
「TO-247パッケージのMOSFETを設計に組み込んだら、先輩から"これ、放熱タブにドレイン電位が出てるよ。絶縁しないとヒートシンクが帯電する"と指摘された。絶縁って、どうやるの?」
こんな経験、ありませんか?
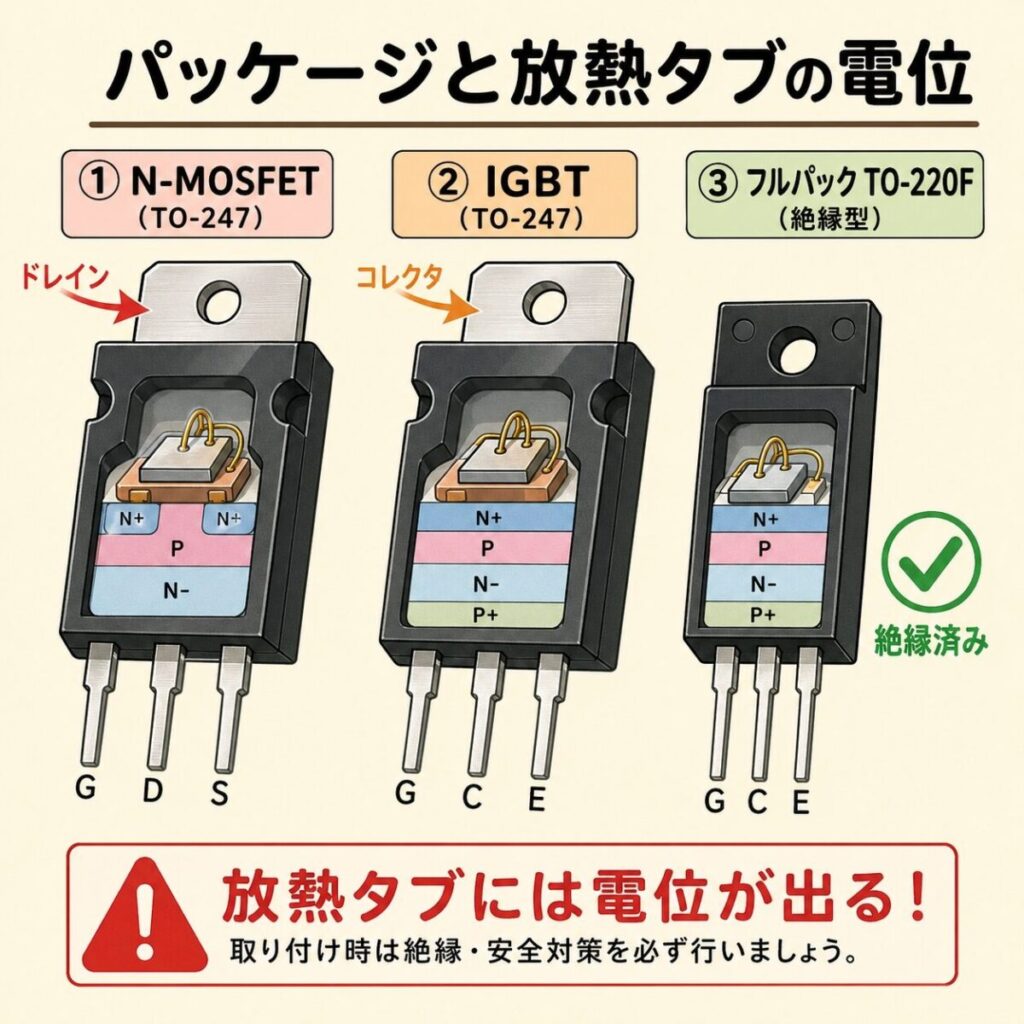
パワー半導体の多くは、放熱タブ(金属面)に高電圧の電位が出ています。例えばTO-247パッケージのMOSFETならドレイン電位、IGBTならコレクタ電位。これをそのままヒートシンクに付けると、ヒートシンク全体が高電圧になって感電・ショートのリスクが発生します。
かといって、間に絶縁物を挟むと熱が伝わりにくくなる——この「熱伝導と絶縁のトレードオフ」こそが、パワエレ熱設計の最大の難題です。
- 「絶縁シート」と「絶縁グリス」の違いがよく分からない
- マイカ・シリコーンゴム・セラミックなど、種類が多すぎて選べない
- 耐電圧の目安が分からず、過剰な絶縁仕様にしてコストが上がった
- 絶縁ワッシャを忘れて、ネジ経由でショートさせてしまった
- 放熱タブに電位が出る部品の見分け方
- 絶縁シート4種類(マイカ・シリコーンゴム・セラミック・PI)の特徴
- 絶縁グリスと絶縁シートの使い分け
- 絶縁ワッシャの選び方と組み立ての注意点
結論を先に言います。絶縁が必要な場合は「耐電圧・熱抵抗・コスト」の3軸でTIMを選び、ネジ部の絶縁も同時に確保するのが鉄則です。この記事では、それぞれの選定基準と組み立ての注意点を実務目線で解説します。
なぜ絶縁が必要なのか|放熱タブに電位が出る部品
パワー半導体の多くは、内部チップの裏面が直接放熱タブ(メタルパッド)に接続されています。このため、チップの電位がそのまま放熱タブに現れます。
代表的なパッケージと放熱タブの電位
| 部品種別 | 放熱タブの電位 | 代表パッケージ |
|---|---|---|
| N-MOSFET | ドレイン | TO-220, TO-247 |
| IGBT | コレクタ | TO-247, TO-264 |
| ダイオード | カソード | TO-220 |
| フルパック品 | 絶縁済み(タブはGND相当) | TO-220F(フルモールド) |
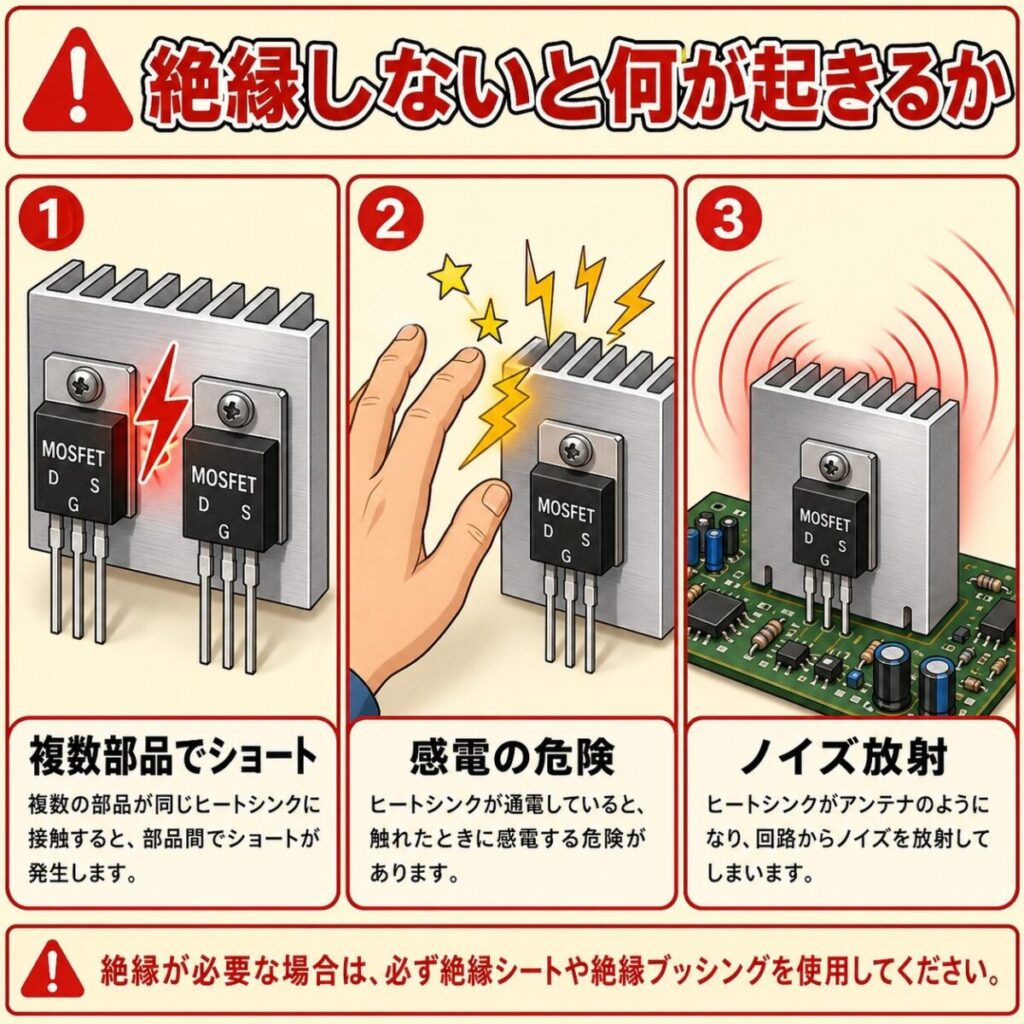
絶縁しないと何が起きるか
複数部品でショート
同じヒートシンクに2個のMOSFETを直接付けると、ドレイン同士が短絡する
感電の危険
ヒートシンクが筐体に露出していると、人がさわってしまう
ノイズ放射
高速スイッチングの電位がヒートシンク全体に乗り、巨大なアンテナになる
「ヒートシンクをGNDに落としているから絶縁しなくても大丈夫」と思いきや、それは部品側がショートする発想です。ヒートシンクをGNDにする=部品の放熱タブをGNDに直結することになり、ドレイン電位がGNDに落ちて壊れます。複数部品を1つのヒートシンクで冷やすときは、必ずどれかを絶縁する必要があります。

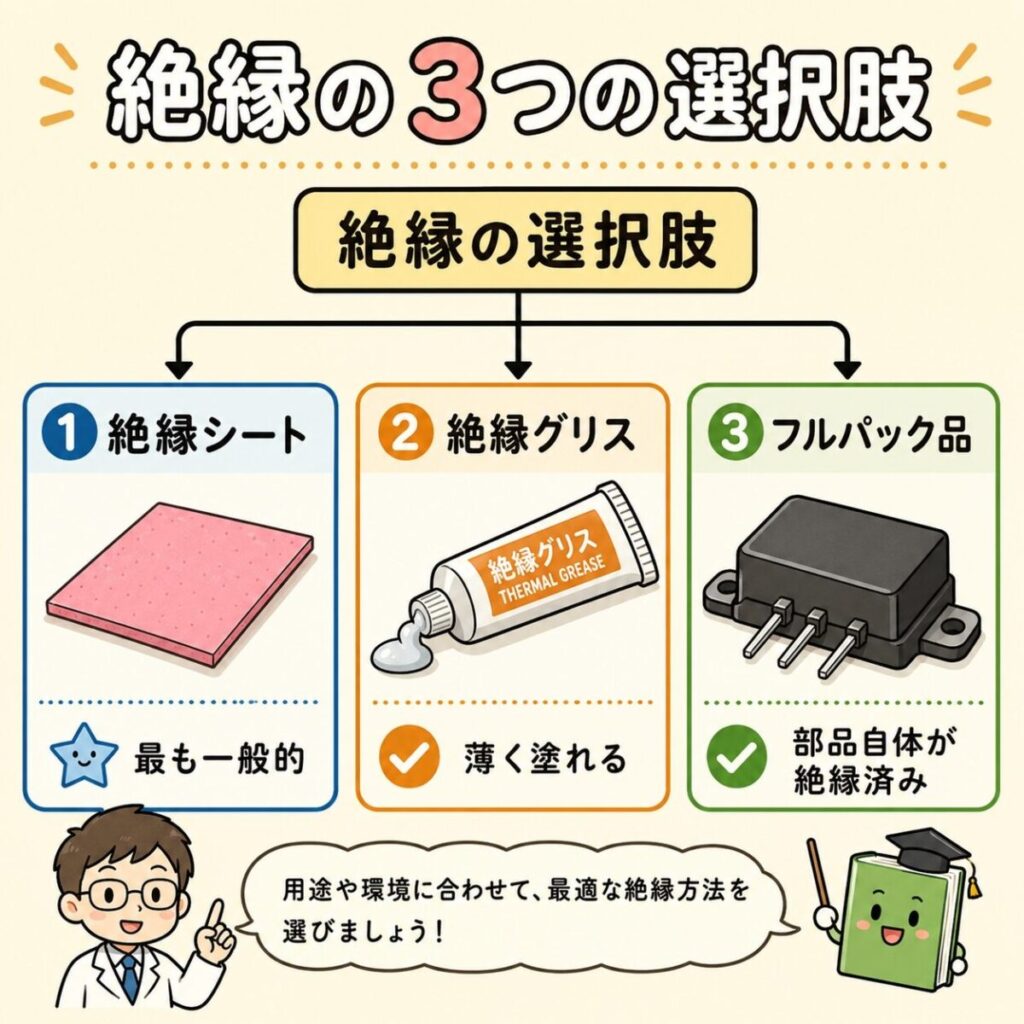
絶縁の3つの選択肢|どれを選ぶか
絶縁が必要な場面では、大きく3つの選択肢があります。
それぞれの特徴
| 手段 | 耐電圧 | 熱抵抗 | 取扱い | コスト |
|---|---|---|---|---|
| 絶縁シート | ◎ | △ | ◎ | ◯ |
| 絶縁グリス | △ | ◯ | △ | ◎ |
| フルパック品 | ◎ | △ | ◎ | △ |
量産品では「絶縁シート+熱伝導グリス」の組み合わせが圧倒的に多いです。シートが絶縁を担当し、グリスがシート両面の凹凸を埋めて熱抵抗を最小化します。それぞれの「いいとこ取り」ができる構成です。
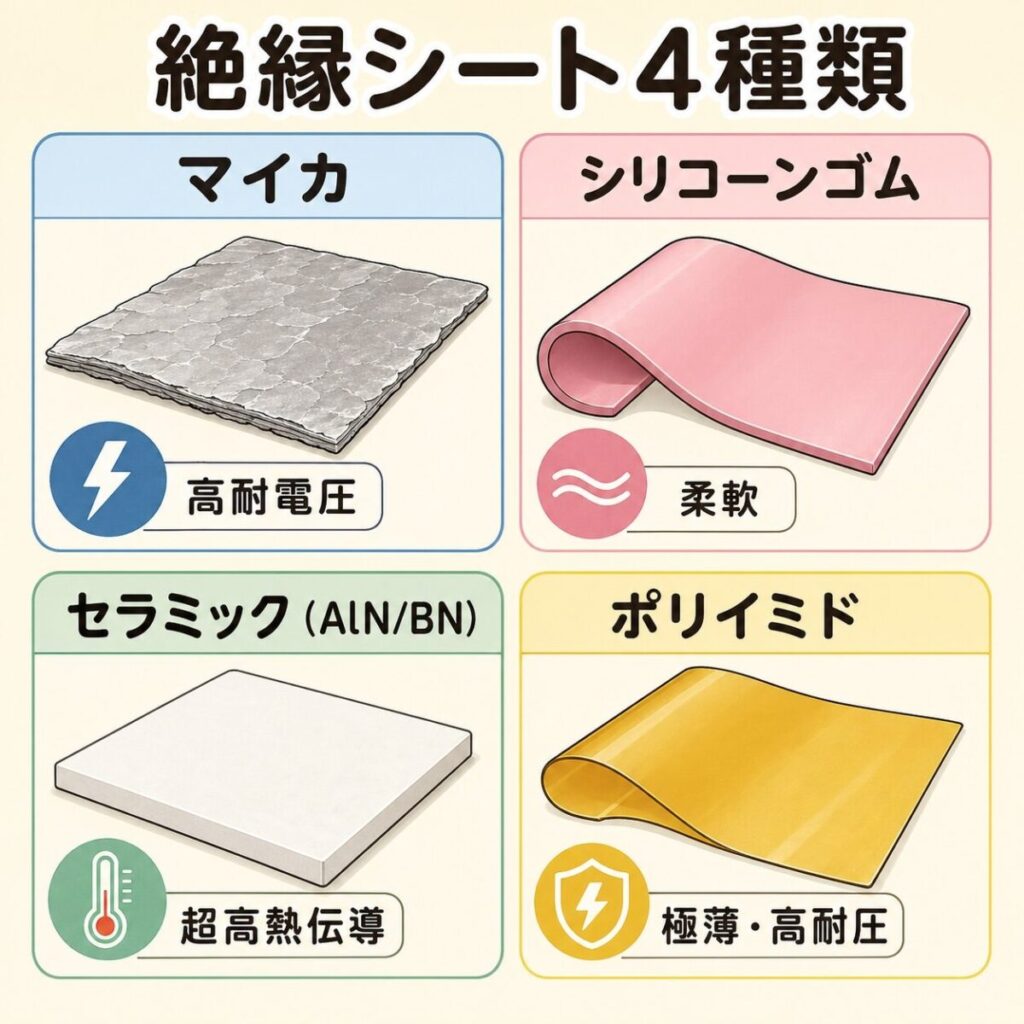
絶縁シートの種類|マイカ・シリコーン・セラミック・PI
絶縁シートには様々な材料があり、それぞれ得意分野が異なります。代表的な4種類を紹介します。
①マイカ(雲母)シート
天然の鉱物(雲母)を薄く剥がしたシート。古くから使われる定番です。
- 長所:耐電圧が非常に高い、耐熱性が高い(〜500℃)、安価
- 短所:表面が硬く凹凸を埋めにくい→必ずグリスと併用する必要
- 用途:TO-220など個別パッケージ、汎用
②シリコーンゴムシート(熱伝導シート)
シリコーンゴムに熱伝導フィラーを練り込んだシート。柔らかく、グリス不要で使えるのが大きな特徴です。
- 長所:柔軟で凹凸に追従、グリス不要、量産で扱いやすい、絶縁とTIMが一体
- 短所:耐電圧はマイカより劣る、シリコーン揮発物(LMW)に注意
- 用途:量産品、汎用パワエレ機器
③セラミック(窒化アルミ・窒化ホウ素)シート
窒化アルミ(AlN)や窒化ホウ素(BN)のセラミック製シート。最も熱伝導率が高い絶縁材料です。
- 長所:熱伝導率がずば抜けて高い(170 W/(m·K)以上)、高耐熱
- 短所:硬くて割れやすい、必ずグリスと併用必須、高価
- 用途:大電流パワーモジュール、車載インバータ、高信頼性用途
④ポリイミド(PI)シート
カプトン®などで知られるポリイミド樹脂のフィルム。極薄で耐電圧が高い特徴があります。
- 長所:非常に薄い(25〜100μm)、耐熱性高、耐電圧高
- 短所:熱伝導率は低い(0.3 W/(m·K)程度)、必ずグリス併用
- 用途:低発熱・小型機器、電圧重視の絶縁
比較表
| 種類 | 熱伝導率 [W/(m·K)] |
耐電圧 [kV/mm] |
グリス必要 |
|---|---|---|---|
| マイカ | 0.5〜0.8 | 40〜200 | 必須 |
| シリコーンゴム | 1〜6 | 10〜20 | 不要 |
| セラミック(AlN/BN) | 150〜200 | 15〜30 | 必須 |
| ポリイミド | 0.3 | 200〜300 | 必須 |
熱伝導率が高いシートでも、グリスが必要なものは「シート+グリス」のセットで初めて性能が出ます。シリコーンゴムシートだけが「単独で使える」例外です。導入時はメーカーの推奨組み合わせを必ず確認してください。
絶縁グリスとは|「グリスだけ」で絶縁できるのか
熱伝導グリスにも絶縁性を持つタイプがあります。これは「絶縁シートを省略してグリスだけで絶縁を取りたい」というニーズに応えるものです。
絶縁グリスのフィラー
絶縁グリスは、フィラーに絶縁性のあるセラミック粒子(酸化アルミ、窒化ホウ素など)を使います。銀粒子・銅粒子は導電性なので、絶縁グリスには使えません。
グリスだけで絶縁を取るリスク
薄すぎると絶縁破壊
締め付けでグリス層が極薄になると、耐電圧が確保できない
金属同士の接触
部品とヒートシンクの凸部同士が直接触れると、その部分は絶縁ゼロ
経年劣化
ポンプアウトでグリスが減ると、絶縁性能も同時に落ちる
「絶縁グリスだけで電位を分離する設計」は量産では推奨されません。絶縁の信頼性は「物理的な厚みのある固体」で確保するのが基本だからです。絶縁グリスの主な用途は、絶縁シートと併用してシート両面の凹凸を埋める役割です。
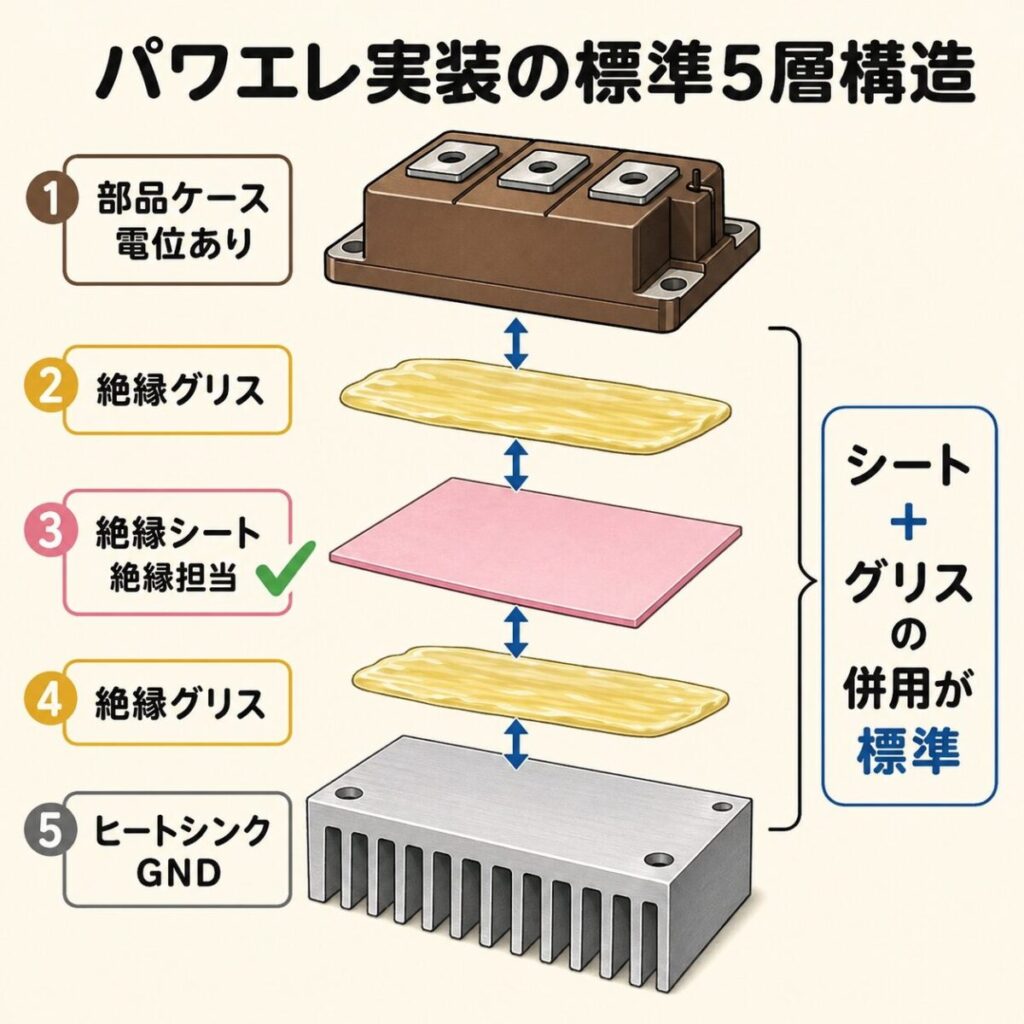
正しい使い方:シートとグリスの併用
部品ケース(電位あり)
絶縁グリス(薄く塗布):シート上面の凹凸を埋める
絶縁シート(マイカ/セラミック):絶縁を担当
絶縁グリス(薄く塗布):シート下面の凹凸を埋める
ヒートシンク(GND相当)
この5層構造(部品 → グリス → シート → グリス → ヒートシンク)は、パワエレ実装の標準形です。シートは絶縁、グリスは熱伝導の補助、それぞれの役割が明確に分かれています。
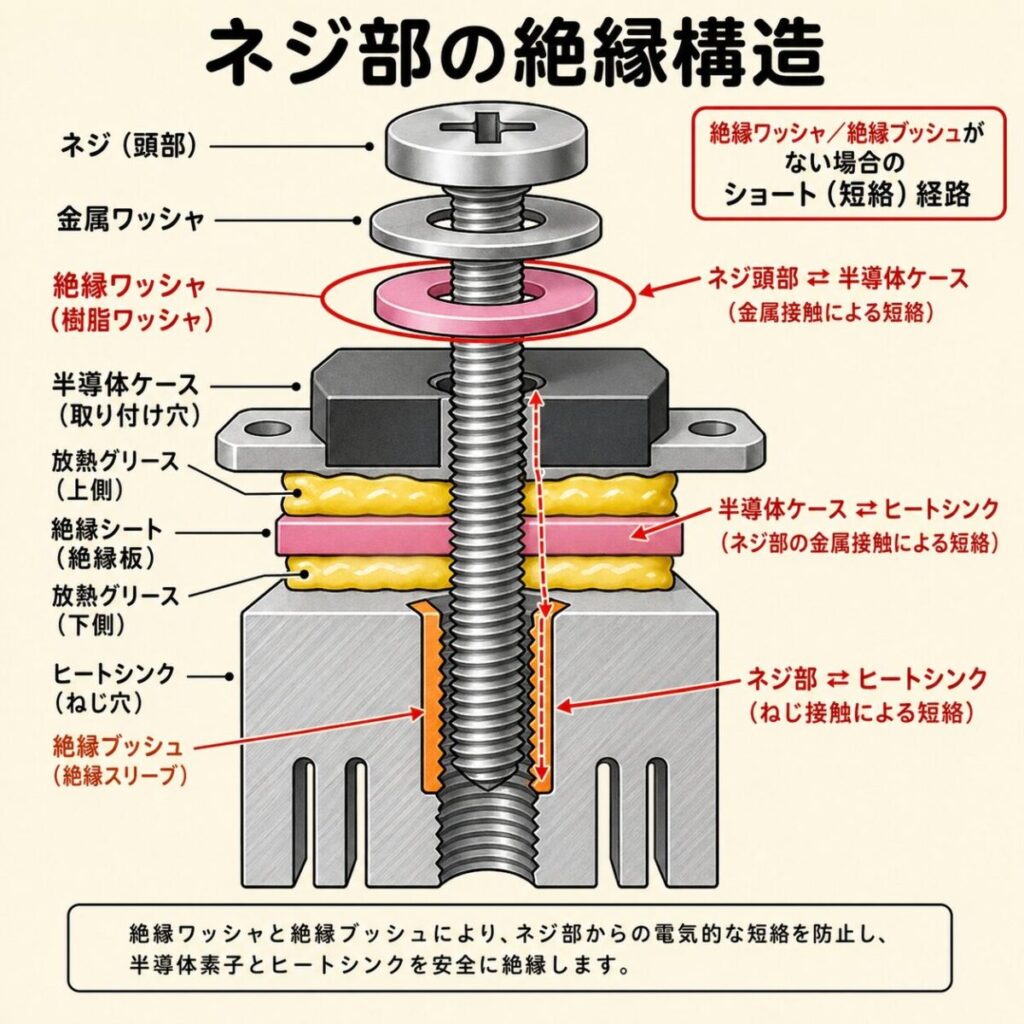
絶縁ワッシャを忘れるな|ネジ部のショート対策
ここが意外な落とし穴です。部品とヒートシンクの間に絶縁シートを入れても、ネジ穴部分は導通してしまいます。
ネジ経由でショートする経路
絶縁シートを挟んでも、ネジを介して部品タブとヒートシンクが電気的につながるとすべてが台無しです。これを防ぐのが絶縁ワッシャと絶縁ブッシュです。
絶縁ワッシャと絶縁ブッシュの役割
絶縁ワッシャ
ネジ頭と部品の間に挟む薄い絶縁板。ネジ頭から部品タブへの直接導通を防ぐ
絶縁ブッシュ
ネジ穴の内側に入れる円筒状の絶縁材。ネジ側面から部品タブへの導通を防ぐ
正しいネジ部の組み立て順序
①ネジ頭 → ②金属ワッシャ → ③絶縁ワッシャ → ④部品タブ → ⑤絶縁シート → ⑥ヒートシンク
ネジが部品の穴を貫通する部分には絶縁ブッシュを入れる
絶縁ワッシャ・ブッシュを使うと、ネジの締め付けトルクが部品ケースに直接伝わらず、クリープ(樹脂の経時変形)でトルクが落ちる場合があります。バネワッシャやスプリングワッシャを併用してトルクを維持する設計が一般的です。
耐電圧の決め方|過剰仕様にしないために
絶縁仕様で過剰スペックになると、コストとサイズが無駄に膨らみます。逆に不足すれば絶縁破壊で発火事故になります。適切な耐電圧の決め方を知りましょう。
動作電圧 vs 耐電圧
必要な耐電圧 = 動作電圧 × 2 + 1000V(基礎絶縁の目安)
例えば動作電圧が400Vなら、必要耐電圧は400×2+1000=1800V以上。これはIEC60950などの安全規格をベースにした目安です。実際は適用規格によって計算式が異なるため、製品が準拠する規格(IEC、UL、JIS)を確認してください。
絶縁の階層(基礎絶縁・付加絶縁・強化絶縁)
| 絶縁レベル | 用途 | 耐電圧の例(400V系) |
|---|---|---|
| 基礎絶縁 | 機器内部の通常絶縁 | 1.8kV以上 |
| 付加絶縁 | 基礎絶縁の補助 | 1.8kV以上 |
| 二重絶縁 | 基礎+付加 | 合計3.6kV以上 |
| 強化絶縁 | 人が触れる部分・1次2次境界 | 3.6kV以上(一体構造) |
「とりあえず耐電圧10kVのシートにしておけば安全」と思いがちですが、それだけでは不十分です。沿面距離・空間距離も同時に確保しないと、シートを横から回り込む放電で絶縁破壊が起きます。耐電圧と沿面距離はセットで設計してください。
{kind=link}
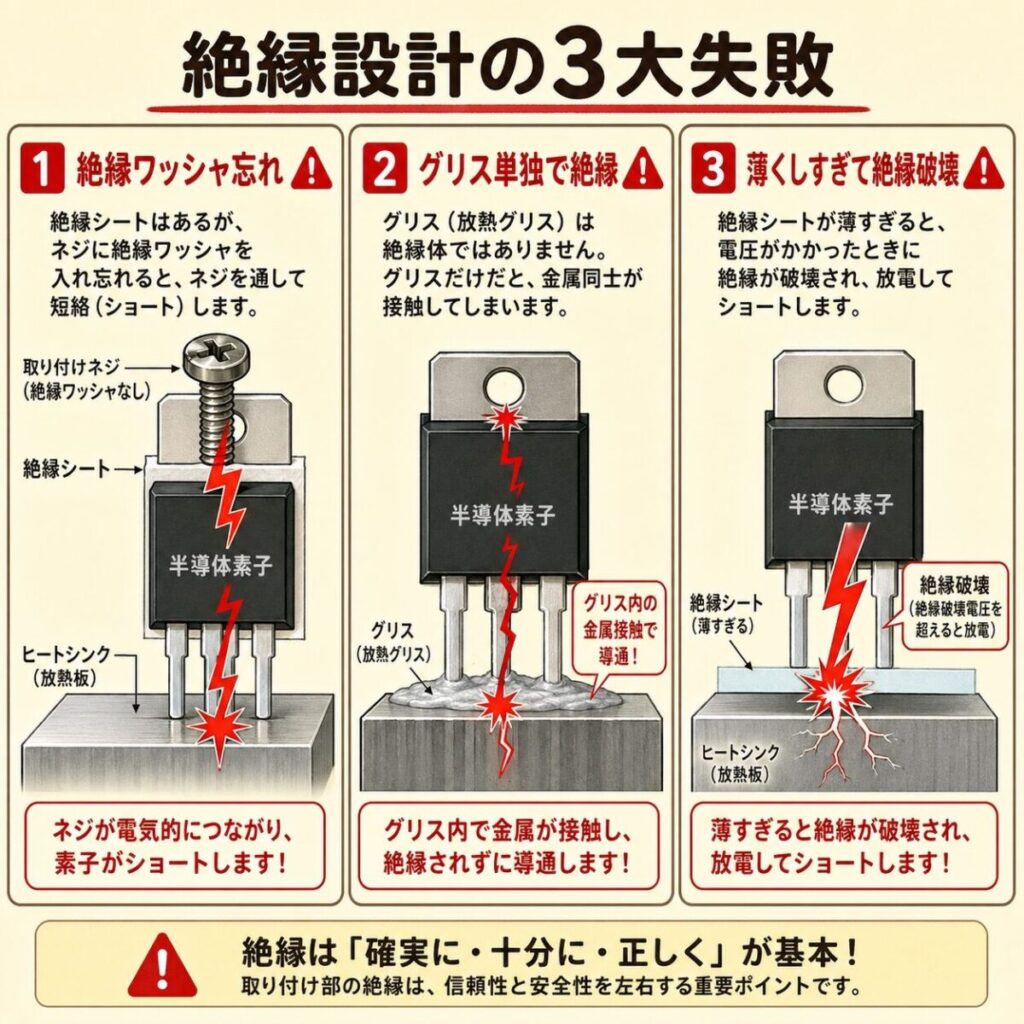
絶縁設計でやりがちな失敗3選
失敗①:絶縁シートだけ入れて絶縁ワッシャを忘れる
最も多い失敗です。シートで絶縁したつもりでも、ネジが部品タブとヒートシンクを電気的につないでしまいます。「絶縁シート+絶縁ワッシャ+絶縁ブッシュ」は3点セットで覚えてください。
失敗②:絶縁グリス単独で電位を分離する
「絶縁グリスがあるから絶縁シート不要」と判断してはいけません。グリスは厚みが安定せず、金属同士の接触で絶縁ゼロになる可能性があります。絶縁の責任は固体(シート)に持たせるのが鉄則です。
失敗③:シート単独で薄くしすぎて絶縁破壊
「熱抵抗を下げたい」という理由で、より薄いシートに変更してしまうケース。耐電圧は厚みに比例するため、薄くすると耐電圧が下がります。動作電圧と必要耐電圧を必ず確認してから変更してください。
絶縁トラブルの多くは「設計で見落とす」か「組み立てで部品が抜ける」のどちらかです。設計レビューで「絶縁経路を最初から最後までトレース」する作業(部品 → ネジ → ヒートシンク → 筐体まで)を必ず実施してください。1か所でも金属直結があれば、その瞬間にすべての絶縁が無効になります。
まとめ|絶縁は「シート+グリス+ワッシャ」の3点セット
- 多くのパワー半導体は放熱タブに高電位が出るため絶縁が必要
- 絶縁の選択肢は「絶縁シート/絶縁グリス/フルパック品」の3つ
- 量産品は「絶縁シート+熱伝導グリス」の併用が標準形
- 絶縁シートはマイカ/シリコーン/セラミック/PIから用途で選ぶ
- ネジ部の絶縁には絶縁ワッシャ・絶縁ブッシュが必須
- 耐電圧は動作電圧×2+1000Vを目安に、規格に従って決める
- 絶縁の責任は固体(シート)に持たせるのが信頼性設計の鉄則
熱伝導と絶縁は、トレードオフでありながら両立しなければならない要件です。シート・グリス・ワッシャを正しく組み合わせて、安全かつ冷える設計を実現してください。次回以降の記事では、サーマルパッドや相変化材料(PCM)、より具体的な製品選定について取り上げます。
📚 次に読むべき記事
グリス選定の基本軸(熱伝導率・粘度・経年劣化)を整理した記事
TIMの基本概念をおさらいしたい方はこちら
絶縁の階層(基礎・付加・強化)を体系的に理解する
耐電圧とセットで考える「沿面距離・空間距離」の概念