
- 「上限規格しかない」ときにCpkを使っていいのかわからない
- CpuとCplの公式がごちゃごちゃになる
- 片側規格と両側規格で何が違うのか整理できていない
- 片側規格の工程能力指数(Cpu・Cpl)の計算方法
- 「上限だけ」「下限だけ」の規格が使われる具体例
- Cp・Cpk・Cpu・Cplの使い分けフローチャート
目次
結論:片側規格にはCpuまたはCplを使う
いきなり結論からお伝えします。規格が片側しかない場合は、CpkではなくCpuまたはCplを使います。
| 規格の種類 | 使う指数 | 意味 |
|---|---|---|
| 上限規格のみ(USL) | Cpu | 「これ以上はダメ」を超えない能力 |
| 下限規格のみ(LSL) | Cpl | 「これ以上必要」を下回らない能力 |
| 両側規格(USL&LSL) | Cp・Cpk | 上下両方の範囲に収まる能力 |
Cpuの「u」はUpper(上)、Cplの「l」はLower(下)の頭文字です。これを覚えておけば、どちらを使うか迷いません。

「片側規格」ってどんなとき?身近な例で理解する
「上限と下限、両方あるのが普通じゃないの?」と思うかもしれません。でも実は、片側規格は日常のあちこちにあります。
🔺 上限規格のみ(Cpuを使う例)
「これ以上はダメ!」という制限だけがある場合です。下限は気にしなくて良い、または「小さいほど良い」特性に使います。
| 具体例 | 規格の内容 | なぜ上限だけ? |
|---|---|---|
| 食品の細菌数 | 100個/g以下 | 少ないほど良い(0でもOK) |
| 排気ガスのCO₂ | ○○ppm以下 | 少ないほど環境に良い |
| 製品の重量(上限) | 500g以下 | 軽いほどコスト削減 |
| 不純物の含有量 | 0.1%以下 | 純度が高いほど良い |
🔻 下限規格のみ(Cplを使う例)
「最低これ以上必要!」という制限だけがある場合です。上限は気にしなくて良い、または「大きいほど良い」特性に使います。
| 具体例 | 規格の内容 | なぜ下限だけ? |
|---|---|---|
| ロープの引張強度 | 100kg以上 | 強いほど安全 |
| 薬の有効成分量 | 95mg以上 | 効果を発揮するために必要 |
| バッテリー容量 | 3000mAh以上 | 大きいほど長持ち |
| めっきの厚さ | 10μm以上 | 厚いほど耐久性が上がる |
「小さいほど良い」→ 上限規格 → Cpu
「大きいほど良い」→ 下限規格 → Cpl
この関係を押さえておくと、実務でも迷いません。
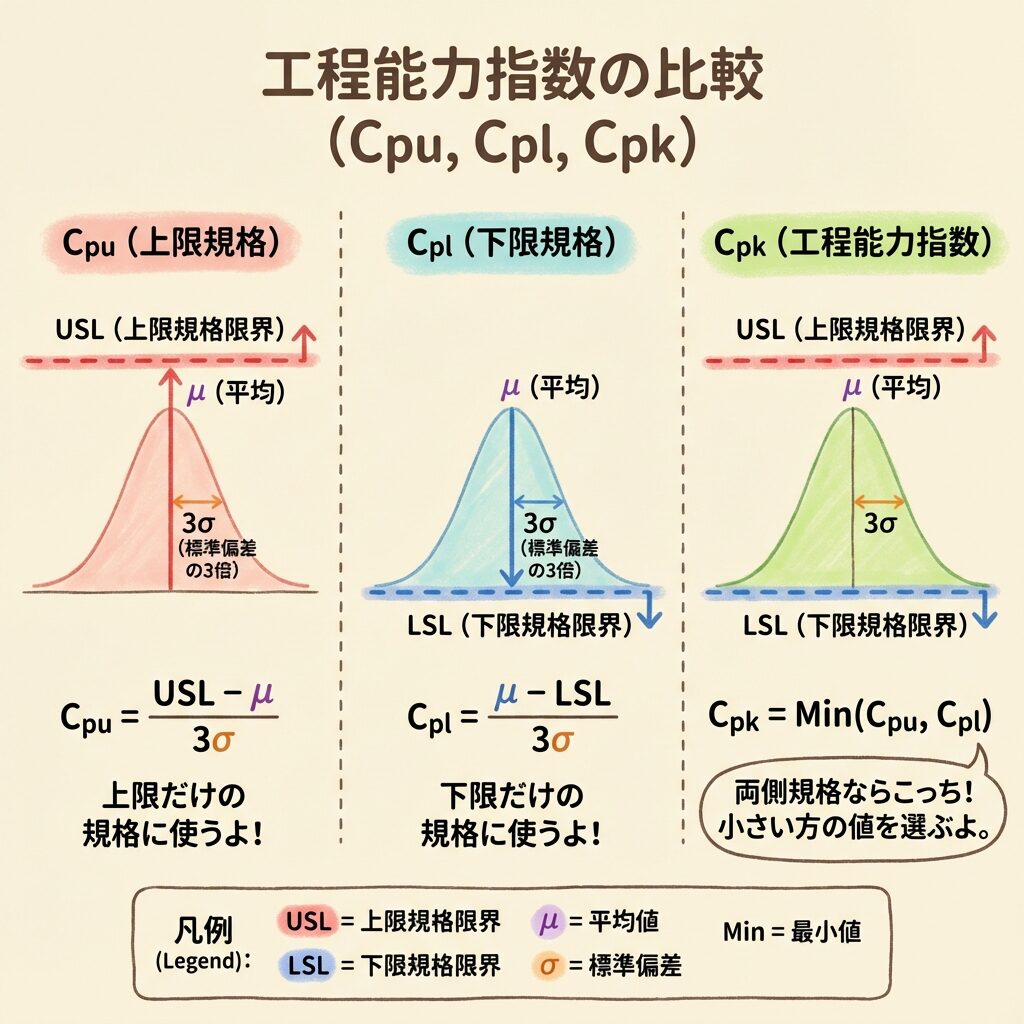
Cpu・Cplの計算公式
CpuとCplの計算式は、Cpkの公式を「片側だけ」にしたものです。とてもシンプルなので、安心してください。
📐 Cpu(上限規格のみ)の公式
USL:上限規格値 / μ:平均値 / σ:標準偏差
「上限規格から平均までの距離」を「3σ」で割るという意味です。この値が大きいほど、上限規格に対して余裕があります。
📐 Cpl(下限規格のみ)の公式
LSL:下限規格値 / μ:平均値 / σ:標準偏差
「平均から下限規格までの距離」を「3σ」で割るという意味です。この値が大きいほど、下限規格に対して余裕があります。
🔄 Cpkとの関係を整理する
実は、Cpkは「CpuとCplのうち、小さい方」なのです。この関係を理解すると、公式がスッキリ整理できます。
Cpk = min(Cpu, Cpl)
両側規格の場合、上限側と下限側の両方を計算し、「より厳しい方(小さい方)」を採用します。片側規格の場合は、該当する側だけを計算すればOKです。
| 指数 | 計算式 | 使う場面 |
|---|---|---|
| Cpu | (USL − μ) / 3σ | 上限規格のみ |
| Cpl | (μ − LSL) / 3σ | 下限規格のみ |
| Cpk | min(Cpu, Cpl) | 両側規格 |
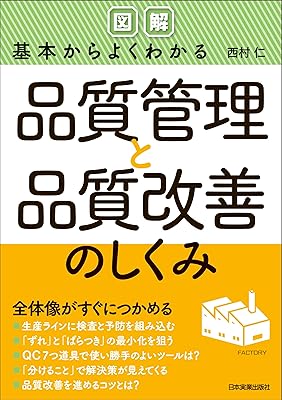
【計算例】Cpuを実際に求めてみよう
具体的な数値を使って、Cpuを計算してみましょう。手を動かすと理解が深まります。
📝 例題:食品の細菌数
ある食品の細菌数について、上限規格は100個/g以下と定められています。
工程のデータを分析したところ、以下の結果が得られました。
- 上限規格値(USL):100個/g
- 平均値(μ):70個/g
- 標準偏差(σ):10個/g
このとき、工程能力指数Cpuを求めなさい。
✍️ 解答の手順
Step 1:公式を確認する
上限規格のみなので、Cpuの公式を使います。
Step 2:数値を代入する
Step 3:結果を解釈する
Cpu = 1.00 は、「ギリギリ規格を満たしている」状態です。
上限規格100に対して、平均70、3σ=30なので、平均+3σ=100でちょうど上限に達します。
不良率は約0.135%(1000個に1〜2個)程度発生する可能性があり、改善の余地があります。
📝 練習問題:Cplを計算してみよう
ある部品の引張強度について、下限規格は500N以上と定められています。
- 下限規格値(LSL):500N
- 平均値(μ):560N
- 標準偏差(σ):15N
Cplを計算してみてください。
▶ 答えを見る
Cpl = 1.33 は、一般的に「十分な工程能力がある」と判断される水準です。

{kind=link}
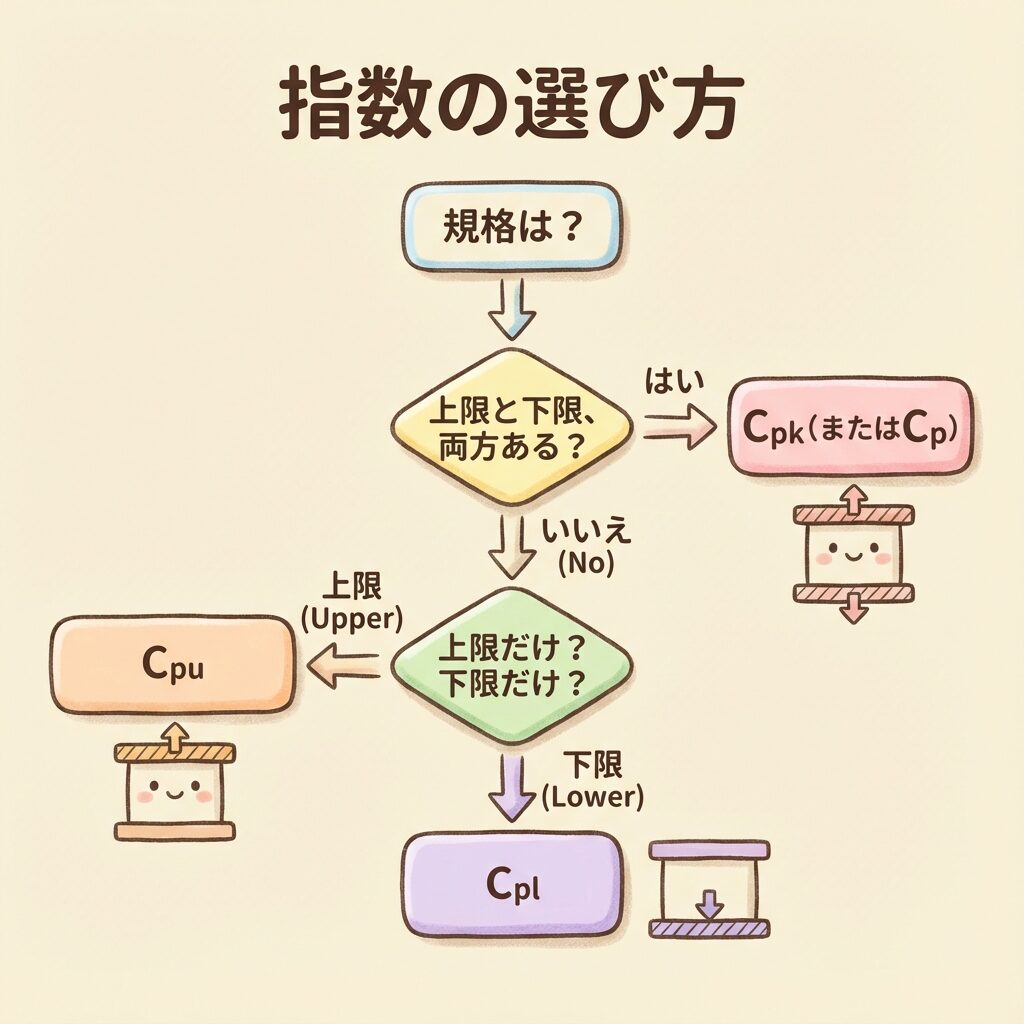
使い分けフローチャート:どの指数を使う?
最後に、Cp・Cpk・Cpu・Cplの使い分けをフローチャートで整理しましょう。これを覚えておけば、迷うことはありません。
Q1. 規格は上限と下限の両方ありますか?
├─ YES → Cp または Cpk を使う
│ └─ Q2. 平均のズレも評価したい?
│ ├─ YES → Cpk(ズレを考慮)
│ └─ NO → Cp(バラつきのみ評価)
└─ NO(片側規格)
└─ Q3. 上限だけ?下限だけ?
├─ 上限だけ → Cpu
└─ 下限だけ → Cpl
片側規格なのにCpkを計算してしまうケースがあります。Cpkは「CpuとCplの小さい方」なので、片側しかない場合はそもそも比較ができません。片側規格には必ずCpuまたはCplを使いましょう。
まとめ:片側規格にはCpu・Cplを使おう
- 上限規格のみの場合 → Cpu =(USL − μ)/ 3σ
- 下限規格のみの場合 → Cpl =(μ − LSL)/ 3σ
- Cpkは「CpuとCplの小さい方」であり、両側規格で使う
- 「小さいほど良い」特性 → 上限規格 → Cpu
- 「大きいほど良い」特性 → 下限規格 → Cpl
片側規格は、意外と実務で多く登場します。細菌数、強度、純度など、「一方向にだけ制限がある」特性を正しく評価できるようになりましょう。
Cpu・Cplの計算自体は難しくありません。「規格から平均までの距離を3σで割る」という基本を押さえれば、すぐに使いこなせるようになります。
📚 次に読むべき記事
両側規格のCp・Cpkについて詳しく学べます
計算した値をどう判断するか、基準と対処法を解説します
工程能力を評価する前に、まず管理図で安定状態を確認しましょう