
- データシートに「Rth(j-c) = 0.5℃/W」と書いてあるが、「j-c」って何のこと?
- Rth(j-c)とRth(j-a)、似たような記号が並んでいて混乱する
- 「サーマルグリスで熱抵抗が変わる」と聞いたが、どの熱抵抗が変わるのか不明
- 熱トラブルが起きたとき、「部品メーカー」と「組立工程」のどちらの責任なのか判断できない
- Rth(j-c)・Rth(c-s)・Rth(s-a)の3つが「どこからどこまでの熱抵抗か」を直感で理解
- 各熱抵抗が「誰の責任範囲」なのか(部品メーカー/組立工程/放熱設計)が明確になる
- データシートの熱抵抗の値を、実務で正しく読み解けるようになる
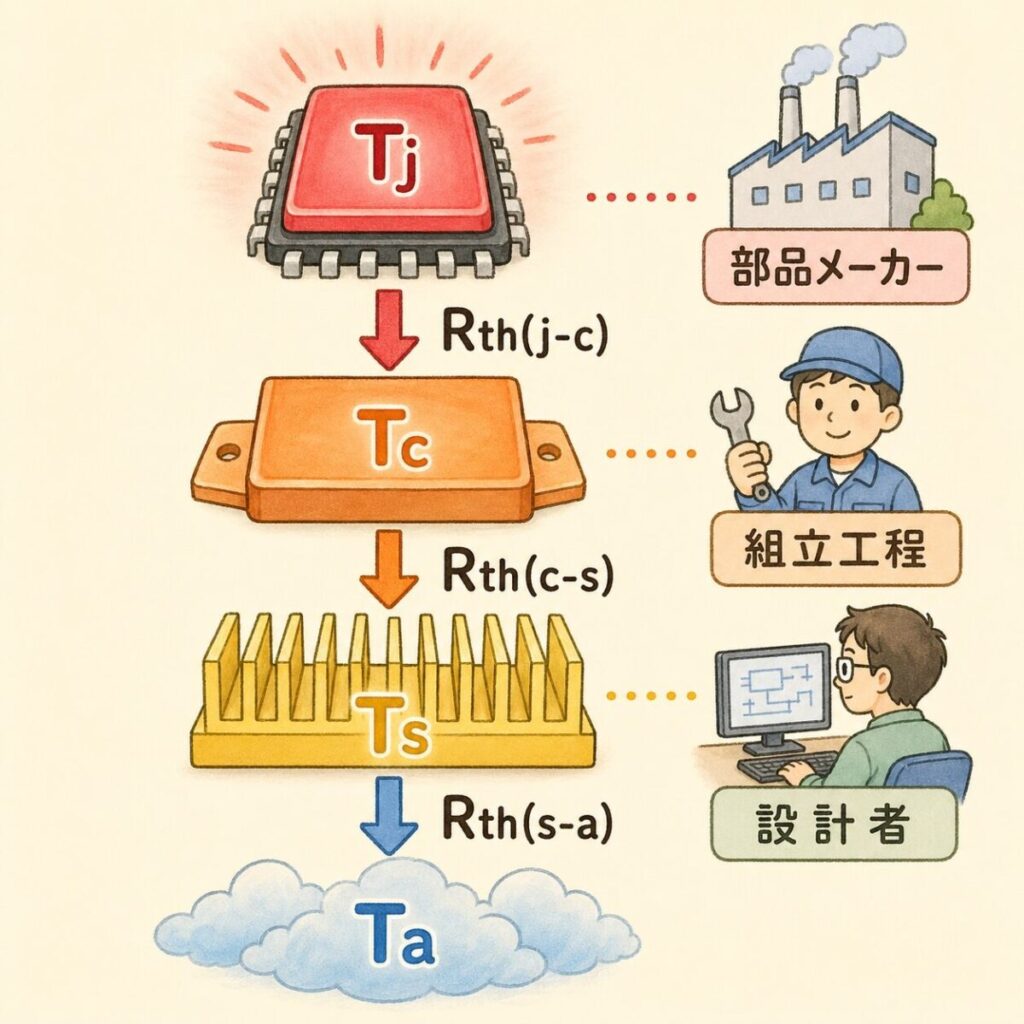
前回の記事で、熱回路モデルが「Tj→Tc→Ts→Taの直列回路」として表せることを学びました。3つの熱抵抗が直列に並ぶ構造です。しかし、この3つの熱抵抗——Rth(j-c)、Rth(c-s)、Rth(s-a)——は、それぞれ性質も、決まり方も、責任の所在も全く違います。
この記事を読み終えると、客先監査で「ここの熱抵抗は誰が保証しているんですか?」と聞かれても、堂々と答えられるようになります。結論を先に言います。Rth(j-c)は部品メーカーの責任、Rth(c-s)は組立工程の責任、Rth(s-a)は放熱設計の責任です。
3つの熱抵抗の全体像|どこからどこまでなのか
まず、3つの熱抵抗が「半導体のどの区間を担当しているか」を明確にしましょう。熱はチップ(Tj)から空気(Ta)へ流れていきますが、その途中には3つの「区間」があります。
| 記号 | 担当区間 | 主な決定要因 |
|---|---|---|
| Rth(j-c) | チップ → ケース | パッケージ構造(部品メーカーが決める) |
| Rth(c-s) | ケース → ヒートシンク | サーマルグリス・締結トルク(組立工程で決まる) |
| Rth(s-a) | ヒートシンク → 空気 | ヒートシンク形状・風量(放熱設計で決まる) |
「-」の前後の文字に注目してください。「j-c」はj(ジャンクション)からc(ケース)まで、「c-s」はc(ケース)からs(ヒートシンク)まで、「s-a」はs(ヒートシンク)からa(空気)まで。記号がそのまま区間を表しています。

Rth(j-c)|チップ〜ケース間の熱抵抗
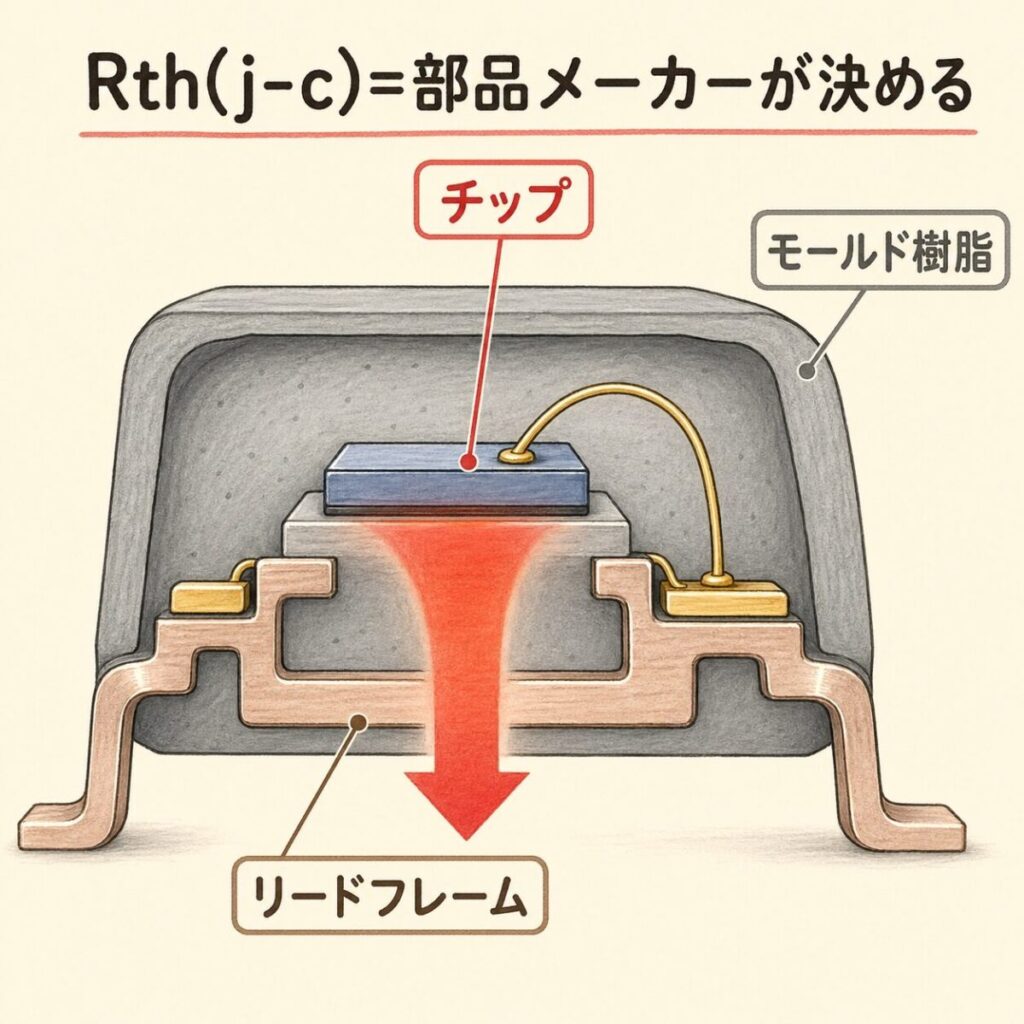
Rth(j-c)はジャンクション(チップ)からケース(パッケージ表面)までの熱抵抗です。半導体チップで発生した熱が、パッケージの裏側まで伝わる過程の「流れにくさ」を表します。
何で決まるのか
Rth(j-c)はパッケージの構造そのもので決まります。チップサイズ、ボンディングワイヤ、リードフレーム(あるいは銅板)、モールド樹脂——これらの熱を伝える経路が、Rth(j-c)の値を決定します。
| パッケージ | 用途 | Rth(j-c)の目安 |
|---|---|---|
| TO-247 | 大電力・産業機器 | 0.3〜0.6 ℃/W |
| TO-220 | 中電力・汎用 | 1〜2 ℃/W |
| DPAK / D2PAK | 表面実装・小型機器 | 2〜5 ℃/W |
| SOT-23 | 小信号・低電力 | 200〜400 ℃/W |
誰の責任か
Rth(j-c)は部品メーカー(半導体メーカー)の責任範囲です。パッケージを開けて中身を変えることは、ユーザー側ではできません。データシートに記載された値を信頼して使うしかなく、変更したければ「もっと熱抵抗の小さいパッケージの部品を選ぶ」しかありません。
「TO-220で熱が苦しい」と感じたら、TO-247への変更を検討するのが定石です。同じシリコンチップでも、パッケージを変えるだけでRth(j-c)が半分以下になることがあります。
Rth(c-s)|ケース〜ヒートシンク間の熱抵抗
Rth(c-s)はケース(パッケージ表面)からヒートシンクまでの熱抵抗です。3つの熱抵抗の中で最も「人為的なミス」が出やすく、熱トラブルの最大の原因になりやすい場所です。
なぜ熱抵抗が発生するのか
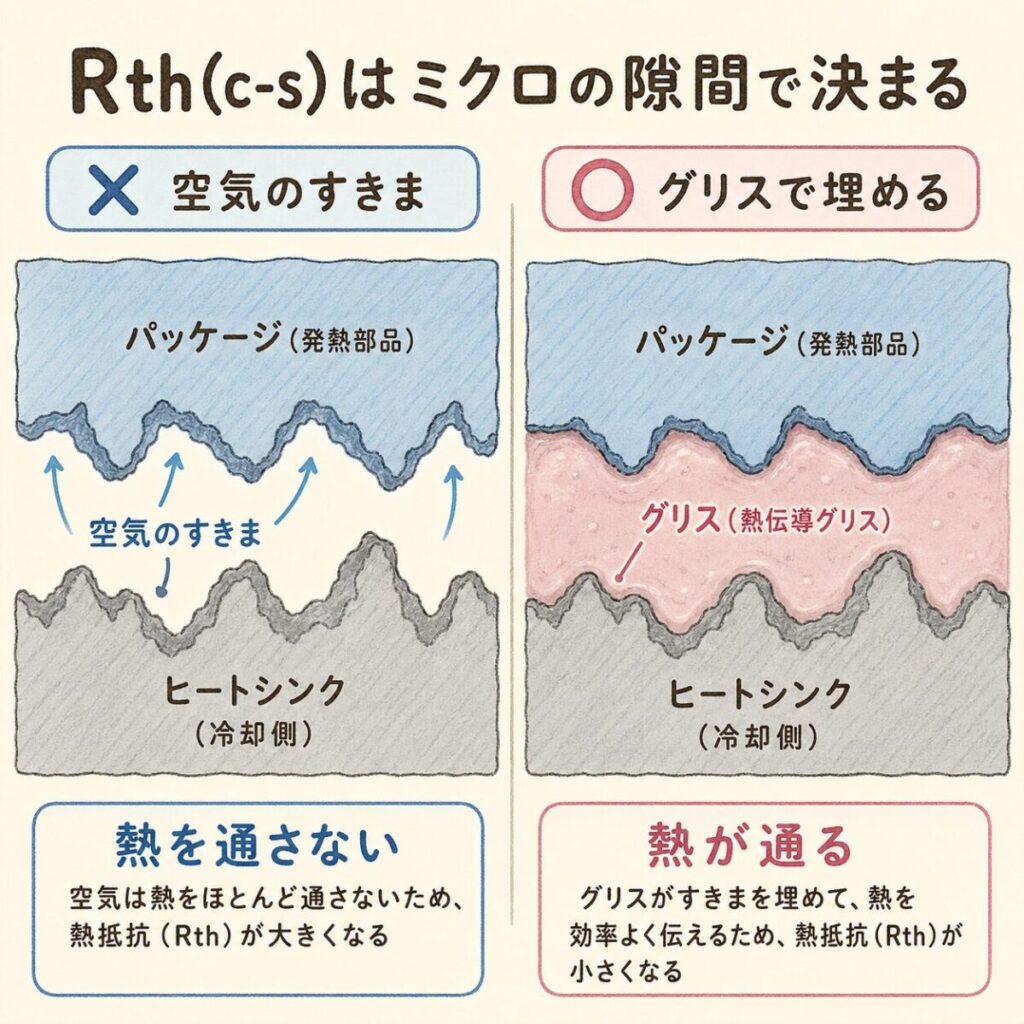
パッケージの裏面とヒートシンクの表面は、見た目は平らに見えてもミクロのレベルでは凸凹しています。そのまま重ねただけでは、実際に接触している面積はわずかしかなく、間に空気の層ができてしまいます。空気は熱を通しにくい絶縁体なので、ここで熱の流れが止まってしまうのです。
Rth(c-s)を決める要素
サーマルインターフェース材(TIM)
サーマルグリス、サーマルシート、サーマルパッドなど。空気の層を埋めて、熱の流れを良くします。種類によってRth(c-s)が大きく変わります。
締結トルク
ネジを強く締めるほど接触圧が上がり、熱抵抗が下がります。ただし締めすぎはパッケージの破損につながります。
接触面の平坦度・清浄度
ヒートシンクに傷や汚れがあると、熱抵抗が増加します。組立前のクリーニングも重要な工程です。
誰の責任か
Rth(c-s)は組立工程(製造ライン)の責任範囲です。同じ部品・同じヒートシンクを使っても、「グリスの塗り方」「ネジの締めつけトルク」が違うだけで熱抵抗が2倍以上変わることもあります。品質保証の観点では、ここを管理しないと熱トラブルは防げません。
市場で発生する熱トラブルの多くは、Rth(j-c)やRth(s-a)ではなくRth(c-s)の管理不足が原因です。「グリスの塗り忘れ」「トルク管理なし」「TIMシートの貼り損じ」——これらは作業標準書とポカヨケで防ぐべき項目です。
Rth(s-a)|ヒートシンク〜空気間の熱抵抗
Rth(s-a)はヒートシンクから周囲の空気までの熱抵抗です。3つの熱抵抗の中で最も大きな値になることが多く、ここで失敗すると一気に熱設計が破綻します。
Rth(s-a)を決める要素
ヒートシンクの形状
- 表面積(フィンの数・高さ)
- 材質(アルミ・銅)
- 体積
空気の流れ
- 自然空冷(風なし)
- 強制空冷(ファン付き)
- 水冷(液体冷却)
| 冷却方式 | Rth(s-a)の傾向 |
|---|---|
| 小型ヒートシンク(自然空冷) | 5〜20 ℃/W |
| 大型ヒートシンク(自然空冷) | 1〜5 ℃/W |
| ファン付き(強制空冷) | 0.3〜1 ℃/W |
| 水冷 | 0.05〜0.3 ℃/W |
誰の責任か
Rth(s-a)は放熱設計(電気設計/機構設計)の責任範囲です。「どんなヒートシンクを選ぶか」「ファンを付けるか」「どこに配置するか」——これらは設計段階で決まります。

3つの熱抵抗の「責任範囲」を整理する
熱トラブルが発生したとき、最も重要なのは「どの熱抵抗が原因か」を切り分けることです。原因区間が特定できれば、対策する部署も自ずと決まります。
責任:部品メーカー
対策:より熱抵抗の小さいパッケージ品への変更/放熱性能の高い半導体(SiC・GaNなど)の採用
責任:組立工程(製造ライン)
対策:サーマルグリスの塗布量管理/締結トルクの管理/TIM材の選定見直し/作業標準書の改訂
責任:放熱設計(電気設計・機構設計)
対策:ヒートシンクの大型化/ファンの追加/配置の見直し/吸排気の経路改善
「Tjが定格を超えた」という熱不良が出たとき、設計部門は「組立のグリス管理が悪い」と言い、製造部門は「設計のヒートシンクが足りない」と言う。これは責任のなすり合いではなく、3つの熱抵抗のうちどこが原因か特定できていないから起こります。

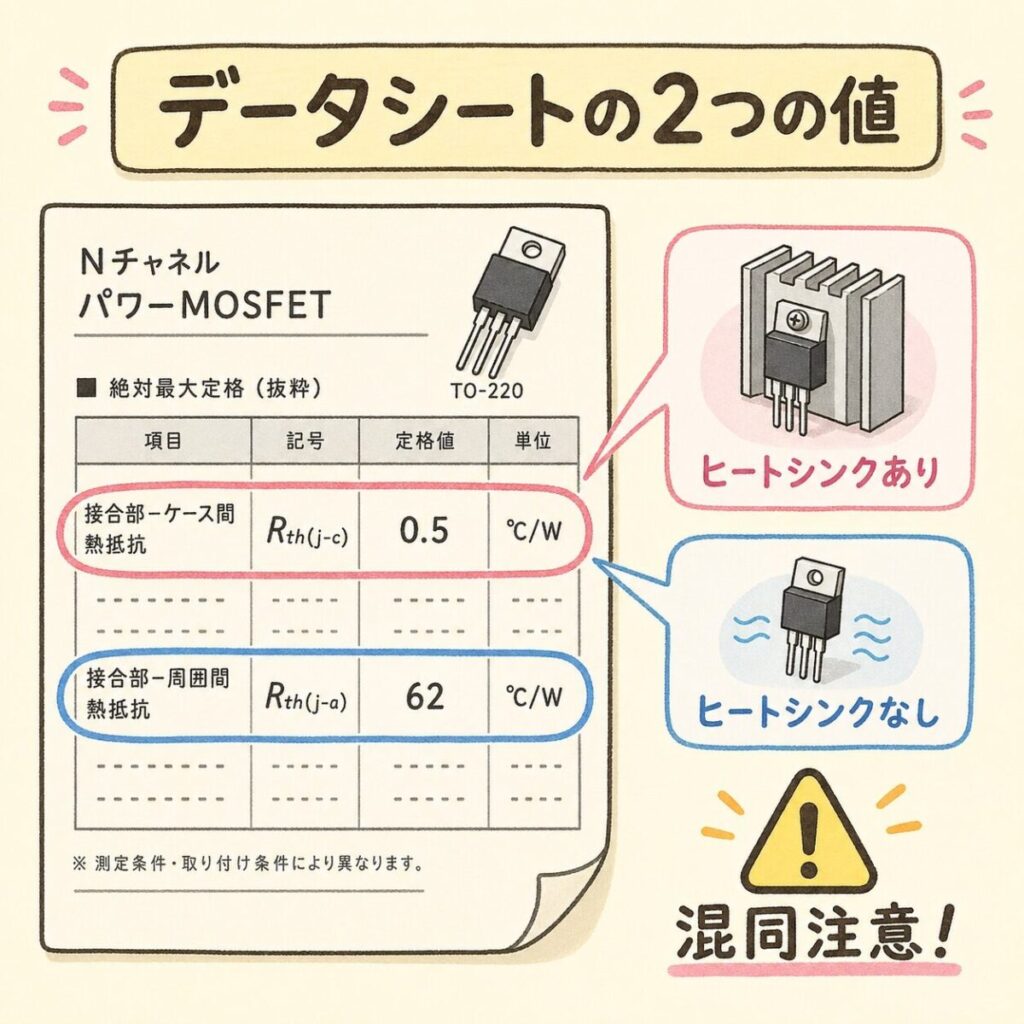
データシートでの熱抵抗の見方|2つの値に注意
半導体のデータシートには、通常2つの熱抵抗が記載されています。混同しないよう、しっかり区別しましょう。
| 記号 | 意味 | 使い方 |
|---|---|---|
| Rth(j-c) | チップ〜ケースの熱抵抗 | ヒートシンク使用時。Rth(c-s)とRth(s-a)を別途加算する |
| Rth(j-a) | チップ〜空気の熱抵抗 | ヒートシンクなし(基板のみ)。これ単体でTjを計算可能 |
「Rth(j-a) = 62℃/W」と書いてあるのを見て、ヒートシンクを付けたのにそのまま使ってしまうケース。Rth(j-a)はヒートシンクなしを前提とした参考値であり、ヒートシンクを付けたときは使えません。ヒートシンクを使うなら、必ずRth(j-c)+Rth(c-s)+Rth(s-a)で計算してください。
Rth(c-s)はデータシートに載っていない
忘れがちですが、Rth(c-s)は半導体のデータシートには載っていません。なぜなら、これは「使う側」が決める値だからです。サーマルグリスのデータシート、サーマルシートのデータシート、あるいは過去の社内データから値を引っ張ってきます。
| TIM材 | Rth(c-s)の目安(TO-220換算) |
|---|---|
| 何も塗らない(空気の層あり) | 1.0〜2.0 ℃/W |
| サーマルグリス | 0.3〜0.5 ℃/W |
| サーマルシート | 0.5〜1.0 ℃/W |
| グラファイトシート(高性能TIM) | 0.1〜0.3 ℃/W |
 = 0.5℃/W」と書いてあるが、「j-c」って何のこと? Rth(j-c)とRth(j-a)、似たような記号が並んで){kind=link}
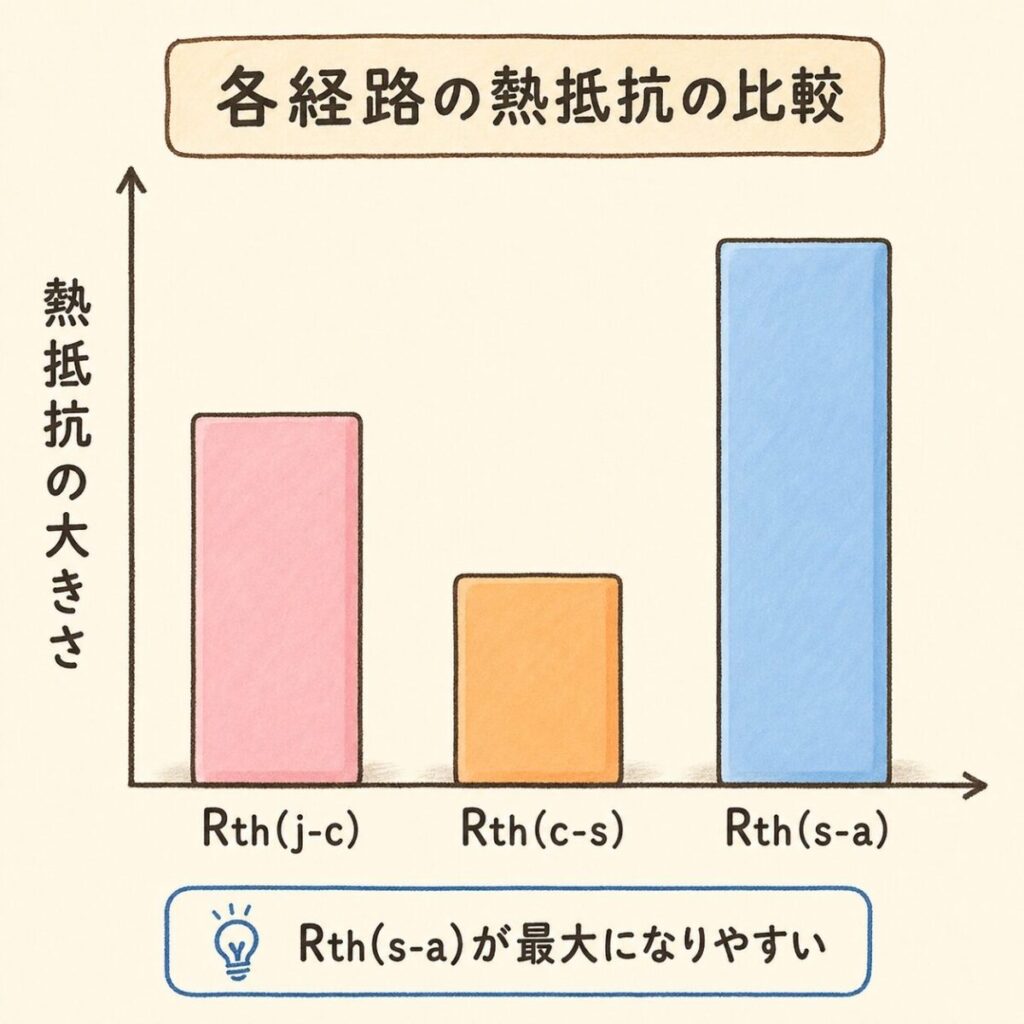
3つの熱抵抗の「大きさ」を比べてみる
3つの熱抵抗は、それぞれ「どれくらいの値になるか」が違います。一般的な大電力MOSFETを例に、典型的な大小関係を見てみましょう。
部品メーカー
組立工程
放熱設計
※ 数値はTO-247パッケージ+サーマルグリス+自然空冷ヒートシンクの一例 [℃/W]
多くの場合、Rth(s-a)が最も大きい値になります。つまり、熱設計を改善したいなら「ヒートシンクを大きくする」「ファンを付ける」が最も効果的。逆にRth(j-c)を下げるのは部品変更が必要で、コストとリスクが高くなります。
3つの熱抵抗でよくある3つの誤解
誤解① Rth(j-c)は固定値ではない
データシートのRth(j-c)は「定常状態」での値であり、瞬時の発熱には対応していません。短時間の大電流(パルス)に対しては、過渡熱抵抗(Zth)という別の指標を使う必要があります。データシートには通常、Zthのグラフも掲載されています。
誤解② グリスは「多く塗るほど良い」は間違い
サーマルグリスは厚く塗るほど熱抵抗が大きくなります。グリス自体の熱伝導率は金属よりずっと低いので、ミクロの隙間を埋める必要最小限の量が最適です。「ベットリ塗る」のは逆効果。薄く均一に塗るのが正解です。
誤解③ Rth(s-a)は「ヒートシンクのカタログ値」だけで決まらない
ヒートシンクのデータシートに「Rth = 1.5℃/W」と書いてあっても、それは「理想的な配置・風量」での値です。実際の機器内では、周囲の部品で空気の流れが妨げられたり、吸気が温まっていたりして、想定通りの性能が出ません。実機での温度測定が不可欠です。
熱設計は計算だけでは終わりません。必ず実機で熱電対などを使って各部の温度を測定し、計算値と一致するかを検証してください。設計者がここを省略すると、市場で熱不良が頻発します。

まとめ|3つの熱抵抗を「責任範囲」で覚える
- Rth(j-c):チップ→ケース。部品メーカーの責任。データシート値を使う
- Rth(c-s):ケース→ヒートシンク。組立工程の責任。グリス・トルクで決まる
- Rth(s-a):ヒートシンク→空気。放熱設計の責任。ヒートシンク・冷却方式で決まる
- データシートのRth(j-a)はヒートシンクなし用。ヒートシンク使用時は3つを足し算する
- 多くの場合Rth(s-a)が最大。熱対策の費用対効果が最も高い
3つの熱抵抗を「責任範囲」で整理して覚えると、設計レビューや客先監査でもスムーズに会話できるようになります。次回からは「Rth(c-s)が大きいので、グリスの塗布工程を見直しましょう」のように、具体的な原因と対策をセットで提案できるはずです。
📚 次に読むべき記事
3つの熱抵抗を直列接続して、ジャンクション温度Tjを計算する全体像を解説。本記事の前提となる基礎記事です。
そもそも熱抵抗とは何か?を電気回路のアナロジーで理解する基礎記事。
Rth(s-a)を下げるには冷却方式の選定が鍵。3つの冷却方式の特徴と使い分けを解説。
熱抵抗と並んで重要なのが「発熱量P」の見積もり。導通損失とスイッチング損失の計算方法を解説。
Tjの最大定格ギリギリで設計してはいけない理由と、安全マージンの考え方を解説。