{kind=link}
- 「不良のデータを取っておいて」と言われたが、何をどう記録すればいいかわからない
- 自分で作ったチェックシートが現場で使われず、白紙のまま放置されている
- 記録は取っているのに、集計すると「結局何が問題かわからない」データになっている
- QC検定で「チェックシートの種類」が出題されたが、記録用と点検用の違いが曖昧
- チェックシートとは何か?なぜ品質管理で最初に使う道具なのか
- 「記録用」と「点検用」の2種類の違いと使い分け
- 記録用チェックシート4タイプの具体テンプレートと作り方
- チェックシートからパレート図・ヒストグラムに展開する方法
- 初心者がやりがちな失敗5選と「現場で使われる」シートにするコツ
「不良データを取っておいて」と上司に言われて、Excelに日付と不良内容をダラダラ記録している──それ、集計するとき地獄になります。
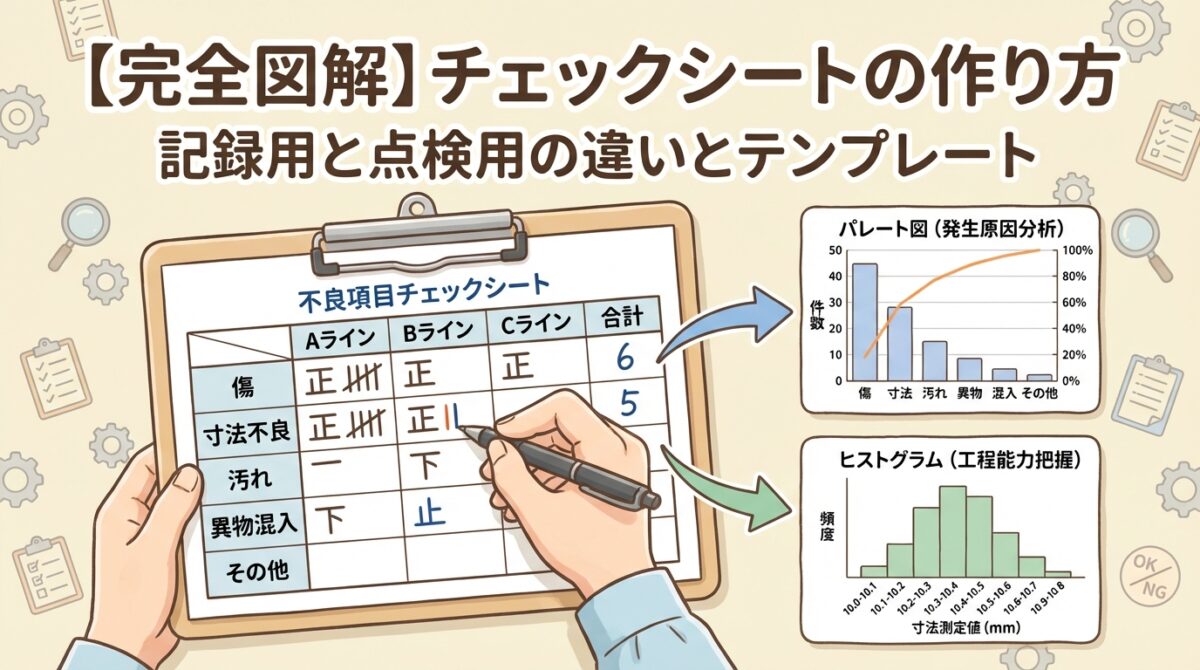
結論を先に言います。チェックシートとは、「後で分析しやすい形で、現場でラクにデータを記録する」ための専用フォーマットです。正の字を書くだけでパレート図が作れるように設計されたシートがあれば、データ収集→分析が驚くほどスムーズになります。
チェックシートはQC7つ道具の中で唯一「データを集める」ことが目的の道具です。他の6つの道具(パレート図・特性要因図・管理図・ヒストグラム・散布図・グラフ)はすべて「データを分析・表示する」道具。つまりチェックシートは品質管理の「一丁目一番地」です。
目次
- チェックシートとは?|「記録用」と「点検用」の2種類がある
- 記録用チェックシートの4タイプ|目的に合った形式を選ぶ
- 【テンプレート①】不良項目別チェックシート → パレート図に直結
- 【テンプレート②③】度数分布調査用&欠点位置調査用
- 【テンプレート④】点検用チェックシート → 作業の「やった/やらない」を管理する
- チェックシートの作り方|5ステップで「使われるシート」を作る
- チェックシートの「その先」|パレート図・ヒストグラムに展開する
- チェックシートのよくある失敗5選|「使われないシート」を作らないために
- 現場で「使われる」チェックシートにする3つのコツ
- QC7つ道具の中でのチェックシートの位置づけ
- まとめ|チェックシートは品質改善の「燃料」を集める最初の一手
チェックシートとは?|「記録用」と「点検用」の2種類がある
📋 チェックシート=「分析の燃料」を集める道具
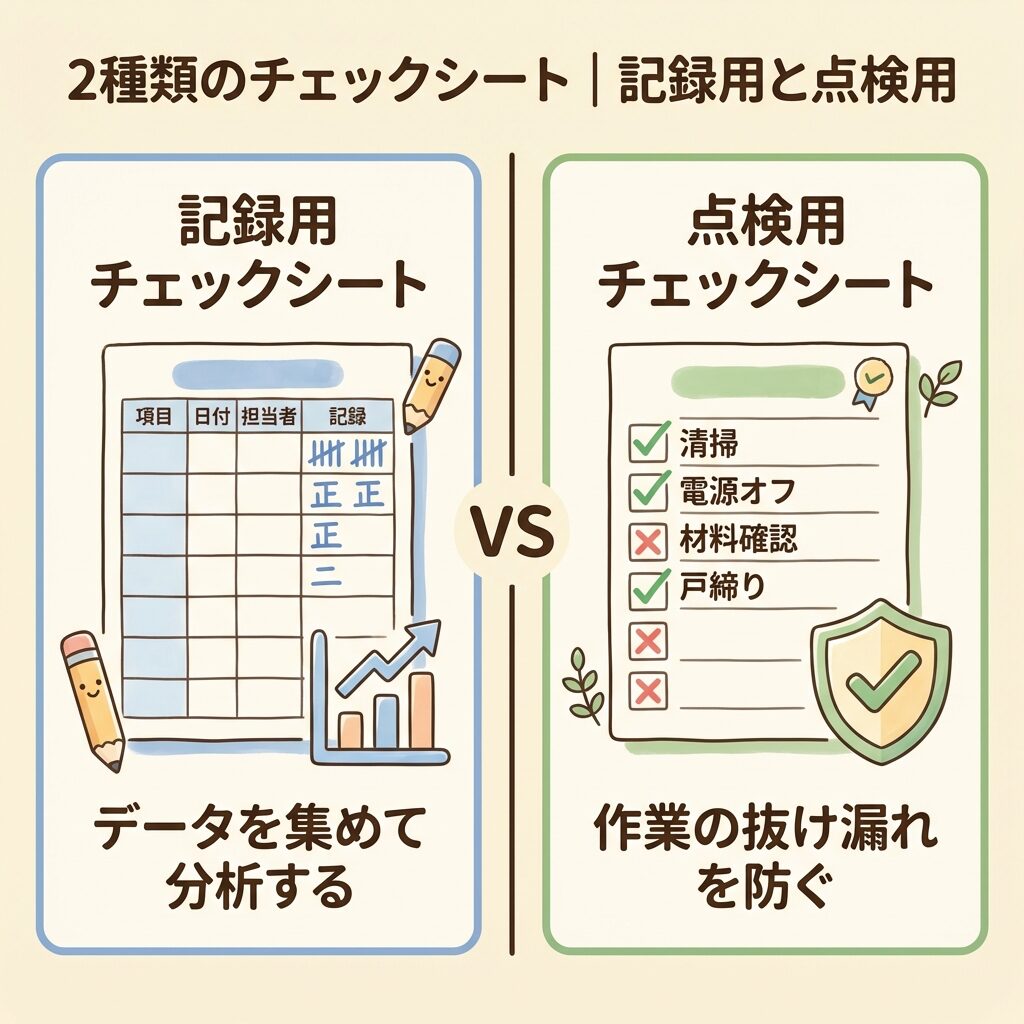
チェックシートとは、データの収集や確認を効率的に行うために、あらかじめ項目を整理した記入用紙のことです。品質管理(QC7つ道具)では、大きく「記録用」と「点検用」の2種類に分けられます。
記録用チェックシート
| 目的 | データを集めて分析するため |
| 使い方 | 正の字やチェックマークで件数を記録 |
| その後 | パレート図やヒストグラムに展開 |
| 例 | 不良項目別集計表、欠点位置調査図 |
点検用チェックシート
| 目的 | 作業の抜け漏れを防ぐため |
| 使い方 | 項目ごとにOK/NGをチェック |
| その後 | そのまま作業記録として保管 |
| 例 | 設備始業点検表、出荷前確認リスト |
記録用=「何が何件起きたか」を数えるためのシート(データ収集)
点検用=「やるべきことをやったか」を確認するためのシート(作業確認)
QC検定2級・3級では「記録用と点検用の違い」が選択肢で問われます。記録用=データ収集→パレート図等に展開、点検用=確認作業→ポカヨケの役割と押さえておけばOKです。
記録用チェックシートの4タイプ|目的に合った形式を選ぶ
📝 「何を知りたいか」でシートの形が変わる
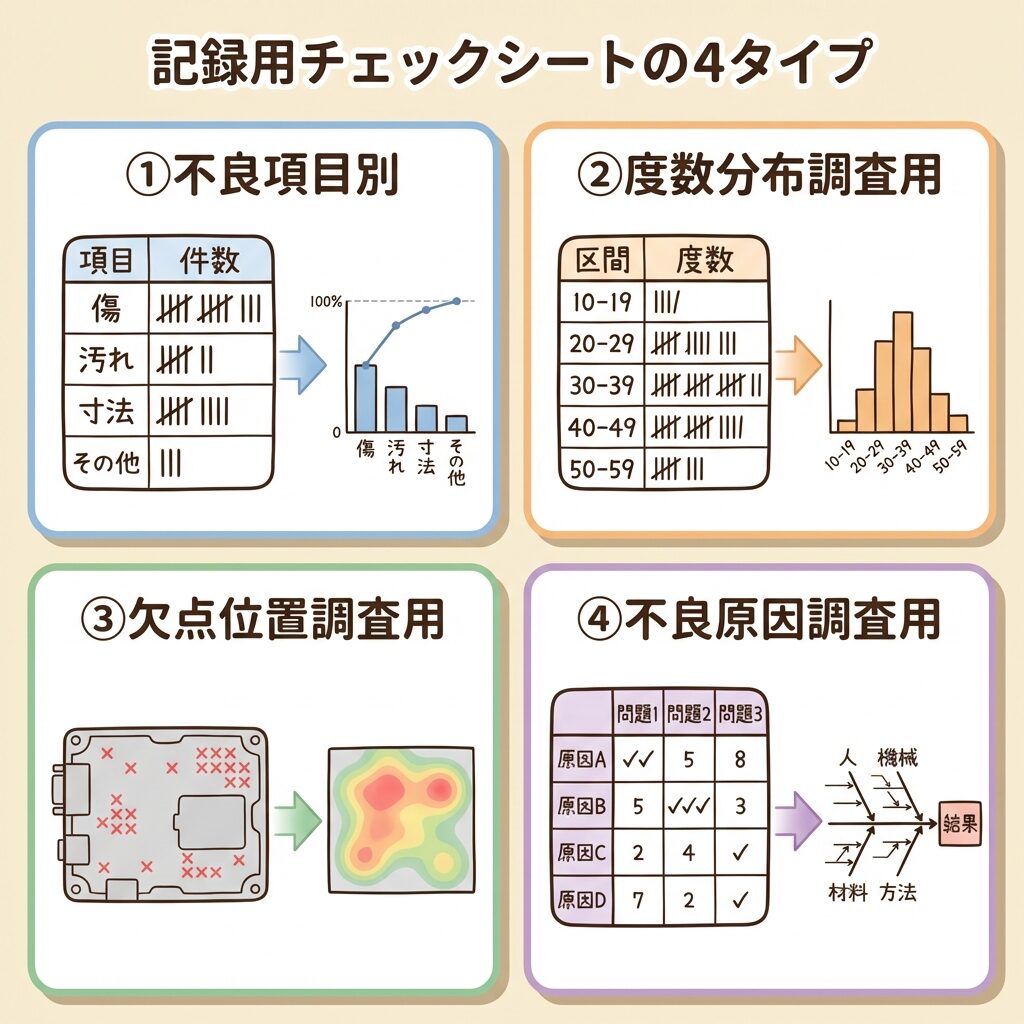
記録用チェックシートは、集めたいデータの種類によって4つのタイプに分かれます。
| # | タイプ | 知りたいこと | 展開先 | 製造業での例 |
|---|---|---|---|---|
| 1 | 不良項目別 チェックシート |
どの不良が何件か? (項目×件数) |
パレート図に展開 | キズ・寸法不良・変形の件数記録 |
| 2 | 度数分布調査用 チェックシート |
データはどの範囲に集まっているか? (区間×頻度) |
ヒストグラムに展開 | 外径寸法の分布記録 |
| 3 | 欠点位置調査用 チェックシート |
不良はどこに発生するか? (図面上の位置×件数) |
そのままヒートマップとして分析 | 外観キズの発生位置記録 |
| 4 | 不良原因調査用 チェックシート |
原因と結果の関係は? (不良項目×原因×件数) |
特性要因図の裏付けデータに | シフト別・設備別の不良件数 |
最もよく使うのは①不良項目別チェックシートです。これ1枚を正の字で埋めれば、そのままパレート図の元データになります。次のセクションで具体的なテンプレートを見ていきましょう。
【テンプレート①】不良項目別チェックシート → パレート図に直結
📊 正の字を書くだけでパレート図の元データが完成する
最も基本的な記録用チェックシートです。行に「不良項目」、列に「日付」を配置し、不良が発生するたびに正の字(「正」)を書き加えます。1週間〜1ヶ月分を集計すれば、そのままパレート図の元データになります。
📋 不良項目別チェックシート(例:プレス工程A1ライン)
期間:2026年4月1日〜4月5日 記録者:田中 検査数:各日200個
| 不良項目 | 4/1(月) | 4/2(火) | 4/3(水) | 4/4(木) | 4/5(金) | 合計 |
|---|---|---|---|---|---|---|
| キズ | 正正 | 正Ⅱ | 正正Ⅰ | 正Ⅲ | 正Ⅱ | 45 |
| 寸法不良 | 正 | 正Ⅰ | 正 | Ⅲ | 正Ⅰ | 25 |
| 変形 | Ⅲ | Ⅱ | 正 | Ⅱ | Ⅲ | 15 |
| 汚れ | Ⅱ | Ⅱ | Ⅱ | Ⅱ | Ⅱ | 10 |
| その他 | Ⅰ | Ⅰ | Ⅰ | Ⅰ | Ⅰ | 5 |
このチェックシートの「合計」列をそのまま降順に並べれば、パレート図の元データになります。つまりチェックシートとパレート図は「セットで使う」のが基本です。

【テンプレート②③】度数分布調査用&欠点位置調査用
📏 テンプレート②:度数分布調査用 → ヒストグラムに直結
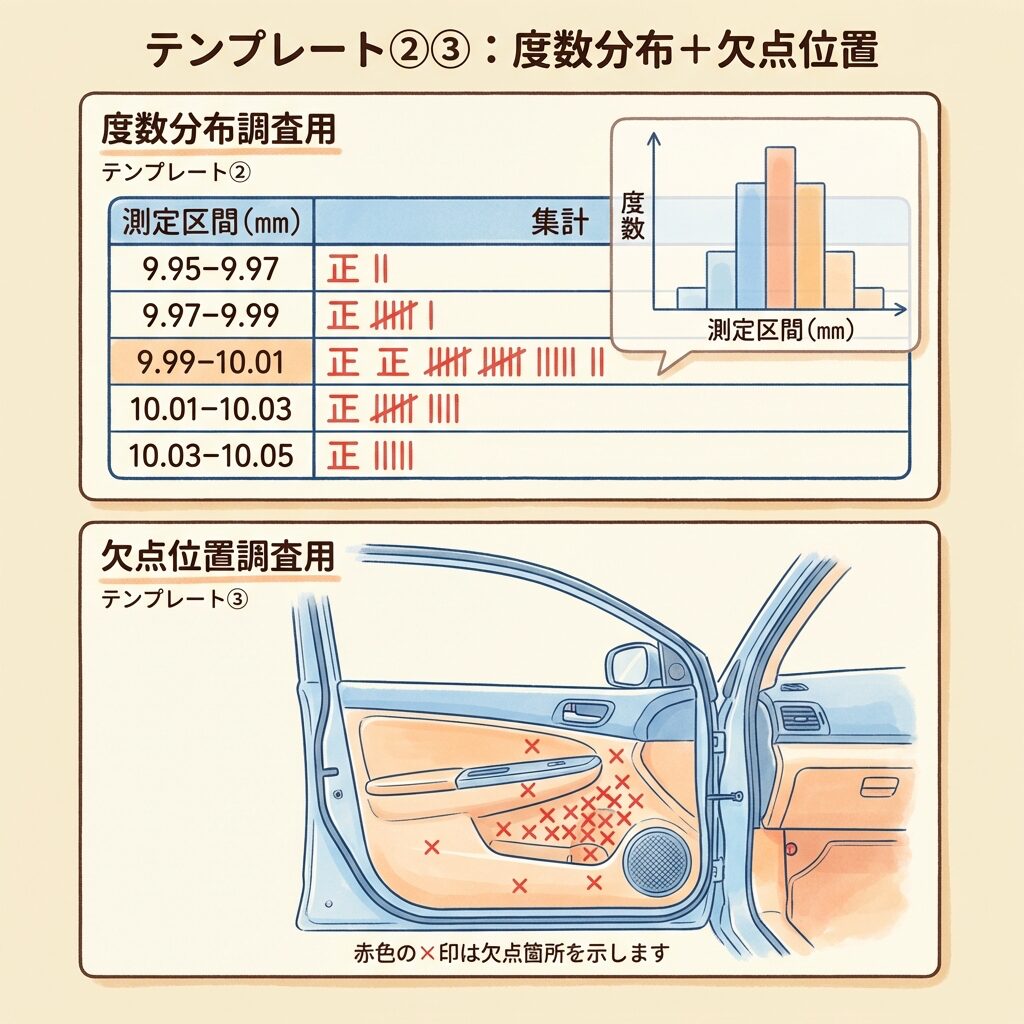
計量値(寸法・重量・温度など)のデータがどの範囲に集まっているかを調べるシートです。あらかじめ区間(階級)を設定し、測定するたびにその区間に正の字を記入します。
📋 度数分布調査用チェックシート(例:外径寸法 規格φ10.00±0.05)
| 区間(mm) | 度数(正の字) | 度数 |
|---|---|---|
| 9.93〜9.95 | Ⅱ | 2 |
| 9.95〜9.97 | 正Ⅱ | 7 |
| 9.97〜9.99 | 正正正Ⅱ | 17 |
| 9.99〜10.01 | 正正正正正Ⅲ | 28 |
| 10.01〜10.03 | 正正正Ⅰ | 16 |
| 10.03〜10.05 | 正Ⅲ | 8 |
| 10.05〜10.07 | Ⅱ | 2 |
※緑の行=規格中心付近、赤文字=規格外に近い区間
この「度数」列をそのまま棒グラフにすればヒストグラムが完成します。規格上限(10.05)・規格下限(9.95)と合わせて確認すると、工程が規格内に収まっているか一目でわかります。
📍 テンプレート③:欠点位置調査用 → 不良が「どこに」発生するかを可視化
欠点位置調査用チェックシートは、他のタイプとは少し異なります。表ではなく、製品の図面(簡易イラスト)の上に直接マークを打つ方式です。
📋 欠点位置調査用チェックシート(例:ドアパネルのキズ発生位置)
ドアパネル(表面側)
✕ = キズ発生位置(1件につき1つマーク)
この図を見れば、「左下の領域にキズが集中している」ことが一瞬でわかります。数字の表では「45件」としかわからなかったキズが、位置情報つきで可視化されるため、原因の仮説が立てやすくなります(例:「左下に集中→コンベアの左側ガイドに何か引っかかっているのでは?」)。
自動車部品の外観検査で欠点位置チェックシートを使うと、「いつも同じ場所にキズが出る」ことに気づけます。これは設備側の問題(ガイドの摩耗、治具の位置ズレなど)を示す強い証拠になります。数字だけでは見えない情報が「位置」にはあります。
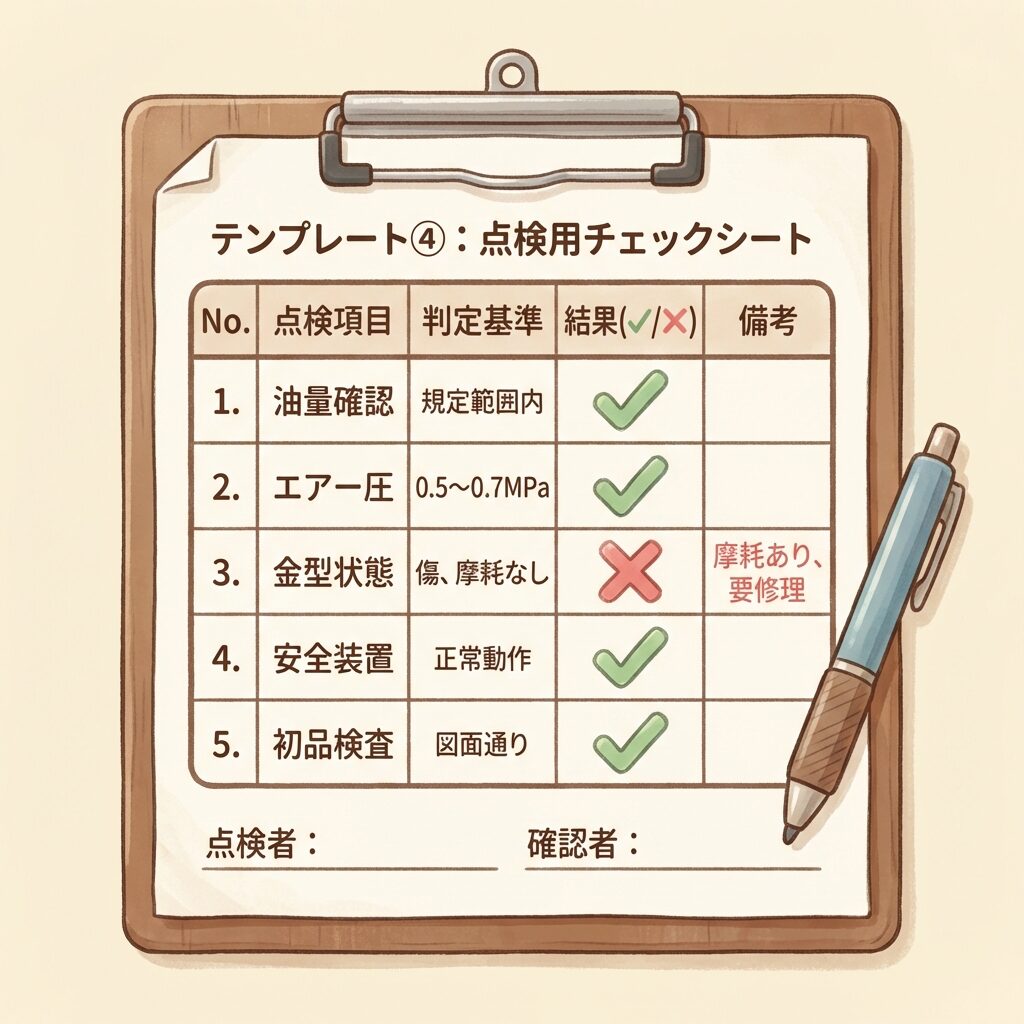
【テンプレート④】点検用チェックシート → 作業の「やった/やらない」を管理する
✅ データ収集ではなく「ポカヨケ」が目的
点検用チェックシートは、記録用とは目的がまったく違います。「データを集めて分析する」のではなく、「やるべき作業を漏れなくやったか確認する」ためのツールです。パイロットがフライト前に使うチェックリストと同じ発想です。
📋 設備始業点検チェックシート(例:プレス機A1号機)
日付:2026年4月21日 点検者:田中 確認者:鈴木(班長)
| # | 点検項目 | 判定基準 | 結果 | 備考 |
|---|---|---|---|---|
| 1 | 油量は規定レベル以上か | ゲージ緑範囲 | ✓ | |
| 2 | エアー圧は0.5MPa以上か | 0.5MPa以上 | ✓ | 0.52MPa |
| 3 | 金型にキズ・汚れがないか | 目視確認 | ✓ | |
| 4 | 安全装置(両手押しボタン)は正常か | 動作確認 | ✕ | 右ボタン反応遅い→設備保全に連絡済 |
| 5 | 初品検査(寸法5点)は規格内か | φ10.00±0.05 | ✓ | 5点とも規格内 |
点検者サイン: 田中 / 確認者サイン: 鈴木
① 判定基準を明記する:「問題ないか」ではなく「0.5MPa以上か」のように数値で
② NGの場合の対応欄を設ける:NGだった場合にどうするかを書けるスペースを確保
③ 点検者と確認者のダブルチェック欄:1人だけで完結させない(ポカヨケの二重化)
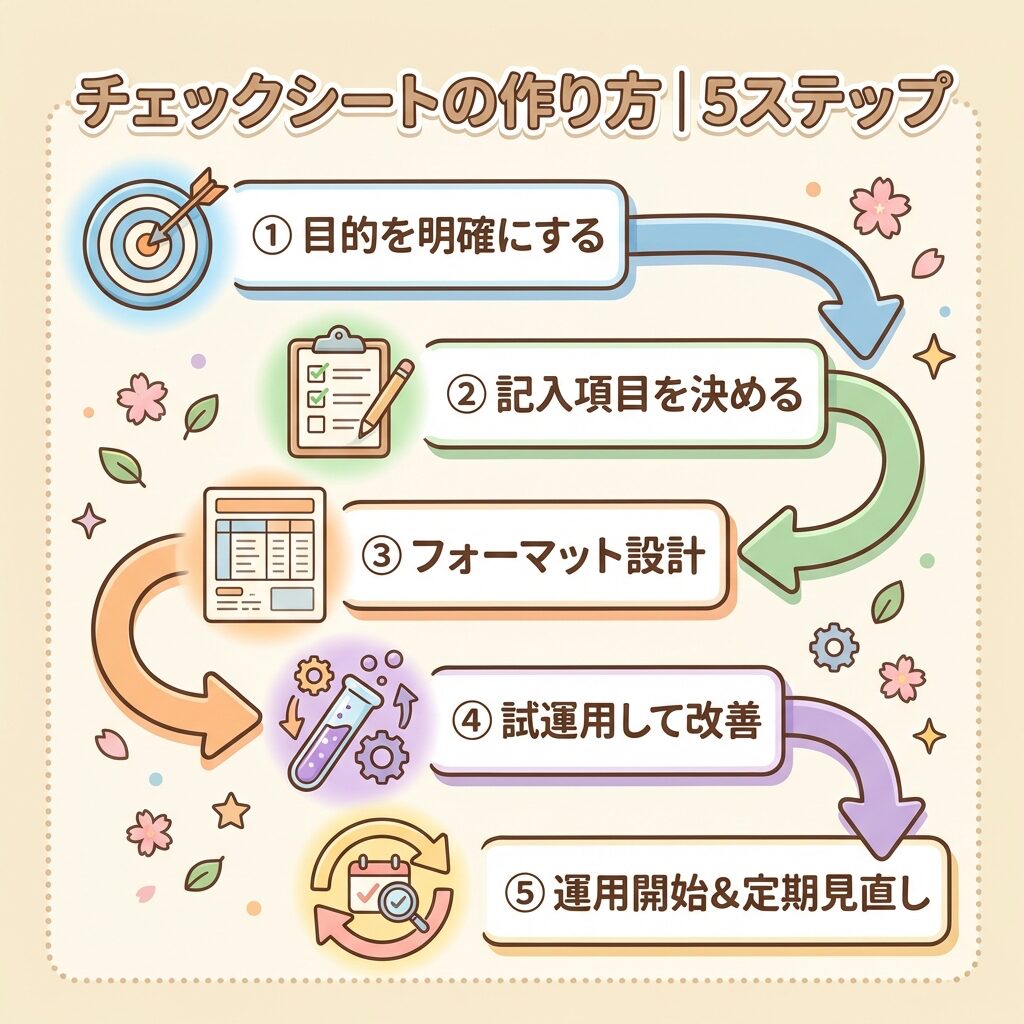
チェックシートの作り方|5ステップで「使われるシート」を作る
✏️ 「作る前に設計する」のが成功の鍵
チェックシートは「なんとなく表を作る」のではなく、「このシートを使って何を知りたいか」を先に決めるのが最も重要です。
明確にする
決める
設計する
改善する
定期見直し
目的を明確にする:「このシートで何を知りたいか」
「不良の多い項目を知りたい」→不良項目別チェックシート。「寸法のばらつきを知りたい」→度数分布調査用。目的によって形式が決まります。
記入項目を決める:ヘッダー情報を忘れない
データ本体に加えて、日付・記録者名・工程名・ライン名・検査数(母数)を必ず記入欄に入れてください。これがないと「いつ、誰が、どこで取ったデータか」がわからず、分析時に困ります。
フォーマットを設計する:「10秒で記入できる」がゴール
現場の作業者は忙しいです。記入に30秒以上かかるシートは使われません。正の字を書くだけ、チェックを入れるだけで記録が完了するように設計してください。
試運用して改善する:まず3日間使ってもらう
実際に記入する作業者に3日間使ってもらい、「書きにくい」「項目が足りない」「欄が小さい」などのフィードバックをもらいます。デスクで完璧に作ったつもりのシートでも、現場に持っていくと必ず修正点が出ます。
運用開始&定期見直し:3ヶ月に1回は更新する
工程変更や製品変更があれば、チェックシートも更新が必要です。古いシートのまま記録を続けると、実態と合わないデータが溜まります。
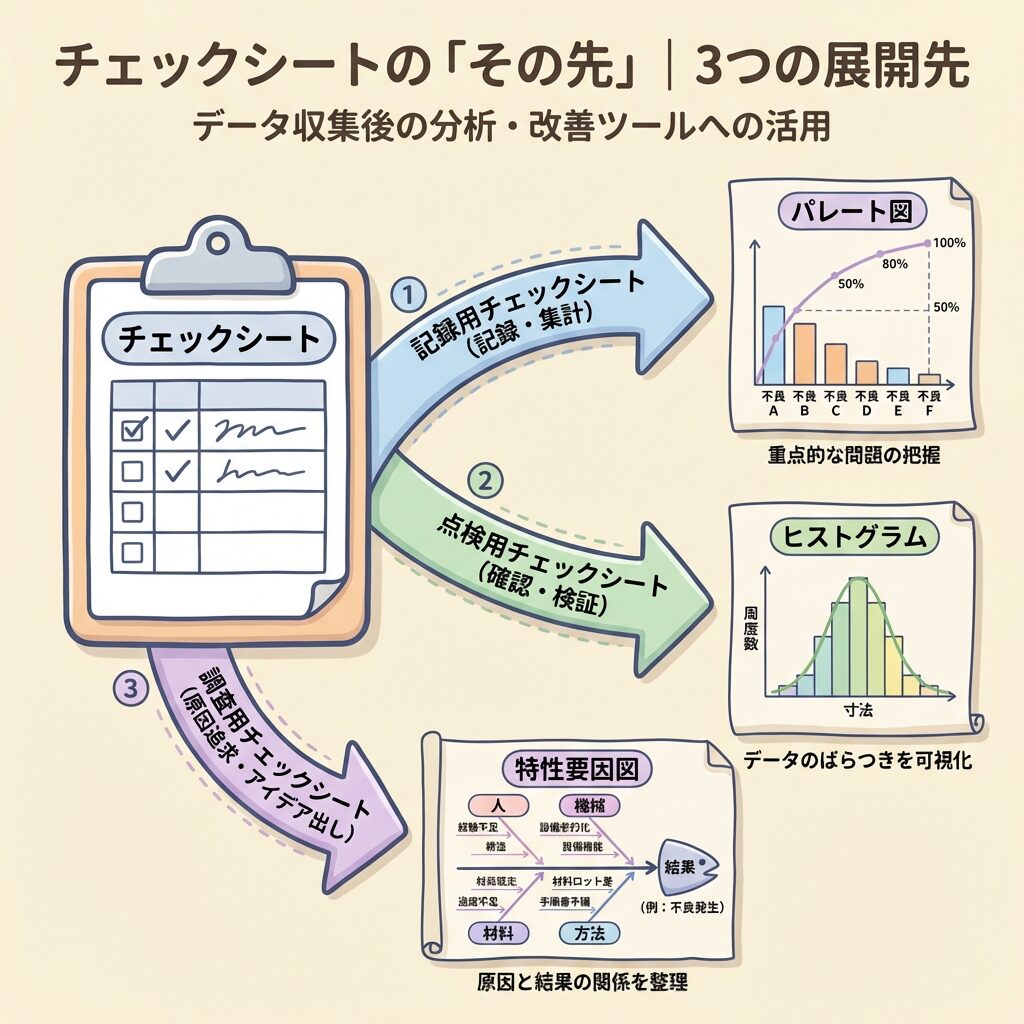
チェックシートの「その先」|パレート図・ヒストグラムに展開する
🔗 チェックシートは「終点」ではなく「起点」
チェックシートを書いて保管して終わり──これでは意味がありません。チェックシートの真の価値は、集めたデータを他のQC7つ道具に展開して分析することにあります。
チェックシート
チェックシート
チェックシート
このように、チェックシートの「タイプ」と「展開先」は1対1で対応しています。「どのグラフを作りたいか」を先に決めてからチェックシートを設計すると、データの過不足がなくなります。
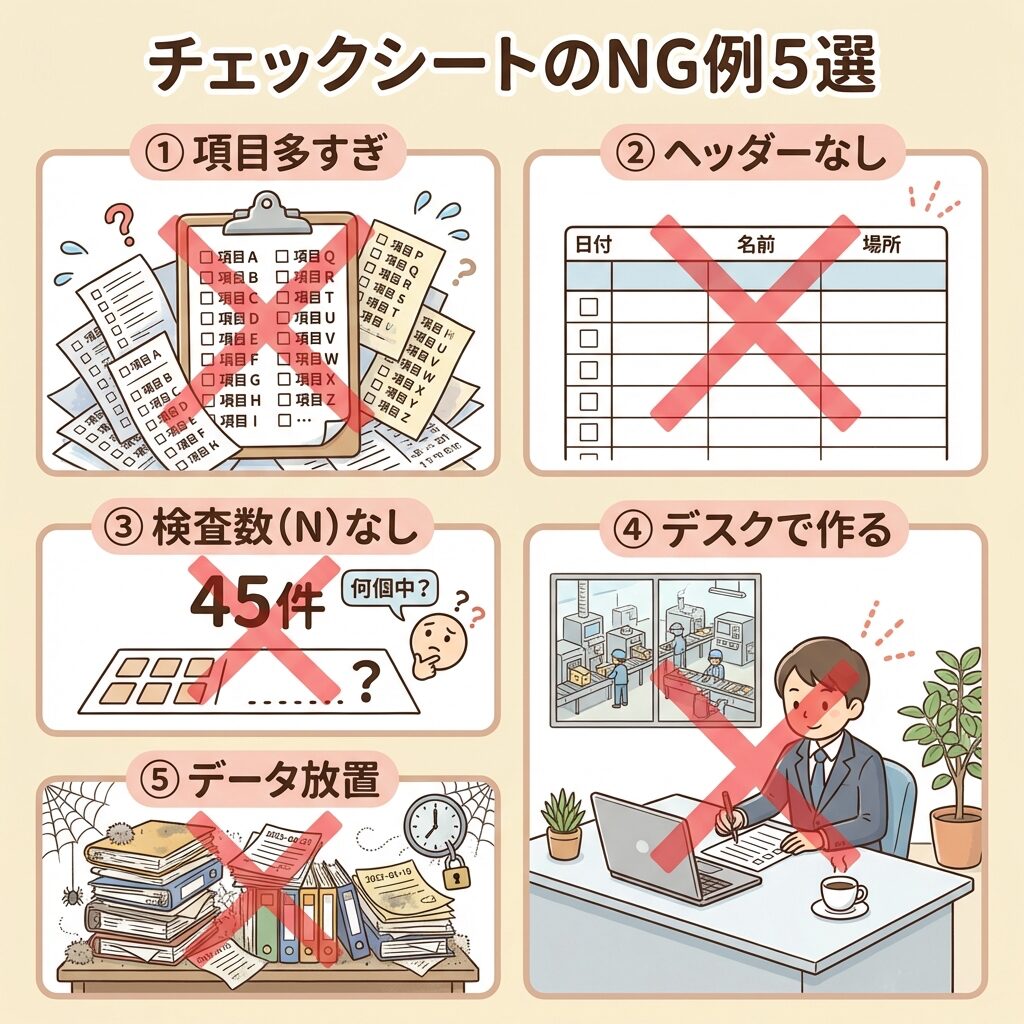
チェックシートのよくある失敗5選|「使われないシート」を作らないために
❌ 品質管理担当者がやりがちなNG例
| # | ❌ よくある失敗 | 😱 何が起きるか | ✅ 正しいやり方 |
|---|---|---|---|
| 1 | 記入項目が多すぎる (20項目以上) |
記入に時間がかかり、現場が面倒がって適当に書く or 書かなくなる | 項目は5〜10個以内に絞る。多い場合は2枚に分ける |
| 2 | ヘッダー情報がない (日付・記録者名なし) |
「このデータいつの?誰が取ったの?」と集計時に困る | 日付・記録者・工程名・ライン名・検査数を必ず記入欄に含める |
| 3 | 検査数(母数)を 記録していない |
「45件の不良」が何個中の45件かわからず、不良率が計算できない | 必ず「検査数(N)」欄を設ける。件数だけでなく率で比較できるように |
| 4 | 現場の人に相談 せずにデスクで作る |
実際の作業フローに合わず「使いにくい」と言われる | 記入する人に試しに3日間使ってもらい、フィードバックを反映する |
| 5 | 集めたデータを 分析しない |
チェックシートが棚に溜まるだけで改善につながらない | 週1回の集計→パレート図化をルーティンにする |
「4月は不良45件、5月は30件。改善された!」──本当にそう言えますか?4月の検査数が10,000個で5月が5,000個だったら、不良率は4月0.45%→5月0.60%でむしろ悪化しています。件数だけでは判断を誤ります。必ず「N(母数)」を記録する欄を作ってください。
現場で「使われる」チェックシートにする3つのコツ
🎯 「完璧なシート」より「書いてもらえるシート」
記入は「正の字」か「チェックマーク」だけにする
文章を書かせるシートは現場で嫌がられます。「不良が出たら該当項目に正の字を1画追加」──これだけで記入が2秒で完了します。正の字は5画で1セット(5件)なので、集計も暗算でできます。
記入する場所に貼る(見える化)
チェックシートをファイルに綴じて棚にしまうのはNGです。検査台の横にクリップボードで吊るす、またはラミネートしてホワイトボードマーカーで書き込む方式にすると、記入率が格段に上がります。
集計結果をフィードバックする(報いる)
記入する作業者にとって最大のモチベーション低下は「せっかく書いたのに、誰も見ていない」ことです。週1回、チェックシートの集計結果をパレート図にして現場の掲示板に貼り出す。「みなさんのデータのおかげで、キズ不良の原因がわかりました」と一言添える。これだけで記入の質が劇的に変わります。

QC7つ道具の中でのチェックシートの位置づけ
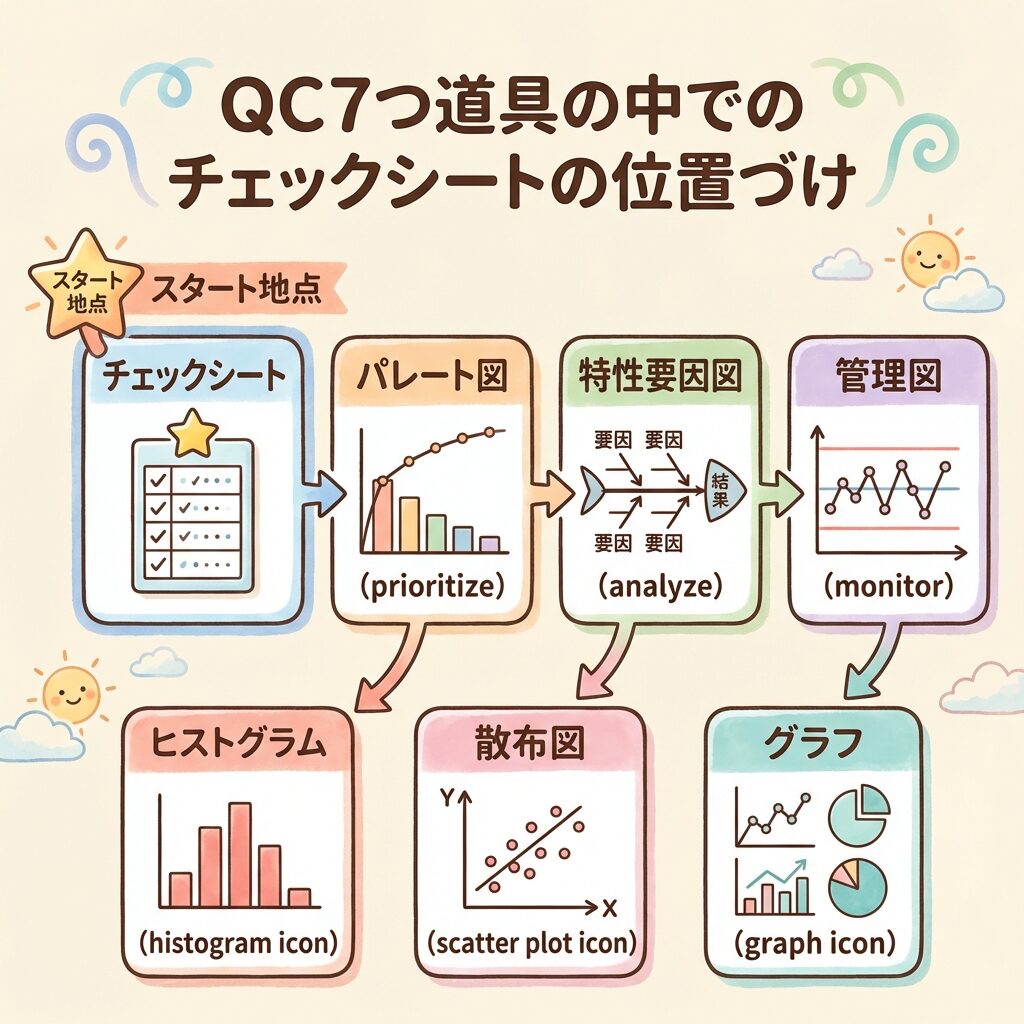
🗺️ チェックシートは「スタート地点」──すべての道具はここから始まる
QC7つ道具の中でチェックシートだけが「データを集める」道具で、残り6つは「データを分析・表示する」道具です。つまり改善活動のフローは、必ずチェックシートから始まります。
品質管理は「チェックシートでデータを集める → パレート図で重点項目を決める → 特性要因図で原因を分析 → 対策を実行 → 管理図で効果を監視」の流れが基本です。チェックシートが「いい加減」だと、この後のすべてのステップが崩壊します。だからこそ、チェックシートは「地味だけど最も重要な道具」なのです。
まとめ|チェックシートは品質改善の「燃料」を集める最初の一手
| チェックシートとは | データ収集・確認を効率化するための専用フォーマット |
| 2種類 | 記録用(データを数える)と点検用(やったか確認する) |
| 記録用4タイプ | ①不良項目別→パレート図、②度数分布→ヒストグラム、③欠点位置→ヒートマップ、④原因調査→特性要因図 |
| 作り方の鉄則 | 目的→項目→フォーマット→試運用→改善の5ステップ |
| 最も多い失敗 | 検査数(N)を記録していない→不良率が計算できない |
| 使われるコツ | 正の字だけで記入完了+現場に掲示+集計結果をフィードバック |
チェックシートは「地味な道具」に見えるかもしれません。しかし、パレート図もヒストグラムも管理図も、すべて「チェックシートで集めたデータ」がなければ作れません。チェックシートが品質管理の「一丁目一番地」と呼ばれるのはそのためです。
まずは明日、あなたの担当工程の不良について「不良項目別チェックシート」を1枚作ってみてください。1週間分のデータが溜まったら、パレート図に変換してみる。それだけで「感覚」だった品質管理が「データ」に変わり、上司や客先に根拠を持って説明できるようになります。
📚 次に読むべき記事
チェックシートで集めたデータを、パレート図に変換して「重点項目」を特定する方法を完全図解。
パレート図で重点項目を特定したら、特性要因図で「なぜ起きるか」を4Mで分析しましょう。
チェックシートを含むQC7つ道具の全体像を15分で把握。7つの道具の使い分けフローもわかります。