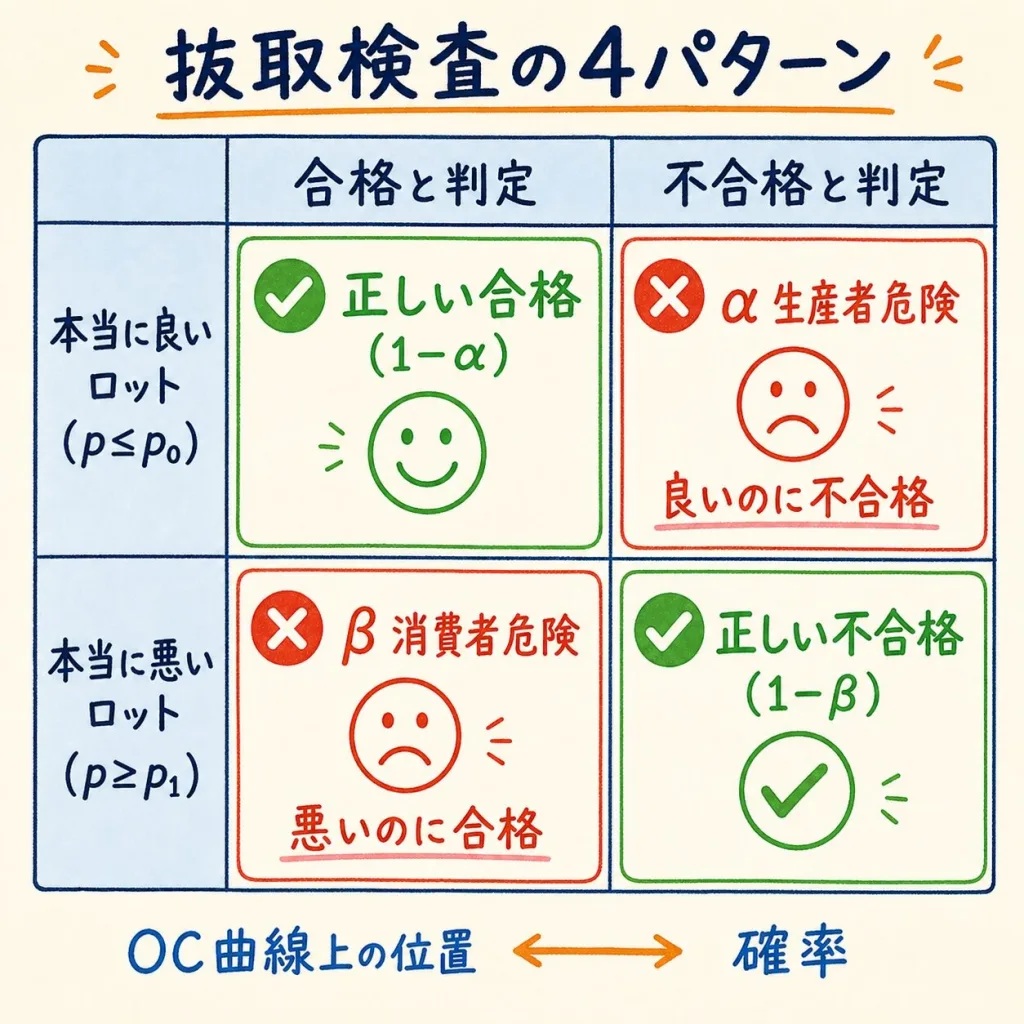
4点の関係を表で整理
| 合格と判定 | 不合格と判定 | |
|---|---|---|
| 本当に良いロット(p ≤ p₀) | ✅ 正しい合格 確率: 1 − α(例:95%) |
❌ α(生産者危険) 確率: 5% |
| 本当に悪いロット(p ≥ p₁) | ❌ β(消費者危険) 確率: 10% |
✅ 正しい不合格 確率: 1 − β(例:90%) |
αとβのトレードオフ
OC曲線を左へシフト(cを下げる)すると:
→ β は下がる(消費者にとって安全)
→ でも α は上がる(生産者には不利)
OC曲線を右へシフト(cを上げる)すると:
→ α は下がる(生産者には有利)
→ でも β は上がる(消費者には危険)
両方を同時に下げるには、サンプル数nを増やして曲線を急峻にするしかありません。
つまり「α と β を両方下げたければ、サンプル数を増やすしかない」のです。
OC曲線で抜取検査を設計する|nとcの決め方
OC曲線が読めたら、次は「自分の検査用にOC曲線を設計する」段階です。
抜取検査方式の設計とは、要するに「目標とするα・βを満たす n と c を決める」こと。
設計の4つの入力情報
抜取検査方式(n, c)を決めるには、4つの値を事前に決める必要があります。
| 記号 | 意味 | 設定例 |
|---|---|---|
| p₀(AQL) | 合格させたい不良率 | 1.0% |
| α | 生産者危険(許容する誤判定) | 0.05(5%) |
| p₁(LTPD) | 不合格にしたい不良率 | 5.0% |
| β | 消費者危険(許容する見逃し) | 0.10(10%) |
- p₀ と p₁ は取引先との合意で決める(実用例:p₁ = 5 × p₀)
- α と β は慣習的に 5%・10%がよく使われる
- これらは業界・製品によって変える(医療機器なら β をもっと小さく)
設計の連立条件
欲しいOC曲線は、以下の2点を同時に通る曲線です。
条件①:L(p₀) ≥ 1 − α (点(p₀, 1−α)より上を通る)
条件②:L(p₁) ≤ β (点(p₁, β)より下を通る)
この2つを同時に満たす n と c の組み合わせを探すのが設計。
設計の3つのアプローチ
①JIS表を使う(最も実務的)
JIS Z 9002(規準型・計数)の表で、p₀とp₁から n, c を直接読む。
実務ではこれが基本。
②計算で求める
二項分布・ポアソン分布で L(p) を計算し、条件を満たす n, c を試行錯誤で探す。
QC検定の計算問題で出る。
③ソフトで求める
Excel関数(BINOM.DIST)や統計ソフトでL(p)を計算し、最適化。
大量のケース検討で便利。
JIS Z 9002での設計例
例題:p₀ = 1.0%、p₁ = 5.0%、α = 0.05、β = 0.10 の場合
STEP 1:JIS Z 9002の表を開く
STEP 2:横軸「p₀」=1.0、縦軸「p₁」=5.0の交点を探す
STEP 3:交点のセルに 「n=120, c=3」と書かれている
→ 結論:120個サンプルを取り、不良が3個以下なら合格、4個以上なら不合格
設計したOC曲線の検証
決定した n=120, c=3 で、本当に α=0.05、β=0.10 が満たされているか計算で検証します。
p = p₀ = 1.0% のとき:L(0.01) ≒ 0.974 → α ≒ 1 − 0.974 = 2.6%(≤ 5% ✅)
p = p₁ = 5.0% のとき:L(0.05) ≒ 0.151 → β ≒ 15.1%(≤ 10% は微妙)
厳密にβ=10%を満たしたい場合は、cを下げるか、nを増やす調整が必要。
JIS表で求めたn, cは、必ずしも目標α・βを正確に満たしません。
現実には「整数のn, c」しか取れないため、近似値での妥協になります。
厳密な値が必要なら、二項分布で個別に計算してください。
AQLとLTPDの決め方|抜取検査の"目線"を決める
抜取検査の設計でつまずく原因の多くは、「AQLとLTPDの意味と決め方」がわからないことです。
ここでは、実務目線での決め方まで含めて完全に整理します。
AQL(Acceptable Quality Level)|合格品質限界
AQLとは、「これ以下の不良率なら合格とみなしてよい」という品質レベル。
生産者が「ここまでなら認めてほしい」と主張する不良率の上限。
p₀(合格させたいロットの不良率)と同じと考えてOK。
LTPD(Lot Tolerance Percent Defective)|ロット許容不良率
LTPD(またはLQ:Limiting Quality)とは、「これ以上の不良率は絶対に許容しない」という品質レベル。
消費者が「これより悪いロットは絶対合格させたくない」と主張する不良率。
p₁(不合格にしたいロットの不良率)と同じと考えてOK。
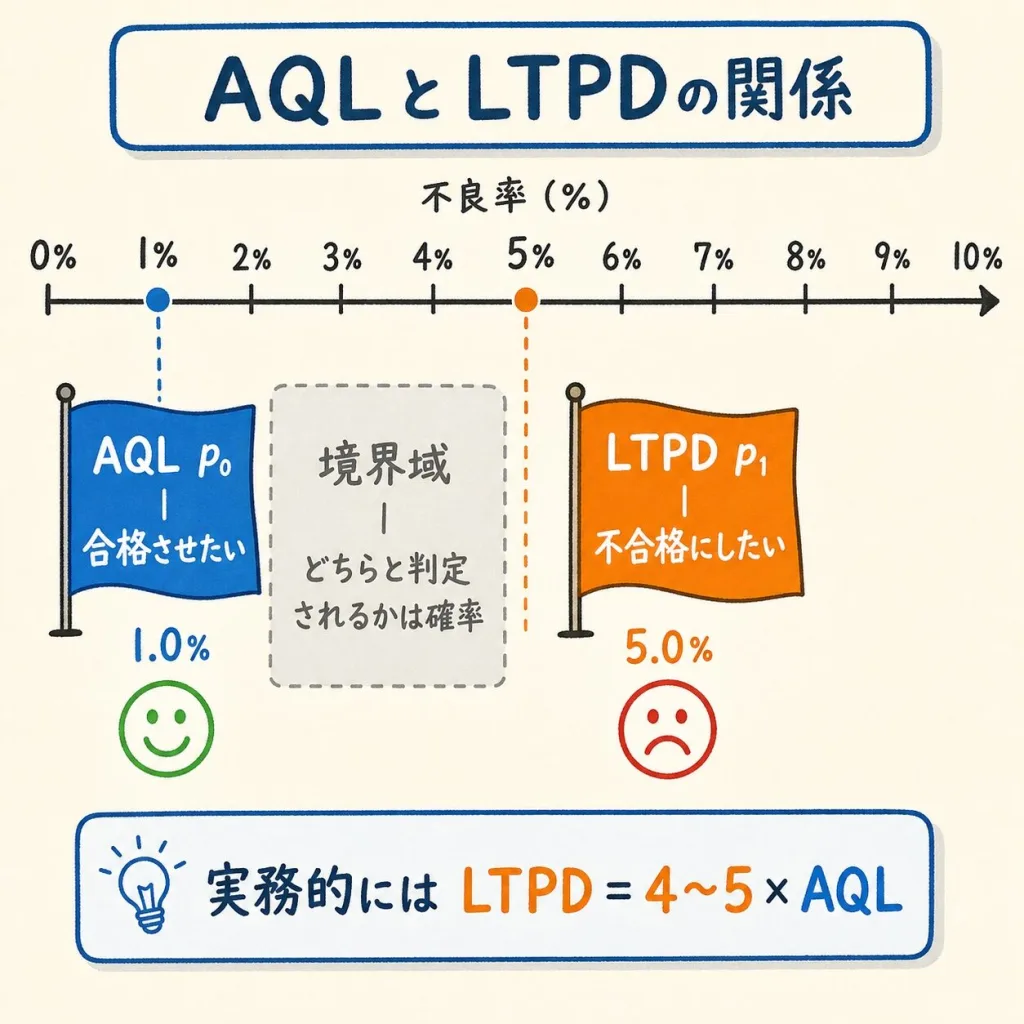
AQLとLTPDの関係|p₀ と p₁
実務では、「LTPD = 4〜5倍のAQL」と設定することが多いです。
例:AQL = 1.0% なら、LTPD = 4〜5%
なぜか?
LTPDをAQLに近づけすぎると、検査が"見極められない"領域に入り、サンプル数が膨大になるから。
逆に離しすぎると、検査の意味がなくなる(境界が広すぎる)。
業界別のAQL設定例
| 業界・製品 | AQL設定例 | 理由 |
|---|---|---|
| 医療機器 | 0.065〜0.10% | 人命に関わるため極めて厳しく |
| 自動車部品(重要保安部品) | 0.25〜0.40% | 安全性重視 |
| 電子部品(一般) | 0.65〜1.0% | バランス重視 |
| 食品(外観不良) | 1.5〜2.5% | 人体への影響なし |
| 日用品(軽微な欠陥) | 4.0〜6.5% | 機能に支障なし |
AQLとLTPDを決める実務的な手順
製品の重要度を評価する
致命的欠陥(人命に関わる)/重欠陥/軽欠陥に分類
過去の不良率データを確認
現在の工程能力で達成可能な不良率の目安をつかむ
取引先と協議してAQLを決める
業界標準・契約条件・コストのバランスで合意
LTPDをAQLの4〜5倍に設定
サンプル数とのバランスを取って調整
OC曲線を支える3つの確率分布|二項・ポアソン・超幾何の使い分け
OC曲線の縦軸 L(p) は、確率分布を使って計算します。
使う分布は3種類あり、状況によって使い分けます。これを知らないと、OC曲線の計算問題で必ずつまずきます。
3つの分布を一目で比較
| 分布 | 使う条件 | 計算の手間 |
|---|---|---|
| 超幾何分布 | ロットサイズNが小さい(N < 10n) 厳密な確率を求めたい |
非常に重い |
| 二項分布 | ロットサイズNが十分大きい(N ≥ 10n) 標準的な抜取検査 |
中程度 |
| ポアソン分布 | np ≤ 5 程度 不良率pが小さい(5%以下) |
軽い |
① 超幾何分布|厳密だが計算が重い
超幾何分布は、「有限のロットから非復元でサンプリング」という抜取検査の現実を最も正確にモデル化する分布です。
ただし、計算式が複雑で実用上は限定的にしか使われません。
L(p) = Σx=0c [C(D, x) × C(N−D, n−x)] / C(N, n)
N:ロットサイズ D:ロット内の不良数(=Np) n:サンプル数 x:サンプル内の不良数 C(a,b):組合せ
使う場面:
・ロットサイズN が サンプル数nの10倍以下の小ロット
・教科書的な厳密計算が求められるとき
・QC検定1級レベルの理論問題
② 二項分布|実務の標準
ロットサイズが十分大きければ、超幾何分布は二項分布で近似できます。
これは「コインを n 回投げて、表(不良品)が x 回出る確率」と同じ考え方。
L(p) = Σx=0c C(n, x) × px × (1−p)n−x
n:サンプル数 p:不良率 x:サンプル内の不良数 c:合格判定数
使う場面:
・ロットサイズN ≥ サンプル数n × 10(最も一般的)
・JIS Z 9002の標準的な抜取検査
・QC検定2級の計算問題
③ ポアソン分布|近似で楽に計算
二項分布も、不良率pが小さく np ≤ 5 程度ならポアソン分布で近似できます。
これは抜取検査で最もよく使われる近似計算です。
L(p) = Σx=0c [e−np × (np)x / x!]
np:平均(パラメータm = np) e:自然対数の底(≒2.718) x:不良数
使う場面:
・np ≤ 5(不良率が小さい場合)
・実務で素早く近似計算したいとき
・「不適合数」を扱うとき(c管理図など)
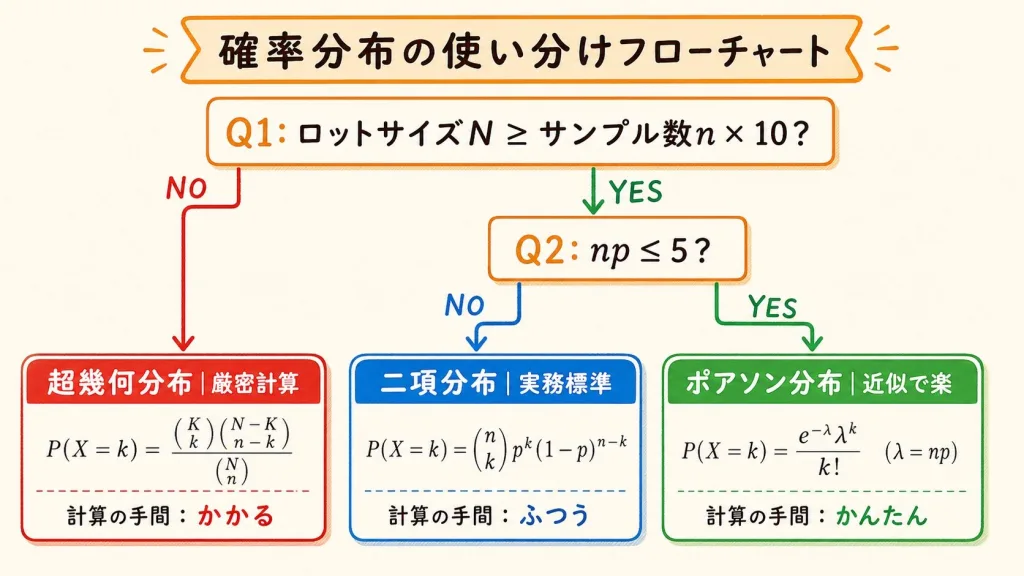
分布の使い分け|判定フローチャート
Q1:ロットサイズNはサンプル数nの10倍以上か?
├─ NO(N < 10n) → 超幾何分布を使う
└─ YES(N ≥ 10n)→ Q2へ
Q2:np(不良数の期待値)は5以下か?
├─ YES(np ≤ 5)→ ポアソン分布で近似(計算がラク)
└─ NO(np > 5)→ 二項分布で計算
実例で見る計算の差
同じ条件(n=50, c=2, p=0.02)で、3つの分布を計算した結果を見てみましょう(ロットサイズN=1000とします)。
| 分布 | L(0.02)の値 | 誤差 |
|---|---|---|
| 超幾何分布(厳密値) | 0.923 | 基準 |
| 二項分布 | 0.922 | −0.001(誤差なし) |
| ポアソン分布 | 0.920 | −0.003(実用上問題なし) |
実務的には、ポアソン分布での近似計算でほぼ問題ないケースが多いです。
計算の正確さより、素早く意思決定できることの方が重要な場面も多いから。
一方、QC検定や学術論文では厳密性が求められるので、二項分布や超幾何分布を使うのが一般的です。
OC曲線を計算してみる|手を動かして理解する
「OC曲線って図はわかるけど、自分で値を計算できる気がしない」という方のために、1つの値を実際に計算してみます。
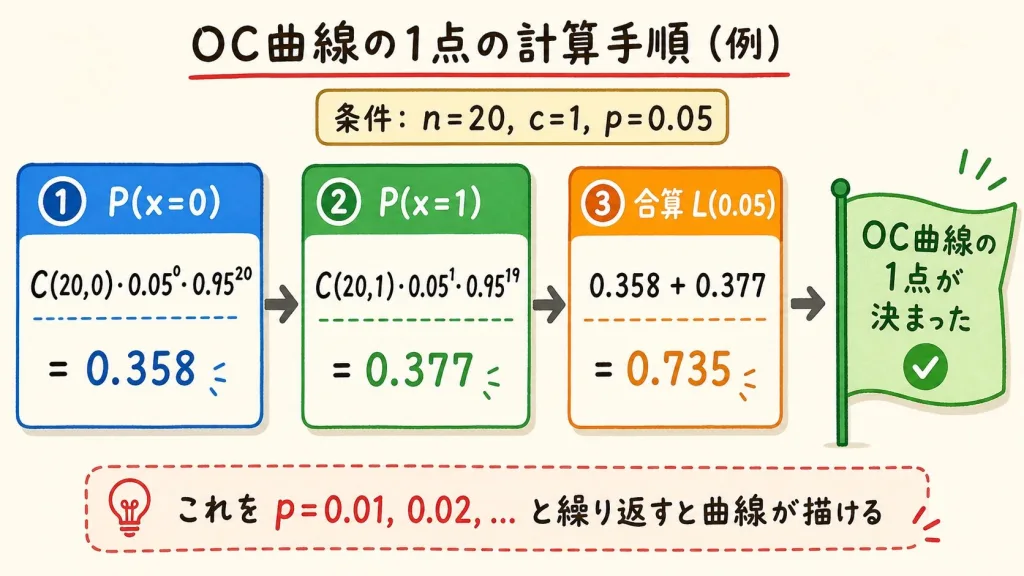
抜取検査方式:n=20, c=1(20個取って不良1個以下なら合格)。
例題:不良率 p=5% のときの合格率を計算
n=20, c=1 の抜取検査で、不良率 p=5%(0.05)のロットが合格する確率 L(0.05) を求めなさい。
ロットサイズは十分大きいとする。
解答|二項分布で計算
np = 20 × 0.05 = 1 で、np ≤ 5 なのでポアソン分布でも近似できますが、ここでは正確に二項分布で計算します。
合格条件:不良数 x が 0 または 1。
つまり:L(0.05) = P(x=0) + P(x=1)
P(x=0) = C(20, 0) × 0.050 × 0.9520
= 1 × 1 × 0.9520
= 0.9520
= 0.358
P(x=1) = C(20, 1) × 0.051 × 0.9519
= 20 × 0.05 × 0.9519
= 1 × 0.377
= 0.377
L(0.05) = P(x=0) + P(x=1)
= 0.358 + 0.377
= 0.735(73.5%)
n=20, c=1 の抜取検査では、不良率5%のロットでも73.5%は合格してしまう。
これがOC曲線の (0.05, 0.735) という1点になります。
同様にp=0.01, 0.02, 0.03……と計算していけば、OC曲線全体が描けます。
Excelで一気に計算する方法
ExcelのBINOM.DIST関数を使えば、一発で計算できます。
=BINOM.DIST(c, n, p, TRUE)
・c:合格判定数(1)
・n:サンプル数(20)
・p:不良率(0.05)
・TRUE:累積確率を計算
例:=BINOM.DIST(1, 20, 0.05, TRUE) → 0.735
あとは p の値を変えながら(0.01, 0.02, 0.03……)計算すれば、OC曲線の表が完成。
グラフ機能で散布図にすれば、自分でOC曲線が描けます。
実務でのOC曲線活用例|「現場で本当に役立つ」3つの使い方
OC曲線は教科書だけの話ではありません。実務では、こんな場面で活躍します。
①取引先との交渉
シーン:取引先が「サンプル数を200から100に減らしてほしい」と要求してきた。
OC曲線の活用:
n=200とn=100の2つのOC曲線を重ねて見せる。
「n=100にすると、不良率5%のロットの合格率が10% → 25%に上がります。お客様への不良品流出リスクが2倍以上になりますがよろしいですか?」
効果:定量的な根拠を持って交渉できるため、結果として双方納得の落とし所が見つかる。
②内部監査・上司への説明
シーン:「なぜこの検査方式なのか?」と上司に聞かれた。
OC曲線の活用:
「現在の検査方式(n=80, c=2)のOC曲線です。AQL=1%でαは3%、LTPD=5%でβは8%です。社内基準のα≤5%、β≤10%を満たしているため、この方式を採用しています」
効果:抽象的な"こんな検査やってます"ではなく、定量的に検査性能を説明できる。
③検査コストの削減検討
シーン:工程改善により不良率が大幅に下がった(5% → 1%)。検査を緩めてコストを下げたい。
OC曲線の活用:
新しい不良率レベルに合わせてAQLを再設定(例:1.5%)。OC曲線を見ながら、サンプル数を半分にしても要求性能を満たすかを確認。
効果:感覚ではなく、データに基づいた合理的なコスト削減判断ができる。
よくある誤解とつまずき|OC曲線の罠
誤解①|「OC曲線が同じなら、検査の性能も同じ」
「OC曲線が同じならどの (n, c) を使っても同じ」
OC曲線がほぼ同じでも、サンプル数nが違えば検査コストが全く違う。同じ性能なら n が小さい方がコスパが良い。OC曲線「だけ」見て判断するのは不十分。
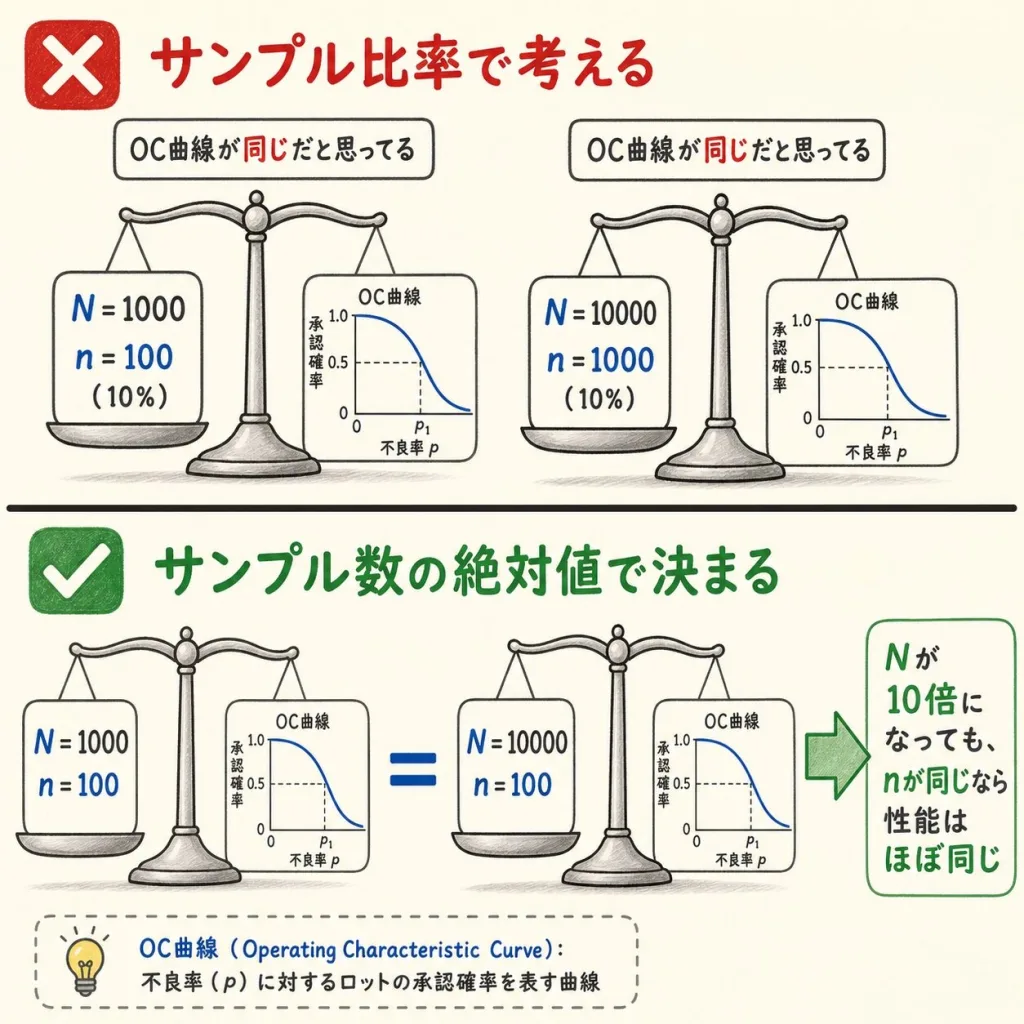
誤解②|「サンプル比率が同じなら検査の性能も同じ」
「ロットの10%を検査するから、N=1000ならn=100、N=10000ならn=1000で同じ」
これは最大の誤解。検査の性能はサンプル数nの絶対値で決まり、ロットサイズNはほぼ関係ない。N=10000でもn=100の検査と、N=1000でもn=100の検査は、ほぼ同じOC曲線になる。サンプル比率で考えるのはやめる。
誤解③|「αとβは独立して決められる」
「α=1%、β=1% の検査にしよう」
αとβは独立して決められない。両方を厳しくするには、サンプル数nを増やすしかない。α=1%, β=1%だと、n=1000以上の超大型サンプルが必要になることも。コストとのバランスで現実的な値(α=5%, β=10%など)を選ぶ。
誤解④|「OC曲線は実測値だ」
「100ロット検査すれば、OC曲線が実測できる」
OC曲線は「理論曲線」。確率分布から計算で描かれるもので、実測ではない。実測でばらつきはあるが、長期的にはOC曲線の理論値に収束する。
誤解⑤|「c=0なら最も厳しい検査」
「c=0(不良ゼロでないと合格しない)が最も品質が保証される検査」
c=0の検査はα(生産者危険)が極端に大きくなる。良いロットでも1個でも不良があれば不合格になるため、生産者側に不利。「厳しい=良い」ではなく、αとβのバランスで考えるのが正解。
よくある質問(FAQ)
Q1. OC曲線と検出力曲線(POWER曲線)は同じものですか?
違うものですが、関係しています。OC曲線は「合格する確率」を縦軸にとり、検出力曲線は「不合格になる確率(= 1 − 合格率)」を縦軸にとります。つまり OC曲線を上下反転すると検出力曲線になります。
Q2. なぜサンプル数 n だけで決まるのですか?ロットサイズ N は関係しないの?
ロットサイズが十分大きい(N ≥ 10n)場合、Nを増やしてもOC曲線はほぼ変わりません。これは統計理論の重要な性質で、「サンプリングはどれだけの母集団からでも、絶対量で精度が決まる」というもの。1000人の調査も、10万人の母集団も100万人の母集団も、同じくらいの精度になります。
Q3. AQLとp₀、LTPDとp₁って同じものですか?
ほぼ同じです。p₀, p₁は理論的な記号、AQL, LTPDは実務的な呼び名。教科書や規格によって表記が違うだけで、意味は同じです。
AQL = p₀ = 合格させたい不良率(生産者目線)
LTPD = p₁ = 不合格にしたい不良率(消費者目線)
Q4. OC曲線はExcelで簡単に描けますか?
はい、簡単に描けます。A列にp(0.01〜0.20など)、B列に =BINOM.DIST(c, n, p, TRUE) を入力。あとはA列とB列を選択して散布図にすれば完成。実務でも勉強でも、自分で描いてみると一気に理解が深まります。
Q5. QC検定では何級でOC曲線が出ますか?
QC検定2級で本格的に出題されます。3級では概念レベル、2級でOC曲線の読み取り・α/βの計算・分布の使い分けまで。1級では超幾何分布の厳密計算や、OC曲線を設計する逆問題まで出ます。本記事の内容は2級〜1級の土台になります。
Q6. なぜ「α=5%, β=10%」がデフォルトなのですか?
歴史的な経緯と実務的な合理性です。α=5%は仮説検定の慣習から来ており、β=10%は「αより少し緩く設定する」という慣習。これらの値で抜取検査表(JIS Z 9002など)が作られているため、業界標準として広く使われています。業界・製品によっては α=1%, β=5% などより厳しい値を使うこともあります。
Q7. 計量抜取検査にもOC曲線はありますか?
あります。計量抜取検査でも、横軸に不良率p、縦軸に合格率L(p)をとったOC曲線が描けます。計算には正規分布を使い、平均値や標準偏差を考慮します。同じ性能なら計量型のOC曲線は計数型より急峻になり、それが「計量型のサンプル数が少なくて済む」理由です。
まとめ|OC曲線は抜取検査の"性能評価書"
- OC曲線は「ロットの不良率p」vs「合格する確率L(p)」のグラフ
- 典型的にはL字に近いS字カーブで、nを増やすほどL字に近づく
- OC曲線上の2つの重要点:(p₀, 1−α) と (p₁, β)
- α(生産者危険):良いロットを不合格にする確率(典型値5%)
- β(消費者危険):悪いロットを合格させる確率(典型値10%)
- AQL = p₀(合格させたい不良率)、LTPD = p₁(不合格にしたい不良率)
- 抜取検査の設計は α・β・p₀・p₁ → n, c を決めること
- 計算分布の使い分け:N<10n → 超幾何、標準 → 二項、np≤5 → ポアソン
- サンプル数nは絶対量で性能が決まる。ロットサイズNの比率ではない
「OC曲線って何?」と聞かれたら、こう答えられればOK。
「抜取検査の性能を1枚に表したグラフ。横軸が不良率、縦軸が合格確率。曲線の形からα・βや検査の厳しさが読み取れます」
OC曲線が読めるようになると、抜取検査の世界が一気にクリアになります。
次は「実際の検査方式の決め方」や「JIS規格の引き方」といった具体的な実践へ進みましょう。
📚 次に読むべき記事
抜取検査全体の学習マップ。OC曲線が体系のどこに位置するか、次に学ぶべき分野が一目でわかります。
OC曲線の設計実践編。p₀・p₁・α・βから、具体的にn・cを求める計算手順をステップで解説。
実務の標準規格JIS Z 9015の使い方。AQL指標型のサンプリング表を実例で完全マスター。