{kind=link}
- 工程内不良が増えたが、まず何から調べればいいのかわからない
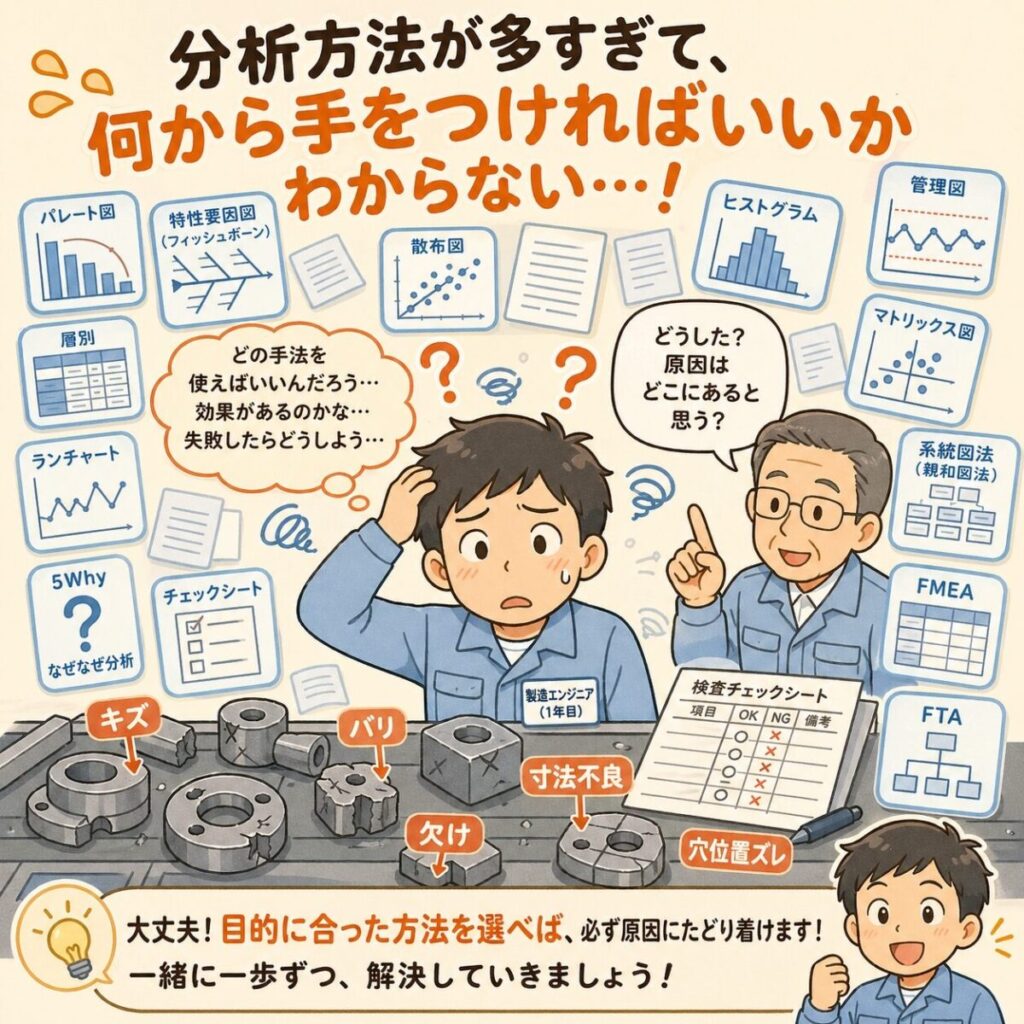
- パレート図、管理図、なぜなぜ分析、FMEA…道具は知っているのに使う順番がわからない
- 不良が出るたびに場当たり対応になり、同じ問題を何度も繰り返している
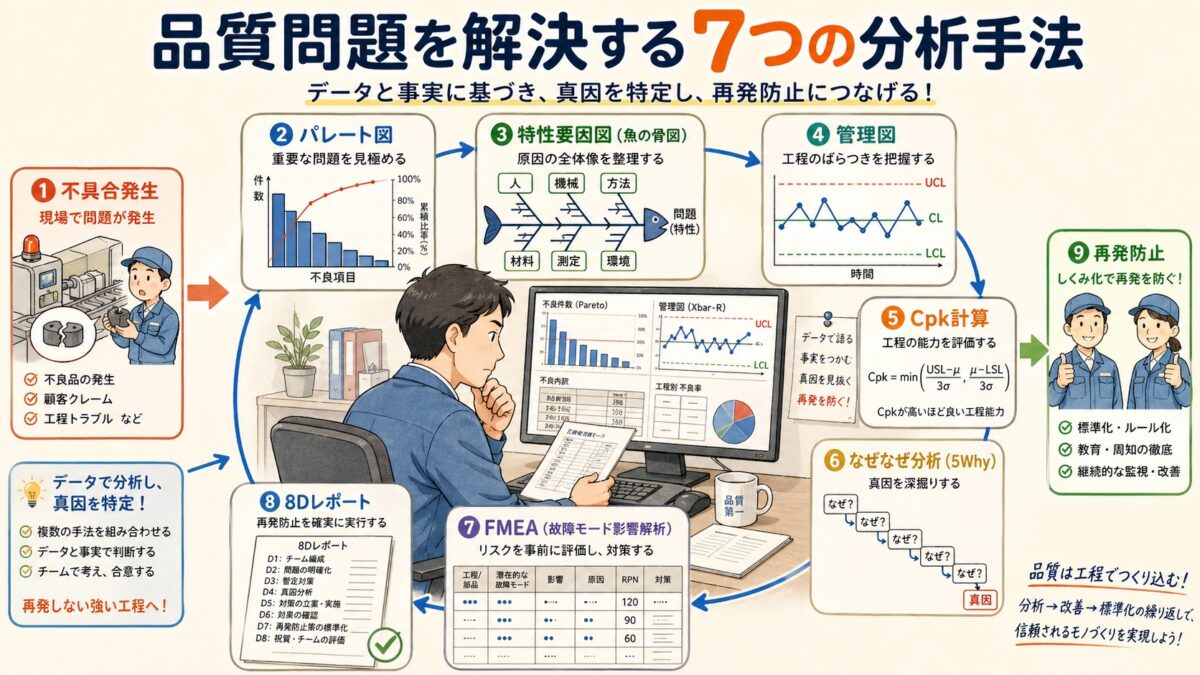
- 工程内不良が出たときに使う「7つの手法」の順番
- 各手法をどの場面で使うべきか
- 原因分析から再発防止までを1本でつなぐ実務フロー
不良が出た瞬間、現場はバタつきますよね。
係長は「まず原因を調べて」と言い、上司は「再発防止まで考えて」と言い、客先案件なら品質保証は「8Dの準備を」と言います。でも、初心者のうちは“どの手法を、どの順番で使えばいいのか”が一番わかりにくいはずです。
結論を先に言います。工程内不良の分析は、いきなりなぜなぜ分析から入ってはいけません。 まずは「どの不良が多いか」を絞り、その後で「工程は安定しているか」「能力は足りているか」「真因は何か」を順番に確認するのが王道です。
目次
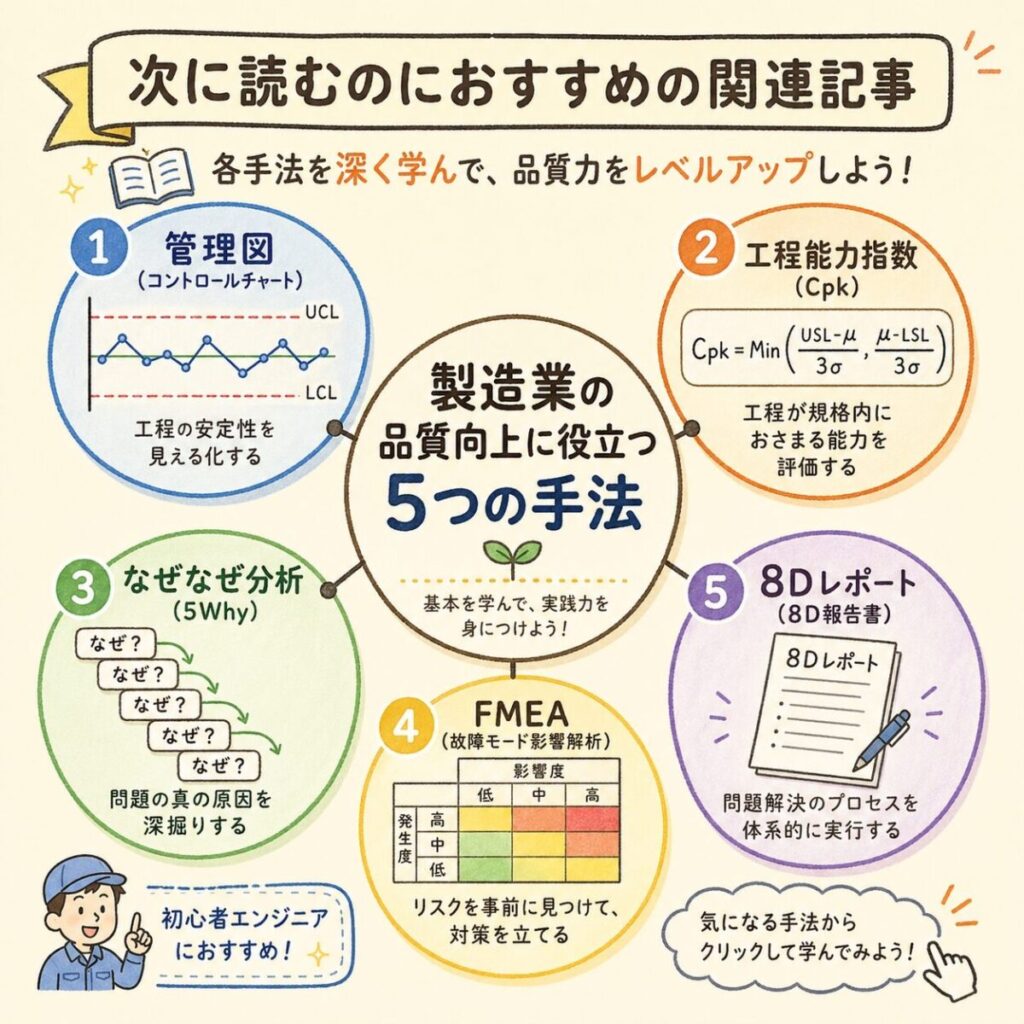
- まず全体像|工程内不良はこの7手法をこの順番で使います
- 手法① パレート図|最初に「どの不良から潰すか」を決める
- 手法② 特性要因図|4Mで原因候補を広く洗い出す
- 手法③ 管理図|「そもそも工程が荒れていないか」を確認する
- 手法④ 工程能力指数|安定してから「規格を満たす実力」を見る
- 手法⑤ なぜなぜ分析|「人のせい」で止めずに真因を掘る
- 手法⑥ FMEA|今回の学びを「次の不良防止」に変える
- 手法⑦ 8D報告書|客先クレームや重大案件ならここまでつなげる
- 実務フロー|工程内不良が出たらこう動けば迷いません
- よくある失敗|不良分析が空回りする3パターン
- まとめ|工程内不良分析は「道具の数」ではなく「使う順番」で決まります
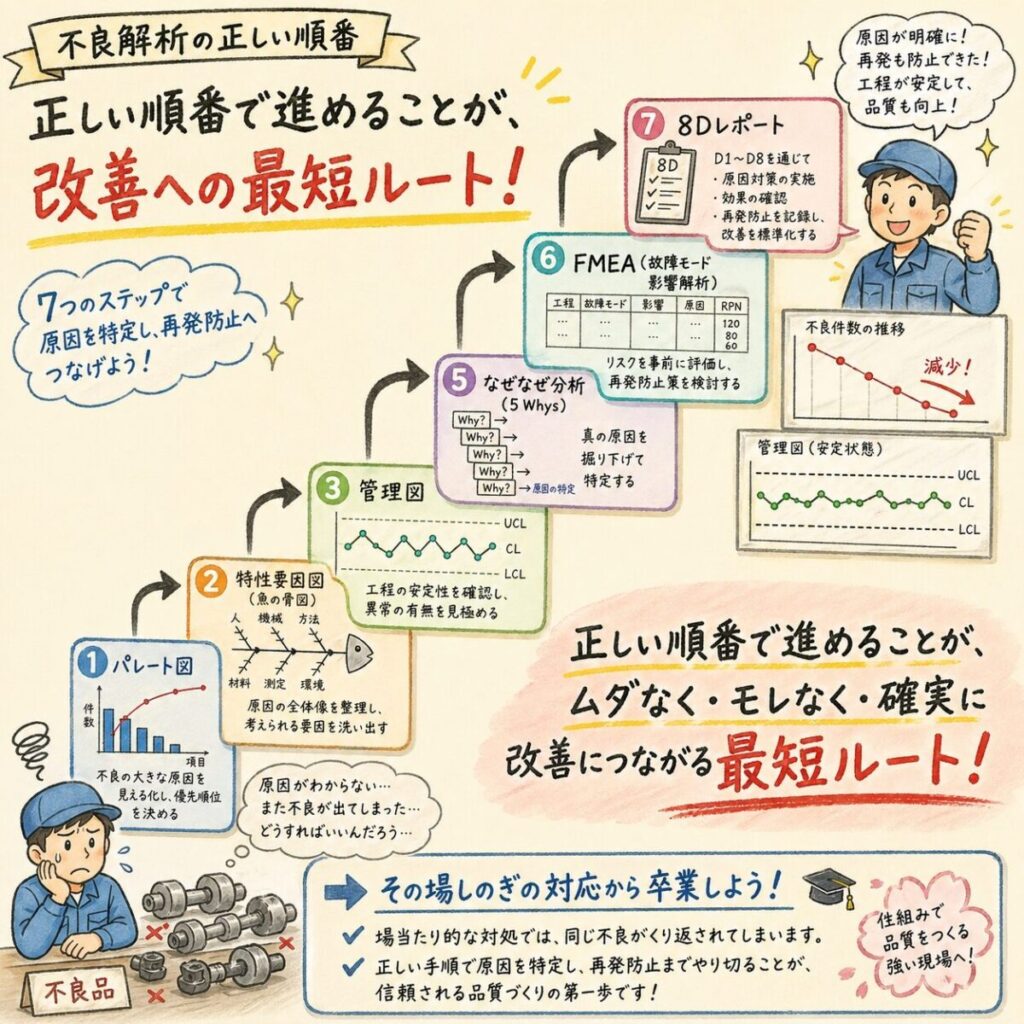
まず全体像|工程内不良はこの7手法をこの順番で使います
初心者の方は、まずこの流れだけ頭に入れてください。これだけで「次に何をやるべきか」が見えます。
「多い不良を絞る → 原因候補を広げる → 工程状態を確認する → 真因を絞る → 仕組みに反映する」
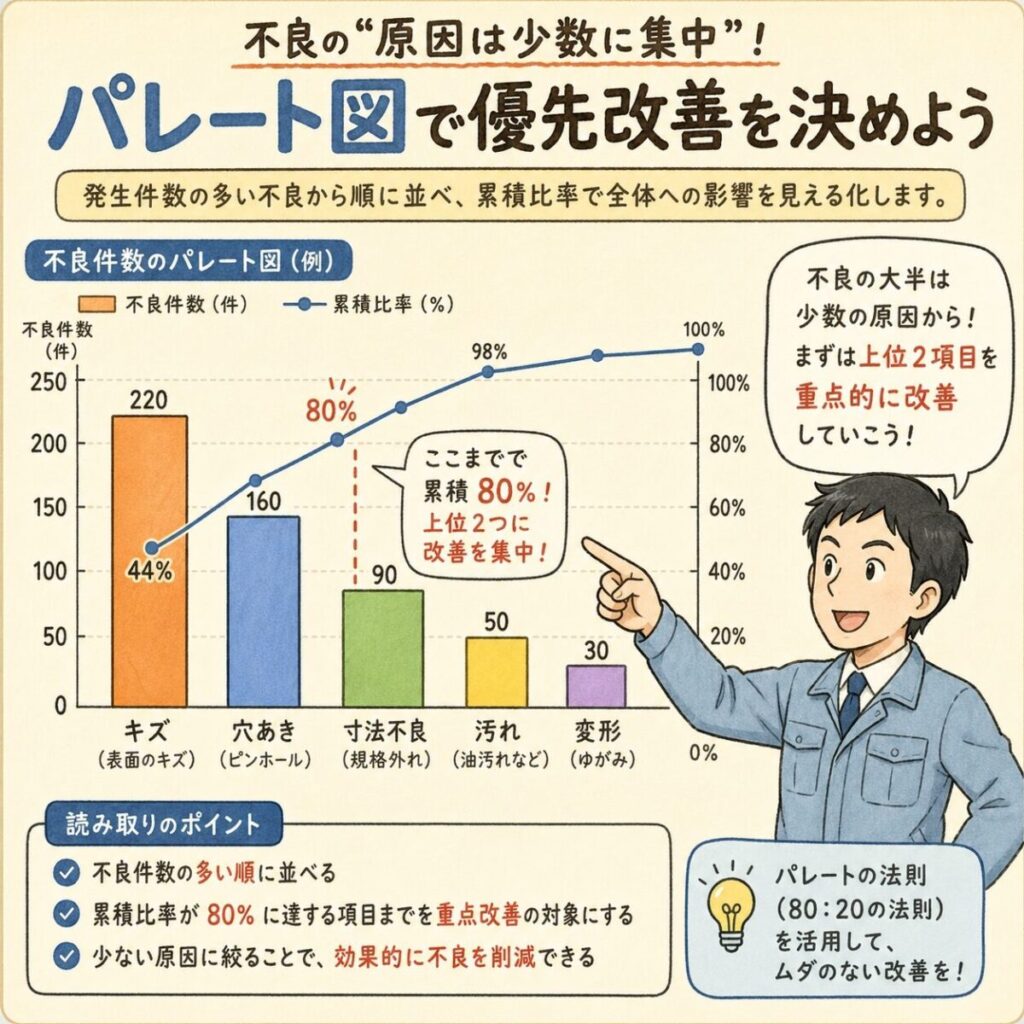
手法① パレート図|最初に「どの不良から潰すか」を決める
工程内不良が増えたとき、最初にやるべきは「全部を同時に分析する」ことではありません。
まずは、不良件数や損失金額を並べて、どの不良が本当に痛いのかを見える化します。ここで使うのがパレート図です。
たとえば「キズ」「寸法外れ」「組付け不良」「異品混入」があるなら、件数が最も多い上位1〜2項目に集中します。ここで重点を決めないと、分析が散って終わります。
| 見る項目 | 目的 |
|---|---|
| 不良件数 | どの不良が多いかを知る |
| 損失金額 | どの不良が重いかを知る |
| 累積比率 | 重点対象を絞る |
不良分析の失敗で多いのは、「重要でない不良を一生懸命分析してしまう」ことです。まずは重点化です。
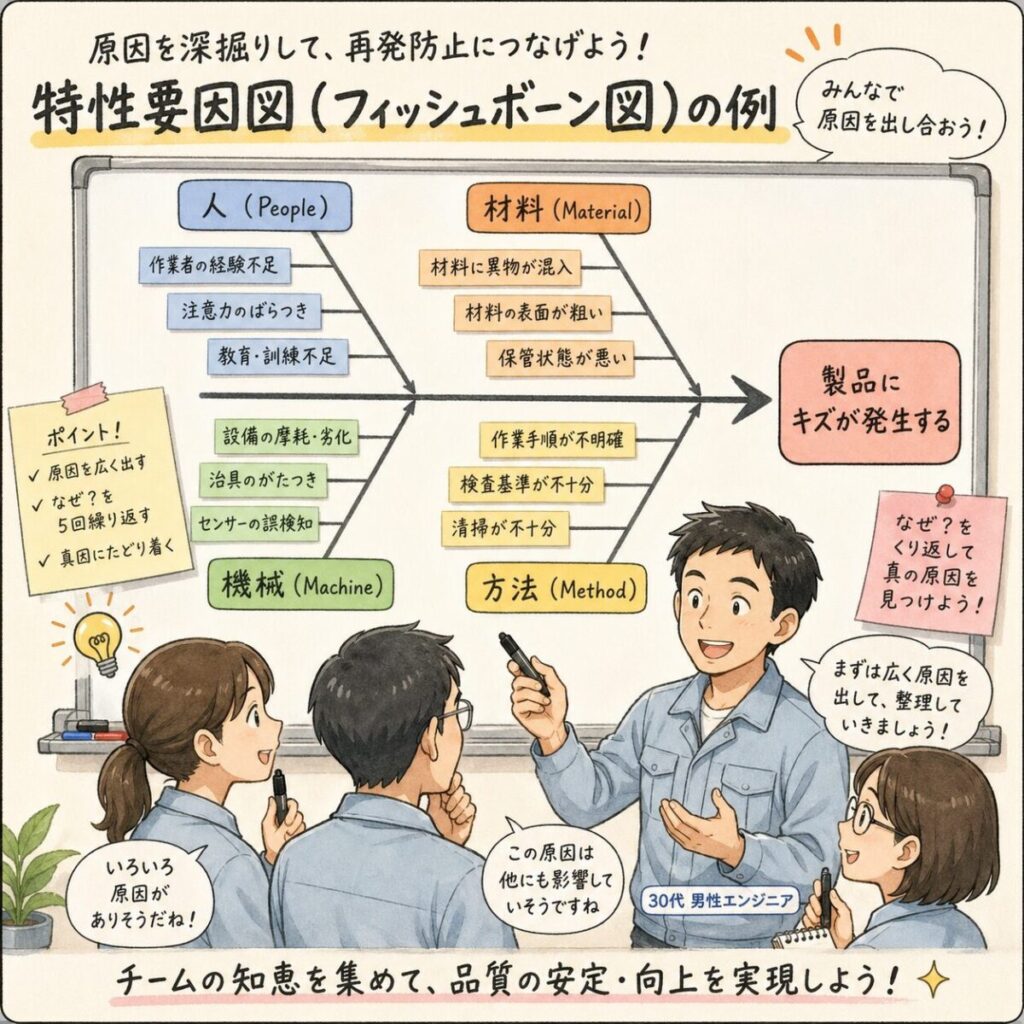
手法② 特性要因図|4Mで原因候補を広く洗い出す
まだ真因は決めません。まずは漏れなく出す段階です
重点不良が決まったら、次は「なぜ起きた可能性があるか」を広く出します。
ここでいきなり「作業者の確認不足」と決めつけると失敗します。まずはMan・Machine・Material・Methodで要因候補を洗い出してください。
たとえば寸法不良なら、人の測定ミスだけでなく、設備摩耗、材料硬度のばらつき、加工条件変更、治具ズレなど、複数の枝を出す必要があります。
Man
教育不足、交代要員、手順飛ばし
Machine
摩耗、ガタ、メンテ後ズレ、治具不良
Material
ロット差、仕入先差、硬度差、異物
Method
条件変更、手順改訂、検査方法変更
この段階では「どれが真因か」はまだ決めません。大事なのは、思い込みで枝を切らないことです。
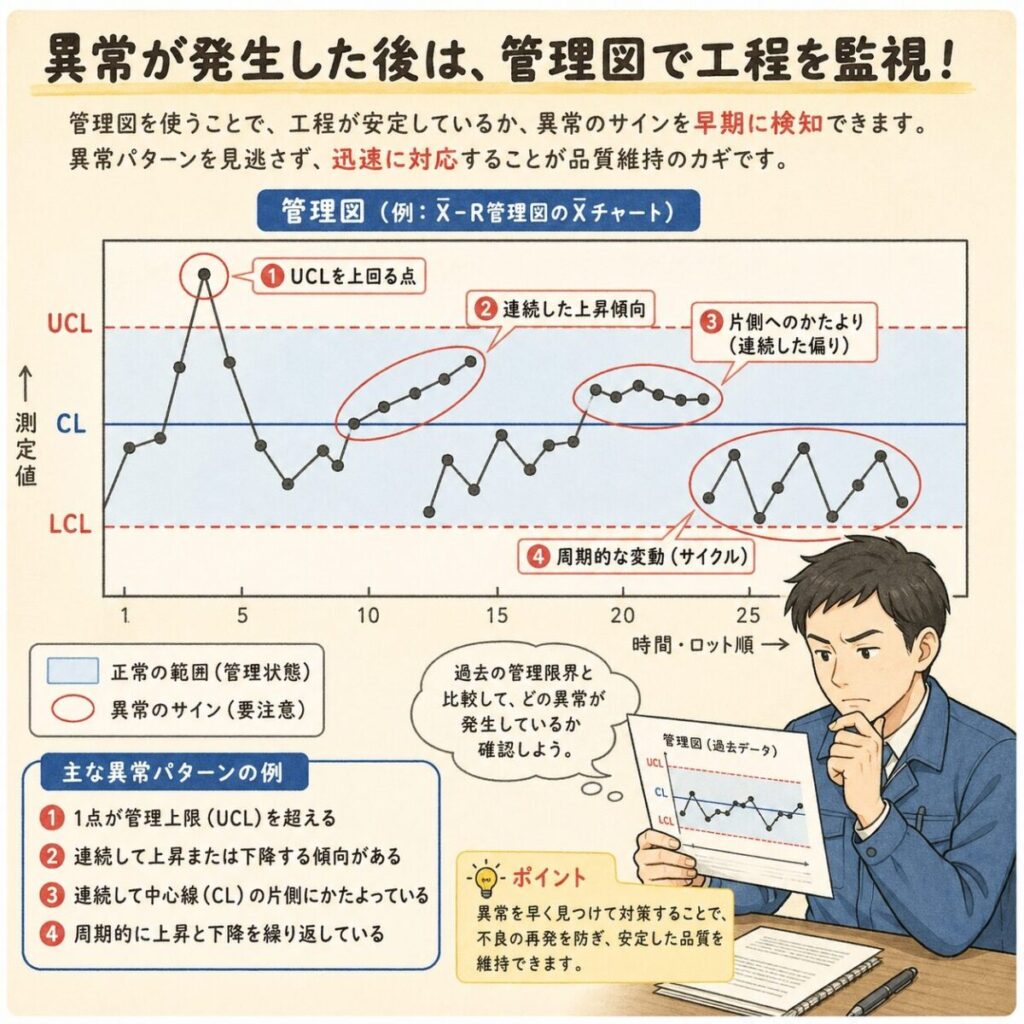
手法③ 管理図|「そもそも工程が荒れていないか」を確認する
不良が出たとき、かなりの確率で見落とされるのが管理図です。
でも実務ではここが重要です。なぜなら、工程が不安定なまま能力や原因を語っても意味がないからです。
まずは管理図で、特別原因が入っていないかを確認してください。点が管理限界を超えていないか、片側連続やトレンドが出ていないか、設備メンテ後・材料ロット切替後・シフト変更後に乱れていないかを見ます。
管理図で安定確認 → 安定していれば工程能力を見る → 安定していなければ特別原因を先に除去
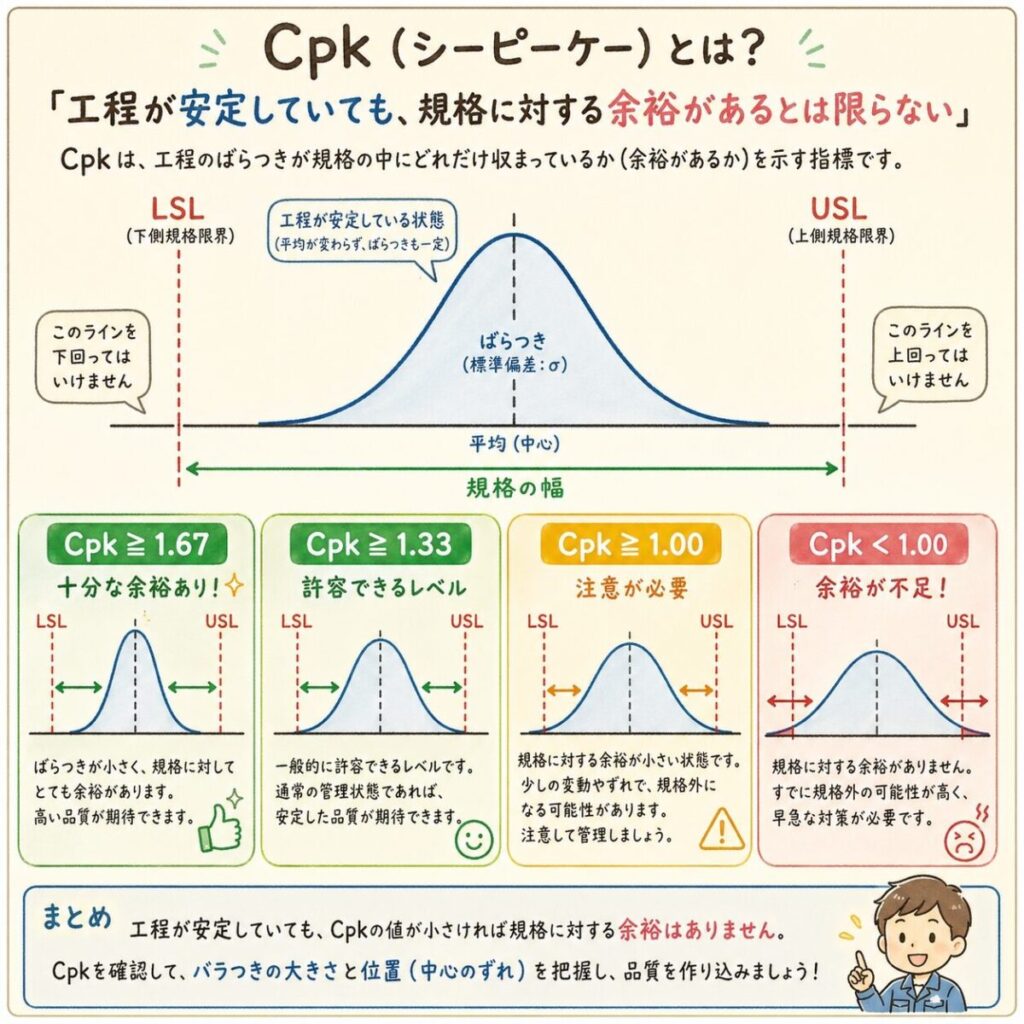
手法④ 工程能力指数|安定してから「規格を満たす実力」を見る
管理図で工程が安定していると確認できたら、次は工程能力指数です。
ここで見るのは、「この工程は規格を安定して満たせるか」です。つまり管理図が“安定性”、Cpkが“実力”です。
たとえば不良率が高くても、原因が特別原因なのか、工程そのものの実力不足なのかで打ち手は変わります。Cpkが1.00未満なら工程改善が急務ですし、1.33以上ならまずは特殊原因や流し方を疑うべきです。
| Cpkの目安 | 読み方 |
|---|---|
| 1.67以上 | かなり余裕あり。維持管理中心 |
| 1.33以上 | 一般的な合格ライン |
| 1.00以上 | 要注意。工程改善を検討 |
| 1.00未満 | 能力不足。緊急対応レベル |
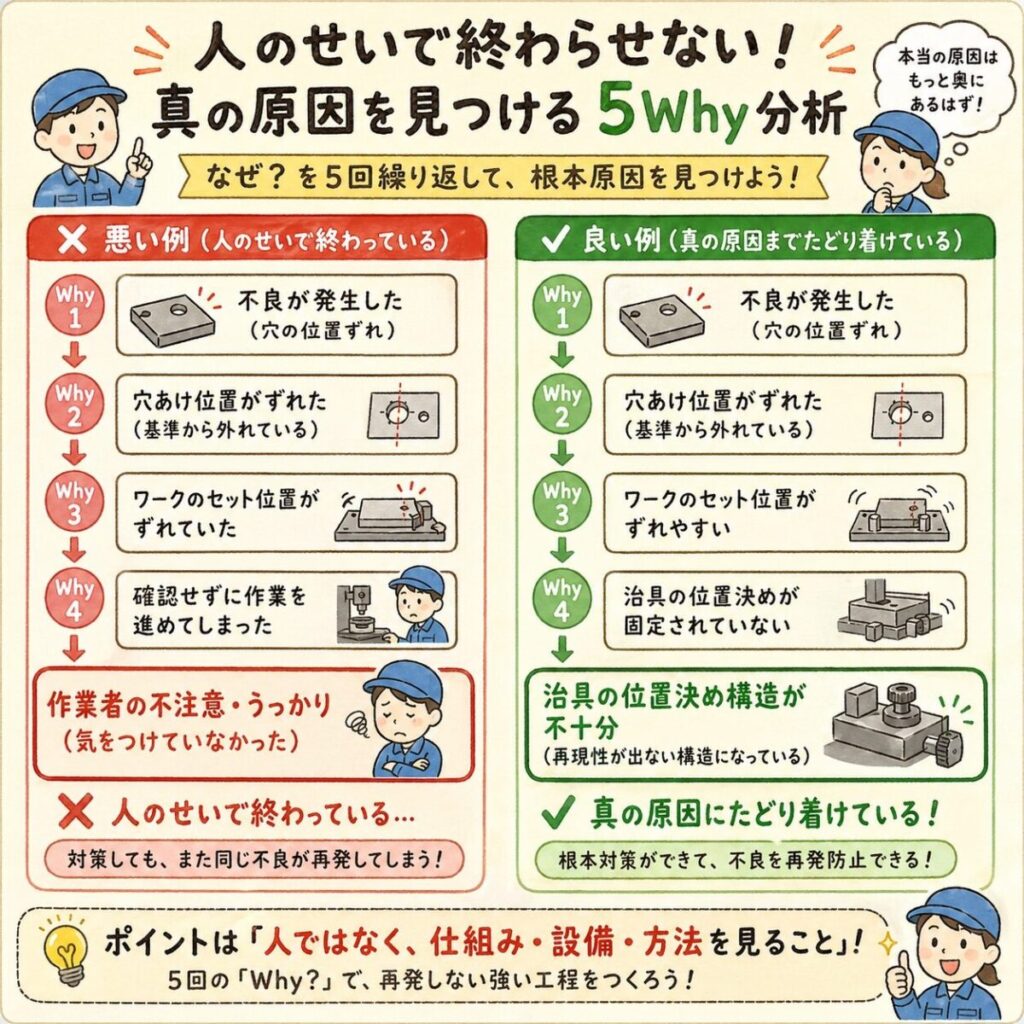
手法⑤ なぜなぜ分析|「人のせい」で止めずに真因を掘る
ここで初めて、なぜなぜ分析の出番です。
パレート図で重点不良を決め、特性要因図で候補を広げ、管理図やCpkで工程状態を見た後なら、かなり精度高く真因に近づけます。
逆に、この前段を飛ばしてなぜなぜ分析から始めると、「確認不足だった」「教育が足りなかった」で終わりがちです。これでは再発します。
悪い例
なぜ? → 作業者がミスした → 注意する
良い例
なぜ? → 向き違いでも入る治具構造 → ポカヨケなし
真因は「人の注意力」ではなく、「そのミスが起きても不良になってしまう仕組み」の側にあります。そこまで降りてください。
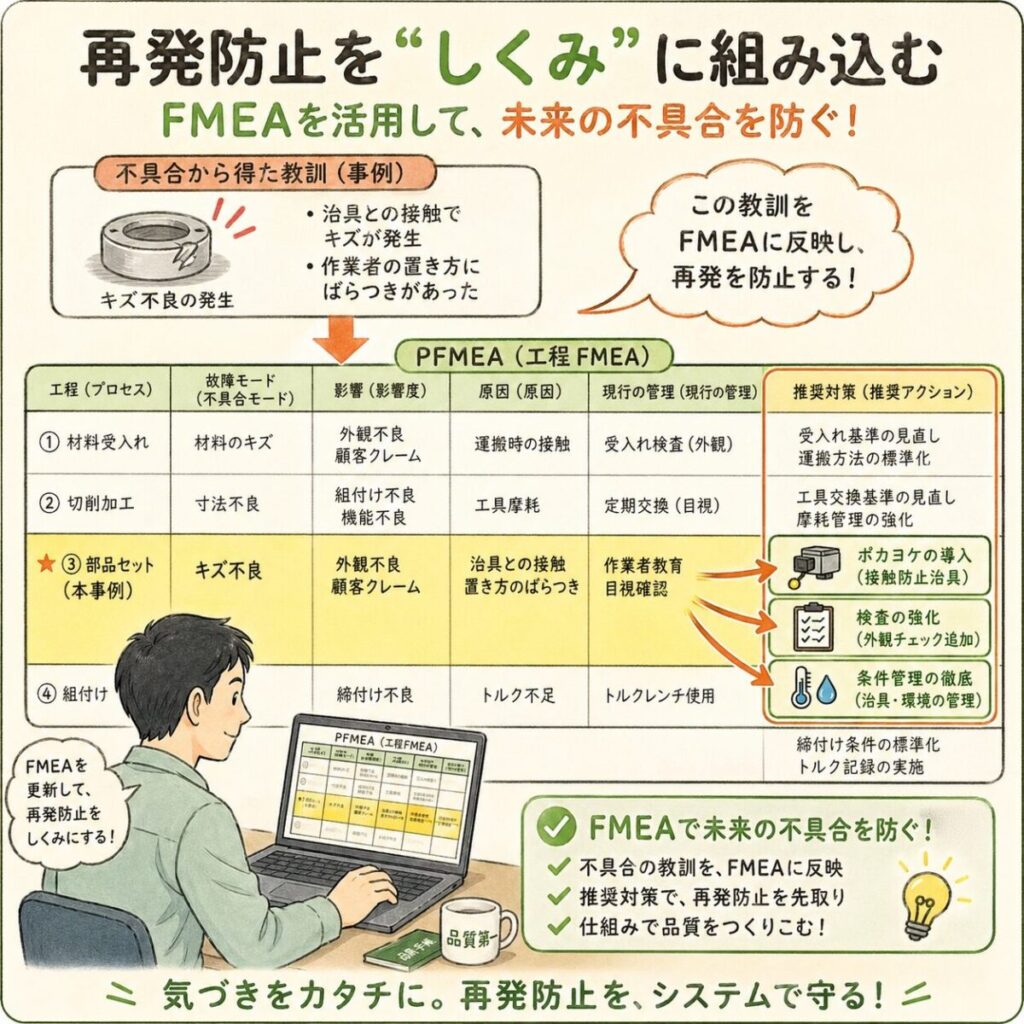
手法⑥ FMEA|今回の学びを「次の不良防止」に変える
不良分析でありがちなのが、「原因はわかった。でも仕組みには残っていない」という状態です。
そこで使うのがFMEAです。今回つかんだ故障モード、原因、対策をFMEAへ戻すことで、再発防止を文書と仕組みに変えます。
たとえば締め忘れが真因なら、「教育実施」で終わらせず、ポカヨケ導入、トルク監視、標準書更新、点検表追加まで反映します。これで次回、同じリスクを見落としにくくなります。
| 今回の分析結果 | FMEAへ反映する内容 |
|---|---|
| 故障モード | 何が起きるかを明文化 |
| 原因 | 4M観点で整理 |
| 現行管理 | 今の検出・予防が十分か確認 |
| 推奨処置 | ポカヨケ、標準改訂、条件固定など |
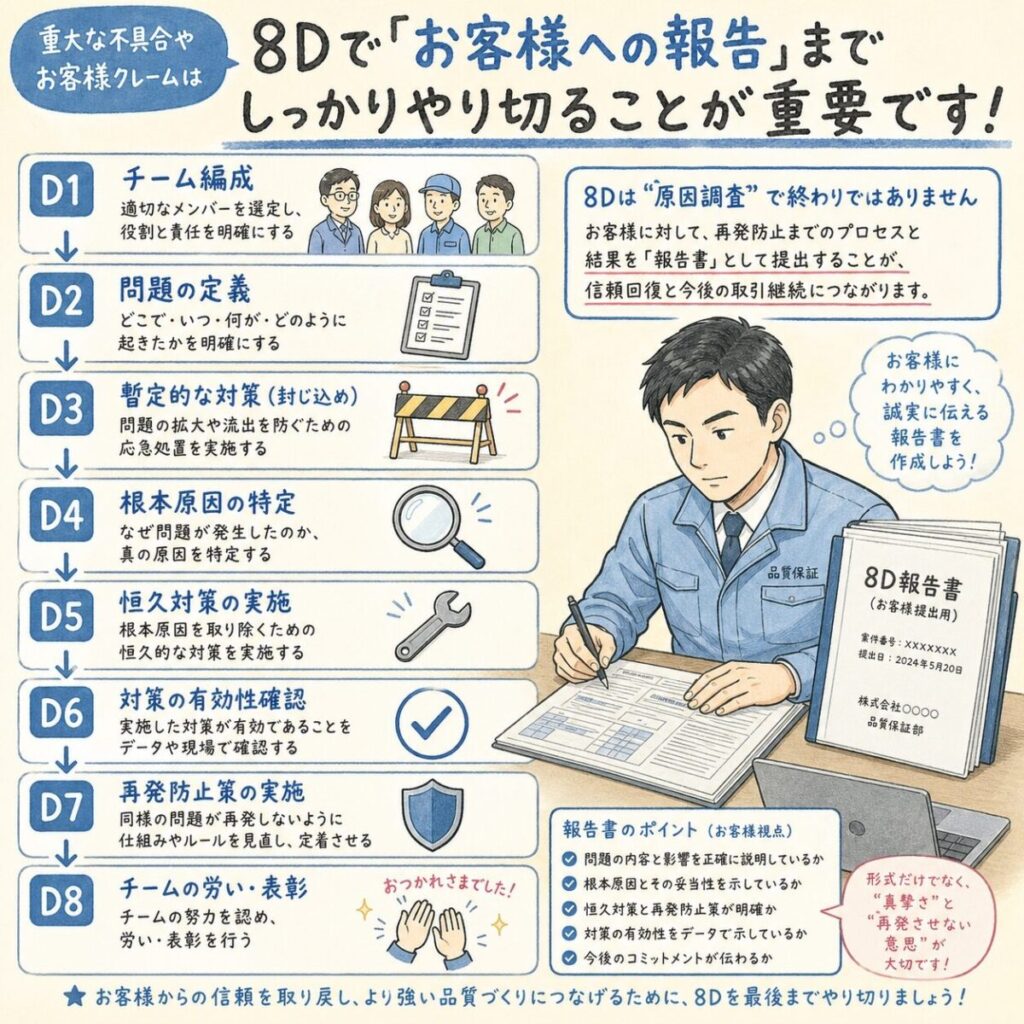
手法⑦ 8D報告書|客先クレームや重大案件ならここまでつなげる
工程内不良が社内だけで止まるなら、ここまでの6手法でも十分なことがあります。
ただし、客先へ流出した、複数部門にまたがる、再発すると重大、という案件なら8D報告書まで必要です。
8Dは、問題定義・応急処置・真因特定・恒久対策・再発防止を、チームで体系的に進める枠組みです。つまり、ここまで説明した各手法を1本の報告ストーリーにまとめる器だと考えるとわかりやすいです。
D3 応急処置
選別、出荷停止、封じ込め
D4〜D5
真因特定、恒久対策、仕組み化
D7 再発防止
FMEA更新、標準改訂、横展開
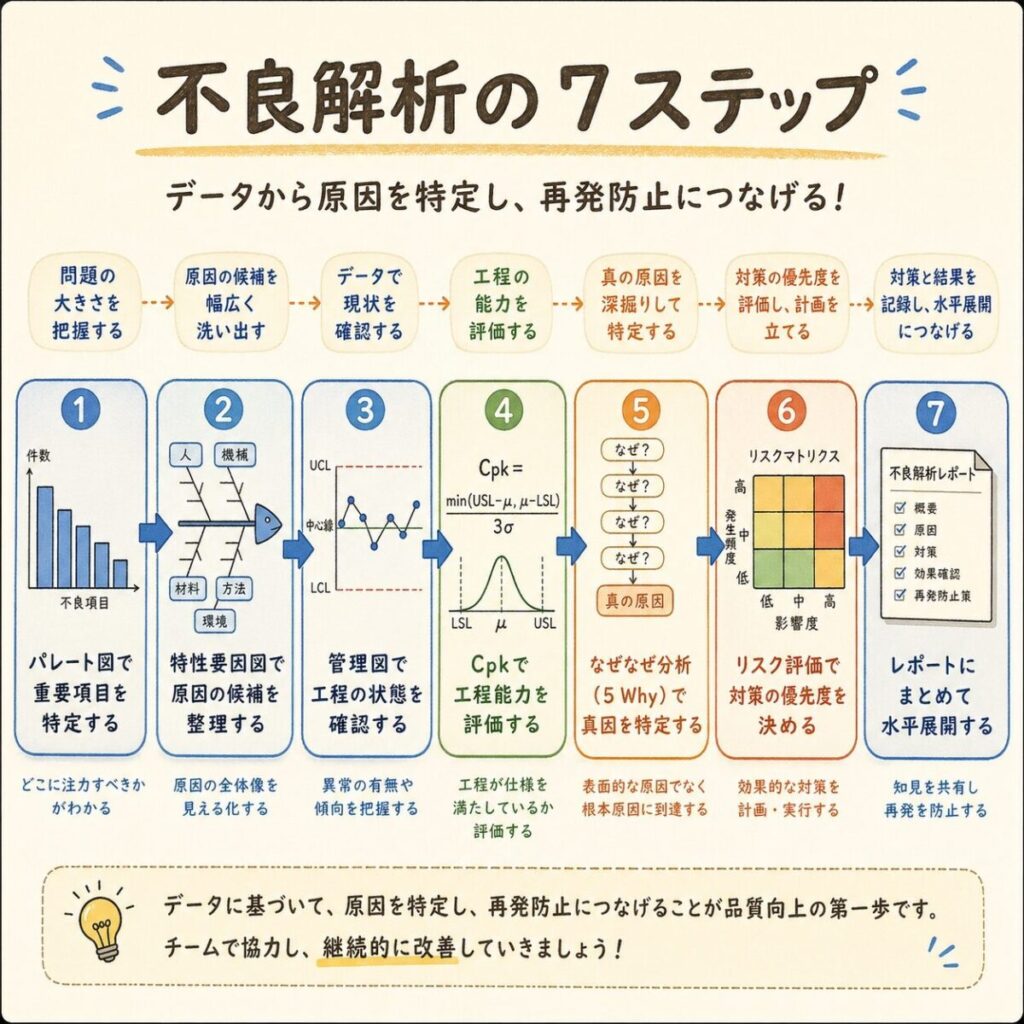
実務フロー|工程内不良が出たらこう動けば迷いません
不良件数・損失を集計し、パレート図で重点不良を決める
特性要因図で4Mの原因候補を洗い出す
管理図で特別原因がないか確認する
安定していればCpkで工程能力を確認する
なぜなぜ分析で真因を特定する
FMEA・標準書・点検表に対策を反映する
客先案件なら8D報告書へまとめて再発防止を完了する
この順番を覚えておけば、会議で「次に何する?」と聞かれても迷いません。品質管理の会話が一気に整理されます。
よくある失敗|不良分析が空回りする3パターン
いきなりなぜなぜ分析
重点不良が決まっていないので、結論が散る
管理図を見ない
工程が不安定なままCpkや改善案を語ってしまう
対策を仕組みにしない
FMEAや標準へ戻さず、同じ不良がまた出る
不良分析は、原因当てゲームではありません。
「何が多いか」「工程は安定か」「能力は足りるか」「真因は何か」「仕組みに反映したか」。この順で見れば、分析の質はかなり上がります。
逆に言うと、この順番を飛ばすほど、対策は弱くなります。
まとめ|工程内不良分析は「道具の数」ではなく「使う順番」で決まります
最後にまとめます。
工程内不良が出たときは、まずパレート図で重点化し、特性要因図で原因候補を広げ、管理図で安定性を見て、工程能力指数で実力を測り、その後になぜなぜ分析で真因を掘ります。
そして、対策はFMEAや標準へ戻し、必要なら8D報告書で客先対応までつなげます。
つまり、不良分析の本質は「どの道具を知っているか」ではありません。どの順番で使えば、再発防止まで最短でつながるかを理解しているかです。
📚 次に読むべき記事
「管理図で安定確認してからCpkへ」の意味がより深くわかります。
分析結果をどう再発防止へ変えるかが理解できます。
客先案件に発展したとき、分析結果をどう報告にまとめるか整理できます。