
- 上司に「この工程のFMEAやっといて」と言われたが、何から手をつけていいかわからない
- Excelのテンプレートを埋めてはみたものの、「故障モード」がどうしても思いつかない
- RPNの点数をつけたら「全部100以下だから問題なし」で終わってしまい、形骸化している
- AIAG-VDA統合FMEAの「7ステップ」「AP(処置優先度)」が何のことかわからない
- 工程FMEA(PFMEA)を作る7つのステップと、各ステップで「何を書くか」の具体例
- 影響度(S)・発生度(O)・検出度(D)の評価基準表(10段階)
- RPN計算の具体例(「溶接工程の溶け込み不足」を題材に)
- 従来のRPNと、最新のAP(処置優先度)の違いと使い分け
- FMEAが「形だけ」になる3つの原因と、その対策
「FMEAをやってください」と言われたとき、品質管理の教科書的な定義はなんとなくわかっていても、いざExcelを前にすると手が止まる──そんな経験はありませんか。
特に工程FMEA(PFMEA)は、設計FMEAと違って「製造ラインで起こりうる不具合」をすべて洗い出す必要があるため、現場経験が浅いほど何を書けばいいか悩みます。結果として、前任者のExcelをコピペして点数をなんとなく埋めるだけの「儀式」になりがちです。
この記事では、「溶接工程で溶け込み不足が発生する」という製造業の具体例を1つ取り上げ、FMEAシートの左端から右端まで一気通貫で埋める全手順を解説します。数値の入れ方、RPNの計算例、最新のAP(処置優先度)との違いまで、この1記事で工程FMEAの実務がわかる構成にしました。
FMEAとは?|30秒で復習する「未然防止の地図」
FMEA(Failure Mode and Effects Analysis:故障モード影響解析)とは、製品や工程で「起こりうる故障(不具合)」を事前に洗い出し、その影響度・発生しやすさ・検出のしやすさを数値化して、対策の優先順位を決める手法です。
ひとことで言えば、「問題が起きる前に、リスクを点数化して潰す順番を決める地図」です。
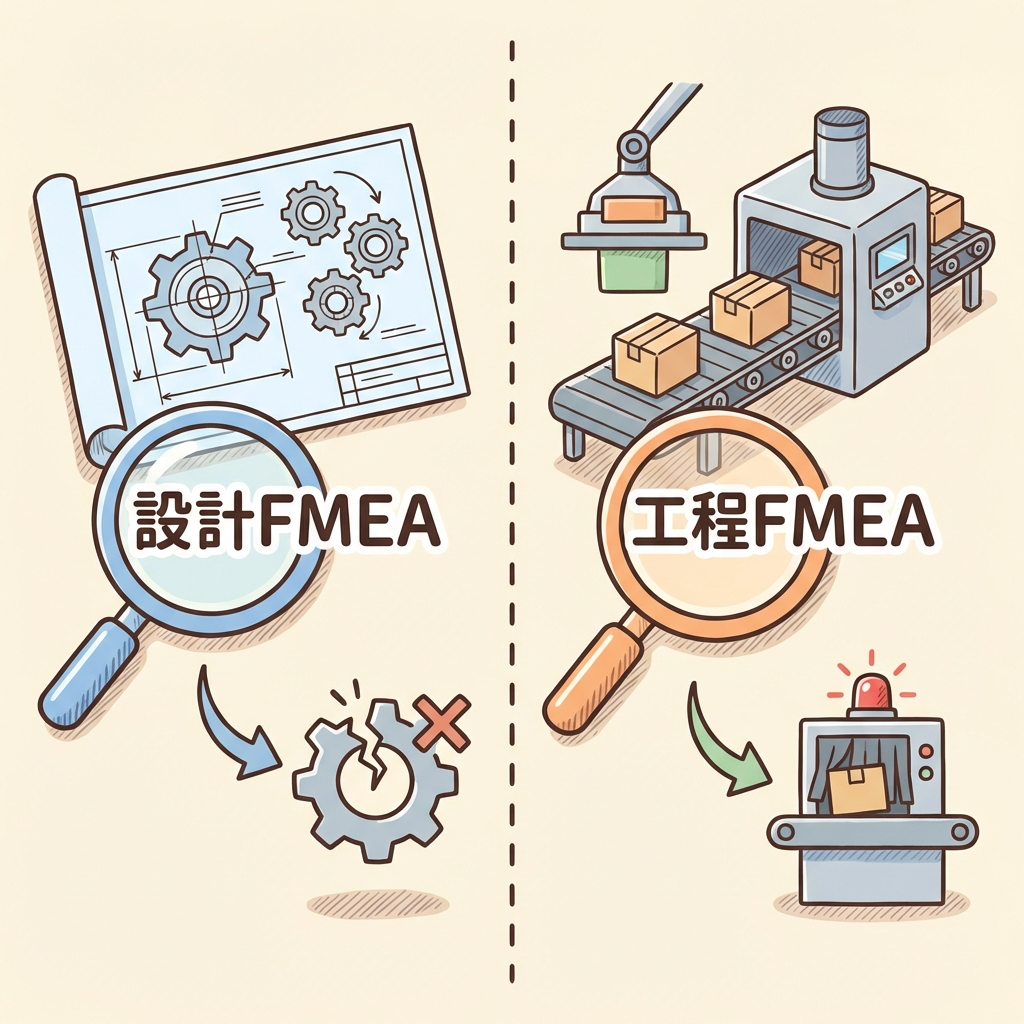
設計FMEA(DFMEA)と工程FMEA(PFMEA)の違い
設計FMEA(DFMEA)
- 対象:製品の設計(部品・構造)
- 問い:「この部品はどう壊れる?」
- 例:基板のはんだ付け部が熱で劣化 → 導通不良
- 担当:設計部門
工程FMEA(PFMEA)
- 対象:製造プロセス(工程・設備・作業)
- 問い:「この工程はどう失敗する?」
- 例:溶接電流の設定ミス → 溶け込み不足
- 担当:生産技術・品質管理部門
この記事で扱うのは工程FMEA(PFMEA)です。製造現場で「どんな作業ミスや設備トラブルが起きうるか」を洗い出し、品質不良が顧客に届く前に対策を打つための手法です。QC工程表が「管理すべき項目の一覧」であるのに対し、FMEAは「なぜその項目を管理するのか(リスクの根拠)」を記録する点で、補完関係にあります。
{kind=link}
工程FMEAの作り方|7ステップの全体像
AIAG-VDA統合FMEAハンドブック(2019年版)では、FMEAを7つのステップで進めることが推奨されています。従来の「いきなりExcelに故障モードを書く」やり方と比べて、最初の3ステップ(構造→機能→故障の解析)が追加されているのが最大の変更点です。
このステップを踏むことで、「故障モードの洗い出しが甘い」「抜け漏れがある」という形骸化の最大の原因を防ぐことができます。
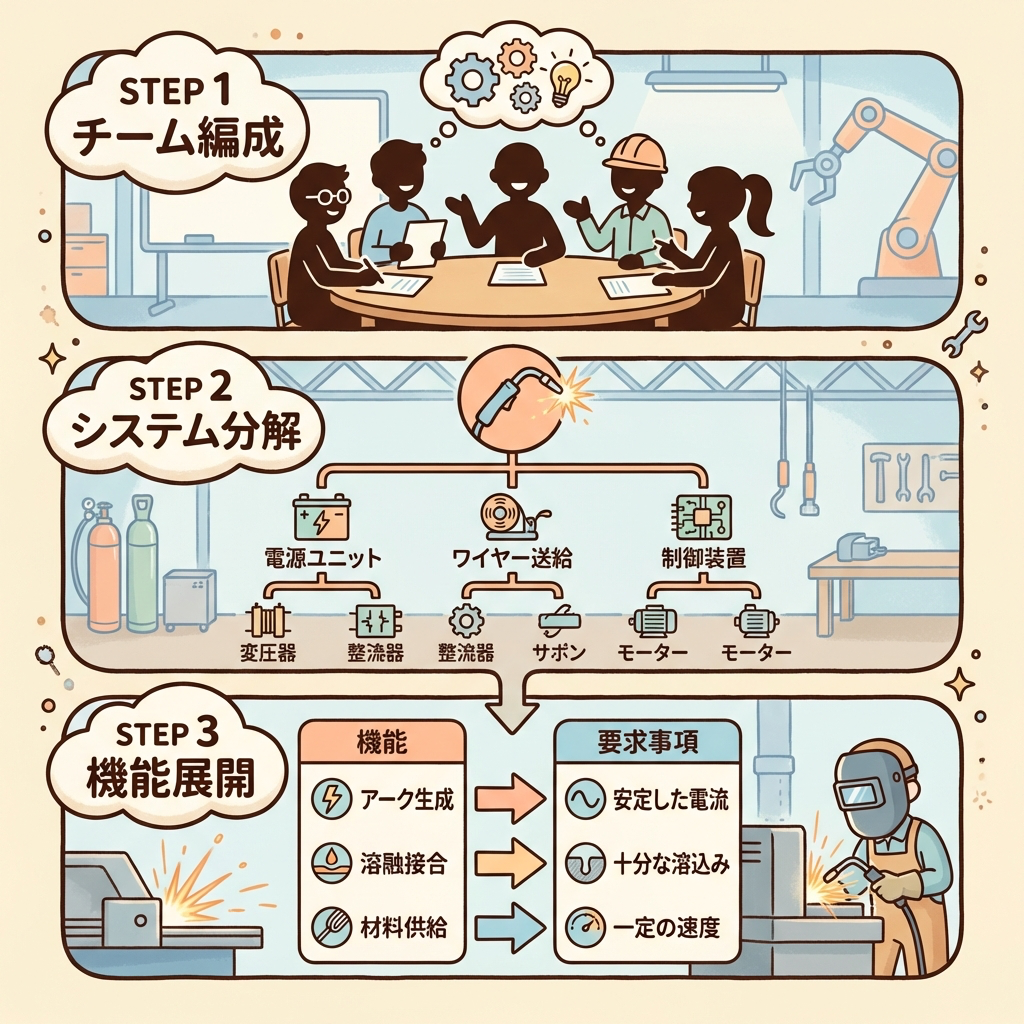
FMEAの対象範囲(どの工程を解析するか)とチームメンバーを決める。
工程を「システム → サブシステム → 要素」に分解する。プロセスフロー図を作成。
各工程要素に「機能」と「要求仕様」を割り当てる。「この工程は何をすべきか?」を明文化。
機能が果たされない場合の「故障モード」「故障影響」「故障原因」を洗い出す。
影響度(S)・発生度(O)・検出度(D)を評価し、RPN or AP(処置優先度)を算出する。
リスクが高い項目に対して改善策を立案し、実施後に再評価する。
FMEAシートを完成させ、関連部門に共有。「生きた文書」として定期更新する仕組みを作る。
STEP 2~4(構造→機能→故障解析)は、従来のFMEA第4版にはなかった「新しい前工程」です。この3ステップをスキップすると、結局「思いつきで故障モードを並べる」状態に戻ります。面倒に感じても、ここを丁寧にやることがFMEAを「形だけ」にしない最大のコツです。
では、ここから各ステップを「溶接工程」を題材にした具体例つきで順番に解説していきます。

STEP 1~3:「何を解析するか」を決める前工程
STEP 1:計画と準備|「どこを・誰と・いつまでに」を決める
FMEAは一人で黙々と作るものではありません。最低でも以下の3つを決めてからスタートします。
| 決めること | 具体例(溶接工程の場合) |
|---|---|
| 対象範囲 | 「サブフレームの溶接工程」(前工程のプレス、後工程の塗装は除外) |
| チーム編成 | 生産技術(リーダー)、品質管理、製造現場、設計、保全 → 3〜7名が理想 |
| スケジュール | STEP 2~4を2時間×3回、STEP 5~7を2時間×2回(計約10時間) |
「FMEAは一人でExcel埋める仕事でしょ?」と思われがちですが、それが形骸化の第一歩です。最低限「設計」「品管」「製造」の3者がテーブルにつかないと、故障モードの洗い出しに抜け漏れが発生します。
STEP 2:構造解析|工程を「ツリー構造」で分解する
対象工程を「大きなかたまり」から「小さな作業要素」まで3階層で分解します。これにより、後のSTEP 4で故障モードを洗い出す「粒度」が揃います。
🔍 溶接工程の構造解析の例
| 階層 | 名称 | 具体例 |
|---|---|---|
| レベル1(システム) | 溶接工程全体 | サブフレーム溶接ライン |
| レベル2(サブシステム) | 工程ステーション | ST10:部品セット → ST20:仮付け → ST30:本溶接 → ST40:外観検査 |
| レベル3(要素) | 4M+1E | ST30の場合:Man(作業者のスキル)、Machine(溶接ロボット)、Material(ワイヤー・シールドガス)、Method(溶接条件)、Measurement(電流・電圧モニタ) |
STEP 3:機能解析|「この工程は何をすべきか」を言語化する
構造解析で分解した各要素に対して、「その工程が果たすべき機能」と「要求仕様(合格基準)」を書き出します。ここを曖昧にすると、次のSTEP 4で「故障モード」が出てきません。なぜなら、故障モードとは「機能が果たされない状態」のことだからです。
| 工程要素 | 機能 | 要求仕様 |
|---|---|---|
| ST30:本溶接 | 2つの鋼板を所定の強度で接合する | 溶け込み深さ ≥ 3mm、ビード幅 5±1mm、外観欠陥なし |
| 溶接ロボット(Machine) | 設定条件どおりに溶接トーチを移動し、通電する | 電流200±10A、電圧22±1V、速度30cm/min |
| シールドガス(Material) | 溶接部を大気から遮断し、酸化を防ぐ | CO₂流量 20±2 L/min |
「機能」を書くコツは、「〇〇を△△する」という動詞形で書くこと。「溶接する」だけでは曖昧すぎます。「所定の強度で接合する」と書けば、「強度が足りない」という故障モードが自然と導き出されます。
STEP 4:故障解析|「何がどう失敗するか」を3つのセットで書き出す
FMEAの核心部分です。STEP 3で定義した「機能」に対して、それが果たされない場合の①故障モード、②故障影響(顧客への影響)、③故障原因(なぜ起きるか)を3点セットで書き出します。
故障モード・影響・原因の3点セットとは?
具体例:溶接工程(ST30:本溶接)の故障解析
1つの工程に対して、故障モードは複数出てきます。「溶け込み不足」だけでなく、「スパッタ過多」「ビード蛇行」「ブローホール」など、起こりうるすべてを列挙するのがポイントです。以下は代表的な3パターンを示した例です。
| 故障モード | 故障影響(顧客視点) | 故障原因 |
|---|---|---|
| 溶け込み不足 | 接合強度不足 → 走行中に部品脱落の可能性(安全に影響) | ①溶接電流の設定ミス ②ワイヤー送給速度の異常 ③ガス流量不足による酸化 |
| スパッタ過多 | 外観不良 → 顧客からのクレーム(外観品質低下) | ①電圧が高すぎる ②シールドガスの種類が不適切 |
| ビード蛇行 | 溶接品質のばらつき → 疲労強度低下の恐れ | ①ロボットのティーチング精度不良 ②治具のクランプ力不足 |
「故障モード」と「故障原因」を混同しがちです。故障モードは「どういう状態になるか」(溶け込み不足)、故障原因は「なぜその状態になるか」(電流の設定ミス)です。「電流の設定ミス」を故障モード欄に書いてしまうのは典型的な間違いです。

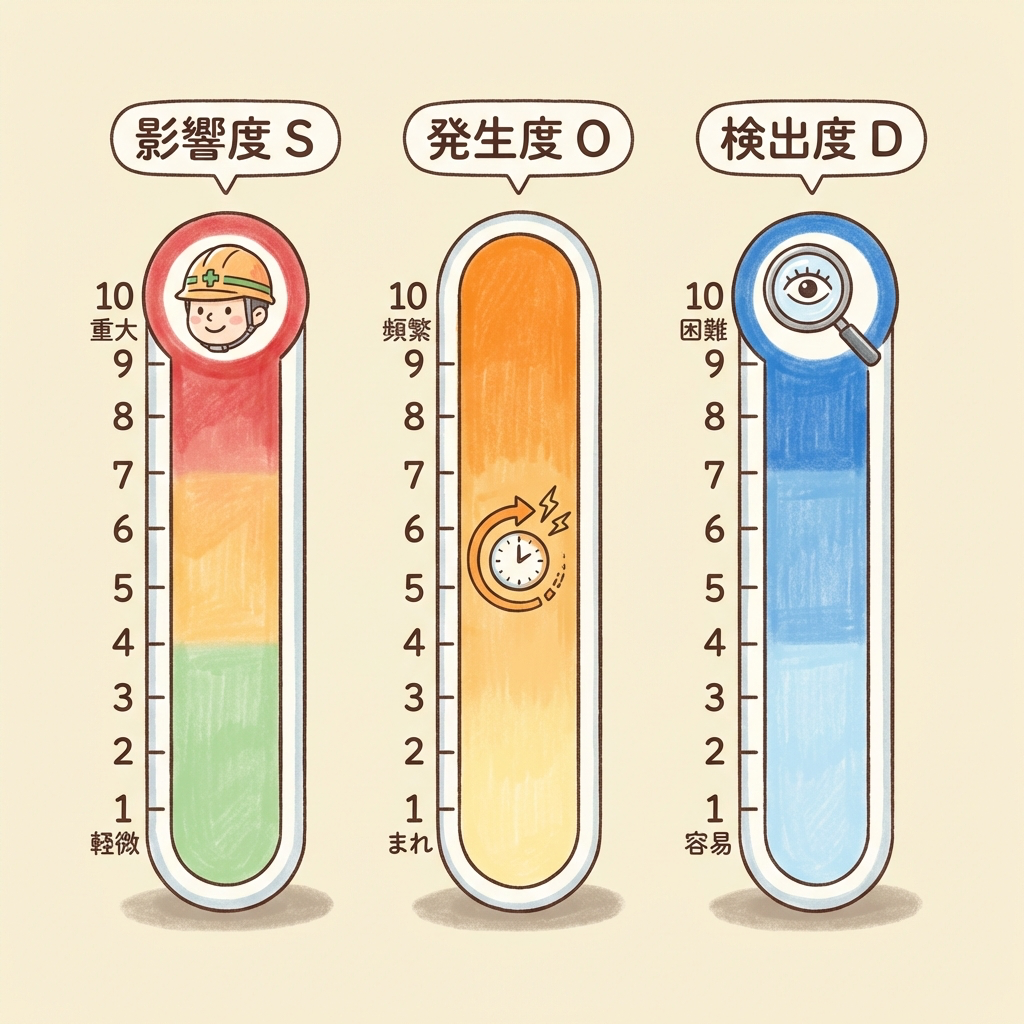
STEP 5:リスク解析|影響度(S)・発生度(O)・検出度(D)の評価基準
いよいよ点数をつけるステップです。故障モードごとに以下の3つの指標を1~10の10段階で評価します。数字が大きいほどリスクが高いことを意味します。
① 影響度(Severity:S)の評価基準
「もしその故障が起きたら、顧客にどれだけ影響があるか」を評価します。安全に関わる場合は最高ランクの9~10、外観のみの問題なら2~3というイメージです。
| ランク | 影響の程度 | 判断基準(工程FMEAの場合) |
|---|---|---|
| 10 | 安全問題(警告なし) | 法規制に違反。予告なく使用者の安全を脅かす |
| 9 | 安全問題(警告あり) | 法規制に違反の可能性。事前に警告があるが使用者に危険 |
| 8 | 主機能喪失 | 製品が使用不能になる。100%不良として返品 |
| 7 | 主機能低下 | 製品の主要性能が著しく低下。大半の顧客が不満 |
| 6 | 副機能喪失 | 副次機能が使用不能。顧客は不便を感じる |
| 5 | 副機能低下 | 副次機能の性能低下。半数以上の顧客が不満を感じる |
| 4 | 外観・異音(中程度) | 大半の顧客(75%超)が気づく不具合 |
| 3 | 外観・異音(軽微) | 半数の顧客(50%程度)が気づく不具合 |
| 2 | ほとんど影響なし | 注意深い顧客だけが気づく微小な不具合 |
| 1 | 影響なし | 顧客に影響がないレベル |
② 発生度(Occurrence:O)の評価基準
「その故障原因がどれくらいの頻度で発生するか」を評価します。過去の不良データや工程能力指数(Cpk)がある場合はそれを根拠にします。
| ランク | 発生の程度 | 判断基準の目安 |
|---|---|---|
| 10 | 極めて高い | 2個に1個以上(≥ 50%)。管理不能 |
| 8〜9 | 高い | 20個に1個程度(Cpk < 0.67) |
| 6〜7 | やや高い | 100個に1個程度(Cpk ≈ 0.83〜1.00) |
| 4〜5 | 中程度 | 2,000個に1個程度(Cpk ≈ 1.00〜1.17) |
| 2〜3 | 低い | 15万個に1個程度(Cpk ≈ 1.33〜1.50) |
| 1 | 極めて低い | 100万個に1個以下(Cpk ≥ 1.67)。ほぼゼロ |
③ 検出度(Detection:D)の評価基準
「その故障が発生したとき、出荷前に発見できる確率はどれくらいか」を評価します。注意点として、数字が大きいほど「見つけにくい」です。つまり、検出が難しい=リスクが高い、という評価になります。
| ランク | 検出の程度 | 判断基準 |
|---|---|---|
| 10 | 検出ほぼ不可能 | 検出手段なし。不良品がそのまま出荷される |
| 8〜9 | 検出困難 | 目視検査のみ。検出率が低い |
| 6〜7 | 検出しにくい | 抜取検査や手動での計測。見逃す可能性あり |
| 4〜5 | 中程度の検出力 | 統計的管理(SPC)で異常を検知。ただし100%ではない |
| 2〜3 | 検出しやすい | 自動検査機で全数検査。高い検出率 |
| 1 | 確実に検出 | ポカヨケにより故障そのものが発生不可能な構造 |
RPN計算の具体例|「溶け込み不足」のリスクを数値化する
ここまでの情報を使って、実際にRPN(Risk Priority Number:リスク優先度数)を計算してみましょう。RPNは3つの評価値を掛け合わせるだけです。
RPN = 影響度(S)× 発生度(O)× 検出度(D)
最小値:1×1×1 = 1、最大値:10×10×10 = 1,000
計算例:故障モード「溶け込み不足」(原因:溶接電流の設定ミス)
| 評価項目 | 評価ランク | 根拠 |
|---|---|---|
| 影響度(S) | 9 | 溶け込み不足 → 接合強度不足 → 走行中の部品脱落(安全に関わる) |
| 発生度(O) | 4 | 過去1年で同種不良が3件/10万個。Cpk ≈ 1.10。「中程度」と判定 |
| 検出度(D) | 5 | 溶接後に電流・電圧のモニタリング(SPC)で管理しているが、全数の非破壊検査は未実施 |
一般にRPN ≥ 100〜125は「要対策」とされることが多い → 改善が必要
同じ工程の他の故障モードもまとめてRPN算出
| 故障モード | 故障原因 | S | O | D | RPN | 優先度 |
|---|---|---|---|---|---|---|
| 溶け込み不足 | 溶接電流の設定ミス | 9 | 4 | 5 | 180 | ★★★ |
| スパッタ過多 | 電圧が高すぎる | 3 | 5 | 3 | 45 | ★ |
| ビード蛇行 | ロボットのティーチング不良 | 7 | 3 | 6 | 126 | ★★ |
このように、RPN値が高い順に並べることで、「まず何から手を打つべきか」の優先順位が一目瞭然になります。溶け込み不足(RPN=180)が最優先で対策すべきリスクだとわかりました。
RPNの限界と、最新のAP(処置優先度)との違い
RPNは「掛け算の結果」だけで優先順位を決めるため、実は重大な弱点があります。以下の2つの故障モードを比べてください。
| 故障モード | S | O | D | RPN |
|---|---|---|---|---|
| A:安全に関わる不良(検出しやすい) | 10 | 3 | 2 | 60 |
| B:外観不良(検出しにくい) | 3 | 4 | 8 | 96 |
RPNだけで見ると、B(外観不良)のほうが96で高いため優先対策になります。しかし、A(安全に関わる不良)は影響度10で、人命に関わるのに、RPNが低いだけで後回しにされてしまう──これがRPNの最大の問題です。
AP(Action Priority:処置優先度)とは?
2019年のAIAG-VDA統合FMEAハンドブックでは、この問題を解決するためにRPNに代わるAP(Action Priority:処置優先度)が導入されました。APは、S・O・Dの値を個別に精査した上で、H(高)・M(中)・L(低)の3段階で判定します。
APの判定では、影響度(S)が最も重視されます。先ほどの例では、故障モードA(S=10)は単純な掛け算ではなく「安全に関わる重大な影響がある」という事実がAPの判定に直接反映されるため、H(高)と判定されます。
| 比較項目 | RPN(従来方式) | AP(AIAG-VDA方式) |
|---|---|---|
| 計算方法 | S × O × D(1〜1,000) | S・O・Dの組み合わせ表から H/M/L を判定 |
| 弱点 | S=10でもO・Dが低ければRPNが低くなり、安全リスクを見逃す | 判定基準表がやや複雑。チーム内での認識合わせが必要 |
| 推奨される場面 | 社内で長年使われている場合はそのまま運用可 | 自動車業界のOEM向け、新規にFMEAを構築する場合 |
「RPNとAPのどちらを使うべきか」は、取引先(OEM)の要求仕様や社内ルールに従うのが現実的です。ただし、RPNを使い続ける場合でも、「S=9〜10の故障モードはRPNに関係なく必ず対策する」というルールを追加するだけで、RPNの弱点をかなりカバーできます。
STEP 6~7:改善策の立案と再評価、そして「生きた文書」にする
STEP 6:最適化|RPNが高い項目の改善策を立案する
RPNが高い(またはAPがH/M)と判定された故障モードに対して、S・O・Dのどれを下げるかを検討します。改善策を実施した後に再度S・O・Dを評価し、RPNが目標値以下になったかを確認します。
先ほどの「溶け込み不足(RPN=180)」に対する改善策の例を見てみましょう。
| 改善の方向 | 具体策 | 狙い | 改善後の値 |
|---|---|---|---|
| O(発生度)を下げる | 溶接条件をPLCにプリセット。作業者による手動設定を廃止 | 設定ミスの根本原因を断つ | O:4 → 2 |
| D(検出度)を下げる | 超音波探傷検査(UT)を全数に適用。溶け込み不足を100%検出する体制に | 万が一発生しても流出を防ぐ | D:5 → 2 |
RPN = 9 × 4 × 5 = 180
改善後
RPN = 9 × 2 × 2 = 36
180 → 36 に改善。RPN < 100 をクリア
影響度(S)は設計変更をしない限り基本的に下がりません。「溶け込み不足で部品が脱落するリスク」は、溶接という接合方法を変えない限り存在し続けます。そのため、改善策はO(発生度を下げる=発生させない)またはD(検出度を下げる=見逃さない)にフォーカスするのが基本です。
STEP 7:結果の文書化|FMEAを「生きた文書」にする
FMEAシートは「一度作ったら終わり」ではなく、以下のタイミングで更新する「生きた文書(Living Document)」です。
| 更新タイミング | 具体例 |
|---|---|
| 設計変更が入ったとき | 材料がSPCCからGA材に変わった → 溶接条件が変わる → 故障モードの再洗い出し |
| 市場クレームが発生したとき | 想定していなかった故障モードが市場で発見された → FMEAに追記 |
| 定期レビュー(年1回など) | 改善策の効果確認。O・D値の再評価を行い、RPNの変化を記録 |
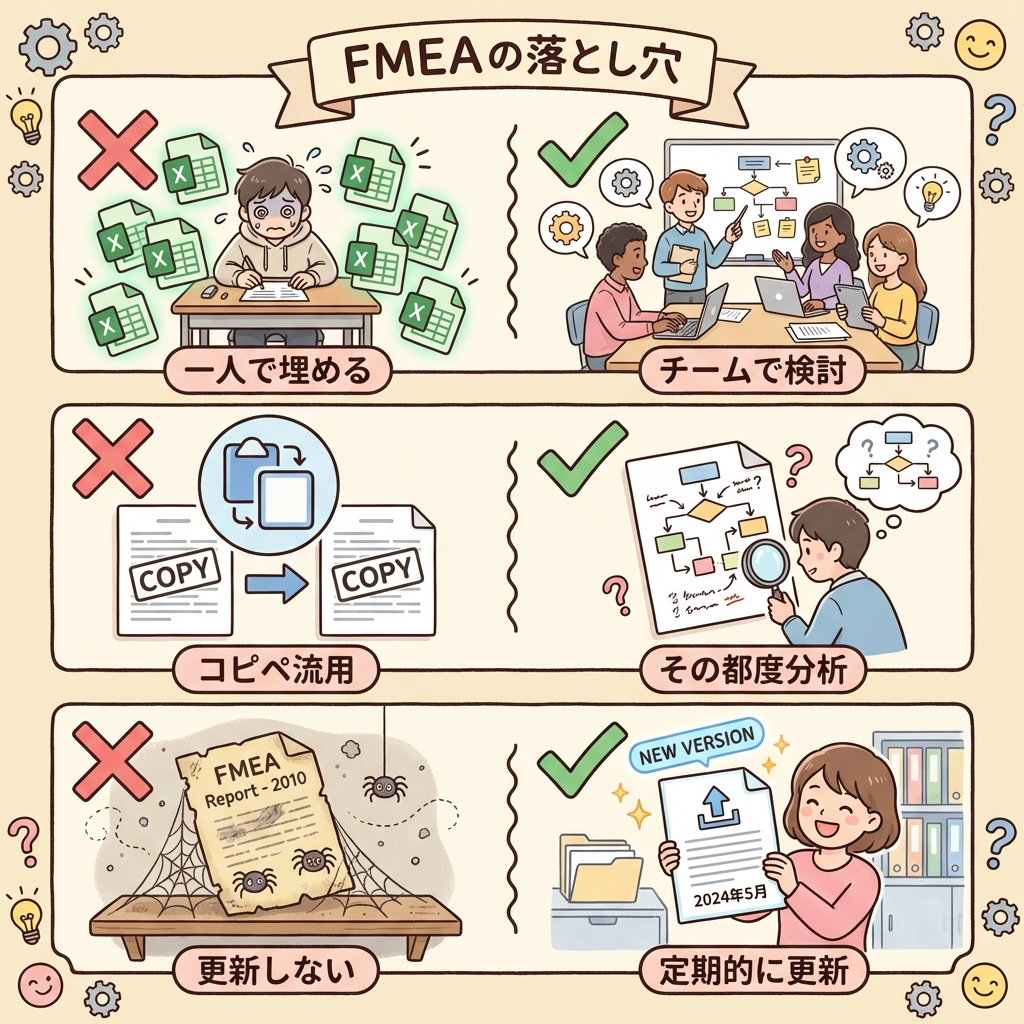
FMEAが「形だけ」になる3つの原因と対策
ここまで7ステップを解説しましたが、現場でFMEAが形骸化する原因は手順の難しさではなく、運用面の問題であることがほとんどです。ここでは、よくある3つの失敗パターンとその対策を紹介します。
❌ 失敗パターン①:「一人で黙々とExcelを埋める」
FMEAは本来、複数部門のメンバーが集まって議論する「チーム作業」です。一人で書くと、自分の専門外の故障モードを見落とします。設計者は工程のトラブルを知らないし、製造は設計意図を知らない。だからこそ、3〜7名のクロスファンクショナルチームが不可欠です。
対策:最低でも「設計」「品管」「製造」の3者がテーブルにつく。1回2時間のワークショップ形式で進める。
❌ 失敗パターン②:「前任者のExcelをコピペして点数を変えるだけ」
新製品の工程FMEAを作るとき、前任者が書いた旧製品のFMEAをそのまま流用し、数値だけ微調整する──これが形骸化の典型例です。新製品には新しい工程・新しい設備・新しい材料が入っているはずなのに、故障モードが旧製品と同じになるのはおかしいのです。
対策:STEP 2(構造解析)からやり直す。特に「旧製品からの変更点」をリストアップし、変更点に紐づく新しい故障モードを必ず追加する。
❌ 失敗パターン③:「作っただけで更新しない」
量産開始前にFMEAを作成し、その後一度も更新しない。市場でクレームが発生しても、FMEAにはその故障モードが記載されていない──これでは「過去の反省が蓄積されない」状態です。
対策:STEP 7で述べたとおり、設計変更・クレーム発生・年次レビューのタイミングで必ず更新する仕組みを作る。FMEAの改訂履歴を残し、「いつ・誰が・何を変えたか」をトレースできるようにする。
FMEAは「監査のために作る書類」ではなく、「未然防止のための武器」です。面倒くさいのは事実ですが、市場クレームが1件出たときの対策コスト(数百万〜数千万円)を考えると、FMEAに10時間投資するのは圧倒的にコスパが良い。「攻めの品質管理」の第一歩だと考えてください。
まとめ|FMEAは「形だけ」ではなく「武器」にできる
この記事では、工程FMEA(PFMEA)の作り方を7つのステップに沿って解説しました。最後に要点を振り返ります。
- STEP 1〜3(計画・構造・機能解析)を丁寧にやることが、故障モードの洗い出し精度を決める
- STEP 4(故障解析)では「故障モード」「故障影響」「故障原因」を3点セットで書く。故障モードと原因を混同しない
- STEP 5(リスク解析)では影響度(S)・発生度(O)・検出度(D)を10段階で評価し、RPN = S × O × D で計算
- RPNの弱点(影響度が高くてもRPNが低くなる)を補うために、AP(処置優先度)が導入されている
- RPNを使い続ける場合でも、「S≥9は問答無用で対策」というルールを追加する
- FMEAは「生きた文書」。作って終わりではなく、設計変更・クレーム・年次レビューで必ず更新する
FMEAは「やらされている」と感じた瞬間に形骸化します。しかし、本来は「自分たちの工程で起こりうるリスクを見える化し、先手を打つ」ための強力な武器です。この記事が、あなたの現場でFMEAを「生きた活動」に変えるきっかけになれば幸いです。
📚 次に読むべき記事
FMEAのボトムアップと逆のアプローチで原因を深掘りする方法
FMEAの結果をデザインレビューで活用する方法
FMEAの発生度(O)評価の根拠となるCpk値の計算方法
品質管理やFMEAの勉強をしているということは、日々の業務で「もっと良くしたい」と思っているからこそだと思います。もし「この仕事、いつまで続けるんだろう」「今のキャリアで合っているのか」と感じることがあれば、こちらの記事も覗いてみてください。
📘 30代のキャリア迷子脱出法|もう「このままでいいのかな?」と悩まなくていい →