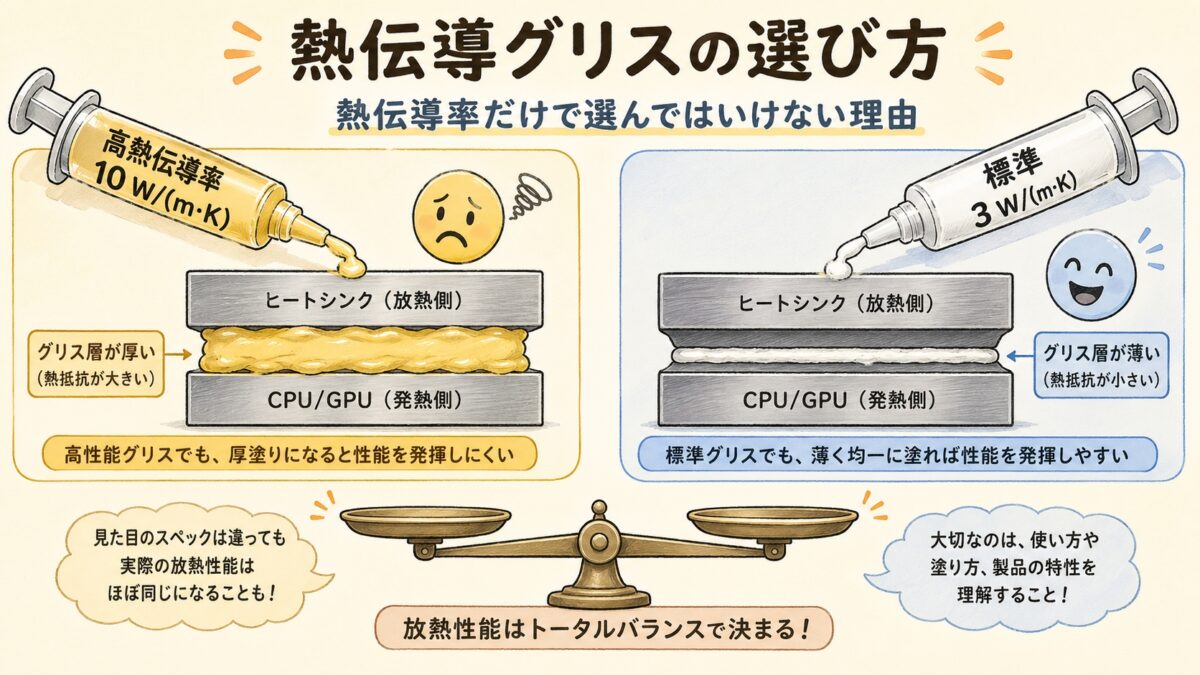
「通販サイトで熱伝導グリスを探したら、熱伝導率10W/(m·K)の高性能品と3W/(m·K)の標準品があった。値段は5倍違うけど、熱伝導率が高いほうを選べば間違いないよね?」
こんな選び方をしていませんか?実は、熱伝導率だけで選ぶと、量産で痛い目を見ます。
高性能グリスには「粘度が高くて塗布が難しい」「ポンプアウトで2年後に性能が落ちる」「導電性で絶縁箇所に使えない」など、カタログの熱伝導率だけでは見えない落とし穴があります。試作では冷えていたのに、量産品が客先で熱暴走——これは熱伝導グリスの選定ミスでよく起きる事故です。
- 熱伝導率が高いグリスを選んだのに、実機で温度が下がらなかった
- 「ポンプアウト」と言われても、何のことか分からない
- シリコーン系・非シリコーン系の使い分けが分からない
- 試作と量産でグリスを変えたら、温度が上がってしまった
- 熱伝導率「だけ」で選んではいけない4つの理由
- 粘度・塗布量・ポンプアウト・絶縁性の判断基準
- シリコーン系/非シリコーン系の使い分け
- 用途別のおすすめグリスタイプ
結論を先に言います。熱伝導グリスは「熱伝導率・粘度・経年劣化・絶縁性」の4軸で選ぶべきです。この記事では、各軸の意味と判断基準を実務に直結する形で解説します。
熱伝導グリスの基本構造|「ベースオイル+フィラー」
まずは熱伝導グリスが何でできているかを理解しましょう。グリスはおおまかに「ベースオイル」+「熱伝導フィラー」の2つの要素で構成されています。
ベースオイル
役割:フィラーをまとめる「のり」
- シリコーンオイル(一般的)
- 合成炭化水素油(非シリコーン系)
- 柔らかさ・耐熱性を決める
熱伝導フィラー
役割:熱を伝える「粒」
- 酸化アルミ(Al₂O₃):標準
- 窒化ホウ素(BN):高性能・絶縁
- 銀粒子・銅粒子:超高性能・導電性
高性能グリス=「フィラーをたくさん詰めたグリス」
熱伝導率が高いグリスは、簡単に言うと「フィラーをぎっしり詰め込んだグリス」です。フィラー比率が高いほど熱は伝わりやすくなりますが、その代わり粘度が高くなって硬くなるというトレードオフが発生します。
「熱伝導率が高い=硬くて塗りにくい」「熱伝導率が低い=柔らかくて塗りやすい」という関係があります。塗布のしやすさと冷却性能のバランスを取るのが、グリス選定の本質です。


熱伝導率だけで選んではいけない4つの理由
「熱伝導率10 W/(m·K)のグリスのほうが、3 W/(m·K)のグリスより3倍冷える」——これは大きな誤解です。実際の熱抵抗は、熱伝導率だけでは決まりません。
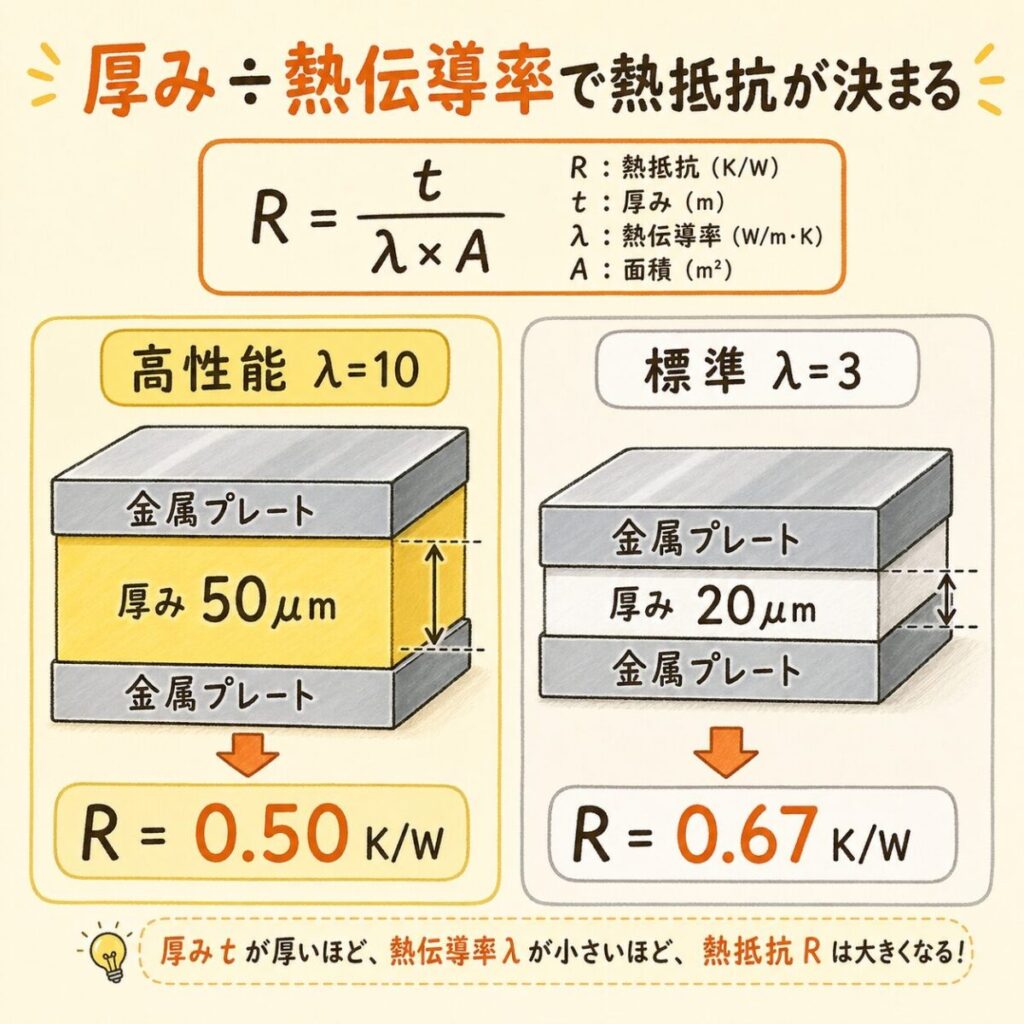
理由①:実際の熱抵抗は「厚み÷熱伝導率」で決まる
熱抵抗 R = 厚み t ÷(熱伝導率 λ × 面積 A)
高性能グリス(10 W/(m·K))は粘度が高く、塗布厚が50μmになりがちです。一方、標準グリス(3 W/(m·K))は柔らかく、20μmに薄く塗れます。同じ面積1cm²で計算してみましょう。
| グリス | 熱伝導率 | 塗布厚 | 熱抵抗(1cm²) |
|---|---|---|---|
| 高性能 | 10 W/(m·K) | 50μm | 0.50 K/W |
| 標準 | 3 W/(m·K) | 20μm | 0.67 K/W |
熱伝導率は3倍以上違うのに、実際の熱抵抗は1.3倍程度しか違いません。「厚く塗らなければならない高性能グリス」より、「薄く塗れる標準グリス」のほうが性能差が小さいのです。
理由②:粘度が高すぎると「塗布のバラつき」が出る
高粘度グリスは、量産工程でシリンジから均一に吐出するのが難しいです。作業者によって塗布量がバラつくと、ロット内での温度バラつきも大きくなります。
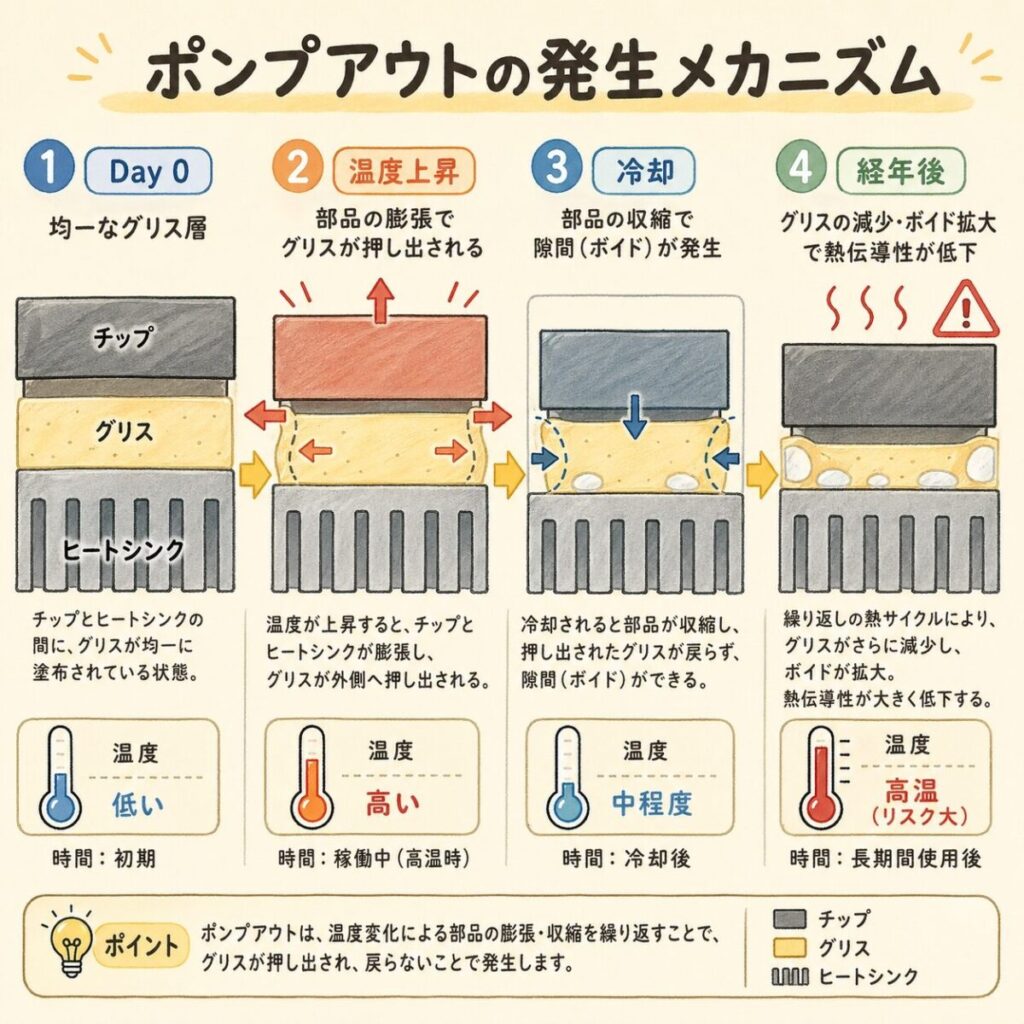
理由③:ポンプアウトで経年劣化する
ポンプアウトとは、温度サイクル(加熱・冷却の繰り返し)によってグリスが部品の隙間から少しずつ滲み出てくる現象です。フィラー比率の高い高性能グリスほど、ポンプアウトが起きやすい傾向があります。
理由④:絶縁性が必要な場面で使えない
銀粒子・銅粒子を含む超高性能グリスは導電性を持ちます。パワー半導体のケース電位が露出している場合、グリスのはみ出しがショート事故に直結します。
通販サイトで「PCオーバークロック向け最強グリス」のような商品が銀ベースの高熱伝導品として売られていますが、パワエレの量産品ではほぼ使われません。導電性・ポンプアウト・コスト・量産塗布性の問題で、現実解は「酸化アルミベースの中粘度グリス」になることが圧倒的に多いです。
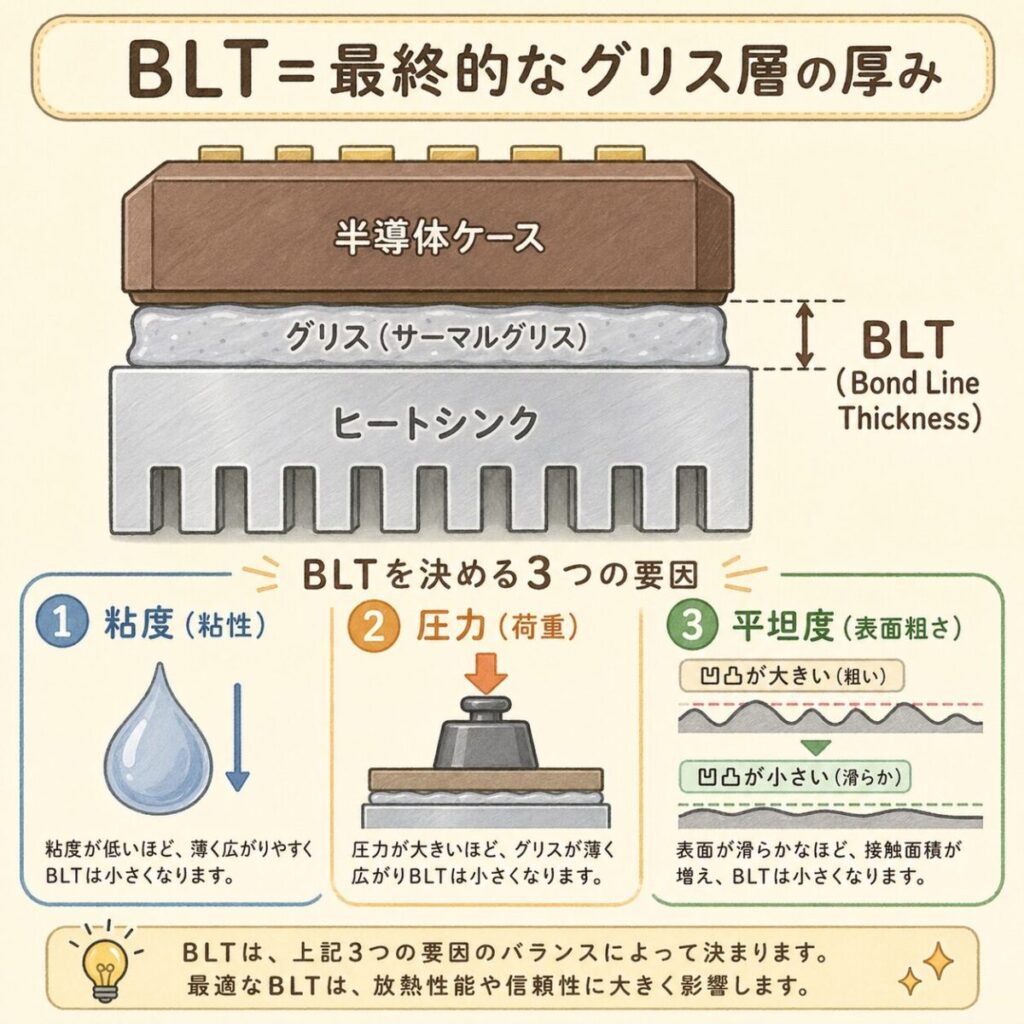
粘度と塗布量|「BLT」という重要指標
熱設計の世界にはBLT(Bond Line Thickness)という重要な指標があります。日本語では「接着層厚み」。グリスを塗って締め付けた後、最終的に部品とヒートシンクの間に残るグリス層の厚みのことです。
BLTを決める3つの要素
グリスの粘度:高いほど厚く残る
締め付け圧力:高いほど薄くなる
面の平面度・平滑度:粗いほど厚く残る
粘度の目安と用途
| 粘度レベル | 塗布性 | 典型的なBLT | 向く用途 |
|---|---|---|---|
| 低粘度(柔らかい) | ◎ | 10〜30μm | 小型部品・量産 |
| 中粘度(標準) | ◯ | 30〜80μm | 汎用 |
| 高粘度(硬い) | △ | 80〜200μm | 大型モジュール・ポンプアウト対策 |
「グリスを薄く塗る」のは正解ですが、高粘度グリスは物理的に薄くできません。粘度が高いと締め付けても流れ出さず、結局BLTが厚くなります。「塗布厚を薄くしたいなら、低〜中粘度を選ぶ」が原則です。
ポンプアウトとは|2年後に温度が上がる「時限爆弾」
ポンプアウトは、熱設計で最も見落とされがちな信頼性問題です。試作・初期評価では問題なく、市場に出てから1〜3年後にじわじわと温度が上がっていく——典型的な「時限爆弾」型の不具合です。
なぜポンプアウトが起きるのか
パワー半導体は動作中に発熱と冷却を繰り返します。このとき、部品とヒートシンクの熱膨張係数の違いから、両者の隙間がわずかに広がったり狭まったりします。
部品が発熱して、ケースとヒートシンクが膨張する
膨張率の違いから、グリス層が「圧縮ー膨張」の動きを受ける
繰り返しの応力でグリスが少しずつ外側に押し出される
グリス層に空隙が生まれ、熱抵抗が増える → 温度上昇
ポンプアウトを起こしやすいグリスの特徴
起こしやすい
- 低粘度すぎる
- フィラー比率が低すぎる
- シリコーンオイル分が多い
- 温度サイクル幅が大きい用途
起こしにくい
- 中〜高粘度
- フィラー比率が高い
- 「ポンプアウト対策品」の表記あり
- 相変化材料(PCM)も有効
車載やパワコン向けの高信頼性グリスは、必ず「ポンプアウト試験データ」がメーカーから提示されます。-40〜125℃の温度サイクルを1,000サイクル以上行い、熱抵抗の上昇率が規定値以下であることを確認した品種を選びます。「カタログの熱伝導率」だけ見て選ぶと、量産後にトラブルになります。
シリコーン系と非シリコーン系|どう使い分けるか
熱伝導グリスはベースオイルによってシリコーン系と非シリコーン系に分かれます。それぞれ得意分野が異なります。
シリコーン系
長所
- 耐熱性が高い(〜200℃)
- 長期安定性が良い
- 種類が豊富で選択肢が多い
- 安価
短所
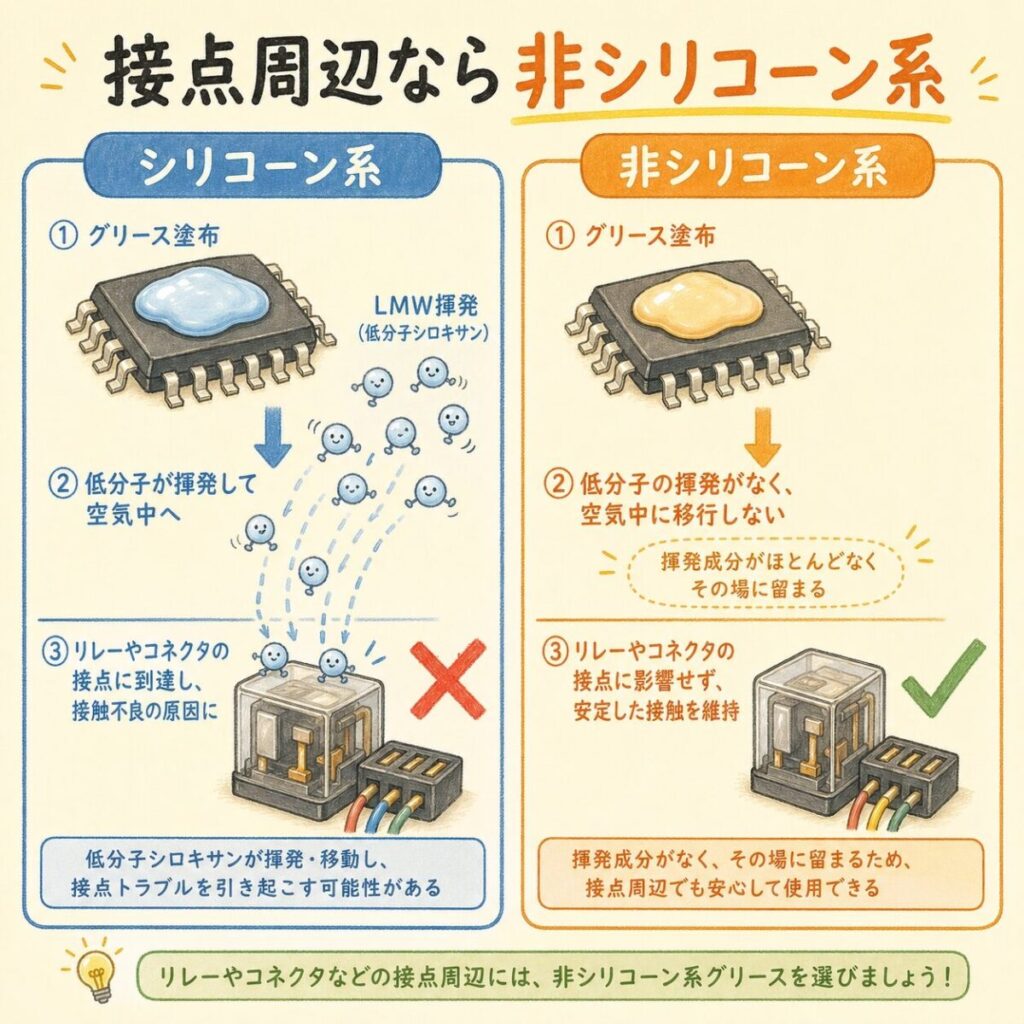
- シリコーン揮発物(LMW)が出る
- 接点不良の原因になることも
非シリコーン系
長所
- シリコーン揮発物が出ない
- リレー・コネクタ周辺で安心
- クリーンルーム向け
短所
- 耐熱性がやや劣る(〜150℃)
- 高価
- 種類が少ない
シリコーン揮発物(LMW)の問題とは
シリコーンオイルからは、ごく微量ですが低分子シロキサン(LMW:Low Molecular Weight Siloxane)が揮発します。これが機器内部で電気接点(リレー、コネクタ、スイッチ)に付着すると、放電時にシリカ(SiO₂)に変化して絶縁物の被膜を作り、接点不良を引き起こします。
パワエレ機器でリレーや機械式コネクタが内部にある場合、非シリコーン系グリスまたは低LMWタイプのシリコーン系を選ぶのが安全策です。車載・産業機器・通信機器ではこの問題が重要視されます。
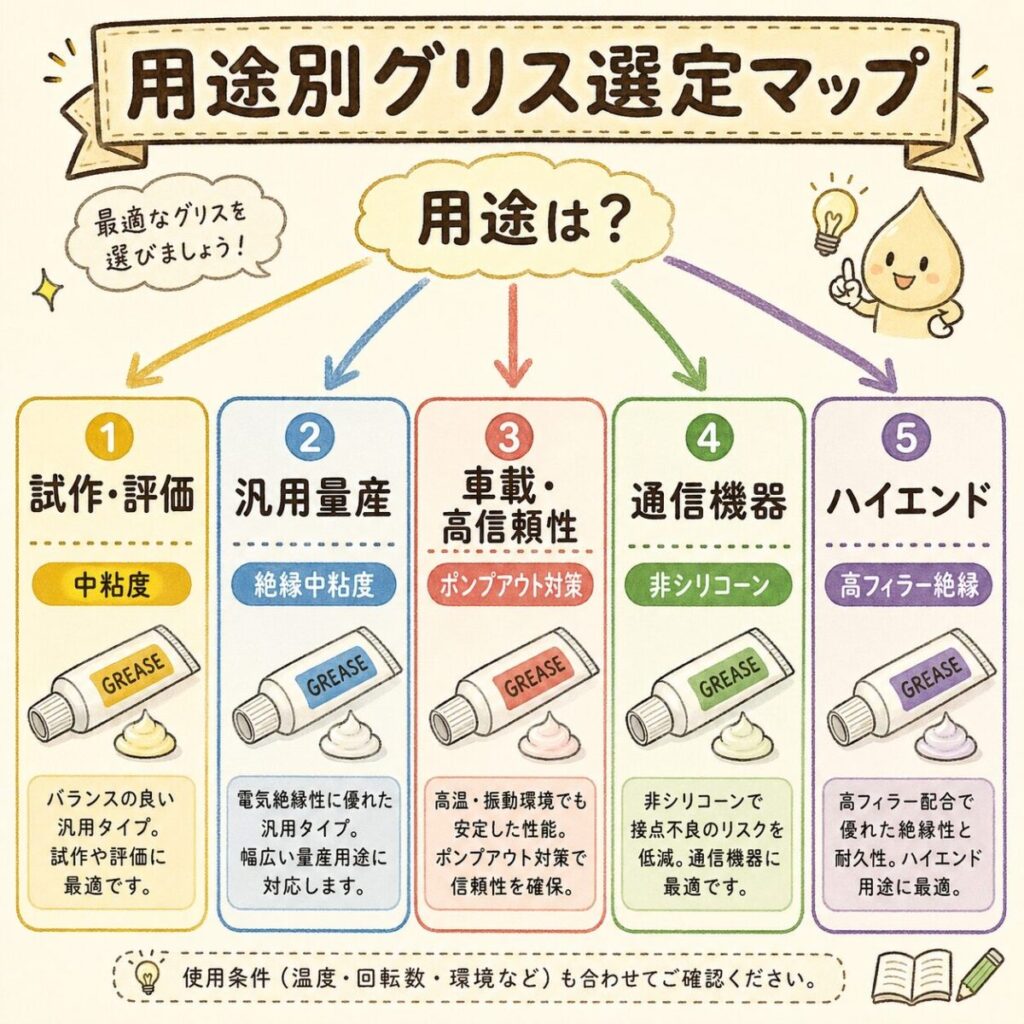
用途別|熱伝導グリスの選び方フローチャート
ここまでの内容を踏まえて、用途別の選定指針をまとめます。
用途別の推奨タイプ
| 用途 | 推奨タイプ | 熱伝導率の目安 |
|---|---|---|
| 試作・評価用 | シリコーン系・中粘度・標準フィラー | 3〜5 W/(m·K) |
| 汎用量産品 | シリコーン系・中粘度・絶縁性 | 3〜6 W/(m·K) |
| 車載・高信頼性 | ポンプアウト対策品・低LMW | 5〜8 W/(m·K) |
| 通信機器・接点周辺 | 非シリコーン系 | 2〜5 W/(m·K) |
| ハイエンド・大型モジュール | 高粘度・高フィラー絶縁グリス | 8〜12 W/(m·K) |
選定の実践フロー
必要熱抵抗を計算する
熱回路全体から、TIM部分に許容できる熱抵抗を算出
絶縁が必要か確認する
必要なら絶縁性グリス(酸化アルミ・窒化ホウ素ベース)を選ぶ
使用環境を確認する
高温・温度サイクル・接点近接など、信頼性要件で粘度・タイプを絞る
量産塗布性を確認する
シリンジ吐出・自動塗布が可能か、メーカーに作業性データを要求
実機で温度測定して検証
初期性能と、温度サイクル後の性能変化を必ず確認
の高性能品と3W/(m·K)の標準品があった。値段は5倍違うけど、熱伝導率が高いほうを選べば間違いないよね?」 こんな選び方をしていませ){kind=link}
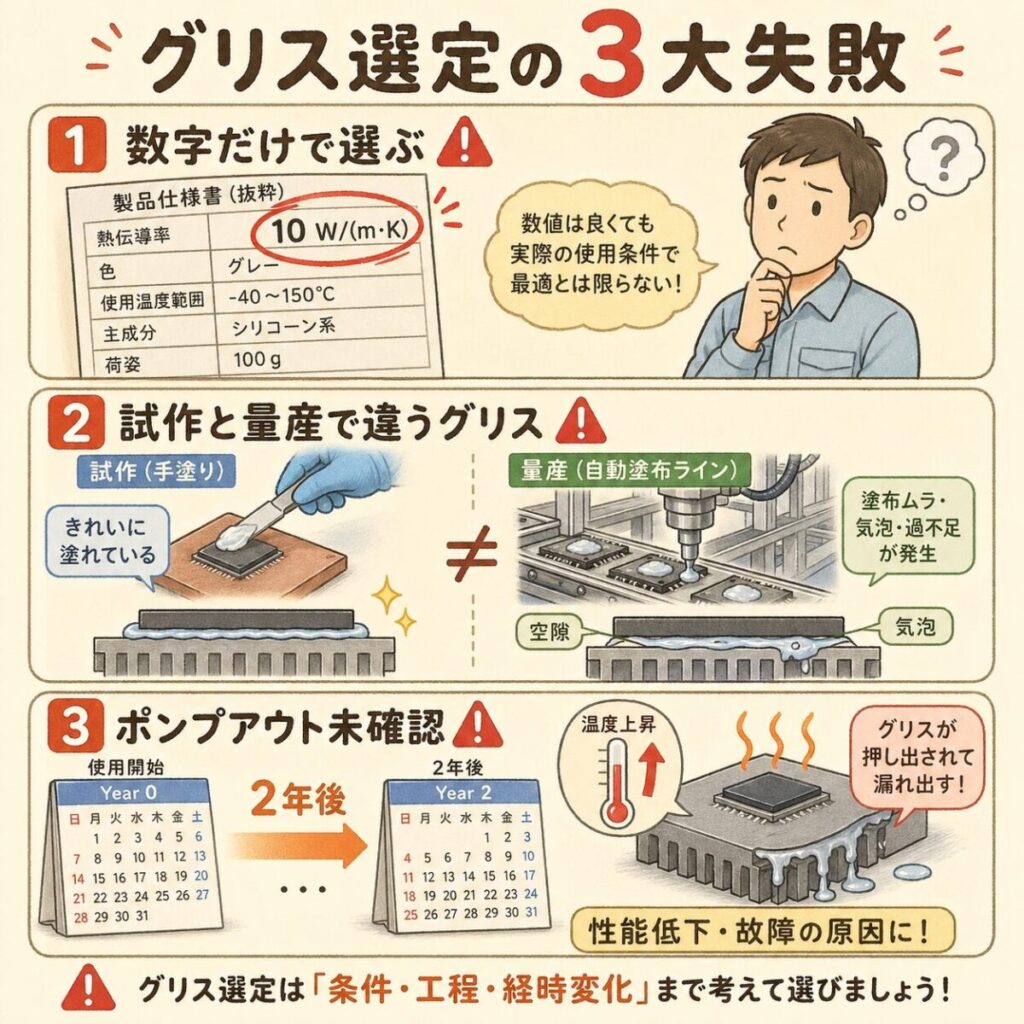
熱伝導グリス選定でやりがちな失敗3選
失敗①:熱伝導率の数字だけで選ぶ
「10 W/(m·K)」と書かれているグリスを見つけて、それだけで採用してしまう。実際は塗布厚との兼ね合いで、3 W/(m·K)のグリスと大して変わらない場合が多いです。「熱抵抗 = 厚み ÷ 熱伝導率」で評価してください。
失敗②:試作と量産で違うグリスを使う
試作では手作業でじっくり塗ったグリスが、量産では自動塗布機で短時間に処理されます。同じグリスでも塗布工程が違えば、BLTもバラつきも変わります。試作段階から量産で使うグリスと塗布方法で評価するのが鉄則です。
失敗③:ポンプアウト試験データを確認しない
試作・初期評価では問題なく動作しても、温度サイクル後にグリスが滲み出して空隙ができ、温度が上昇する事例が多発しています。メーカーに必ず温度サイクル試験データを要求してください。市場品質クレームの予防につながります。
熱伝導グリスは見た目も使い方も似ていますが、量産での挙動は品種によって全く異なります。「サンプル取り寄せ → 試作 → 温度サイクル試験 → 量産塗布性確認」を最低限の評価フローにしてください。コストカットで安価なグリスに変更すると、市場で発火事故につながった事例もあります。
まとめ|グリスは「4つの軸」で総合評価する
- 熱伝導グリスは「ベースオイル+熱伝導フィラー」の構造
- 実際の熱抵抗は「厚み÷熱伝導率」で決まる
- 高熱伝導率グリスは粘度が高く、結果的にBLTが厚くなる
- ポンプアウトは温度サイクルで起きる経年劣化の最大要因
- 絶縁が必要な場所では導電性グリスを避ける
- 接点周辺ではシリコーン揮発物(LMW)の影響を考慮
- 選定軸は「熱伝導率・粘度・経年劣化・絶縁性」の4つ
熱伝導グリスは「とりあえず一番熱伝導率が高いものを買う」では失敗します。用途と環境に応じて、4つの軸で総合評価するのが本物の熱設計です。次回以降の記事では、サーマルシートや絶縁シートの選び方を取り上げます。
📚 次に読むべき記事
TIMの基本概念をおさらいしたい方はこちら
グリスで対策する接触熱抵抗の物理的なメカニズムを深掘り
グリスの熱抵抗が熱回路のどこに位置するか理解する
熱抵抗の基礎概念を再確認したい人向け