- 客先から「Cpk 1.33以上を保証して」と言われたが、自工程の現状は0.95。明日から何をすればいいのか分からない
- 山田課長(仮)に「Cp 1.50あるのにCpkは0.85なんですが…」と相談したら「自分で原因切り分けて」と返された
- QC検定2級の問題集に「1.67」「1.33」「1.00」「0.67」が並んでいるが、どれが合格でどれがアウトか毎回迷う
- 「不良率」が出てくると急に話が難しくなる。ppm って何?の段階で止まっている
- 判定値1.67・1.33・1.00・0.67が「明日の自分の動き」に直結する早見表
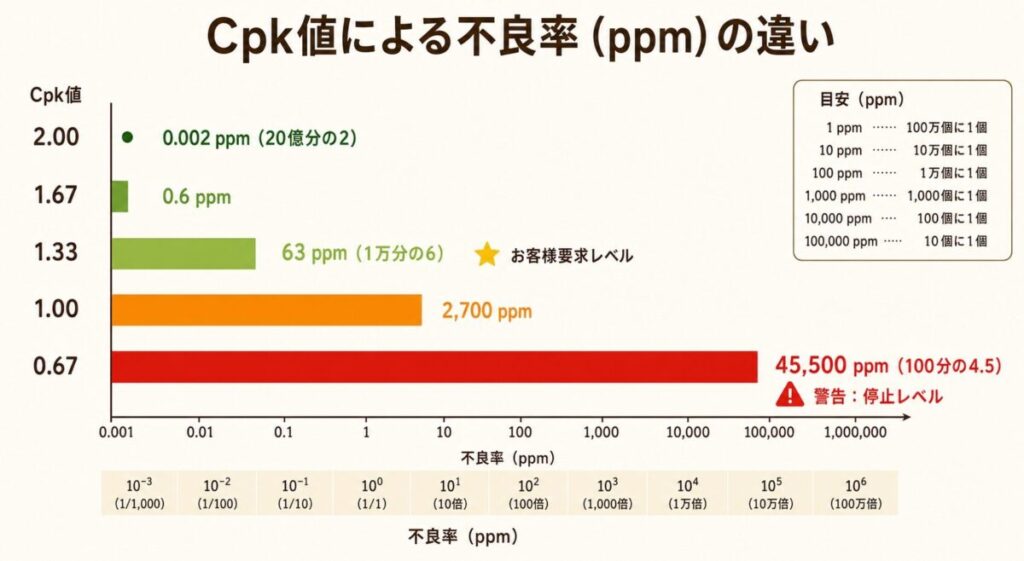
- Cpk値ごとの不良率(ppm)対応表。客先報告書にそのまま使える数字
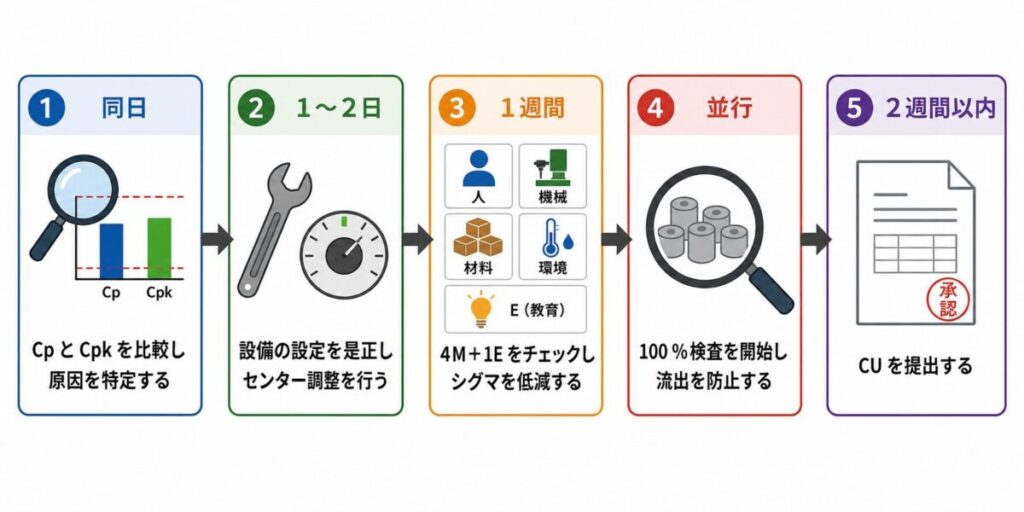
- Cpkが1.0を割ったら、明日から何をやるか(5Sレベルの具体手順)
- 「Cp高いのにCpkだけ低い」ときの原因切り分けと対処法
客先からの是正計画提出依頼。「Cpk 1.33以下の工程は対策案を添付してください」のメールを開いた瞬間、自工程の数字を確認します。Cpk 0.95。「やばい、来週までに何をすればいいんだ…」。
この記事は、そんな状況で「明日から何をするか」を即座に持ち帰れるように作りました。判定値の意味だけでなく、リカバリーの5Sレベル手順、客先報告書のテンプレ表現まで全部入っています。まずは、いちばん大事な早見表から。
目次
【最重要】判定値別アクション早見表
判定値ごとに「その日のあなたの動きが何に変わるか」を一覧にしました。これだけ覚えておけば、客先電話で数字を聞かれても即答できます。
| Cpk値 | 判定 | 不良率(ppm) | 明日のあなたの動き |
|---|---|---|---|
| 1.67以上 | ◎超優秀 | 0.6 ppm (100万個に0.6個) |
現状維持。検査の簡略化や抜取頻度の見直しを提案できる |
| 1.33以上 | ○合格 | 63 ppm (1万個に0.6個) |
客先要求の標準ライン。維持監視を継続。月次レビューでトレンド確認 |
| 1.00以上1.33未満 | △要注意 | 2,700 ppm (1000個に2.7個) |
2週間以内に是正計画。Cp/Cpk比較で原因切り分け→対策実施 |
| 1.00未満 (0.67など) |
×不合格 | 45,500 ppm (100個に4.5個) |
即日:全数検査・選別開始。客先報告と緊急対策本部の立ち上げ |
この表で覚えるべきは「1.33が客先要求の標準ライン」「1.0を割ったら全数検査が始まる」の2点です。これさえ押さえれば、客先電話で「現状はいくつ?」と聞かれたときに、その数字の意味を瞬時に理解して動けます。
この記事はCp・Cpkの計算方法を理解している前提で書いています。「そもそもCpとCpkの違いがわからない」方は、まず『管理図とCp・Cpkを完全図解』を5分で読んでから戻ってきてください。
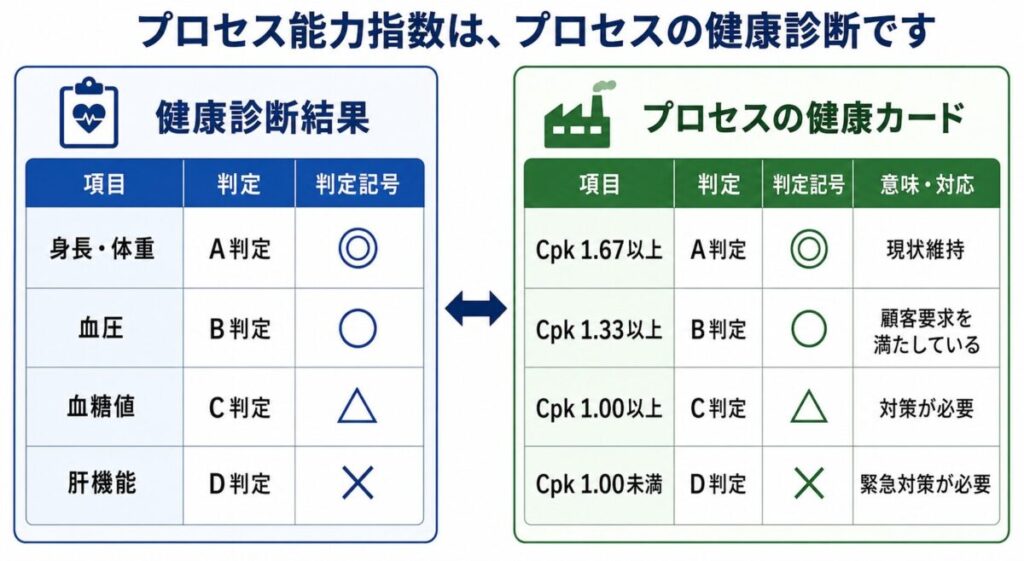
判定値を「健康診断」でイメージしよう
数字だけ見ても腹落ちしないので、会社の健康診断でイメージしましょう。あなた自身が会社の健康診断でA判定だったら嬉しいですよね。Cpkも同じです。「工程の健康診断結果」だと思ってください。
「Cpk値 × 3 = σレベル」と覚えてください。Cpk 1.33なら4σ、Cpk 1.67なら5σ、Cpk 2.00なら6σ(シックスシグマ)。客先で「±何σで管理してますか?」と聞かれたら、Cpkに3を掛けて答えればOKです。
Cpkを不良率(ppm)に翻訳する
客先報告書で必ず使うのがppm(parts per million、100万分の1)です。「Cpk 1.33」だけ書くと客先は「で、不良は何個出るの?」となります。両方を併記する習慣をつけましょう。
| Cpk値 | σレベル | 不良率(ppm) | 日常感覚に翻訳 |
|---|---|---|---|
| 2.00 | ±6σ | 0.002 ppm | 10億個に2個(=ほぼゼロ) |
| 1.67 | ±5σ | 0.6 ppm | 100万個に0.6個 |
| 1.33 | ±4σ | 63 ppm | 1万個に0.6個 ←客先要求の定番 |
| 1.00 | ±3σ | 2,700 ppm | 1000個に2.7個 |
| 0.67 | ±2σ | 45,500 ppm | 100個に4.5個 ←ライン停止レベル |
🏭 業界別の要求水準
客先業界によって要求Cpkは違います。自分の業界がどこに位置するか確認しておくと、次回の見積りや受注判断のときに役立ちます。
自動車部品
Cpk ≧ 1.33
安全部品(ブレーキ、ステアリング)は1.67以上
電子部品
Cpk ≧ 1.33〜1.67
精密部品はさらに高い水準を要求
航空宇宙
Cpk ≧ 1.67〜2.00
超高信頼性。シックスシグマ水準
Cpkが1.0を割ったとき、明日から何をするか
ここからが本題です。「Cpk 0.95」と判明した翌朝、あなたは何をすべきか。5ステップに分解しました。これは私自身が品質保証の現場で実際にやってきた手順です。
原因切り分け:Cp と Cpk を比較する
まず最初にやるのは、Cp と Cpk の両方を計算することです。両者の関係で対策が180度変わります。
- Cp ≒ Cpk(両方低い):バラつきが大きい→ STEP 3 の「σ低減策」へ
- Cp ≫ Cpk(Cpkだけ低い):平均がズレている→ STEP 2 の「中心調整」へ。簡単に直る可能性が高い
中心調整:設備パラメータを規格中心に合わせる
「Cp が高いのに Cpk が低い」場合、現状の平均値が規格中心からズレています。これは設備の設定値を調整するだけで改善する可能性があります。
- 加工機の設定値(切削深さ、温度、圧力など)を確認
- 現状平均と規格中心のズレ量を計算
- そのズレ分だけ設定値を補正
- 調整後、サンプル20点測定→Cpk再計算
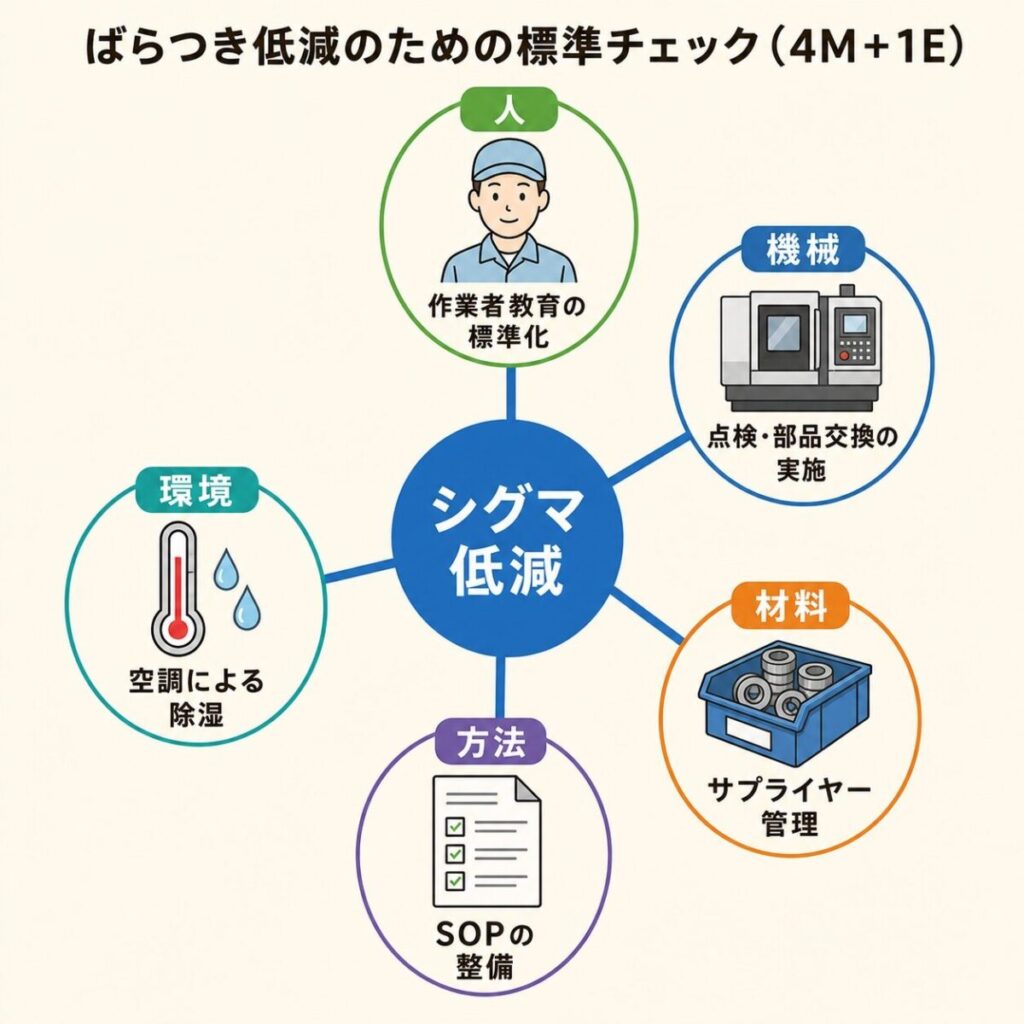
σ低減:バラつきの原因5要素を順番に潰す
バラつきの原因は、製造業の鉄則「4M+1E(人・機械・材料・方法・環境)」のどこかに必ずあります。順に確認していきます。
- Man(人):作業者間のバラつき。手順書の見直し・教育
- Machine(機械):設備の摩耗・劣化。点検・部品交換
- Material(材料):原材料のロット間差。サプライヤー管理強化
- Method(方法):作業方法の標準化不足。SOP整備
- Environment(環境):温度・湿度の変動。空調・除湿対策
流出防止:全数検査または抜取強化
Cpk 1.0未満ということは、1000個に2.7個以上の不良が確実に出ている状態です。客先への流出を止めるため、改善期間中は検査強化が必須。
- 全数検査の実施(可能な検査項目)
- 抜取頻度を通常の2〜5倍に強化
- 検査結果の日次トレンド監視
客先報告:是正計画書の提出
客先には早めに状況を共有しましょう。「隠していた」ことが後でバレる方が10倍ダメージが大きいです。報告書には以下を必ず入れます。
- 現状把握(Cpk、不良率ppm、サンプル数)
- 原因分析(4M+1Eのどれが主要因か)
- 恒久対策と暫定対策の切り分け
- 効果確認の方法とスケジュール
経験上、Cpk が低いケースの約4割は STEP 2(中心調整)だけで合格ラインまで戻ります。「σ低減はハードル高い」と諦める前に、まず Cp と Cpk を比較してみてください。設定値の補正で解決すれば、かかる工数は1〜2日で済みます。
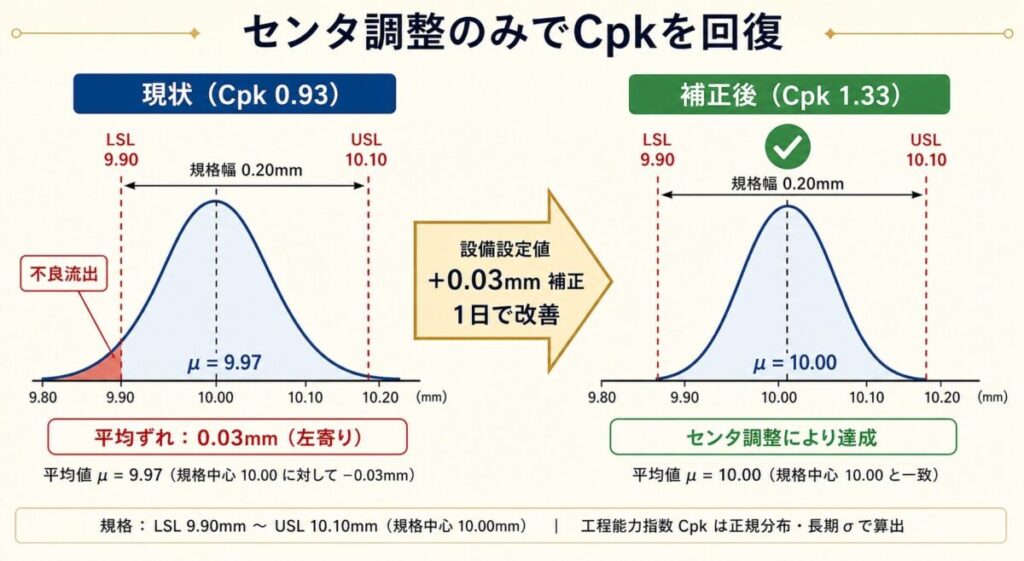
現実シナリオ:客先要求1.33、現状0.95のリカバリー実例
理屈はわかっても、いざ自分の現場で起きたら頭が真っ白になります。よくあるシナリオで、具体的な動きをイメージしておきましょう。
・製品:自動車部品のシャフト径(規格 10.00 ± 0.10 mm)
・客先要求:Cpk ≧ 1.33
・現状(直近20点):平均 9.97 mm、σ 0.025 mm
・現状Cpk:0.93
・残り時間:客先監査まで2週間
📊 ケース分析:Cp と Cpk を計算
まず STEP 1 通り、Cp と Cpk を両方計算します。
Cpk = min((USL - μ)/3σ, (μ - LSL)/3σ)
= min((10.10 - 9.97)/0.075, (9.97 - 9.90)/0.075)
= min(1.73, 0.93) = 0.93
Cp 1.33(合格水準) ≫ Cpk 0.93(不合格)。バラつきは規格を満たすレベルだが、平均が規格中心(10.00)から下に0.03 mmズレているのが原因。設定値の調整で解決する見込みが高い。
🪜 リカバリー実行:1〜3日目
| 日 | アクション | 期待結果 |
|---|---|---|
| 1日目 | 加工機の切削設定値を+0.03 mm補正 | 平均が10.00付近に戻る |
| 2日目 | 補正後サンプル20点測定→Cpk再計算 | Cpk 1.33近辺に到達 |
| 3日目 | 100点測定→長期Cpk確認・客先報告書ドラフト | 客先要求達成エビデンス確保 |
このパターン、現場ではよく起きます。「Cpk 0.93 = やばい」と慌てる前に、Cp も計算する。これだけで解決スピードが激変します。
「平均は調整できたが、客先監査で『なぜ±3σで管理してるんですか?』と聞かれそう」という不安は、管理限界はなぜ±3σ?の解説記事で詳しく書いています。
よくある質問(FAQ)
A. 不良率で約43倍の差があります。Cpk 1.00 は不良率2,700ppm(1000個に2.7個)、Cpk 1.33 は63ppm(1万個に0.6個)。同じ「合格」に見えても、客先に流出する不良の数が桁違いです。だから自動車・電子部品業界では1.33を要求ラインにしているわけです。
A. 短期Cpkは同一日・同一ロットなど短い期間のデータから計算したもの。長期Cpkは数週間〜数ヶ月にわたるデータから計算したもの。一般に長期Cpkは短期より低くなります(設備の摩耗・季節変動などが乗るため)。客先監査では「長期Cpk(または Ppk)を見せて」と言われるケースが多いので、両方計算しておくのが安全です。
A. 検査の簡略化を「提案」する材料にはなりますが、最終決定は客先承認が必要です。一般的にはCpk 1.67以上で安定していれば抜取頻度の見直しが検討されます。1.33だけでは「現状維持」が無難で、検査削減には踏み込みません。
A. 品質的には問題ありませんが、「規格に対して過剰品質」の可能性があります。コスト面で見直し余地があるかもしれません。例えば、より安価な設備や材料に変更してもCpk 1.67を保てるなら、その方が経営的に合理的です。ただし変更には客先承認が必要です。
A. Cpkは「群内ばらつき(短期σ)」を使い、Ppkは「全データの標準偏差(長期σ)」を使います。同じデータでも計算方法が違うため、通常Cpk ≧ Ppkになります。客先によっては「Ppk 1.33以上」を要求する場合もあるので、依頼書をよく確認してください。
A. 上限のみの規格ならCpu = (USL - μ)/(3σ)、下限のみならCpl = (μ - LSL)/(3σ)を使います。判定基準(1.33以上が合格など)はCpkと同じです。表面粗さや漏れ量などの「片側だけ規格がある」特性で頻出します。
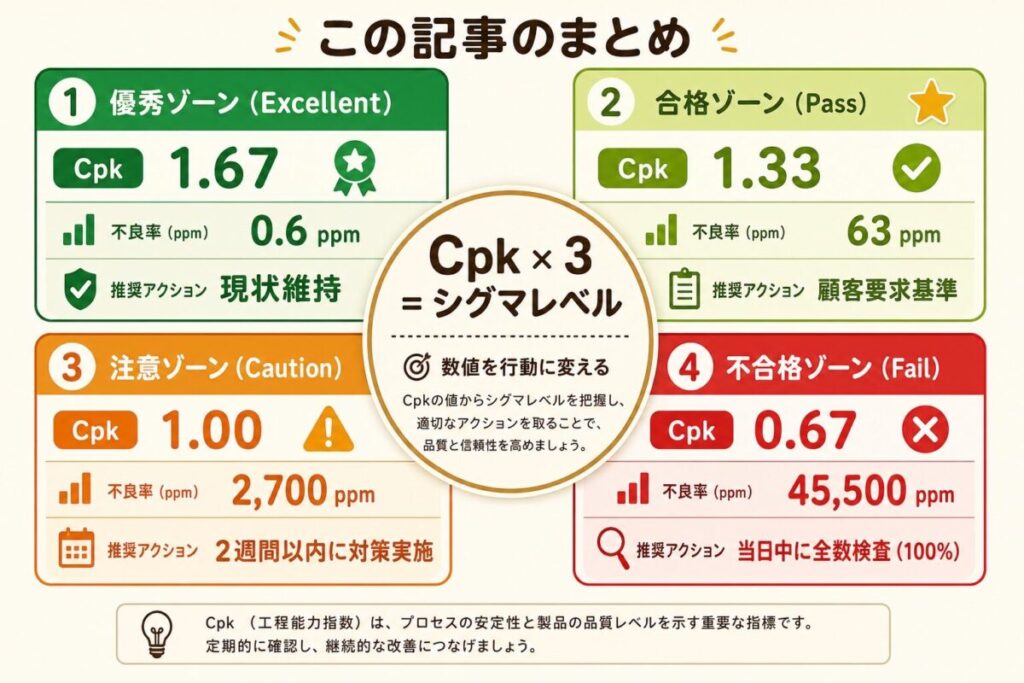
まとめ:判定値を「行動」に翻訳できれば一人前
- Cpk 1.67以上:超優秀(0.6 ppm)。検査簡略化を提案できる
- Cpk 1.33以上:合格(63 ppm)。客先要求の標準ライン。維持監視
- Cpk 1.00以上:要注意(2,700 ppm)。2週間以内に是正計画
- Cpk 1.00未満:不合格(45,500 ppm)。即日全数検査・客先報告
- 覚え方:Cpk × 3 = σレベル。1.33は4σ、1.67は5σ、2.00は6σ
- 原因切り分け:Cp と Cpk を比較。Cpだけ高ければ中心調整で解決
- 4M+1E:バラつき低減の鉄板チェックリスト(人・機械・材料・方法・環境)
数字の意味だけ覚えても、現場では何の役にも立ちません。判定値を見た瞬間に「明日の自分の動き」が浮かぶようになって、ようやく品質保証として一段上のステージに立てます。この記事を読んだ後、自工程のCpkを実際に計算してみてください。「自分は今どこのゾーンにいるのか」が見えるようになるはずです。
- JIS Z 8101-2:2015『統計 — 用語及び記号 — 第2部:統計の応用』日本規格協会
- AIAG『Statistical Process Control(SPC)Reference Manual 2nd Edition』2005年
- 日本規格協会編『QC検定2級レベル表対応 仕事に役立つ統計的方法』2019年
- 日本品質管理学会『品質管理の基礎(第3版)』日科技連出版社、2020年
📚 次に読むべき記事
本記事の前提となる計算方法を1枚の図で解説。Cp/Cpkの計算手順を具体例付きで完全網羅。
客先監査で必ず聞かれる「±3σの根拠」を5分で完全理解。Cpk と管理限界の関係も整理。
Cpk計算の根幹であるσ(標準偏差)を直感で理解。「なぜ二乗するのか」「なぜ平方根を取るのか」をゼロから解説。
- 第1回:管理限界はなぜ±3σ?
- 第2回:Cp・Cpkの計算方法
- 第3回:Cp・Cpkの判定基準と対処法 ← 今ここ
統計学のおすすめ書籍
統計学の「数式アレルギー」を治してくれた一冊
「Σ(シグマ)や ∫(インテグラル)を見ただけで眠くなる…」 そんな私を救ってくれたのが、小島寛之先生の『完全独習 統計学入門』です。
この本は、難しい記号を一切使いません。 「中学レベルの数学」と「日本語」だけで、検定や推定の本質を驚くほど分かりやすく解説してくれます。
「計算はソフトに任せるけど、統計の『こころ(意味)』だけはちゃんと理解したい」 そう願う学生やエンジニアにとって、これ以上の入門書はありません。

に「Cp 1.50あ){kind=link}
【QC2級】「どこが出るか」がひと目で分かる!最短合格へのバイブル
私がQC検定2級に合格した際、使い倒したのがこの一冊です。
この本の最大の特徴は、「各単元の平均配点(何点分出るか)」が明記されていること。 「ここは出るから集中」「ここは出ないから流す」という戦略が立てやすく、最短ルートで合格ラインを突破できます。
解説が分かりやすいため、私はさらに上の「QC1級」を受験する際にも、基礎の確認用として辞書代わりに使っていました。 迷ったらまずはこれを選んでおけば間違いありません。
