
{kind=link}
- 締め忘れや入れ忘れがまた出て、「教育します」で終わってしまう
- FMEAで高リスクと出たのに、具体的な対策が思いつかない
- 客先クレームの再発防止で「人に注意する」以外の案が出てこない
- ポカヨケとは何かを、初心者でも一発で理解できる
- ポカヨケの種類と、現場で使える事例がまとめてわかる
- FMEA・8D・なぜなぜ分析とどうつながるか整理できる
「また同じミスが出たの?」と上司に言われるのは、つらいですよね。
でも実際は、現場の人がダメなのではありません。人が忘れても、間違えても、不良にならない仕組みになっていないことが本当の問題です。
結論を先に言います。ポカヨケとは、“気をつける”ではなく“間違えられないようにする”仕組みです。この記事では、ポカヨケの意味・種類・事例・作り方まで、1本でつながるように図解します。
目次
ポカヨケとは?結論を30秒で言うと
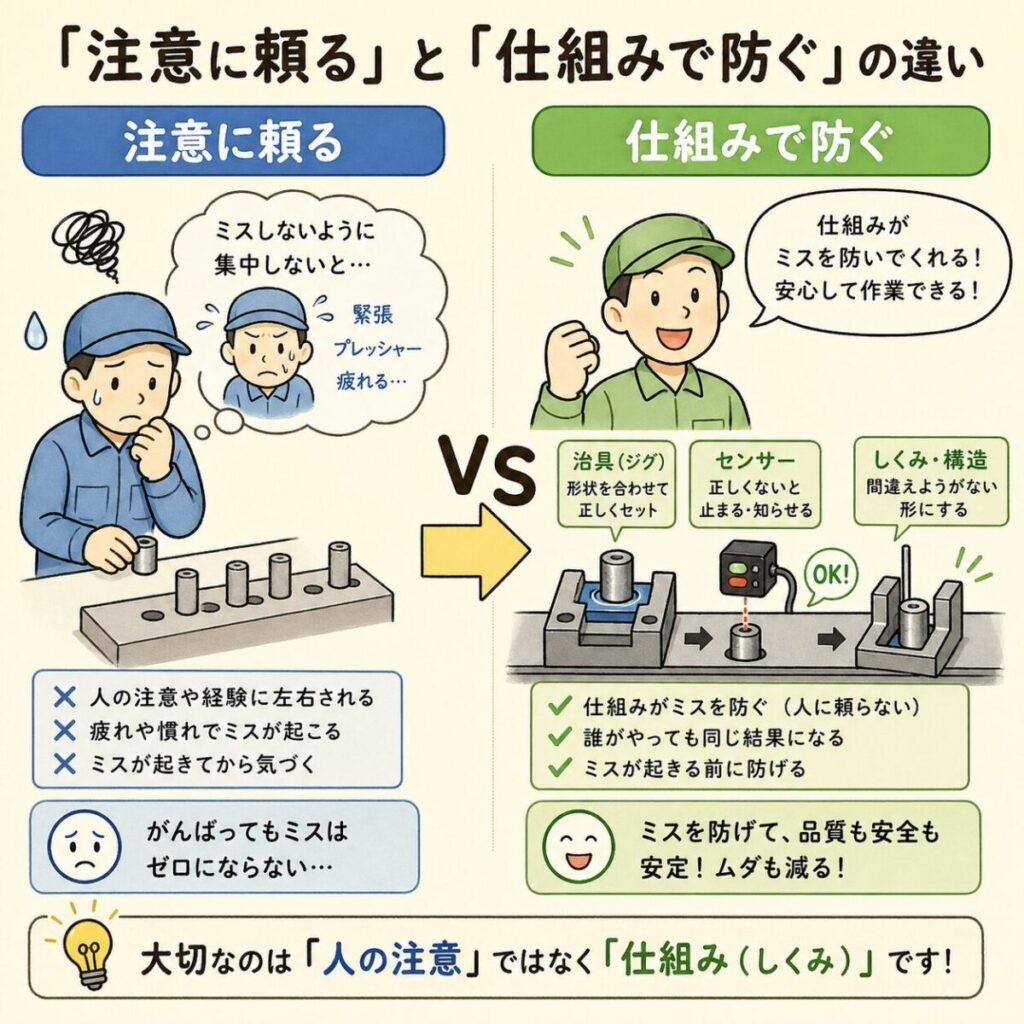
ポカヨケ = ミスを「人の注意」に頼らず、仕組みで防ぐ方法
ポカヨケは、英語では mistake-proofing とも呼ばれます。
意味はシンプルです。エラーそのものを起こせなくする、または起きた瞬間にすぐわかるようにすることです。
たとえば、部品の向きが違うと物理的に入らない治具、締付トルクが足りないと次工程へ進めない工具、部品点数が足りないと重量でアラームが出る仕組み。こうしたものが全部ポカヨケです。
ダメな対策
- 注意喚起だけ
- 教育だけ
- チェック強化だけ
強い対策
- 物理的に間違えられない
- 間違えた瞬間に止まる
- 不良が流れない
ポカヨケの本質は「人を責めない」ことです。忘れる・見落とす・勘違いする前提で、工程側を強くします。
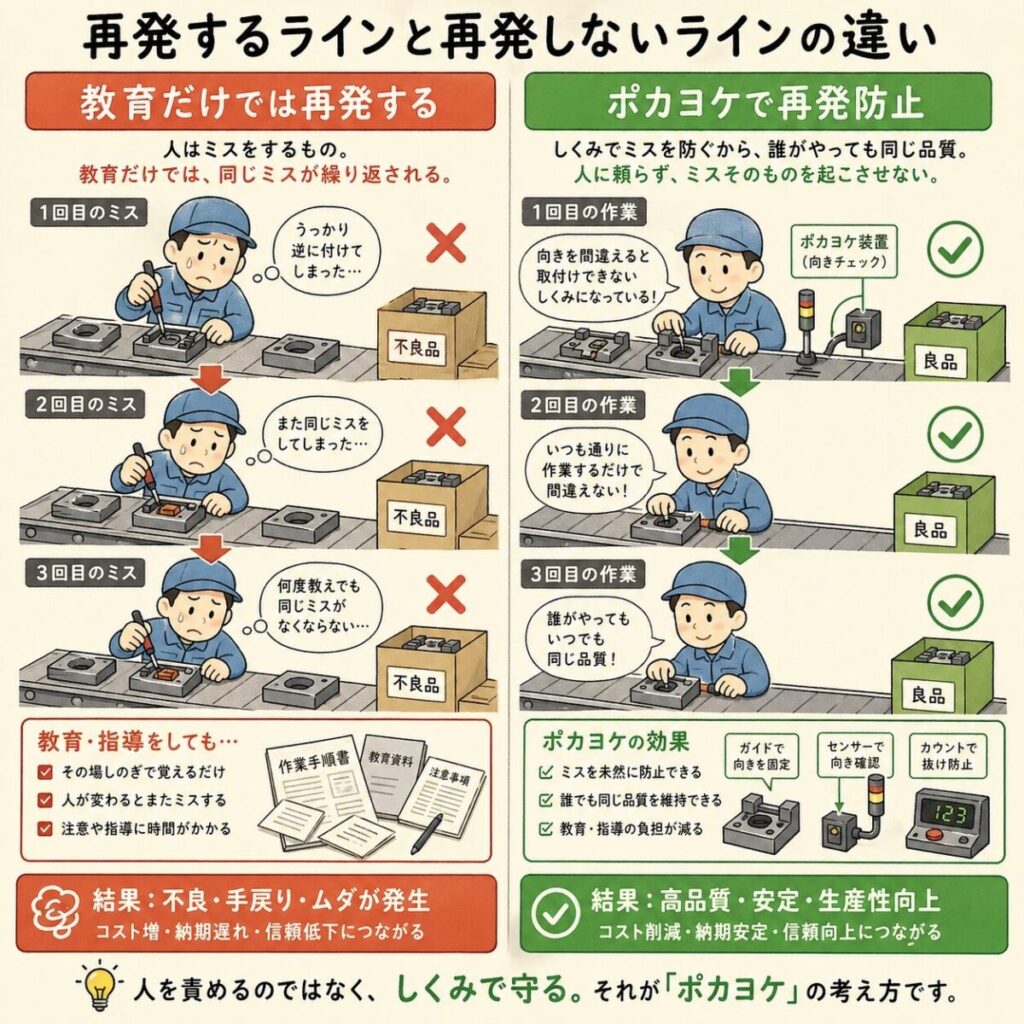
なぜポカヨケが必要か?答えは「教育だけでは再発する」からです
製造現場の再発不良で一番多いのは、「人に注意した」「朝礼で共有した」「教育した」で終わるパターンです。
もちろん教育は大事です。でも、教育だけでは、人が疲れている日、忙しい日、新人が入った日、応援者が来た日、必ず揺れます。
だから強い現場は、教育を否定するのではなく、教育の上にポカヨケを重ねます。つまり「知っていればできる」ではなく、「知らなくても間違えにくい」に変えるのです。
締め忘れ、入れ忘れ、品番取り違え、向き違い、検査漏れ
一時的には良く見えるが、条件が変わると再発しやすい
そもそもミスしにくい、しても止まる、流れない
「注意しておきます」は、対策ではなくお願いです。客先が求めているのは、お願いではなく再発しない仕組みです。
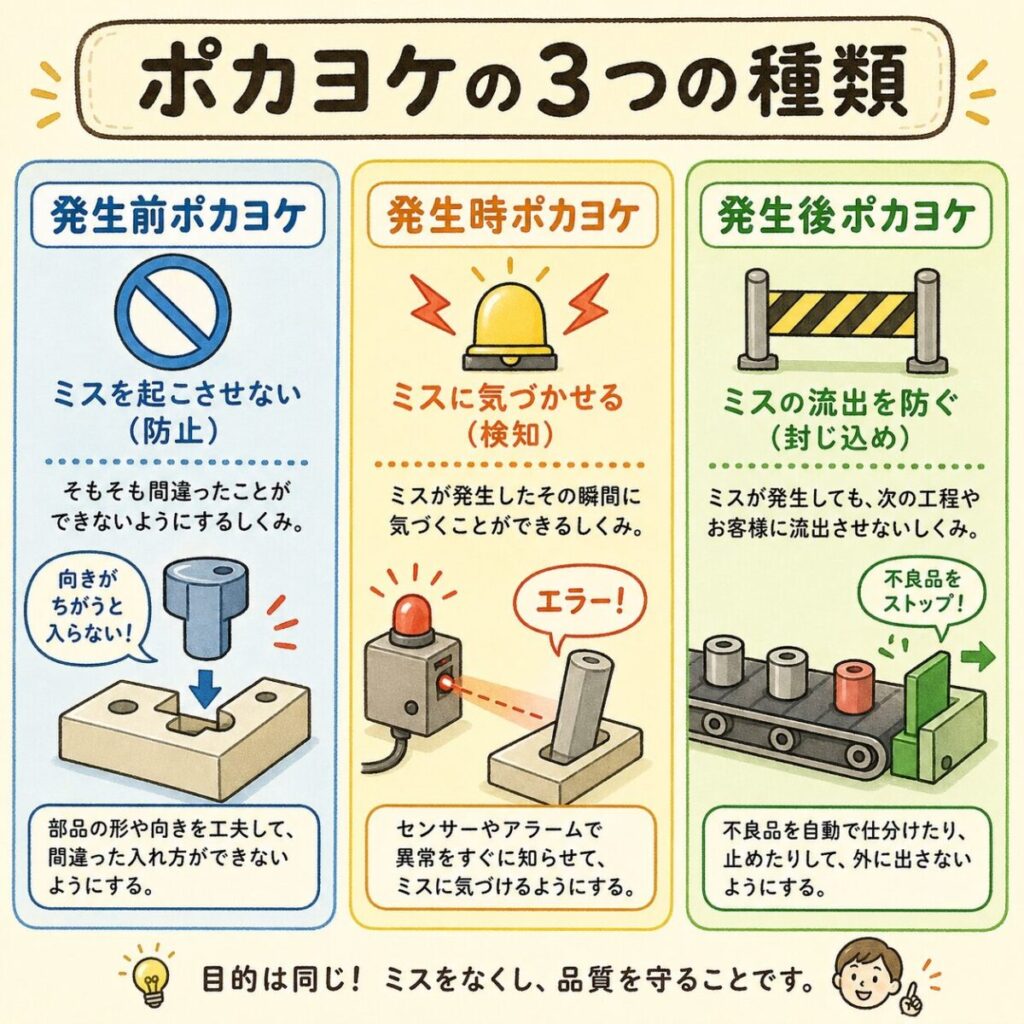
ポカヨケの種類は3つ|まずはここだけ覚えればOKです
発生前・発生時・発生後の3分類
そもそも間違えられない構造にする
ミスした瞬間に止める・知らせる
起きても流出しないようにする
| 種類 | 考え方 | 例 |
|---|---|---|
| 発生前 | ミス自体が起きない構造にする | 逆向きでは入らない治具 |
| 発生時 | ミスした瞬間に検出して止める | 締付トルク不足でアラーム |
| 発生後 | 不良品が次工程や客先へ流れないようにする | 重量検知で入れ忘れ検出 |
一番強いのは発生前ポカヨケです。発生時・発生後も有効ですが、できるなら「そもそも間違えられない」設計を目指してください。
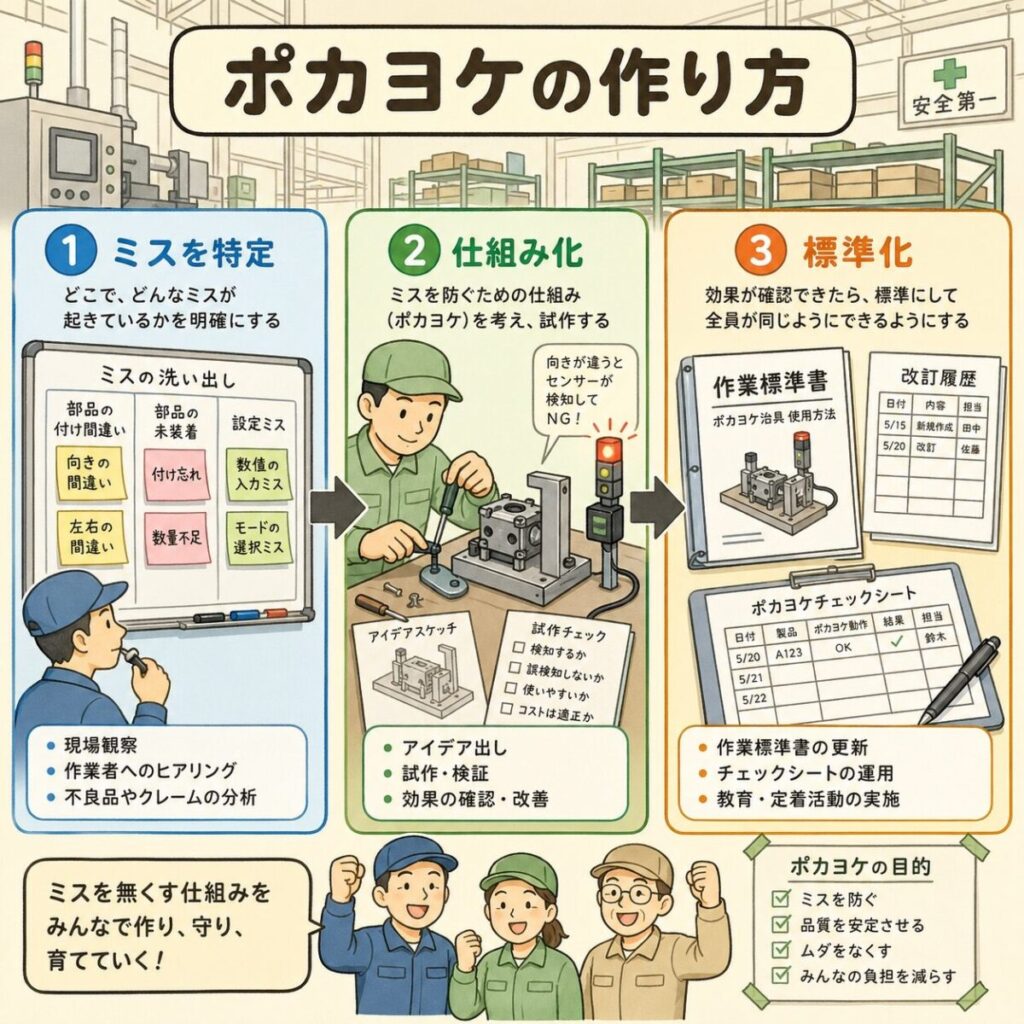
ポカヨケはどう作る?考え方はこの3段階です
ポカヨケは、いきなり思いつきで作ると失敗します。
先に「どんなミスが起きるか」を言語化し、そのあとで「なくす」「見つける」「流さない」の順に考えるのがコツです。
| 段階 | 考えること |
|---|---|
| ① ミスを特定 | 向き違い?締め忘れ?数量不足?誤品?検査漏れ? |
| ② 仕組み化 | 物理的に防ぐ、センサーで止める、流出を防ぐ |
| ③ 標準化 | 標準書・点検表・FMEA・8Dへ反映する |
ポカヨケ事例30選|製造業でそのまま発想に使える一覧
ここでは、現場で多いミス別に、ポカヨケの具体例を並べます。「自分の工程なら何に置き換えられるか?」という視点で見ると、アイデアが出やすくなります。
| No | ミス | ポカヨケ事例 |
|---|---|---|
| 1 | 向き違い | 逆向きでは物理的に入らない形状治具 |
| 2 | 向き違い | 左右非対称の位置決めピン |
| 3 | 品番違い | バーコード一致しないと設備起動不可 |
| 4 | 品番違い | RFIDで異品投入を検知 |
| 5 | 入れ忘れ | 部品セット数を重量で確認 |
| 6 | 入れ忘れ | センサーで部品有無を検出 |
| 7 | 入れ忘れ | トレーの空き位置が残ると完了できない |
| 8 | 締め忘れ | 既定トルク未達でアラームが鳴る電動工具 |
| 9 | 締め忘れ | 締結回数が合わないと次工程へ進めない |
| 10 | 締め忘れ | 締結箇所ごとにOKランプ点灯 |
| 11 | 数量ミス | カウントセンサーで個数自動確認 |
| 12 | 数量ミス | 仕切りトレーを使い、1枠1個に限定 |
| 13 | 数量ミス | 完成品重量で内容物の不足を検出 |
| 14 | 誤投入 | 投入口のサイズを部品専用化 |
| 15 | 誤投入 | 色分けコネクタで差し間違い防止 |
| 16 | 誤投入 | 投入前スキャン一致でシャッター開放 |
| 17 | 条件設定ミス | PLCへ条件プリセットし手入力を廃止 |
| 18 | 条件設定ミス | 品番呼出しで条件自動切替 |
| 19 | 条件設定ミス | 上限下限外ではスタートボタン無効 |
| 20 | 順序違い | 手順を飛ばすと次画面へ進めない |
| 21 | 順序違い | 工程ごとに順番センサーで通過確認 |
| 22 | 検査漏れ | 検査実績がないと出荷ラベル発行不可 |
| 23 | 検査漏れ | AI画像検査で外観異常を自動判定 |
| 24 | 検査漏れ | チェックポイント通過で電子記録を残す |
| 25 | ラベル貼り間違い | 品番とラベル照合一致でのみ印刷 |
| 26 | ラベル貼り間違い | 貼付位置を型抜きガイドで限定 |
| 27 | 混入 | 異物を磁石・金属検出機で除去 |
| 28 | 混入 | 工程区分ごとに容器色を分離 |
| 29 | 持ち出し忘れ | 工具影絵盤で未返却が一目でわかる |
| 30 | 手順見落とし | AR・音声ガイドで作業手順をナビ |

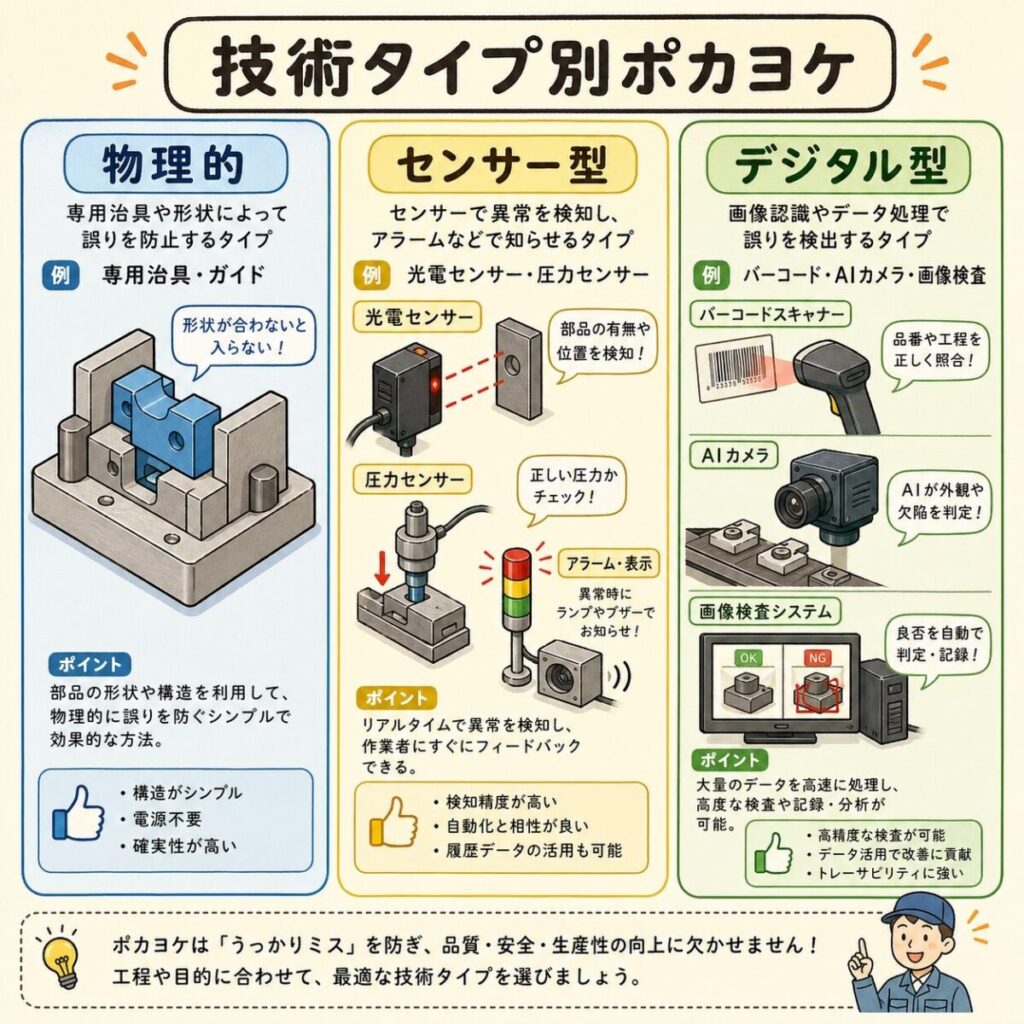
ポカヨケの技術タイプ|物理・センサー・デジタルで整理するとわかりやすい
実務では、ポカヨケを技術のレベルで分けると考えやすいです。
物理的ポカヨケ
- 逆向きでは入らない
- 専用治具で姿勢固定
- 1個しか置けないトレー
センサー型ポカヨケ
- 有無検知センサー
- 重量検知
- トルク監視
デジタル型ポカヨケ
- バーコード照合
- RFID
- 画像処理・AI判定
最初に狙うべきは、できるだけシンプルな物理ポカヨケです。
なぜなら、壊れにくく、安く、現場で理解しやすいからです。それで足りない部分を、センサーやデジタルで補います。
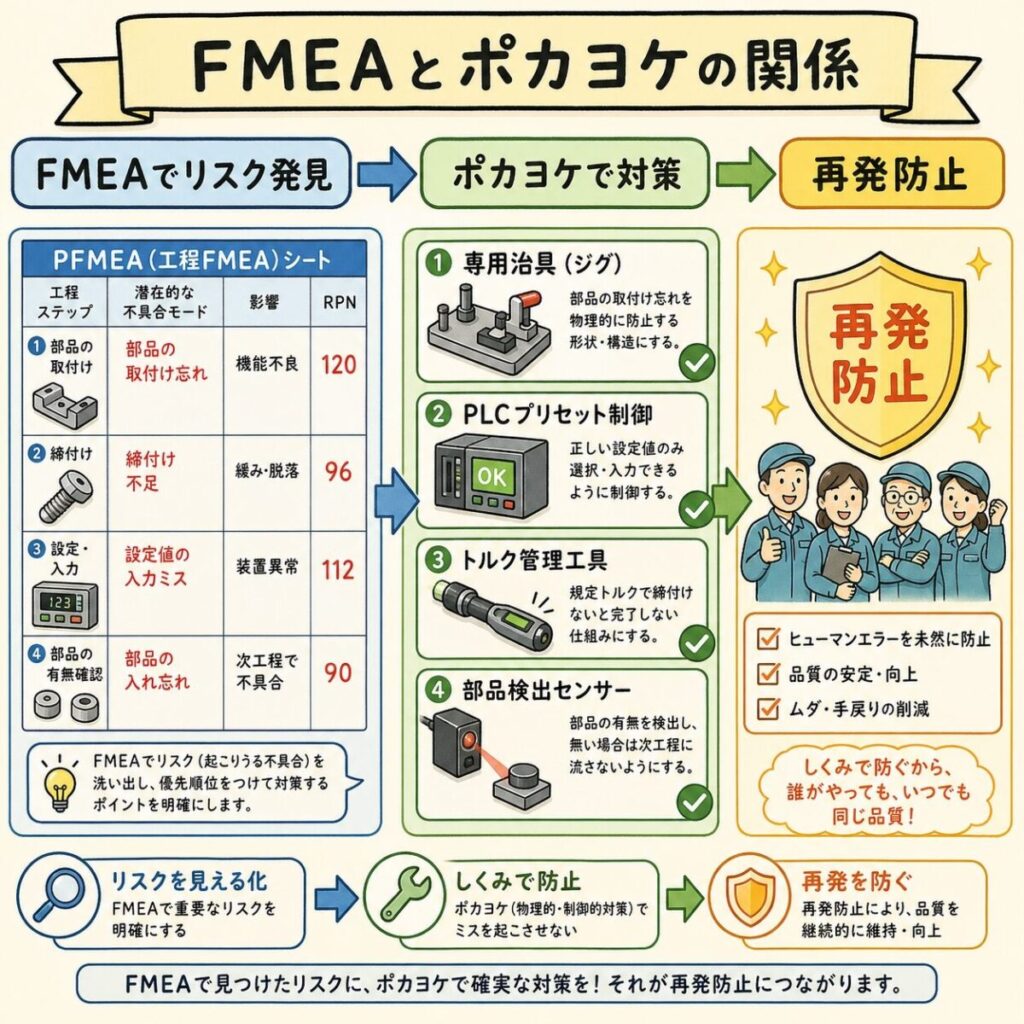
FMEAとポカヨケの関係|「推奨処置」を現場の形にしたものがポカヨケです
FMEAを書いていると、「推奨処置に何を書けばいいかわからない」と止まりやすいですよね。
そのときに役立つのがポカヨケです。FMEAで見つけた高リスク故障モードに対して、発生度を下げる、または検出度を下げる具体策としてポカヨケを考えると、一気に実務へ落とし込みやすくなります。
| 故障モード | ポカヨケ例 |
|---|---|
| 部品の向き違い | 逆向きでは入らない治具 |
| ボルト締め不足 | トルク監視付き工具、締結回数管理 |
| ワッシャー入れ忘れ | 重量検知、セット供給 |
| 異品混入 | バーコード照合、色分け、専用投入口 |
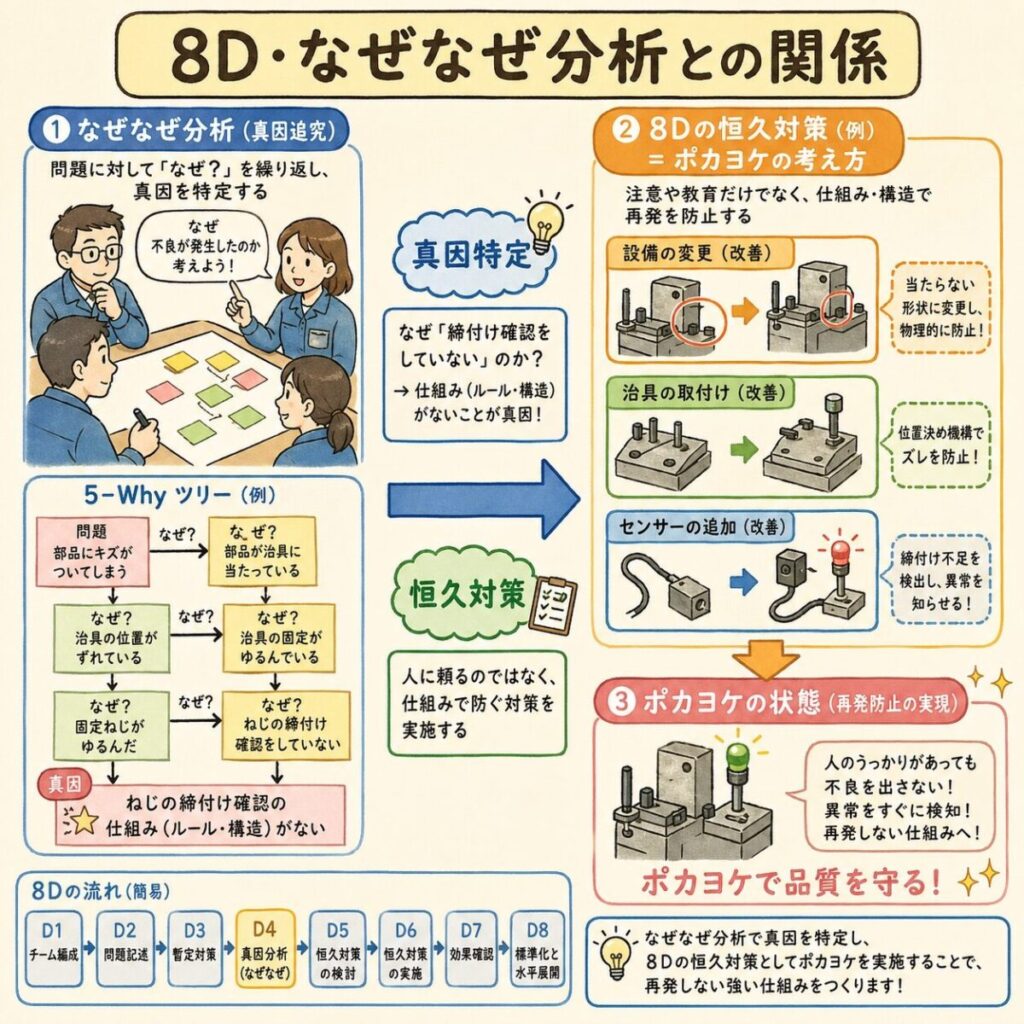
8D報告書・なぜなぜ分析とポカヨケの関係
客先クレームや社内不良で再発防止を書くとき、「教育を実施する」だけでは弱いです。
8DのD5(恒久対策)や、なぜなぜ分析の対策欄では、人に頼る対策より、仕組みで防ぐ対策が強く評価されます。つまり、真因をつかんだ後の理想形がポカヨケです。
なぜなぜ分析
- 真因をつかむ
- 人のせいで止めない
- 構造の問題へ降りる
ポカヨケ
- 真因に対して仕組みで打つ
- 再発しにくい
- 横展開しやすい
「注意喚起」「教育実施」は補助策です。主対策は、設備・治具・センサー・標準の変更にしてください。
ポカヨケ導入の進め方|初心者はこの5ステップで十分です
現状把握 → 真因分析 → 小さく試す → 標準化
不良・ヒヤリハット・手戻りを洗い出す
なぜなぜ分析やFMEAで、どこでミスが起きるか特定する
物理・センサー・デジタルのどれで防ぐか決める
小さく試作し、現場で本当に使えるか確認する
標準書・点検表・教育資料・FMEAへ反映する
最初から高価なデジタル化を狙わなくて大丈夫です。まずは治具、色分け、ガイド、カウント、簡易センサーなど、安くて強い対策から始めてください。

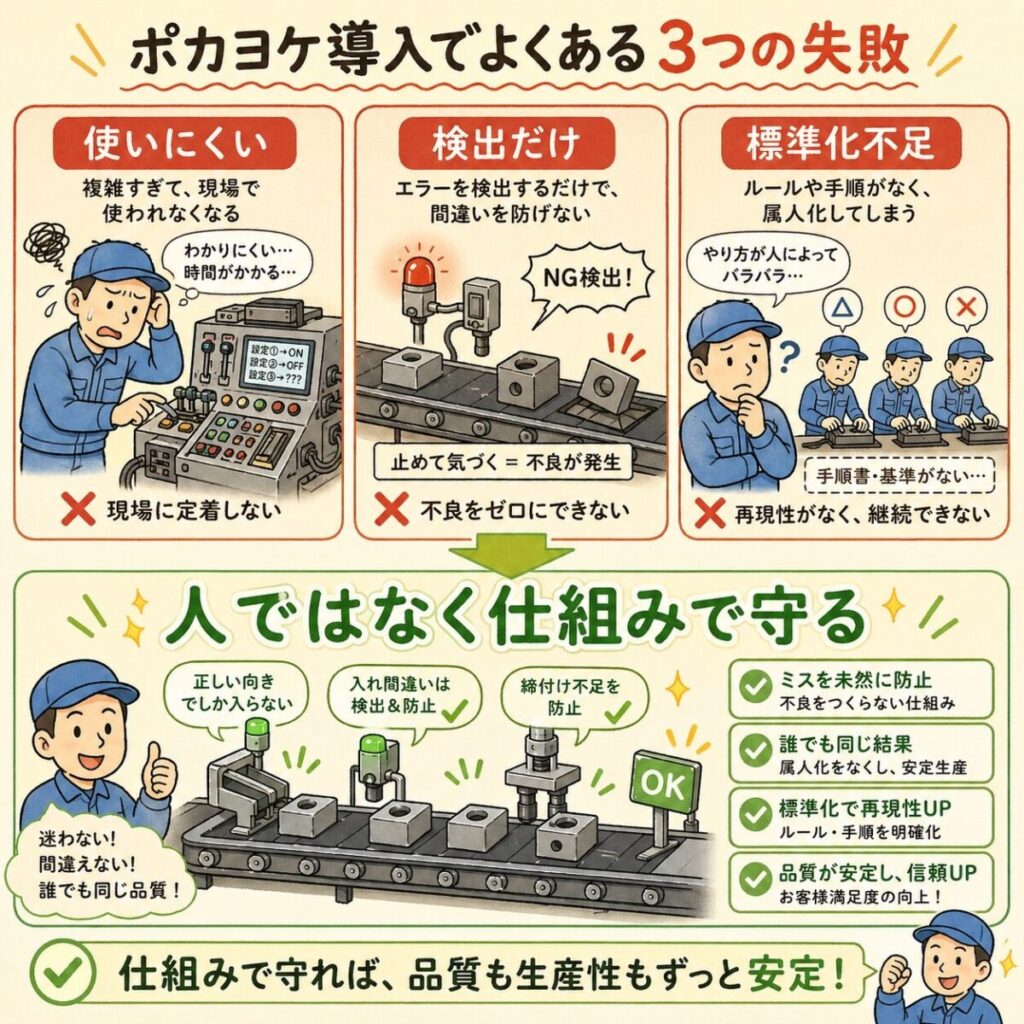
ポカヨケで失敗しやすい3つのパターン
現場で使いにくい
強すぎる治具で逆に作業が遅くなり、結局外される
検出だけで満足する
止まるが、そもそもの発生を減らせていない
標準化しない
FMEAや作業標準へ反映せず、横展開できない
良いポカヨケは、強いだけでなく、現場が自然に使い続けられるものです。
だから設計するときは、作業性・保全性・コスト・壊れにくさも一緒に見てください。
「完璧だけど誰も使わない」より、「シンプルで毎日続く」ほうが強いです。
まとめ|ポカヨケは「注意力」ではなく「仕組み」で品質を守る技術です
最後にまとめます。
ポカヨケとは、作業者の注意に頼らず、ミスを起きにくくし、起きてもすぐ気づき、不良を流さないようにする仕組みです。
製造業では、向き違い、締め忘れ、入れ忘れ、異品混入、検査漏れなど、ほとんどの“うっかり不良”に対して使えます。
もしあなたが今、FMEAの推奨処置や8Dの恒久対策で手が止まっているなら、答えはかなりの確率でポカヨケです。人を変えるのではなく、工程を変える。これが再発防止の王道です。
📚 次に読むべき記事
ポカヨケを“推奨処置”としてどう書くかが理解できます。
客先クレームの恒久対策を、注意喚起で終わらせないための記事です。
真因からポカヨケへつなげる考え方が身につきます。