{kind=link}
💭 こんな経験、ありませんか?
同じサンプルを、同じ測定器で、同じ手順で何回も測ったのに…毎回ちょっとずつ値が違う。
「機械、壊れてる?」
「自分の測り方が下手なの?」
「これ、客先に出すデータなんだけど、どの値を書けばいいの?」
こんな悩み、現場では日常茶飯事です。でも安心してください。測定値が完全に一致しないのは、世界中のどんな精密な計測器でも同じ。問題はそこではなく、「そのズレをどう分類し、どう扱うか」を知らないことなのです。
🎯 この記事の結論
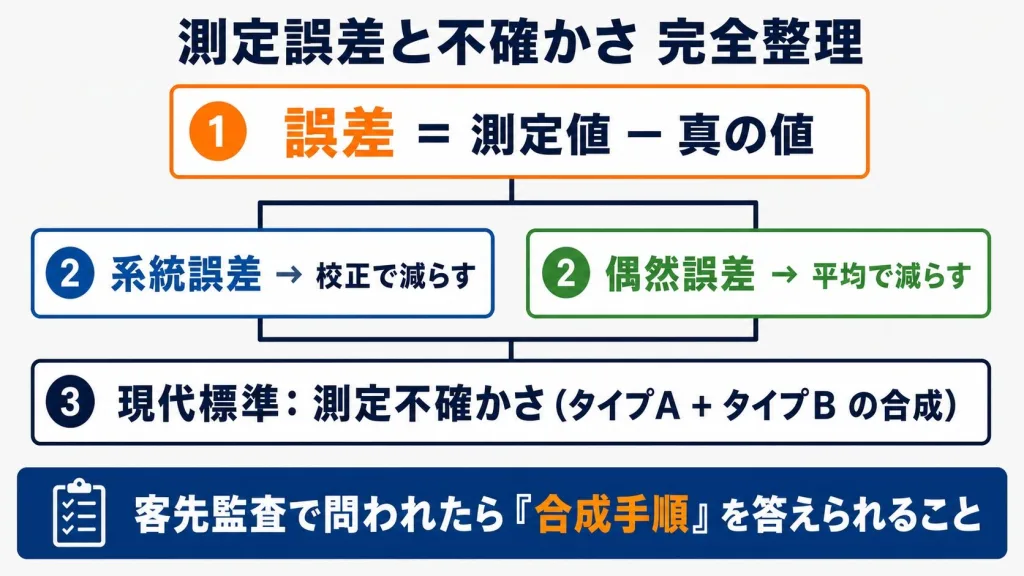
測定誤差には2種類あります。
① 系統誤差:いつも同じ方向にズレる(校正・補正で減らせる)
② 偶然誤差:毎回ランダムにズレる(複数回測定の平均で減らせる)
そして現代の品質保証では、「誤差」より「測定不確かさ(Uncertainty)」という考え方が標準です。ISO/IEC GUMという国際規格で定められ、客先監査でも問われる重要概念です。
目次
そもそも「誤差」とは何か
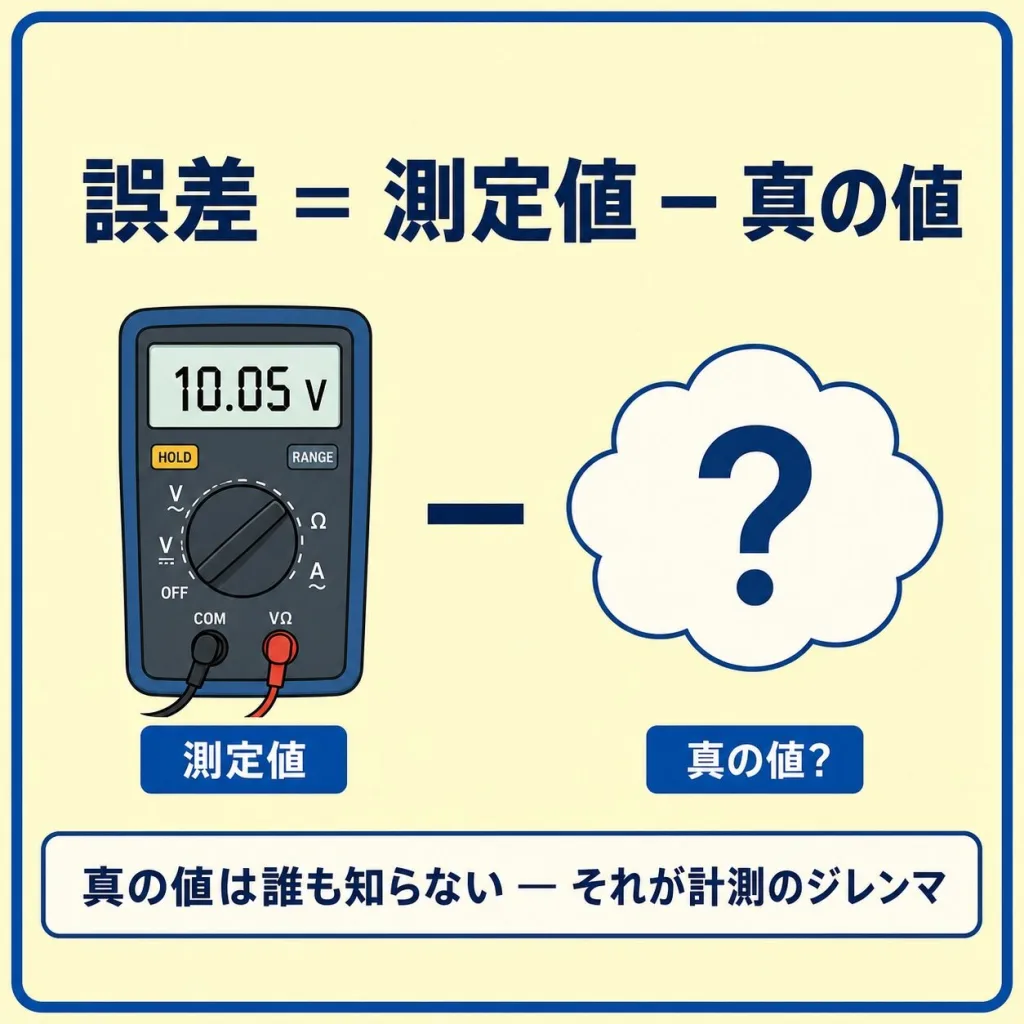
誤差を一言で定義すると、こうなります。
誤差 = 測定値 − 真の値
シンプルですね。でもここで疑問が湧きます。「真の値」って誰が知っているの?と。
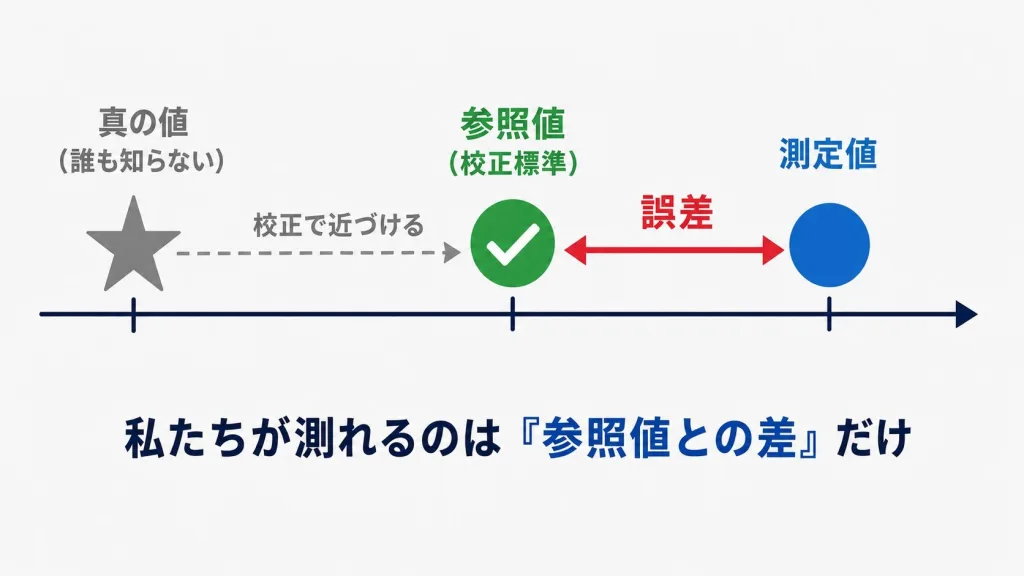
これが現代計測の最大のジレンマです。真の値は誰も知らないし、原理的に測れない。だから「真の値」は「より精度の高い計器で測った値」「国家標準にトレーサブルな値」などで代用します。
そして「真の値の代わりに使う値」を専門的には「参照値」「比較標準」と呼びます。
📌 覚えておきたい用語
・真の値(True value):理論上の正解。誰も知らない。
・参照値(Reference value):真の値の代わりに使う、より精度の高い値。
・誤差(Error):測定値と参照値の差。
誤差の2大分類 — 系統誤差と偶然誤差
誤差は性質によって、大きく2つに分けられます。この分類は誤差をどう減らすかを決める出発点になります。
① 系統誤差(Systematic Error)— いつも同じ方向にズレる
系統誤差は、原因がはっきりしていて、いつも一定方向にズレる誤差です。
たとえば、こんなものが該当します。
- 計器の校正ズレ:DMMの零点が +0.05V ずれている
- 環境の影響:温度が高く、抵抗値が常に大きく出る
- 測定者のクセ:常に針を斜め上から読む(視差)
- 測定手法の問題:プローブのGNDリードが長すぎていつも電圧降下が乗る
- 機器の経年変化:センサの感度が経年で落ちている
系統誤差の特徴は「平均しても消えない」こと。何度測っても同じ方向にズレるので、平均値を取っても誤差は減りません。
対策は 校正・補正・原因の除去です。
② 偶然誤差(Random Error)— 毎回ランダムにズレる
偶然誤差は、原因が無数にあり、毎回ランダムな方向にズレる誤差です。
たとえば、こんなものが該当します。
- 熱雑音(ジョンソンノイズ):抵抗器の電子がランダムに動く
- 電源リプル・外来ノイズ:周辺の機器から飛んでくる微小ノイズ
- 振動・温度の微小変動:空調の風など
- 読み取りの瞬間のばらつき:針が振れているときの目視
- サンプリングのタイミング:デジタル計器が信号を取り込む瞬間のズレ
偶然誤差の特徴は「正規分布に従う」こと。プラスにもマイナスにも同じくらいズレるので、複数回測って平均すれば打ち消し合って減っていきます。
対策は 多数回測定+平均化、シールド、フィルタリングです。
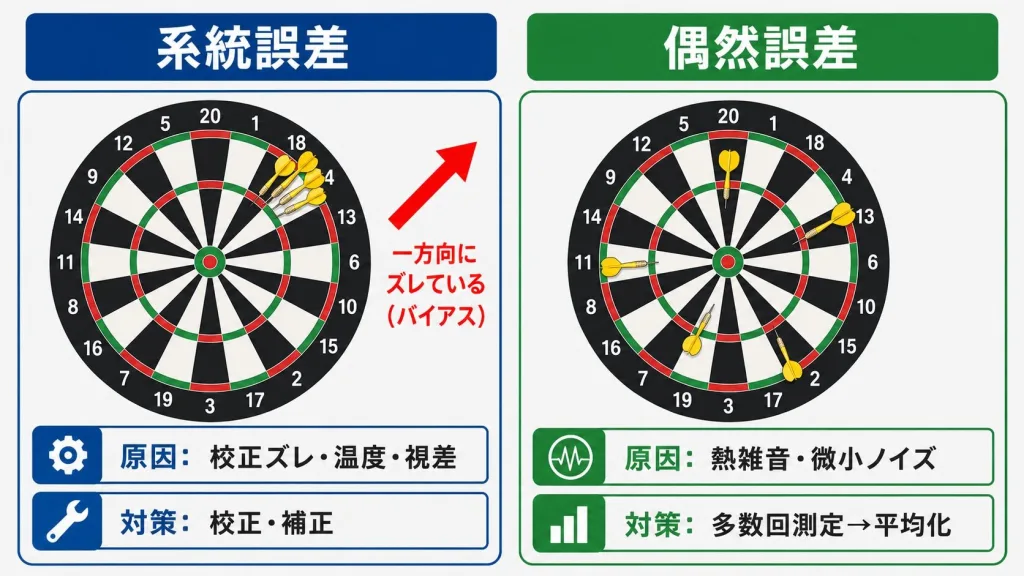
🎯 的当てで理解する2つの誤差
誤差の2分類は、ダーツの的当てで考えると一発で理解できます。中心(真の値)に対して、矢(測定値)がどう散らばるか。組み合わせは4パターンあります。
✅ パターンA:理想
矢が中心に集中している。
系統誤差:小/偶然誤差:小
⚠️ パターンB:精密だが偏ってる
矢が一箇所にまとまるが中心からズレている。
系統誤差:大/偶然誤差:小
⚠️ パターンC:中心はとらえてるがバラつく
矢が中心の周りに広く散る。
系統誤差:小/偶然誤差:大
❌ パターンD:最悪
矢が散る上に全体的にズレている。
系統誤差:大/偶然誤差:大
💡 覚えるコツ
・正確さ(Accuracy)=中心からのズレの小ささ → 系統誤差に対応
・精密さ(Precision)=バラつきの小ささ → 偶然誤差に対応
「正確で精密」が理想。日本語だと両方「正確」と訳されがちですが、英語では明確に区別されています。
📖 統計的視点から深掘りしたい人へ
第5回:分散と標準偏差|「バラつき」を数値化する魔法の公式 →
偶然誤差の正体は「バラつき」。それを数値化する標準偏差を、中学生でも分かるように解説した記事です。誤差解析の土台になります。

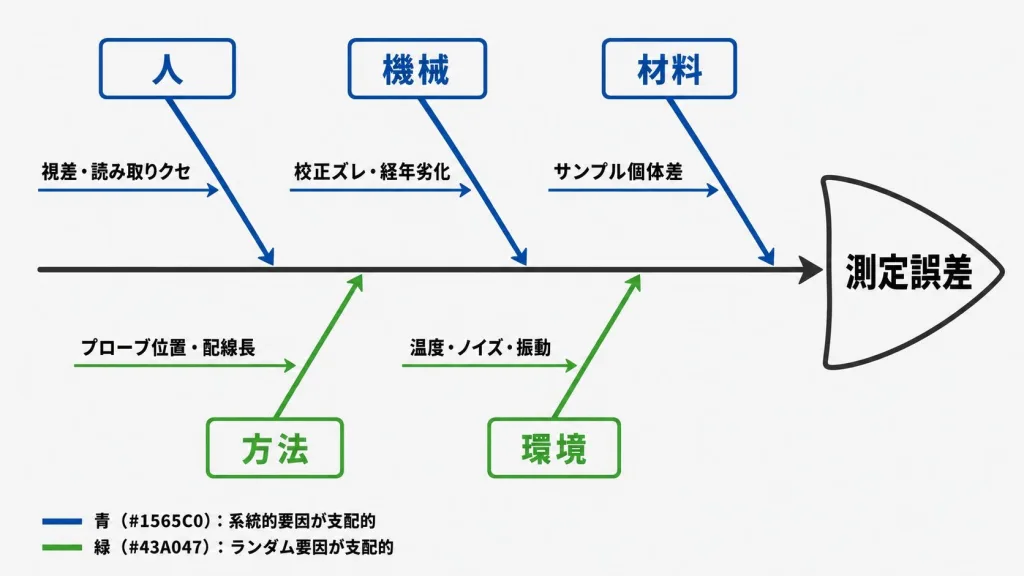
誤差の原因はどこから来るのか — 5Mで考える
誤差の原因を体系的に洗い出すには、品質管理で使われる5M(人・機械・材料・方法・環境)が役立ちます。
| 分類 | 具体例 | 主な誤差の種類 |
|---|---|---|
| Man(人) | 読み取りのクセ、視差、判断基準のばらつき | 系統+偶然 |
| Machine(機械) | 校正ズレ、経年劣化、計器固有の誤差 | 主に系統 |
| Material(材料) | サンプル個体差、表面状態の違い | 主に偶然 |
| Method(方法) | プローブ接続位置、測定姿勢、サンプリング時間 | 系統+偶然 |
| Environment(環境) | 温度、湿度、振動、電磁ノイズ | 主に偶然 |
この表を見れば、「なぜか結果がバラつく」という時にどこを疑えばよいか、当たりがつけられるようになります。
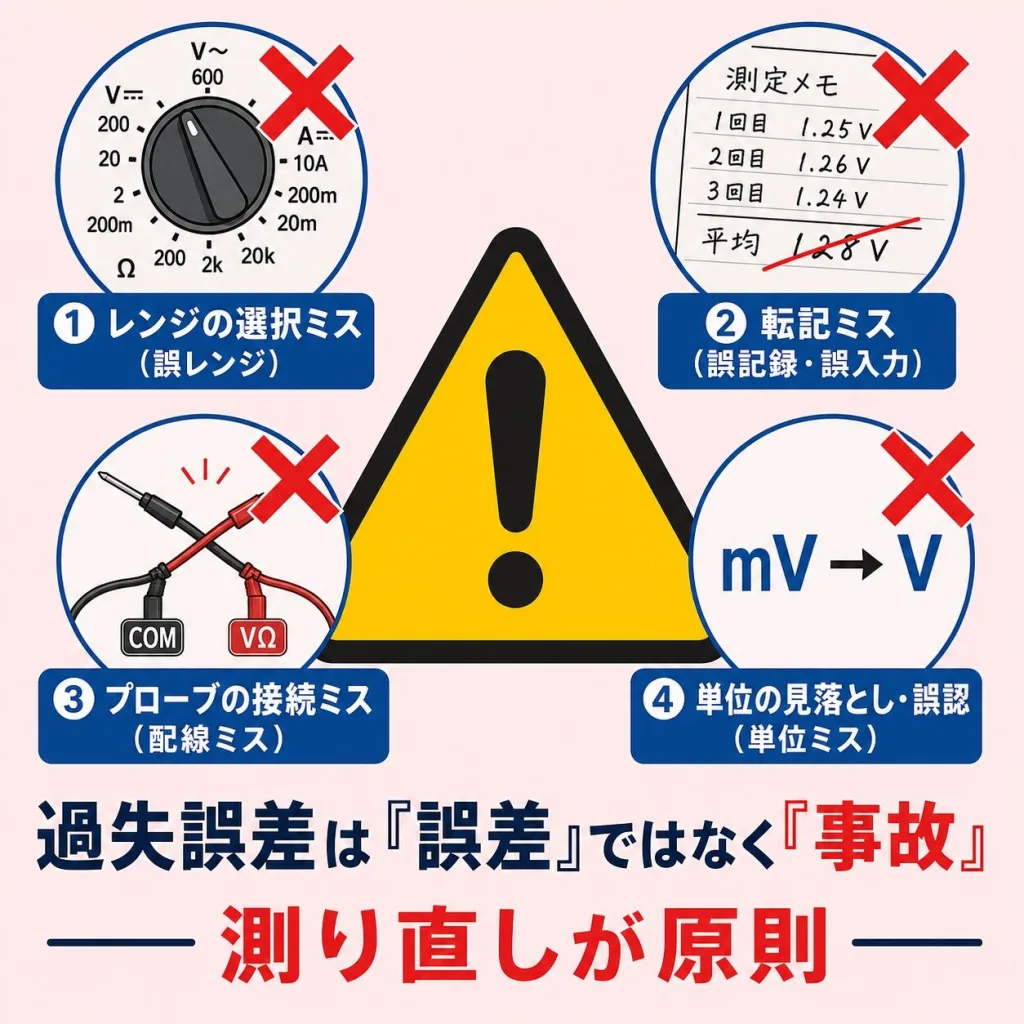
⚠️ もうひとつの分類 — 過失誤差(Gross Error)
系統誤差・偶然誤差の他に、もうひとつ無視できない誤差があります。それが過失誤差です。
🚨 過失誤差とは
測定者のミス・設定間違い・記録ミスなど、あってはならない人為的なミスによる誤差。
例:レンジ間違い、桁の読み違い、プローブ接続ミス、単位の取り違え、データ転記ミス。
過失誤差は「誤差」というより「事故」に近い性質を持ちます。なぜなら、原因がランダムでも系統的でもなく、「そもそも間違えた」結果だからです。
対策は、教育・チェックリスト・ダブルチェック・自動化など、品質管理の手法そのものになります。
測定データを統計処理する前に、明らかに外れた値(外れ値)はまず過失誤差を疑うこと。統計的検定(Smirnov-Grubbs検定など)で外れ値を除外する前に、「測り直し」が原則です。
📏 「測定不確かさ」という新しい考え方
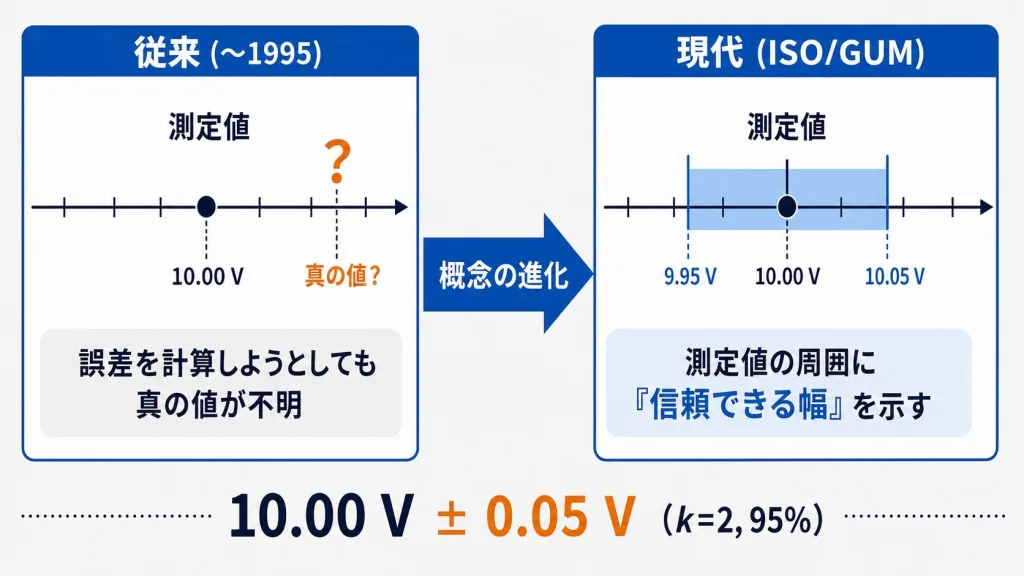
ここまでの「誤差」の考え方は、実は1995年以降、国際的には古い考え方とされています。現代の品質保証で標準となっているのは、「測定不確かさ(Measurement Uncertainty)」という概念です。
なぜ「誤差」から「不確かさ」へ移行したのか
「誤差」の定義は「測定値 − 真の値」でした。しかし、真の値は誰も知らない。だから誤差を厳密に計算することは原理的に不可能なのです。
そこで国際標準化機構(ISO)が中心となって1993年に発行したのが『GUM(Guide to the Expression of Uncertainty in Measurement)』です。これにより、「真の値」を引き合いに出さずに測定結果の信頼性を定量化できる「不確かさ」という考え方が標準になりました。
不確かさの定義
測定不確かさ = 測定値の周りに「真の値はこの範囲にあると思う」と
合理的に主張できる幅
たとえば「測定値は 10.00 V ± 0.05 V(信頼水準 95%)」と表現します。これは「真の値は95%の確率で 9.95V〜10.05V の間にある」という意味です。
「誤差」のように真の値からの偏差を表すのではなく、「測定値の信頼区間の幅」を表すのが本質的な違いです。
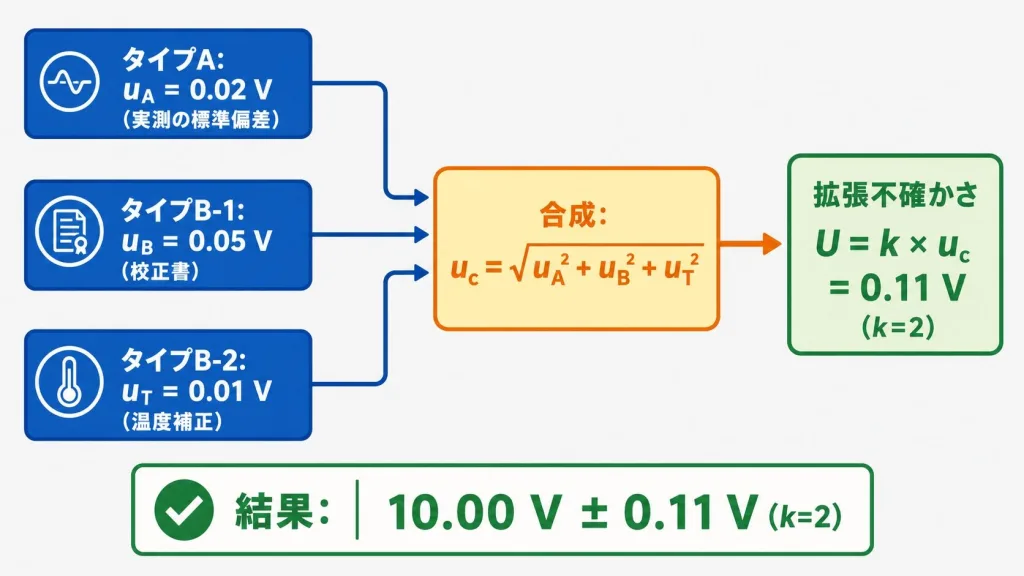
不確かさの2つの評価方法 — タイプA・タイプB
GUMでは、不確かさの評価方法を2種類に分類します。これは客先監査で必ず聞かれるポイントです。
タイプA:統計的に評価する(実測データから求める)
同じ条件で複数回測定し、そのバラつきを標準偏差として評価します。これは従来の「偶然誤差」とほぼ同じ考え方です。
たとえば 10回測定して標準偏差が 0.02V なら、平均値の標準偏差(標準誤差)は 0.02/√10 ≈ 0.0063V となります。
タイプB:それ以外の情報から評価する
実測ではなく、校正証明書・データシート・過去の経験・物理的考察から評価します。
たとえば「計器のデータシートに精度±0.1%とある」「校正書に拡張不確かさ ±0.05V█
🔗 品質保証での「測定システム解析」を学びたい人へ
【完全保存版】MSA入門|ゲージR&Rの計算手順をExcelで完全再現 →
IATF16949で必須となる測定システム解析(MSA)の核心、ゲージR&R。本記事の「偶然誤差」「タイプA不確かさ」を、製造現場で実際にどう評価するかが分かります。
🛠️ 誤差を減らすための実務テクニック
誤差の正体がわかったら、次はどう減らすかです。系統誤差・偶然誤差それぞれに、効く対策が違います。
系統誤差を減らす5つの方法
- 定期校正:年1回など、トレーサブルな校正を実施
- ゼロ点調整:測定前に必ず零点をチェック
- 環境補正:温度・湿度を記録し、必要なら補正係数を掛ける
- 測定手順の標準化:プローブ接続位置・姿勢・配線長を作業標準書で固定
- 計器選定:用途に対して十分な精度等級・帯域・True RMS対応を選ぶ
偶然誤差を減らす5つの方法
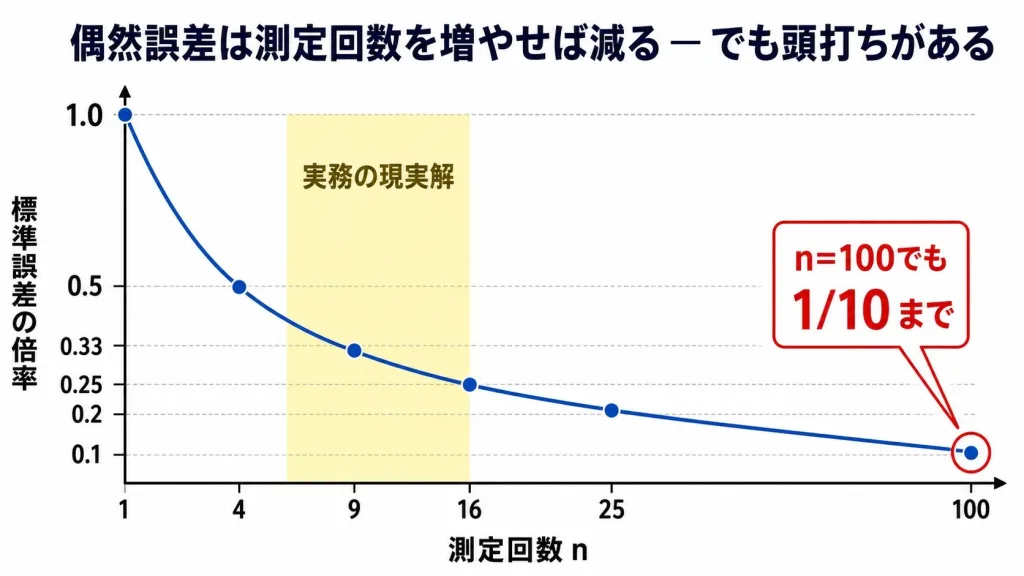
- 多数回測定+平均化:n回の平均で標準誤差は 1/√n に減る
- 計器の積分時間を長くする:DMMなら「Slow」モード、オシロなら「アベレージ」
- シールド・ツイストペア配線:外来ノイズを物理的に遮断
- GND処理を一点接地に:グランドループによるノイズ混入を防ぐ
- 測定環境の安定化:恒温室、防振台、暗室など
💡 「コストパフォーマンスの法則」
精度を10倍にしようとすると、コストはだいたい100倍になります(計測の常識)。
「どこまでの精度が必要か」を仕様から逆算し、過剰な精度を追わないのが実務の鉄則です。

✅ 客先監査で聞かれたら答えられるべきこと
品質保証として測定データを扱う立場の人が、客先や監査員から問われたときに答えられるべきポイントです。
🎤 想定質問①:「このデータの±0.5%という不確かさはどう求めましたか?」
💬 正解:「タイプAで実測の標準偏差から○○、タイプBで校正書の不確かさから○○を合成し、k=2の拡張不確かさで±0.5%です」と合成手順を説明できること。
🎤 想定質問②:「校正書はトレーサブルですか?」
💬 正解:「JCSS(または NIST等)にトレーサブルな校正機関で年1回校正しています。校正書の番号は○○です」と記録と紐づけて答えること。
🎤 想定質問③:「外れ値はどう扱っていますか?」
💬 正解:「まず過失誤差を疑い、測り直しを実施します。再現性があれば統計的検定で判定します。除外する際は理由を記録します」と運用ルールを明示すること。
🎤 想定質問④:「環境(温度・湿度)の影響は考慮していますか?」
💬 正解:「測定時の温度・湿度を記録し、データシートに記載された温度係数で補正しています」または「環境条件を仕様範囲内に管理しているため補正不要としています」。
❓ よくある質問(FAQ)
Q1. 「誤差」と「不確かさ」、結局どちらを使えばいいですか?
A. 社内文書や日常会話では「誤差」で構いません。ただし客先提出文書・ISO/IATF認証関連・校正書では「不確かさ」を使うのが現代の標準です。「±0.5%」と書く時に、それが誤差なのか不確かさなのか明示するのがプロの仕事です。
Q2. n回測定すれば偶然誤差は無限に小さくできますか?
A. 理論上は 1/√n で減りますが、実際は系統誤差の壁に当たって頭打ちになります。100回測定で 1/10 にしかなりません。10000回測定しても 1/100。コストと時間を考えると5〜10回が現実的です。
Q3. 「k=2」って何ですか?
A. 包含係数(カバレッジファクター)と呼ばれます。標準不確かさを何倍に広げて区間を作るかを示し、k=2 は約95%信頼区間、k=3 は約99.7%信頼区間に相当します(正規分布の場合)。客先提出時はk=2 が標準で、k値を必ず明記します。
Q4. 「精度」と「分解能」は同じですか?
A. 違います。分解能は計器が表示できる最小刻み(例:DMMの 0.001V)。精度は実際の値からのズレの大きさ(例:±0.1%)。分解能が高くても精度が悪い計器は珍しくありません。「6桁表示だから正確」と思い込むのは危険です。
📌 この記事のまとめ
- 誤差 = 測定値 − 真の値。ただし真の値は誰も知らないので「参照値」で代用する
- 誤差は 系統誤差(一定方向にズレる)と偶然誤差(ランダムにズレる)に大別される
- 系統誤差は校正・補正、偶然誤差は多数回測定+平均化で減らす
- 過失誤差(人為的ミス)は誤差ではなく「事故」。統計処理の前に測り直す
- 現代の国際標準は「測定不確かさ」(ISO/GUM)
- 不確かさはタイプA(統計)+タイプB(情報)を合成し、k=2の拡張不確かさで表記
- 客先監査では「合成手順・トレーサビリティ・外れ値処理・環境補正」を答えられること