
{kind=link}
- 一標本t検定がどんな検定かイメージでわかる
- Z検定との違いがスッキリ理解できる
- 具体的な計算手順を例題で実践できる
- なぜ「1.96」ではなくt分布表を使うのか理解できる
前回、Z検定を学びましたね。
Z検定は「母分散(真のバラつき)を知っている」という、神様の視点を持った検定でした。
でも現実には、母分散を知っていることなんてほぼありません。
🤔 「母分散がわからないときは、どうやって検定するの?」
🤔 「Z検定との違いは何?」
🤔 「t検定ってよく聞くけど、具体的にどう計算するの?」
結論から言うと、t検定は「サンプルから分散を推定して使う」検定です。
神様の知識(母分散)がなくても、手元のデータだけで検定できるのがt検定の強みです。
今回は、「一標本t検定」という最も基本的な形を、具体例で計算しながら理解していきましょう。
目次
t検定とは?|「人間の検定」への進化
t検定を理解するために、まずZ検定との違いを確認しましょう。
Z検定とt検定の決定的な違い
前回の復習です。「神様」と「人間」のたとえで考えてみましょう。
👼
Z検定(神様の検定)
母分散σ²を知っている
↓
正規分布を使う
↓
判定基準は1.96(固定)
t検定では、「母分散の代わりに、サンプルから計算した分散(不偏分散)を使う」のがポイントです。
なぜt分布を使うのか?
「サンプルから計算した分散」は、あくまで推定値です。
真の値ではないので、ちょっと不確実なんですね。
Z検定(神様):的の位置を「完璧に」知っている。自信を持って投げられる。
t検定(人間):的の位置を「だいたい」しか知らない。ちょっと不安なので、合格基準を厳しめに設定する。
この「ちょっと不安」を数学的に表現したのがt分布です。
t分布は正規分布より裾野が広い(左右に広がっている)形をしています。
裾野が広い=極端な値が出やすい=判定基準が厳しくなる、ということです。
「一標本t検定」はどんな場面で使う?
「一標本」とは、「1つのグループのデータ」という意味です。
使う場面は、こんなときです。
✅ 一標本t検定を使う場面
- 「この部品の長さは規格50mmから外れていないか?」
- 「この製品の重さは表示100g通りか?」
- 「このラーメンの量は看板800mlから減っていないか?」
- 「社員の平均残業時間は全国平均より多いか?」
どれも「1つのデータ群を、ある基準値と比較する」という構造ですね。
t検定の公式|Z検定との違いはここだけ
t検定の公式は、Z検定とほとんど同じです。
違いは「母標準偏差σ」の代わりに「標本標準偏差s」を使うところだけ。
Z検定(母分散既知)
Z = (x̄ − μ₀) / (σ / √n)
↑ 母標準偏差(神様だけが知っている)
t検定(母分散未知)
t = (x̄ − μ₀) / (s / √n)
↑ 標本標準偏差(サンプルから計算)
t = (x̄ − μ₀) / (s / √n)
x̄(エックスバー):標本平均(サンプルの平均)
μ₀(ミューゼロ):検定したい基準値(規格値など)
s:標本標準偏差(サンプルから計算)
n:サンプルサイズ(データの個数)
自由度:n − 1
具体例で計算してみよう
実際に手を動かして計算してみましょう。
例題:ボルトの長さは規格通り?
📋 問題設定
- ある工場のボルトは、平均50mmで作られている(規格値)
- 今日の生産ラインからn=10本をサンプリングした
- 測定結果:51, 49, 52, 50, 48, 53, 50, 51, 49, 52(単位:mm)
- 母分散は不明(これが現実!)
- 有意水準α = 5%(両側検定)で検定せよ
Step 1:仮説を立てる
まず、帰無仮説と対立仮説を設定します。
帰無仮説 H₀:母平均 μ = 50mm(規格通り)
対立仮説 H₁:母平均 μ ≠ 50mm(規格から外れている)
Step 2:標本平均と標本標準偏差を計算する
まず、サンプルから平均と標準偏差を計算します。
x̄ = (51+49+52+50+48+53+50+51+49+52) / 10
x̄ = 505 / 10
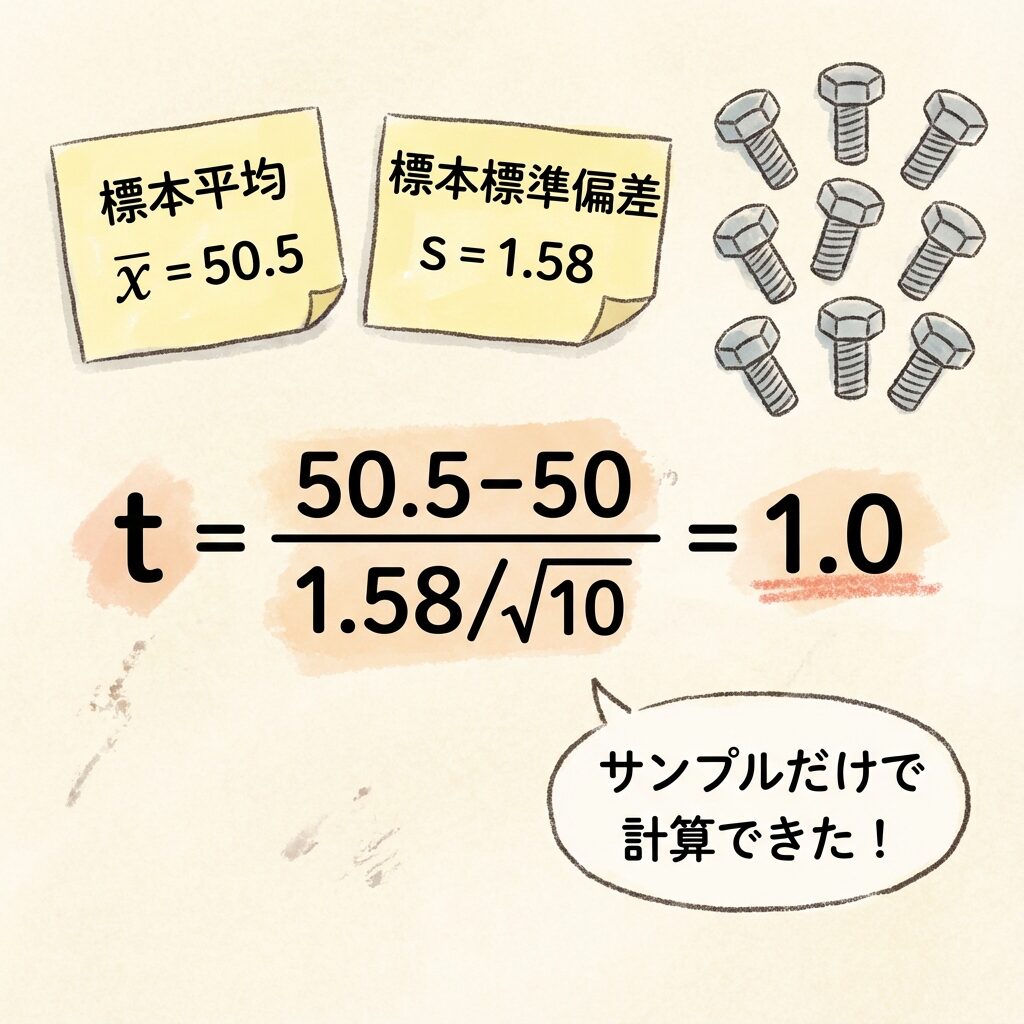
x̄ = 50.5 mm
各データと平均の差を2乗して合計し、(n-1)で割って平方根を取ります。
偏差²の合計 = (51-50.5)² + (49-50.5)² + ... = 22.5
不偏分散 s² = 22.5 / (10-1) = 2.5
s = √2.5 ≈ 1.58 mm
Step 3:t値を計算する
公式に当てはめて計算します。
t = (x̄ − μ₀) / (s / √n)
t = (50.5 − 50) / (1.58 / √10)
t = 0.5 / (1.58 / 3.16)
t = 0.5 / 0.5
t = 1.0
Step 4:t分布表から臨界値を調べる
Z検定では判定基準が「1.96」で固定でしたが、t検定では自由度によって変わります。
今回の自由度はn - 1 = 10 - 1 = 9です。
| 自由度 | α=10% (両側) |
α=5% (両側) |
α=1% (両側) |
|---|---|---|---|
| 5 | 2.015 | 2.571 | 4.032 |
| 9 | 1.833 | 2.262 | 3.250 |
| 15 | 1.753 | 2.131 | 2.947 |
| 30 | 1.697 | 2.042 | 2.750 |
| ∞ | 1.645 | 1.960 | 2.576 |
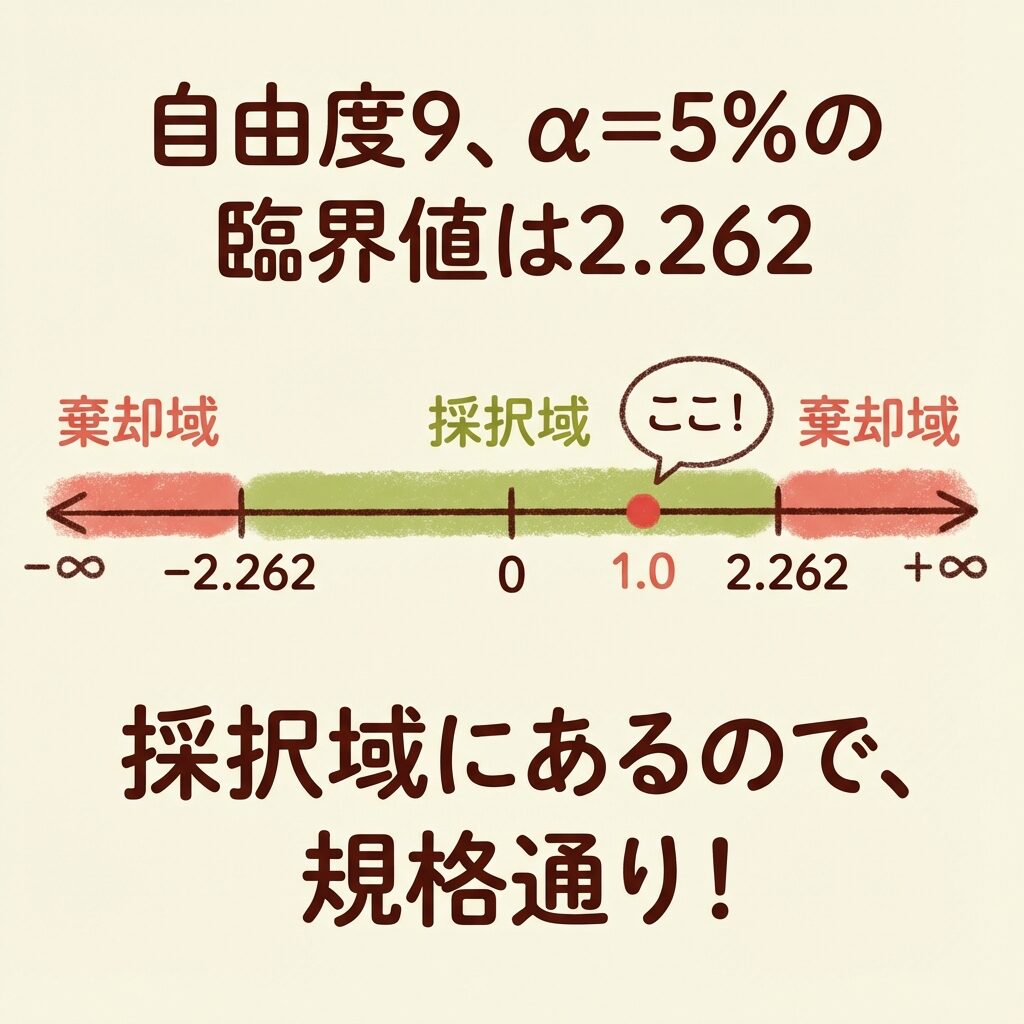
自由度9、α=5%(両側)の臨界値は2.262です。
Z検定(正規分布)の臨界値は1.96でした。
でもt検定(自由度9)の臨界値は2.262です。
t検定の方が「合格基準」が厳しいのがわかりますね。
これは「分散を推定している不確実さ」を反映しているのです。
ちなみに、自由度が∞(無限大)になると、1.96に近づきます。
データ数が増えると、t検定はZ検定に近づくのです。
Step 5:判定する
計算したt値と臨界値を比較します。
棄却域(左側)
t < -2.262
採択域
-2.262 ≤ t ≤ 2.262
棄却域(右側)
t > 2.262
計算結果はt = 1.0です。これは採択域(-2.262〜2.262)の範囲内なので…
✅ 判定結果
帰無仮説を棄却しない(採択する)
→ ボルトの長さは規格から外れているとは言えない
平均50.5mmは規格50mmより少し大きいですが、統計的には「誤差の範囲内」と判断されました。
t検定の手順まとめ
📋 一標本t検定の5ステップ
仮説を立てる
H₀: μ = μ₀、H₁: μ ≠ μ₀(または片側)
標本平均 x̄ と標本標準偏差 s を計算
標準偏差は n-1 で割る(不偏分散の平方根)
t値を計算
t = (x̄ − μ₀) / (s / √n)
t分布表から臨界値を調べる
自由度 = n − 1、有意水準αで検索
判定する
|t| > 臨界値 → 棄却、|t| ≤ 臨界値 → 採択
🤔 「そもそもt分布って何?」と思った方へ
この記事では「t分布を使う」という前提で話を進めましたが、
「t分布ってそもそも何なの?」という方もいるかもしれません。
t分布とは、「データが少ないときに使う、正規分布の仲間」です。
正規分布より裾野が広く、データ数が増えると正規分布に近づきます。
t分布の基礎から学びたい方は、先にこちらの記事を読んでみてください。
第17回:t分布とは?|「データが少ないのに正規分布を使うな!」と神様が怒る理由を完全図解 →
まとめ|t検定は「人間の検定」
📝 この記事のまとめ
- 一標本t検定は、1つのグループの平均を基準値と比較する検定
- Z検定との違いは、母分散の代わりに標本標準偏差を使うこと
- 判定にはt分布表を使い、自由度によって臨界値が変わる
- 自由度が小さい(データが少ない)ほど、判定基準は厳しくなる
- 実務で最もよく使う基本的な検定
🎓 覚え方のコツ
t検定 = 「人間の検定」
神様の知識(母分散)がなくても、サンプルだけで検定できる
次に読むべき記事
t検定の計算方法を理解したら、次は「t分布と自由度」の関係を深掘りしましょう。
「なぜデータが少ないと判定基準が厳しくなるのか?」
この疑問を、t分布の形から視覚的に理解できるようになります。
【図解】t分布と自由度|データが少ないと判定基準が厳しくなる理由 →
💪 ここまで読んでくださった方へ
おめでとうございます!
実務で最も使う「一標本t検定」の計算ができるようになりました!
「規格通りか?」という疑問に、
統計的な根拠を持って答えられるようになったのです。
次は、t分布の「形」を理解して、
なぜ判定基準が自由度で変わるのかを学びましょう!