{kind=link}
- 「抜取検査」という言葉は聞くが、何のためにやるのか正確に説明できない
- 全数検査との違いを聞かれたとき、コスト以外の答えが思いつかない
- 「規準型」「選別型」「調整型」と言われても何が違うかわからない
- 「一回抜取」「二回抜取」「逐次抜取」のメリット・デメリットが整理できない
- 「計数抜取検査」と「計量抜取検査」の使い分けで迷う
- QC検定の勉強で「抜取検査」が出てきたが、全体像が見えなくて挫折しそう
- 抜取検査の本質的な意味と、全数検査と使い分ける判断基準
- 抜取検査の「型」3種類(規準型・選別型・調整型)の違いと選び方
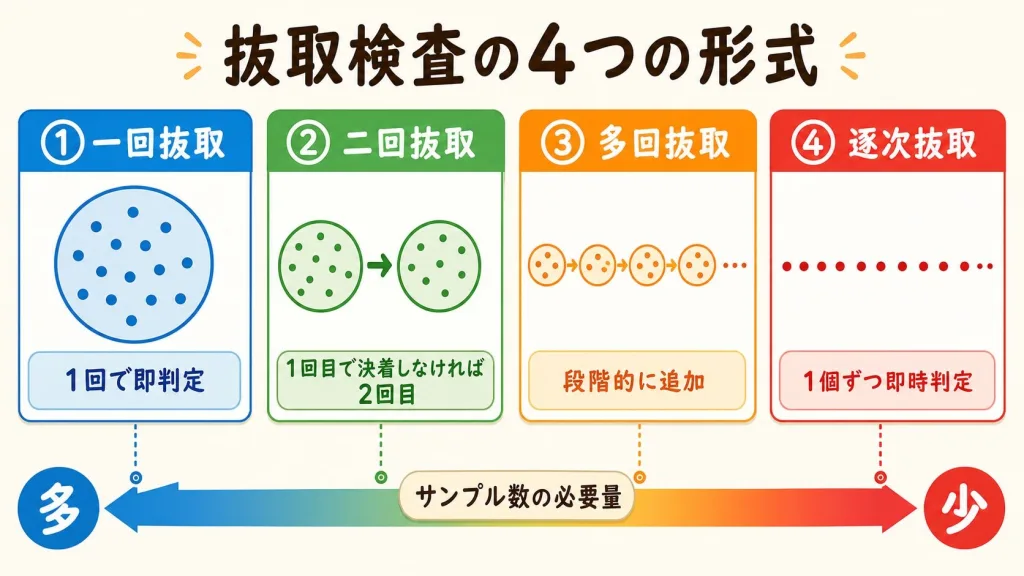
- 抜取検査の「形式」4種類(一回・二回・多回・逐次)の特徴と使い分け
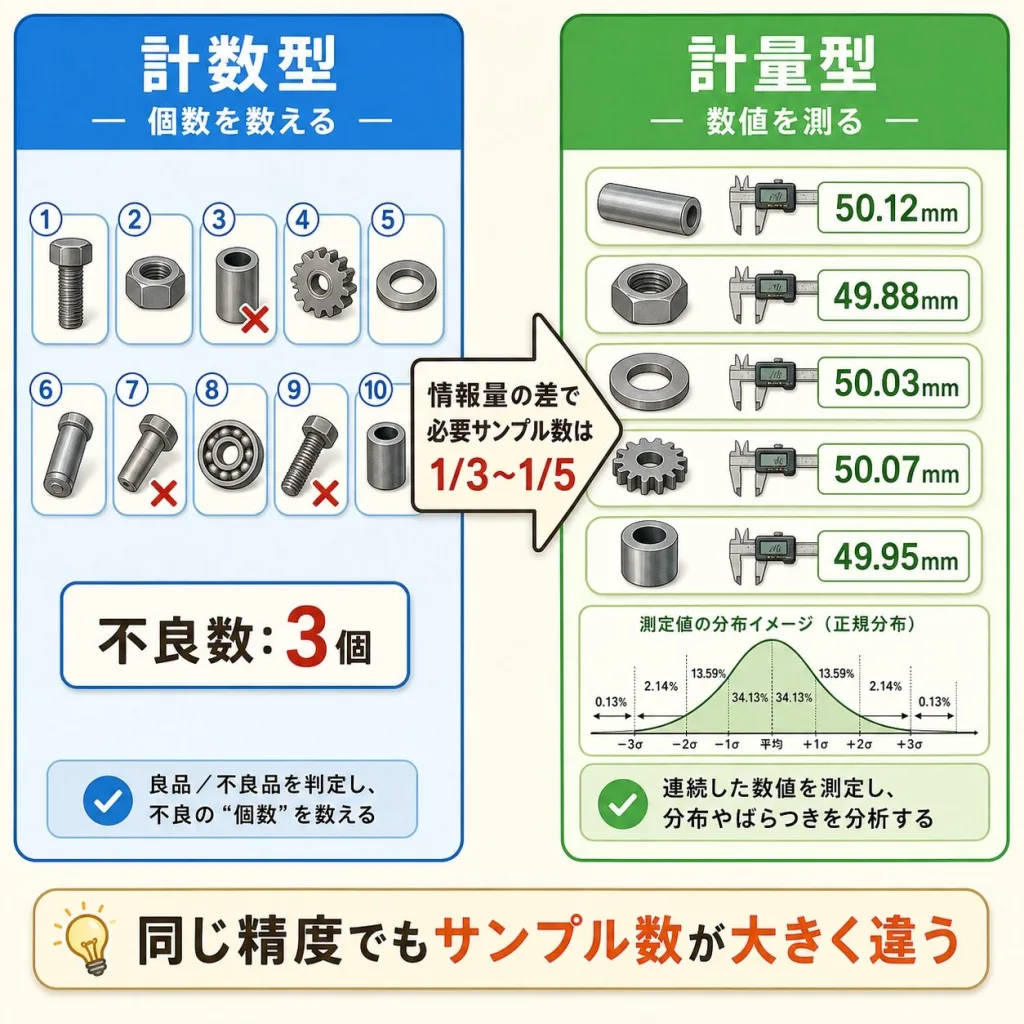
- 「計数型」と「計量型」のどちらを採用すべきか、判断のコツ
- 抜取検査を実際に進める手順(5ステップ)
- QC検定・実務でそのまま使える「抜取検査の全体地図」が頭に入る
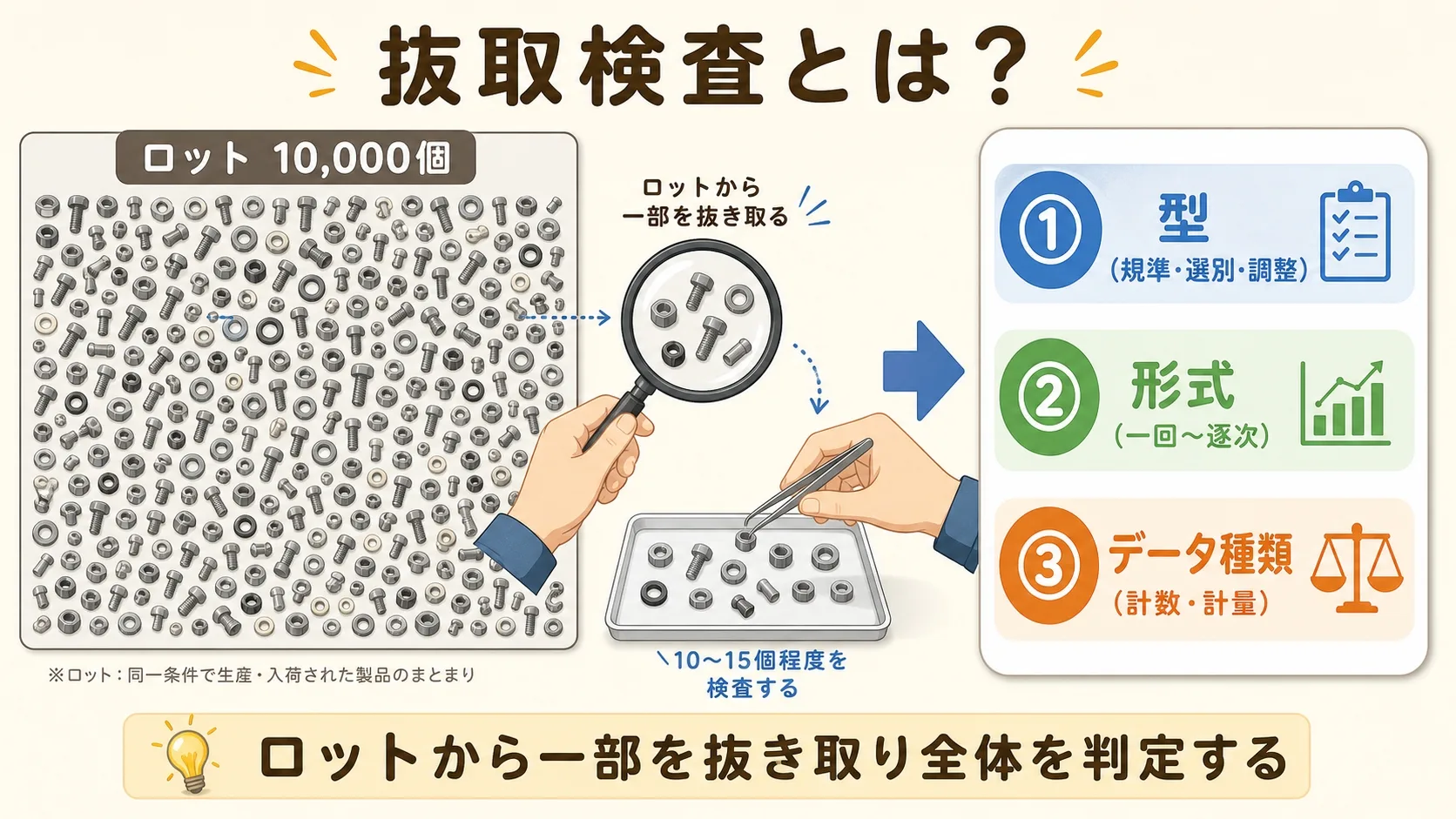
抜取検査とは、製品のロット(かたまり)から一部を抜き取り、その結果でロット全体の合格・不合格を判定する検査手法です。
全数検査が「全部見る」のに対し、抜取検査は「一部だけ見て、統計的に全体を推定する」。
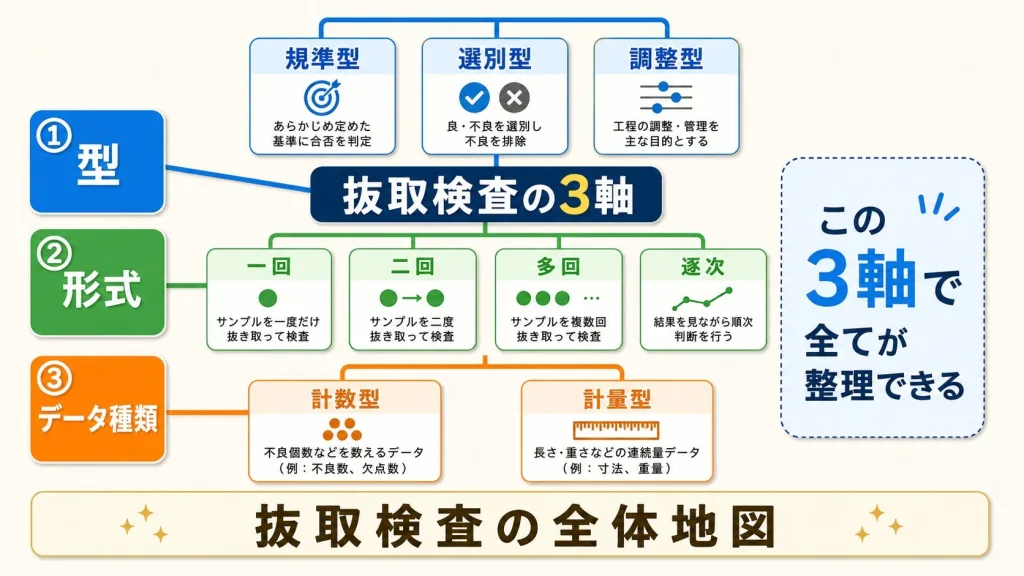
その分類は3つの軸で整理できます:
① 型:規準型・選別型・調整型(運用ルールの違い)
② 形式:一回・二回・多回・逐次(サンプリング回数の違い)
③ データの種類:計数型・計量型(数えるか/測るかの違い)
この3軸さえ押さえれば、抜取検査の話は怖くなくなります。
目次
そもそも"検査"とは何か?|抜取検査を学ぶ前に
抜取検査の話に入る前に、「検査」そのものの目的を整理しておきましょう。ここがブレると、後の議論が全部曖昧になります。
検査の3つの目的
①不良品の流出防止
お客様に不良品が届かないよう、出荷前に取り除く。検査の一番わかりやすい目的。
②工程の状態把握
不良率の変化から「工程に異常がないか」を察知する。改善のスタート地点。
③品質保証の証拠
取引先に「ちゃんと品質を保証してます」と示す客観的な記録になる。
検査の3パターン|抜取検査の位置づけ
検査には大きく分けて3つのパターンがあります。
| 検査方法 | 内容 | 使う場面 |
|---|---|---|
| 全数検査 | すべての製品を1個ずつ検査 | 人命に関わる製品、高額品(医療機器、自動車安全部品) |
| 抜取検査 | ロットから一部を抜き取って検査 | 大量生産品、破壊検査が必要なもの(電子部品、食品、ネジ) |
| 無検査 | 検査自体を省略 | 工程能力が非常に高く、不良がほぼ出ない場合 |
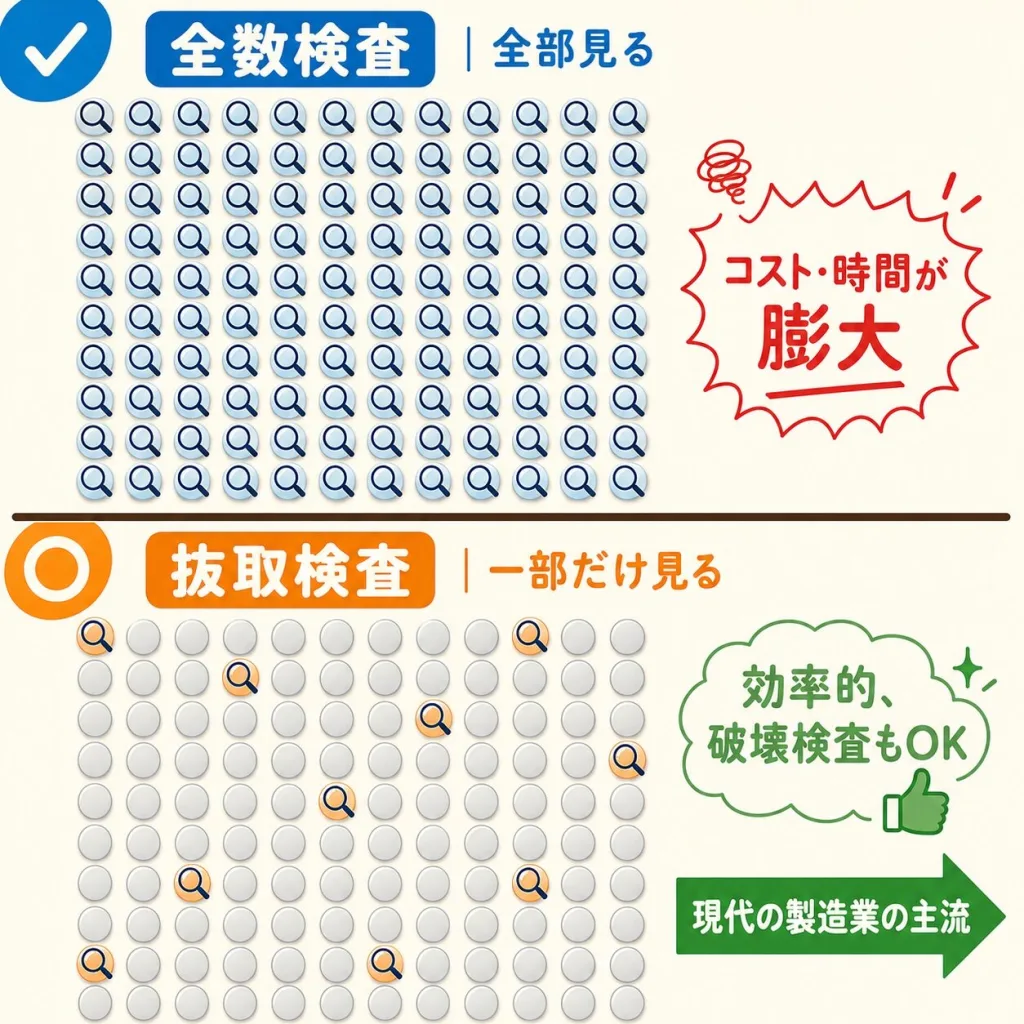
現代の製造業では、抜取検査が最も使われている検査方法です。
なぜなら、全数検査は時間・コストがかかりすぎ、無検査は品質保証の責任が果たせないから。
抜取検査は「コストと品質保証のバランスがとれた現実解」なんです。
抜取検査とは?全数検査との違いを徹底解説
抜取検査の定義
抜取検査とは、「ロット」と呼ばれる製品のかたまりから、あらかじめ決められたルールで一部のサンプル(標本)を抜き取って検査し、その結果からロット全体の合格・不合格を判定する検査方法。
キーワードの整理|「ロット」「サンプル」って何?
| 用語 | 意味 | 例 |
|---|---|---|
| ロット(N) | 同じ条件で作られた製品のかたまり | 「6月15日に製造したネジ10,000本」 |
| サンプル(n) | ロットから抜き取った検査対象 | 「10,000本から無作為に抜いた80本」 |
| 合格判定数(c) | これ以下の不良数ならロット合格 | 「80本中、不良が2本以下なら合格」 |
| 合格判定値(k) | 計量型検査で使う合格基準 | 「サンプル平均が規格中心からk倍以内」 |
抜取検査と全数検査の徹底比較
全数検査
メリット:
・不良品の流出を100%防げる
・お客様への絶対的な品質保証
デメリット:
・コスト・時間が膨大
・破壊検査では実施不可能
・検査員の疲労で見逃しが発生
抜取検査
メリット:
・コスト・時間を大幅削減
・破壊検査でも実施可能
・検査員の疲労が少ない
デメリット:
・不良品の流出リスクがゼロにならない
・統計的な誤判定の可能性
抜取検査を選ぶ判断基準|こんなときは抜取検査
- 破壊検査が必要(耐久試験、破断試験など、検査すると製品が壊れる)
- 大量生産品(ネジ、ボルト、電子部品など、全数だとコスト爆発)
- 連続生産品(液体・粉体・気体など、サンプルしか取れない)
- 検査に時間がかかる(化学分析、長時間試験など)
- 不良品の損害が比較的軽い(人命や安全への直接的影響が低い)
全数検査が必須な場面|こんなときは全数検査
- 人命に直結する製品(医療機器、航空部品、自動車のブレーキ)
- 不良が出ると致命的(リコールで会社が傾くレベル)
- ロットが小さい(数個〜数十個しか作らない)
- 不良率が非常に高い(抜取検査では合格しすぎる/不合格しすぎる)
抜取検査の基本フロー|5ステップで進める
ロットを定義する
同じ条件で作られた製品をひとかたまり(ロット)として識別。
抜取方式を決める
サンプル数 n と合格判定数 c を、規格やJIS表から決定。
無作為(ランダム)にサンプリング
ロット内のどの製品にも等しく選ばれる機会を与える。乱数表やくじ引きで。
サンプルを検査する
良品/不良品を数える(計数)、または特性値を測る(計量)。
合否を判定する
不良数 ≤ c なら合格、不良数 > c なら不合格。ロット全体をどう扱うかを決定。
抜取検査の結果が信頼できるかどうかは、「サンプルがどれだけランダムに選ばれたか」にかかっています。
検査員が「目で見て怪しそうなのだけ抜く」「箱の上の方だけ取る」のは絶対NG。それは抜取検査ではなく、ただの偏った検査です。
ランダム性が壊れたら、統計的な意味も全部壊れると覚えてください。

抜取検査の"型"|規準型・選別型・調整型の違い
ここから、抜取検査を分類する3つの軸のうち、最初の軸「型」を見ていきます。
「型」とは、抜取検査の運用ルールのこと。「不合格になったロットをどう扱うか」「検査の厳しさを変えるか」など、運用のスタンスで分類します。
3つの型を一覧表で整理
| 型 | 特徴(一言で言うと) | 使われる場面 |
|---|---|---|
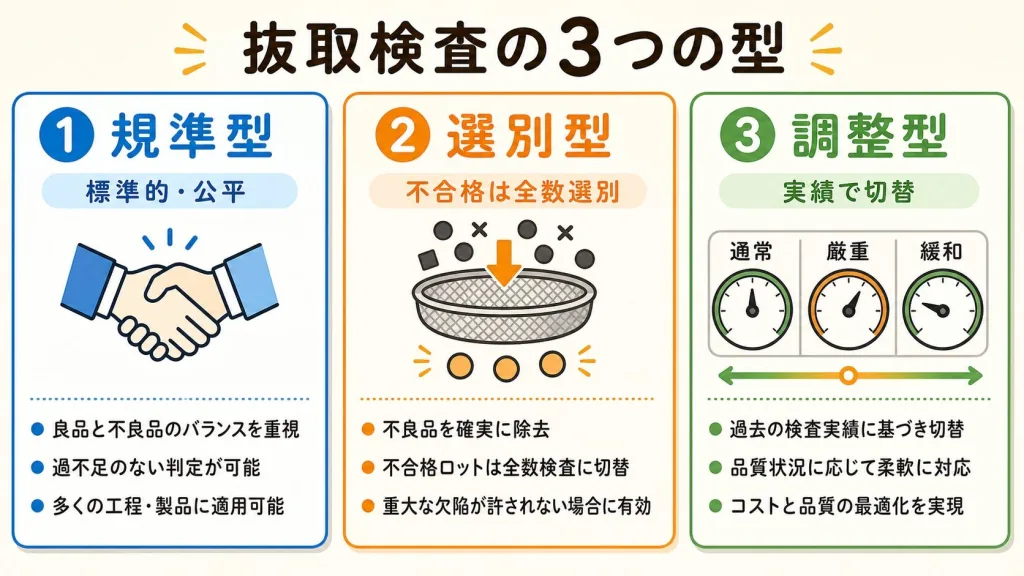
| 規準型 | 生産者と消費者の両方が納得できる基準で判定 | 取引時の標準的な検査 |
| 選別型 | 不合格ロットは全数検査して不良品を除去 | 不良品を絶対に流出させたくない場合 |
| 調整型 | 過去の結果に応じて検査の厳しさを変える | 継続的な取引、JIS Z 9015で規定 |
① 規準型(きじゅんがた)|最もスタンダードな型
規準型抜取検査は、生産者と消費者が事前に合意した基準に基づいて検査を行う方式です。
「不良率がこれ以下のロットは合格、これ以上のロットは不合格」というラインをα(生産者危険)とβ(消費者危険)で決めます。
- 生産者と消費者の両方の危険を考慮した「公平な検査」
- 合格・不合格を判定するだけで、不合格ロットの扱いは別途決める必要がある
- JIS Z 9002(計数)、JIS Z 9003(計量)で規定
- スポット取引・単発の検査で使いやすい
規準型のイメージ:
八百屋さんでみかんの箱を仕入れるとき、「100個中3個までの傷ありなら合格、4個以上なら箱ごと返品」と事前に取り決めて検査するイメージ。
② 選別型|不良品ゼロを目指す厳しい型
選別型抜取検査は、不合格になったロットを全数検査して不良品を取り除き、適合品だけにするという前提の方式です。
「抜取検査だけど、不良品を絶対に流出させたくない」というニーズに応えます。
- 不合格ロットは全数検査して不良品を除去する
- 結果的に納入される製品の品質レベルが保証される
- 不合格ロットの選別コストは生産者が負担するのが一般的
- JIS Z 9006で規定
- 「AOQ(平均出検品質)」を保証できるのが最大の特徴
選別型のイメージ:
お弁当工場で唐揚げを抜取検査して、もし不合格だったらその日の全ロットを1個ずつ全部チェックして、焦げてるものだけを除く。消費者には絶対に焦げを届けない。
選別型抜取検査を経て、最終的に消費者へ届く製品の不良率の平均のこと。
抜取検査で合格したロットは普通に出荷、不合格ロットは全数選別されて適合品だけが出荷されるため、結果として全体の不良率が一定以下に抑えられます。これがAOQです。
「抜取しているのに品質が保証される」という選別型の魅力の源泉です。
③ 調整型|過去の実績で柔軟に変える型
調整型抜取検査は、過去の検査結果に応じて検査の厳しさ(きびしさ)を切り替える方式です。
「品質が安定している会社には緩く、不良が多い会社には厳しく」という、柔軟で合理的な検査です。
- 「通常検査」「厳重検査」「緩和検査」の3段階で運用
- 品質が悪化したら自動的に「厳重検査」に切替
- 品質が安定していたら「緩和検査」に切替(サンプル数が減りコスト削減)
- JIS Z 9015で規定(国際規格 ISO 2859 に準拠)
- 「AQL(合格品質限界)」を使う
| 検査区分 | 特徴 | 切替条件 |
|---|---|---|
| 通常検査 | 標準の厳しさ | スタート時はここから |
| 厳重検査 | サンプル数が同じで判定基準が厳しい | 通常検査で連続5ロット中2ロット不合格 |
| 緩和検査 | サンプル数が減り、コスト削減 | 通常検査で連続10ロット合格 |
調整型のイメージ:
取引先A社(毎月10ロット納入)の検査。
最初の半年は普通に検査(通常)。10ロット連続で合格 → 「もう安心」と緩和検査に。
でもある日急に不良が増えた → 厳重検査に切替えて品質改善を促す。
こうやって「相手の実力に応じて検査を変える」のが調整型です。
どの型を選ぶか?|判断フローチャート
Q1:継続的に同じ取引先と取引していますか?
├─ YES → 調整型(過去の実績で柔軟に運用)
└─ NO → Q2へ
Q2:不良品の流出を絶対に防ぎたいですか?
├─ YES → 選別型(不合格ロットは全数選別)
└─ NO → 規準型(標準的な合否判定だけ)
抜取検査の"形式"|一回・二回・多回・逐次の違い
分類の2つめの軸は「形式」。これはサンプリングを何回行うかの違いです。
「1回だけサンプル取って終わり」もあれば、「結果次第で2回目もある」「決着がつくまで続ける」もあります。
4つの形式を一覧で整理
| 形式 | 特徴 | サンプル総数 |
|---|---|---|
| 一回抜取 | 1回だけサンプリングして即判定 | 多い |
| 二回抜取 | 最大2回。1回目で決着しなければ2回目 | 中 |
| 多回抜取 | 最大3〜7回など、複数回繰り返す | 少 |
| 逐次抜取 | 1個ずつ検査し、決着がつくまで続ける | 最少 |
サンプリング回数を増やすほど、必要なサンプル総数は減る。
なぜなら「明らかに合格/明らかに不合格」のロットは早めに判定でき、検査を打ち切れるから。
でも、回数が増えるほど運用が複雑になる。これがトレードオフです。
① 一回抜取検査|最もシンプル
ロットからサンプルを1回だけ取って、その結果だけで合否を判定します。最もシンプルでわかりやすい形式。
判定ルール(例):n=50、c=2 の場合
・50個サンプルを取る
・不良が2個以下 → 合格
・不良が3個以上 → 不合格
✅ メリット
- 運用が単純で誰でもできる
- 判定が速い
- 記録もシンプル
❌ デメリット
- 必要なサンプル数が多い
- 検査コストが高くなりがち
- 境界ロットでも一発判定
② 二回抜取検査|境界ロットは2回目で慎重に
1回目のサンプルで明らかに合格/不合格なら即決、判定保留なら2回目を取って合算で最終判定します。
判定ルール(例):n₁=30, c₁=1, r₁=4 / n₂=30, c₂=4
【1回目(30個)】
・不良 ≤ 1 → 合格
・不良 ≥ 4 → 不合格
・不良 = 2〜3 → 判定保留 → 2回目へ
【2回目(さらに30個)】
・累計不良 ≤ 4 → 合格
・累計不良 ≥ 5 → 不合格
✅ メリット
- 平均サンプル数が一回抜取より少ない
- 明らかなロットは即判定で時短
- 境界ロットは慎重に再検査
❌ デメリット
- 判定ルールが複雑になる
- 2回目のサンプル取得に時間
- 記録が二重になる
③ 多回抜取検査|より細かく段階的に
二回抜取の発展形。3〜7回くらい繰り返して、決着がつかなければさらに次の回へ進む方式です。
イメージ:少量ずつのサンプルで何度もチェック。1回目で決着がつけば終わり、つかなければ2回目、3回目……と続けていく。
✅ メリット
- 平均サンプル数がさらに少ない
- 柔軟な判定が可能
❌ デメリット
- 運用がかなり複雑
- 判定基準表が大きい
- 現場での教育が必要
④ 逐次抜取検査|1個ずつ取って即時判定
最もサンプル数を減らせる方式。1個ずつ検査して、その都度「合格・不合格・判定保留」を判定。決着がつくまで続けます。
判定ルール(イメージ):
・1個検査するたびに、累計不良数をグラフにプロット
・「合格ライン」より下に入ったら → 合格で終了
・「不合格ライン」より上に超えたら → 不合格で終了
・どちらでもなければ → もう1個検査
✅ メリット
- 平均サンプル数が最小
- 明らかなロットを最速で判定
- 破壊検査でサンプルを節約できる
❌ デメリット
- 運用が最も複雑
- 判定図(逐次サンプリング図)が必要
- 境界ロットだといつまでも終わらない
形式の選び方|検査コストと運用の複雑さのバランス
サンプル1個あたりの検査コストが高い場合(破壊検査・長時間試験など)
→「逐次・多回」を選ぶ。サンプル数を最小化できる。
判定の簡単さ・スピードを優先する場合(大量の単純検査)
→「一回」を選ぶ。シンプルで速い。
その中間の場合(バランス重視)
→「二回」を選ぶ。実務で最もよく使われる。
計数型と計量型|どちらを選ぶか
分類の3つめの軸は「データの種類」。
サンプルから得られるデータが「数えるもの」か「測るもの」かで、検査方式が大きく分かれます。
計数型 vs 計量型|一目でわかる比較
計数抜取検査
データの種類:
個数(個・回)
判定の指標:
不良品の「個数」を数える
代表的な検査:
傷あり/なし、合格/不合格、欠陥の有無
計量抜取検査
データの種類:
連続的な数値(mm・g・℃)
判定の指標:
特性値の「平均」と「ばらつき」
代表的な検査:
寸法測定、重量測定、強度測定
① 計数抜取検査|「数を数える」検査
計数抜取検査は、サンプルの中に「不良品が何個あるか」を数えて判定する方式です。
検査結果は「良品/不良品」「合格/不合格」「傷あり/なし」のような2択(または有無)になります。
サンプル n 個のうち、不良数が c 個以下なら合格、c+1 個以上なら不合格。
判定基準は「個数」のシンプルな比較だけ。
JIS Z 9002(規準型)、JIS Z 9015(調整型・AQL指標型)などが該当。
計数型の例:
・ボルト1000本のロットから80本抜取 → 折れ・曲がりのあるものを数える → 2個以下なら合格
・スマホ画面1万枚のロットから200枚抜取 → ドット抜けのあるものを数える → 3枚以下なら合格
・お菓子1ロットから10袋抜取 → 個数不足の袋を数える → 0袋なら合格
② 計量抜取検査|「数値を測る」検査
計量抜取検査は、サンプルから連続的な数値(測定値)を取り、その平均値や標準偏差で合否を判定する方式です。
個数ではなく、「どれくらいの寸法か」「どれくらいの重さか」という連続データで判定します。
サンプル n 個の平均値 x̄ と 標準偏差 s を計算。
規格値(上限/下限)からどれだけ離れているかを合格判定値 kと比較して判定。
JIS Z 9003(規準型・計量)、JIS Z 9004(規準型・標準偏差未知)などが該当。
計量型の例:
・ボルトの長さ規格 50mm±0.5mm。サンプル20本の平均と標準偏差を計算
・お菓子の重量規格 100g以上。サンプル30袋の平均重量と標準偏差を計算
・コーヒー豆の含水率規格 5%以下。サンプル10ロットの平均含水率を計算
計数型と計量型のサンプル数はどれくらい違う?
例えば、計数型で「n=80, c=2」必要だったとして、同じ判定精度を計量型で求めるならn=20程度で済むことが多いです。
なぜ? 計量型は「測定値」という豊富な情報を持っているから。「良品/不良品」の2択しかない計数型より、はるかに少ないサンプルで判断できるのです。
破壊検査や測定コストが高い場合、計量型は圧倒的に有利です。
なぜサンプル数が5倍も違うのか?|情報量の差
「2択の情報」と「連続値の情報」では、含まれる情報量がまったく違います。
計数型の情報量
「合格・不合格」の2択だけ。
→ 1個あたり1ビットの情報
→ だから多くのサンプルが必要
計量型の情報量
「49.92mm」「50.08mm」など連続値。
→ 1個あたり豊富な情報
→ 少ないサンプルで判定可能
どちらを選ぶか?|判断の3つの観点
検査特性は数値で測れるか?
数値で測れる(寸法・重量)→ 計量型 / 有無や個数しか分からない(傷・汚れ)→ 計数型
検査コストは高いか?
破壊検査・長時間試験で1個あたり高い → 計量型でサンプル削減 / 検査が安価 → 計数型でOK
検査員のスキルレベルは?
統計の知識が必要 → 計量型は教育コスト高 / 数えるだけ → 計数型は誰でもできる
| 比較項目 | 計数型 | 計量型 |
|---|---|---|
| 必要サンプル数 | 多い | 少ない(1/3〜1/5) |
| 運用の簡単さ | 簡単(数えるだけ) | 統計知識が必要 |
| 測定機器 | 目視・ゲージでOK | 精密測定機器が必要 |
| 適用範囲 | 幅広い | 数値で測れる特性のみ |
| JIS規格 | Z9002, Z9015 | Z9003, Z9004 |
計量抜取検査とは?計数検査との違いと実務での使い分け →
抜取検査を支える3つの統計概念|OC曲線・α・β
抜取検査を本気で理解するには、「なぜサンプルだけで判定できるのか」という統計的な裏付けを知る必要があります。
ここでは、抜取検査を支える3つの基本概念だけ押さえておきましょう。
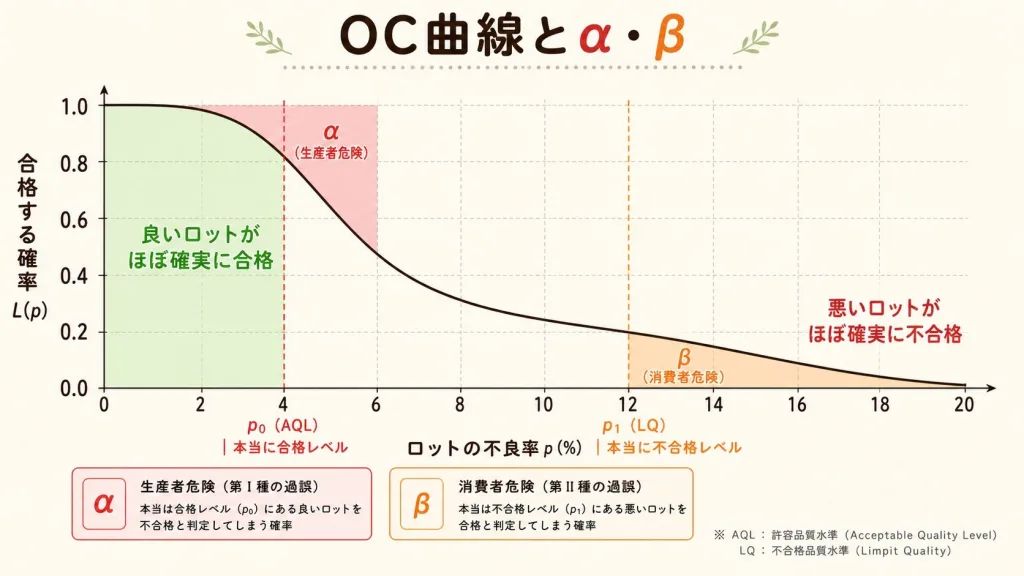
① OC曲線|「合格しやすさ」を表すグラフ
OC曲線(Operating Characteristic Curve、検査特性曲線)は、抜取検査の「合格しやすさ」をグラフ化したものです。
横軸にロットの不良率、縦軸に合格する確率をとります。
- 不良率が低いロット(良品が多い)→ 合格する確率が高い
- 不良率が高いロット(不良品が多い)→ 合格する確率が低い
- 抜取検査ごとに固有のOC曲線が描ける
- n(サンプル数)と c(合格判定数)で曲線の形が決まる
② α(生産者危険)|「良いロットなのに不合格」の確率
α(アルファ、生産者危険)とは、「本当は合格レベルのロットなのに、たまたまサンプリングで不合格と判定されてしまう確率」のことです。
生産者は良い製品を作ったのに、運悪く不良サンプルが多く取れて不合格になる。これは生産者にとっての損失なので「生産者危険」と呼びます。
一般的に α = 5%(0.05)に設定されます。
③ β(消費者危険)|「悪いロットなのに合格」の確率
β(ベータ、消費者危険)とは、「本当は不合格レベルのロットなのに、たまたまサンプリングで合格と判定されてしまう確率」のことです。
本当は悪いロットなのに、運良く良品ばかり取れて合格になる。これは消費者にとっての損失なので「消費者危険」と呼びます。
一般的に β = 10%(0.10)に設定されます。
α・βとロット品質の対応関係
| 合格と判定 | 不合格と判定 | |
|---|---|---|
| 本当に良いロット | ✅ 正しい合格(1−α) | ❌ α(生産者危険) |
| 本当に悪いロット | ❌ β(消費者危険) | ✅ 正しい不合格(1−β) |
抜取検査は「α と β をいくつまで許容するか」で設計します。
「α=5%、β=10%」というのは、「20回に1回くらい生産者は損するかもしれない」「10回に1回くらい消費者は損するかもしれない」という確率を受け入れて運用する、ということ。
100%安全な検査は存在しません。「許容できるリスクを設定する」のが抜取検査の核心です。

実際の抜取検査の進め方|現場目線で5ステップ
「分類はわかったけど、実際にどう進めればいいの?」という方のために、現場での具体的な手順をまとめます。
STEP 1:検査仕様を決める
事前に決めること:
・ロットの定義(何個ずつでロットとするか)
・検査項目(寸法・外観・重量など)
・合格基準(規格値・許容範囲)
・α・βの値(一般的には α=5%, β=10%)
・使用するJIS規格(規準型ならZ9002/Z9003など)
STEP 2:抜取方式を選ぶ
選ぶべき3つの軸:
・型:規準型 / 選別型 / 調整型
・形式:一回 / 二回 / 多回 / 逐次
・データ種類:計数型 / 計量型
例:「JIS Z 9015の調整型・一回・計数」のように選ぶ
STEP 3:JIS表からサンプル数 n と合格判定数 c を引く
例:JIS Z 9015を使う場合
1. ロットサイズ N を確認(例:N=10,000)
2. 検査水準を選ぶ(標準は「II」)
3. AQLを決める(例:AQL=1.0%)
4. 表から「サンプル文字」と「サンプルサイズ n」「合格判定数 Ac, Re」を読む
5. これで n=200, Ac=5, Re=6(不良5個以下で合格、6個以上で不合格)と決まる
STEP 4:ランダムにサンプリングして検査する
ランダムサンプリングの方法:
・乱数表を使う(最も統計的に正しい)
・くじ引き方式(簡易だが現実的)
・系統サンプリング(500個ごとに1個など)
・層別サンプリング(ロットを層に分けて各層から)
絶対NGな方法:
・「目で見て怪しいのだけ抜く」
・「箱の上の方だけ取る」
・「検査員の都合のいいタイミングだけ抜く」
STEP 5:判定し、結果を記録する
判定後の処置:
【合格の場合】
・ロットを次工程または出荷に進める
・検査結果を記録(トレーサビリティ確保)
【不合格の場合】
・規準型 → 取引先と協議(返品、値引、再検査)
・選別型 → ロットを全数検査して不良を除去
・調整型 → 切替ルールに従い厳重検査へ
記録すべき内容:
・ロット番号、検査日時、検査員、サンプル数、不良数、判定結果、処置内容
検査結果は必ず記録してください。
なぜなら:
・取引先からのクレーム時に証拠になる
・不良率の傾向を把握して改善できる
・調整型抜取検査の切替判定に必要
・ISO9001など品質マネジメントシステムで要求される
「記録のない検査は、やらなかったのと同じ」と言われるくらい重要です。

よくあるつまずきと誤解|抜取検査の罠
誤解①|「抜取検査をすれば不良ゼロにできる」
「抜取検査をやってるから、お客様には不良品は届かないはず」
抜取検査は消費者危険β(例:10%)の確率で悪いロットが合格してしまう。不良ゼロを目指すなら全数検査か、選別型抜取検査が必要。「抜取検査は100%の品質保証ではない」と理解しておく。
誤解②|「サンプル数を増やせば必ず精度が上がる」
「不安だから、JIS表より多めにサンプルを取って検査しよう」
サンプル数 n と合格判定数 c はセットで意味を持つ。n だけ増やすとOC曲線の形が変わり、本来意図した α・β がズレてしまう。JIS表どおりに運用するのが正解。
誤解③|「目で見て怪しいやつを優先的に取ればいい」
「効率的に不良を見つけたいから、怪しいやつを優先サンプリング」
それは抜取検査ではなく、ただの偏った検査。ランダム性が壊れたら統計理論が成立しない。乱数表やくじ引きで完全に無作為に選ぶこと。
誤解④|「ロットが大きければサンプルも比例して増やすべき」
「ロットが10倍になったら、サンプル数も10倍取らないと」
ロットサイズ N が大きくなっても、必要なサンプル数は比例して増えない。JIS Z 9015でも、Nが10倍になっても n は2〜3倍にしかなりません。これは統計理論の不思議だが正しい性質です。
誤解⑤|「抜取検査は安いから工程改善は不要」
「不良品が出ても抜取検査で弾けばいい。工程は今のままでOK」
抜取検査は「不良品を見つける手段」であり、「不良品をなくす手段」ではありません。本来は工程能力を上げて不良を出さないことが最優先。抜取検査は最後の砦です。
よくある質問(FAQ)
Q1. 抜取検査と統計的サンプリングは同じものですか?
ほぼ同じです。抜取検査は「品質検査における統計的サンプリングの応用」。広い意味でのサンプリング理論を、製造業の品質管理に特化して体系化したのが抜取検査です。
Q2. 抜取検査は何個のロットから使えますか?
一般的にはロットサイズ N が50個以上から有効とされます。それ以下のロットなら全数検査の方がコスパが良いことが多いです。N が小さすぎると、サンプル比率が高くなりすぎて抜取の意味がなくなります。
Q3. JIS規格と国際規格(ISO)の関係は?
JIS Z 9015(調整型)は ISO 2859 に準拠しています。JIS Z 9003(計量規準型)は ISO 3951 に対応。日本の規格は国際規格と整合性が取れているので、海外取引でも基本的にそのまま使えます。
Q4. QC検定では何級で抜取検査が出ますか?
QC検定3級から抜取検査の概念が問われます。2級では計数規準型・計量規準型・調整型の運用、1級ではOC曲線の設計や逐次抜取の理論まで深く問われます。本記事の内容は3級〜2級レベルの土台になります。
Q5. 抜取検査と全数検査を組み合わせることはできますか?
できます。むしろ実務ではよく使われる方法です。例えば「重要特性は全数検査、付随特性は抜取検査」のように使い分けます。また、選別型抜取検査は「抜取検査で不合格 → 全数検査で選別」という組み合わせそのものです。
Q6. 「AQL」と「LQ」の違いは何ですか?
AQL(Acceptable Quality Level、合格品質限界)は「ロットの不良率がこれ以下なら合格と認める基準」。LQ(Limiting Quality、限界品質)は「これ以上の不良率のロットは絶対に合格させたくない基準」。AQL は生産者目線、LQ は消費者目線の指標です。JIS Z 9015 は AQL 指標型、ISO 2859-2 は LQ 指標型として規定されています。
Q7. 抜取検査がうまくいかないときは何を確認すべき?
①ロットの均一性(同じ条件で作られているか)、②サンプリングのランダム性(偏りはないか)、③検査基準の明確さ(合格/不合格の判断にブレはないか)、④検査員の習熟度、の4点を順に確認してください。多くの場合、原因は「サンプリングが偏っている」か「検査基準が曖昧」のどちらかです。
まとめ|抜取検査は「3つの軸」で必ず整理できる
- 抜取検査は「ロットから一部だけ抜き取って全体を判定」する検査手法
- 全数検査と違い、コスト削減・破壊検査対応・大量生産に強い
- 分類の3つの軸:型・形式・データ種類
- 【型】規準型(標準)、選別型(不合格は全数選別)、調整型(過去実績で切替)
- 【形式】一回(シンプル)、二回(実務最頻出)、多回、逐次(サンプル最少)
- 【データ種類】計数型(数える)、計量型(測る・サンプル数1/3〜1/5)
- 支える3つの統計概念:OC曲線・α(生産者危険)・β(消費者危険)
- 「ランダムサンプリング」が抜取検査の生命線
「抜取検査って何?」と聞かれたら、こう答えられればOK。
「ロットから一部だけサンプリングして、統計的に全体の合否を判定する検査手法。型・形式・データ種類の3軸で分類されます」
ここまでで「抜取検査の全体像」は完全に頭に入りました。
次は「具体的にどう設計するか」「OC曲線をどう読むか」「JIS表をどう引くか」といった実践に進みましょう。
📚 次に読むべき記事
抜取検査全体の学習マップ。どの記事をどの順で読むべきか一目で分かる体系図です。
抜取検査の性能を視覚的に理解する最重要グラフ。α・βとOC曲線の関係を完全図解。
実際に抜取検査を設計する手順。サンプル数 n と合格判定数 c を具体的にどう決めるかを実例で解説。