
目次
💡 こんな悩みをお持ちではないですか?
✅ 「計数検査」と「計量検査」って何が違うの?名前が似ていて混乱する…
✅ 実務でどちらを使えばいいのか判断基準がわからない…
✅ 教科書の説明は専門用語だらけで、結局どう使い分けるのか分からない…
🎯 この記事で得られること
この記事を読めば、初心者でも完璧に理解できるレベルで、計数検査と計量検査の違い、それぞれのメリット・デメリット、実務での使い分け方が身につきます。図をたっぷり使い、実践的な知識をお届けします。
📌 計数検査と計量検査の基本的な違い
抜取検査には、大きく分けて計数検査(計数抜取検査)と計量検査(計量抜取検査)の2つの方式があります。
まず最初に、この2つの決定的な違いを理解しましょう。
📘 一言で言うと…
• 計数検査: 「合格か不合格か」を数える検査
• 計量検査: 「どれくらいの値か」を測る検査

🔵 計数検査(計数抜取検査)とは?
計数検査とは、製品を「合格」か「不合格」かの2択で判定し、不良品の個数を数える検査方式です。
例えば、以下のような検査が計数検査に該当します:
- ✅ 製品に傷があるか?(ある=不合格、ない=合格)
- ✅ 機械が正常に動作するか?(動く=合格、動かない=不合格)
- ✅ 包装に破れがあるか?(ある=不合格、ない=合格)
✅ ポイント:
判定結果は「0個の不良品」「1個の不良品」「2個の不良品」のように、整数(離散データ)で表されます。
🟢 計量検査(計量抜取検査)とは?
計量検査とは、製品の特性を実際に測定し、その測定値(数値)を基準値と比較して合否を判定する検査方式です。
例えば、以下のような検査が計量検査に該当します:
- 📏 部品の長さは規格内か?(測定値: 50.2mm、基準: 50±0.5mm)
- ⚖️ 製品の重量は規格内か?(測定値: 102.5g、基準: 100±5g)
- 💪 材料の強度は基準を満たすか?(測定値: 520MPa、基準: 500MPa以上)
✅ ポイント:
判定結果は「50.2mm」「102.5g」「520MPa」のように、小数点を含む数値(連続データ)で表されます。
👉 抜取検査の基礎知識については、こちらの記事で詳しく解説しています:
第1回:抜取検査とは何か?
🔍 計数検査と計量検査の詳細比較
それでは、計数検査と計量検査を6つの視点から詳しく比較してみましょう。

| 比較項目 | 計数検査 | 計量検査 |
|---|---|---|
| 判定方法 | 合格/不合格の二値判定 | 測定値を基準値と比較 |
| データ型 | 離散データ(0, 1, 2...個) | 連続データ(小数点含む) |
| サンプル数 | 多い(通常50〜200個) | 少ない(通常5〜30個) |
| 検査コスト | 低(目視・簡易判定) | 高(測定器が必要) |
| 情報量 | 少ない(合否のみ) | 多い(詳細な数値) |
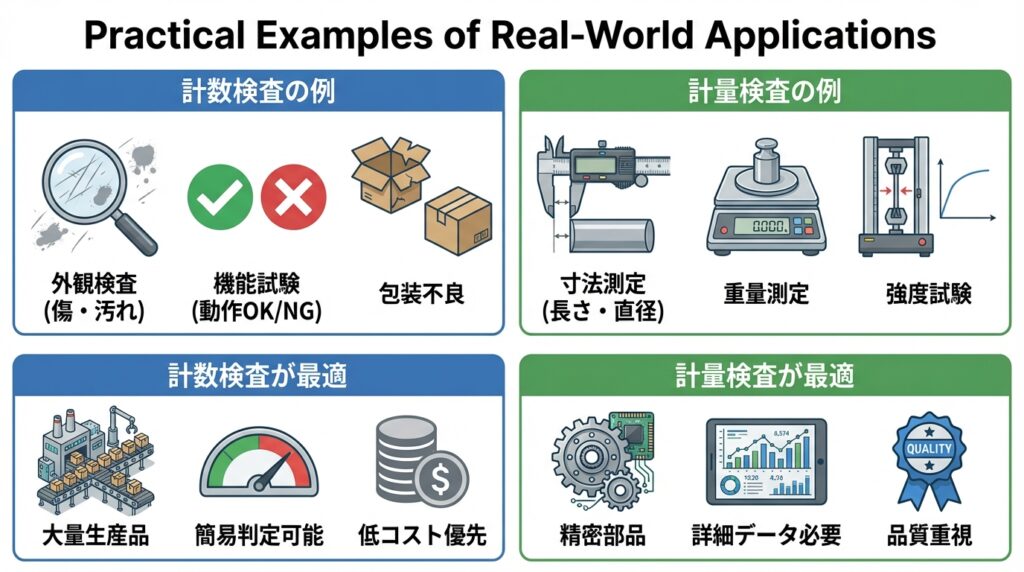
| 適用例 | 外観検査、機能試験、包装不良 | 寸法測定、重量測定、強度試験 |
1️⃣ サンプル数の違い
計量検査の最大のメリットは、計数検査よりも少ないサンプル数で同等以上の検査精度を実現できることです。
💡 なぜ少ないサンプルで済むのか?
計量検査では「50.2mm」「102.5g」のような詳細な数値データが得られます。このため、計数検査の「合格/不合格」という単純な情報よりも、はるかに多くの情報を得られるのです。
具体例:
• 計数検査: 100個のサンプルが必要
• 計量検査: 10〜20個のサンプルで同等の精度
2️⃣ 検査コストの違い
計数検査は、目視や簡易的な判定で済むため、1個あたりの検査コストが低いのが特徴です。
一方、計量検査は、精密な測定器(ノギス、マイクロメータ、電子天秤など)が必要なため、1個あたりの検査コストが高くなります。
⚖️ トータルコストで考える:
計量検査は1個あたりのコストは高いですが、サンプル数が少なくて済むため、トータルでは計数検査と同等か、場合によっては安くなることもあります。
3️⃣ 得られる情報量の違い
計数検査では「10個中2個が不良品」という情報しか得られません。
しかし計量検査では、「平均値50.2mm、標準偏差0.15mm」といった詳細な統計情報が得られます。これにより、以下のようなメリットがあります:
- 📊 製造工程のばらつきを把握できる
- 📈 傾向管理により不良の予兆を検知できる
- 🔧 どの程度規格からズレているかが分かる
👉 抜取検査の型について詳しくはこちら:
第3回:抜取検査の型について
📐 計量抜取検査の具体的な進め方
ここからは、計量抜取検査の実際の手順を、ステップごとに解説します。

STEP 1️⃣: サンプルをn個抜き取る
ロットから規定のサンプル数n個をランダムに抽出します。計量検査では、通常5〜30個程度のサンプルで検査を行います。
STEP 2️⃣: 各サンプルを測定する
抜き取った各サンプルについて、測定器を使って特性値を測定します。
例: 部品の長さをノギスで測定 → 50.2mm、50.1mm、50.3mm...
STEP 3️⃣: 平均値x̄と標準偏差sを計算
測定したデータから、平均値(x̄)と標準偏差(s)を計算します。
📘 統計の基礎知識:
• 平均値(x̄): データの中心を表す値
• 標準偏差(s): データのばらつきを表す値
STEP 4️⃣: 規格限界と比較
計算した平均値と標準偏差を使って、規格限界(上限・下限)と比較します。具体的には、JIS規格などの抜取検査表に記載された合格判定係数を使って判定します。
STEP 5️⃣: 合格/不合格を判定
規格との比較結果に基づき、ロット全体の合格/不合格を判定します。
💡 実務のコツ:
計量検査では、JIS Z 9003「計量規準型一回抜取検査」などの規格表を参照します。平均値と標準偏差から自動的に判定するExcelツールを作っておくと、現場での判定がスムーズになります。
👉 JIS規格の抜取検査表の使い方はこちら:
【第10回・保存版】JIS Z 9015(計数抜取検査)の使い方
🤔 実務での使い分け:どちらを選ぶべきか?
それでは、実際の業務で計数検査と計量検査をどう使い分けるかについて、判断基準を見ていきましょう。
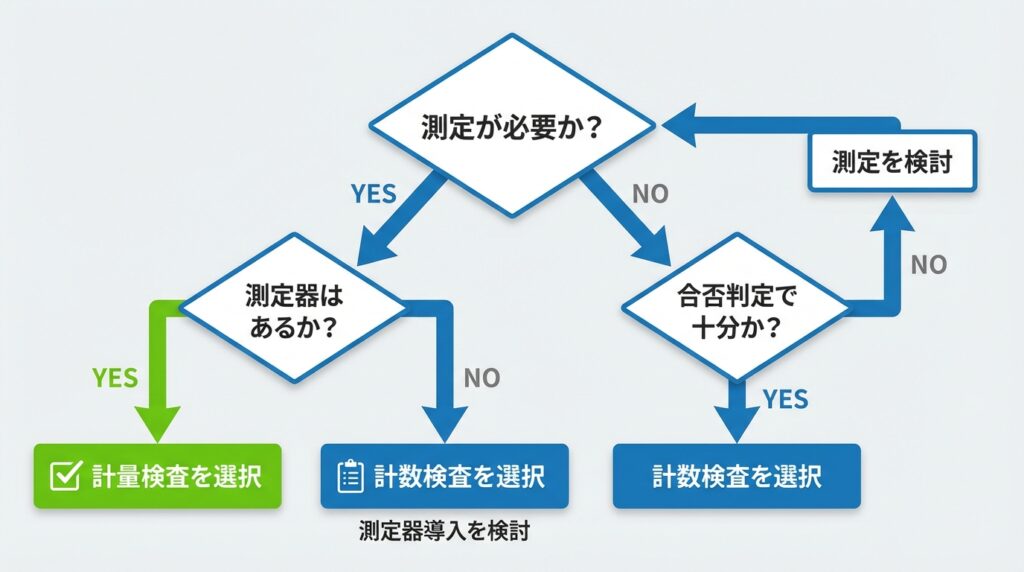
✅ 計数検査を選ぶべきケース
- 🔵 測定が困難な特性(外観の傷、色ムラなど)
- 🔵 合否判定で十分な場合(機能の有無など)
- 🔵 測定器がない、または導入コストが高い
- 🔵 大量生産品で、多数のサンプルを検査できる
- 🔵 破壊検査で、測定に時間をかけられない
📘 具体例:
• スマートフォンの液晶パネルの傷検査
• 電化製品の動作確認(動く/動かない)
• 食品の包装破れの検査
✅ 計量検査を選ぶべきケース
- 🟢 測定可能な特性(長さ、重量、強度など)
- 🟢 詳細なデータが必要(工程管理、傾向分析など)
- 🟢 測定器が利用可能(ノギス、天秤などがある)
- 🟢 精密部品で、少ないサンプルで判定したい
- 🟢 検査コストを抑えたい(サンプル数削減)
📘 具体例:
• 自動車部品の寸法検査(直径、長さ)
• 医薬品の重量・含有量検査
• 金属材料の引張強度試験
⚖️ 迷ったときの判断基準
| 判断ポイント | 計数検査 | 計量検査 |
|---|---|---|
| 測定の可否 | 測定困難 | 測定可能 |
| サンプル数 | 多数確保できる | 少数に限られる |
| 測定器 | 不要・簡易 | 必要・精密 |
| 必要な情報 | 合否のみ | 詳細データ |
| コスト優先度 | 低コスト優先 | 精度優先 |
👉 抜取検査方式の設計について詳しくはこちら:
第5回:抜取検査方式の設計とは?
📚 実務での使い分け具体例
理論だけではイメージしにくいので、実際の業務でどう使い分けるかの具体例を見てみましょう。
🏭 製造業での使い分け例
【ケース1: 自動車部品メーカー】
• 計数検査: 塗装の色ムラ、表面の傷 → 目視で合否判定
• 計量検査: ネジ穴の直径、部品の長さ → ノギスで測定
【ケース2: 食品メーカー】
• 計数検査: 包装の破れ、ラベルの貼り間違い → 目視で確認
• 計量検査: 内容量の重量、糖度 → 電子天秤・糖度計で測定
【ケース3: 電子部品メーカー】
• 計数検査: 基板のハンダ不良、部品の欠品 → 目視または画像検査
• 計量検査: 抵抗値、電圧 → テスターで測定
🔄 両方を組み合わせる実例
実務では、計数検査と計量検査を組み合わせることも多くあります。
例: スマートフォンの品質検査
- 🔵 計数検査: 液晶の傷、ボタンの動作、カメラの起動 → 合否判定
- 🟢 計量検査: 液晶の輝度、バッテリー電圧、重量 → 測定値で判定
✅ ポイント:
外観や機能は計数検査、定量的な特性は計量検査と使い分けることで、効率的かつ精度の高い品質管理が実現できます。
👉 抜取検査の進め方について基礎から学びたい方はこちら:
第2回:抜取検査の進め方
⚠️ よくある間違いと注意点
❌ 間違い1: 測定可能なのに計数検査で済ませてしまう
「測定器があるのに、目視で合否判定している」というケースは意外と多いです。しかし、これでは詳細なデータが得られず、工程改善のチャンスを逃してしまいます。
🚨 改善策:
測定可能な特性については、積極的に計量検査を導入しましょう。長期的には、工程の安定化や不良率の低減につながります。
❌ 間違い2: 計量検査なのに測定器の精度が不十分
計量検査では、測定器の精度が検査結果に直結します。精度が不十分な測定器を使うと、正しい判定ができません。
🚨 改善策:
測定器は定期的に校正し、精度を維持しましょう。また、測定者の測定技術の訓練も重要です。
❌ 間違い3: ランダム抽出を怠る
計数検査でも計量検査でも、サンプルは必ずランダムに抽出してください。「良さそうなもの」「悪そうなもの」を意図的に選ぶと、検査の信頼性が失われます。
🚨 改善策:
乱数表やランダムサンプリング機能を使って、完全にランダムな抽出を実現しましょう。
🎯 まとめ:計数検査と計量検査を使いこなすために
この記事では、計数検査と計量検査の違い、実務での使い分け方を、初心者向けに詳しく解説しました。
✅ この記事の重要ポイント
- 計数検査は「合格/不合格」を数える検査、計量検査は「数値」を測る検査
- 計量検査は少ないサンプル数で高精度を実現できる
- 計数検査は測定困難な特性、計量検査は測定可能な特性に適用
- 実務では両方を組み合わせることが効果的
- 測定器の精度管理とランダムサンプリングが成功の鍵
計数検査と計量検査、それぞれにメリット・デメリットがあります。現場の状況に応じて、最適な検査方式を選択することが、効率的で信頼性の高い品質管理につながります。
📚 さらに学びたい方へ:おすすめ関連記事
☕ 最後に…
計数検査と計量検査の使い分けは、品質管理の基本中の基本です。この記事が、あなたの実務に少しでも役立てば嬉しいです。不明点があれば、ぜひ関連記事も読んでみてください!
統計学のおすすめ書籍
統計学の「数式アレルギー」を治してくれた一冊
「Σ(シグマ)や ∫(インテグラル)を見ただけで眠くなる…」 そんな私を救ってくれたのが、小島寛之先生の『完全独習 統計学入門』です。
この本は、難しい記号を一切使いません。 「中学レベルの数学」と「日本語」だけで、検定や推定の本質を驚くほど分かりやすく解説してくれます。
「計算はソフトに任せるけど、統計の『こころ(意味)』だけはちゃんと理解したい」 そう願う学生やエンジニアにとって、これ以上の入門書はありません。

とは){kind=link}
【QC2級】「どこが出るか」がひと目で分かる!最短合格へのバイブル
私がQC検定2級に合格した際、使い倒したのがこの一冊です。
この本の最大の特徴は、「各単元の平均配点(何点分出るか)」が明記されていること。 「ここは出るから集中」「ここは出ないから流す」という戦略が立てやすく、最短ルートで合格ラインを突破できます。
解説が分かりやすいため、私はさらに上の「QC1級」を受験する際にも、基礎の確認用として辞書代わりに使っていました。 迷ったらまずはこれを選んでおけば間違いありません。
