{kind=link}
- 上司から「設計FMEAも品質保証部で確認しておいて」と言われたが、工程FMEAとの違いがよくわからない
- 工程FMEAは作ったことがあるけど、設計FMEAは「設計部門の仕事」だと思っていた
- DFMEAとPFMEAという略語が飛び交うが、何がどう違うのか説明できない
- 客先監査で「DFMEAとPFMEAの整合性を確認させてください」と言われて冷や汗をかいた
- 設計FMEA(DFMEA)とは何か、工程FMEA(PFMEA)との決定的な違い
- 設計FMEAの作り方を7ステップで図解
- 故障モードの洗い出し方と、具体的な記入例
- DFMEAとPFMEAの「つながり」と整合性チェックのポイント
「FMEAは工程FMEAしか作ったことがない」。品質保証部に配属されたエンジニアの多くが、最初にぶつかる壁がここです。
工程FMEAは「製造工程で何が失敗するか」を分析するもの。ここまでは経験がある。でも設計FMEAは「設計段階で何が壊れるか」を分析するもの。守備範囲がまったく違います。
しかしIATF16949の環境では、DFMEAとPFMEAの両方が必須です。しかも客先監査では「DFMEAで検出できなかったリスクがPFMEAでカバーされていますか?」と整合性まで問われます。
この記事では、工程FMEAの知識がある方を前提に、「設計FMEAは何が違うのか」「どう作るのか」を具体例付きで解説します。最後まで読めば、設計部門から回ってきたDFMEAを確認するとき、どこをチェックすればいいかがわかるようになります。
【完全図解】FMEAの作り方|工程FMEAを「形だけ」で終わらせない実務手順とRPN計算例 →
目次
そもそも設計FMEA(DFMEA)とは何か?
FMEA(Failure Mode and Effects Analysis:故障モード影響解析)には、大きく分けて2種類あります。
設計FMEA(DFMEA)
Design FMEA
分析対象:製品の「設計」
問い:この部品の設計は、どんな壊れ方(故障モード)をする可能性があるか?
例:シャフトが折れる、シールが漏れる、コネクタが外れる
担当:設計部門が主体(品質保証部がレビュー)
工程FMEA(PFMEA)
Process FMEA
分析対象:製品の「製造工程」
問い:この製造工程は、どんな失敗(不具合モード)を起こす可能性があるか?
例:トルク不足で締まらない、溶接の溶け込み不良、寸法が規格外
担当:生産技術・品質保証部が主体
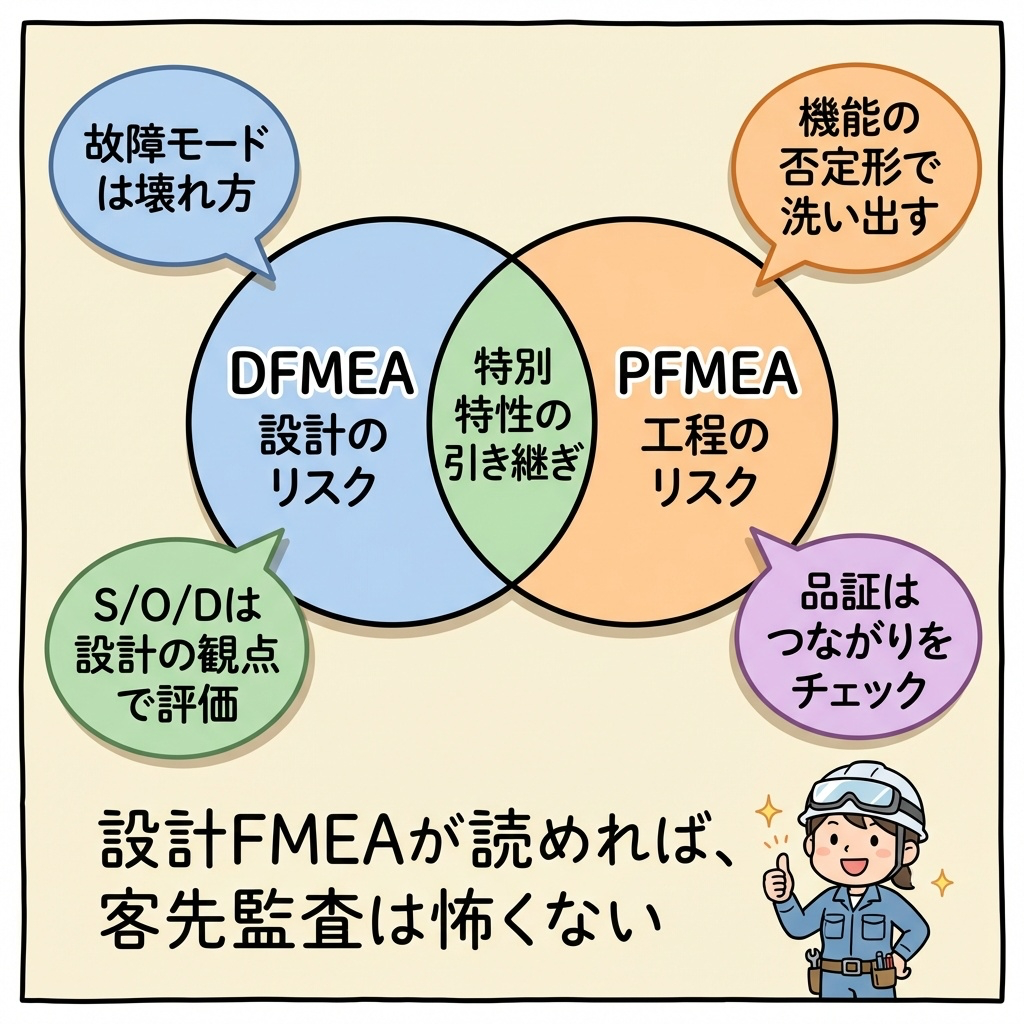
ひと言でまとめると、設計FMEAは「モノが壊れるリスク」を分析し、工程FMEAは「作り方を間違えるリスク」を分析するものです。
IATF16949の要求事項では、DFMEAで検出されたリスクに対して「製造工程での対策(PFMEA)」が整合しているかが問われます。設計部門が「シャフトの疲労破壊」というリスクを挙げているなら、品質保証部は「そのリスクをカバーするための検査が工程に組み込まれているか」を確認しなければなりません。DFMEAを読めない品質保証部は、客先監査で必ず指摘を受けます。
設計FMEAと工程FMEAの違い|一覧表で完全整理
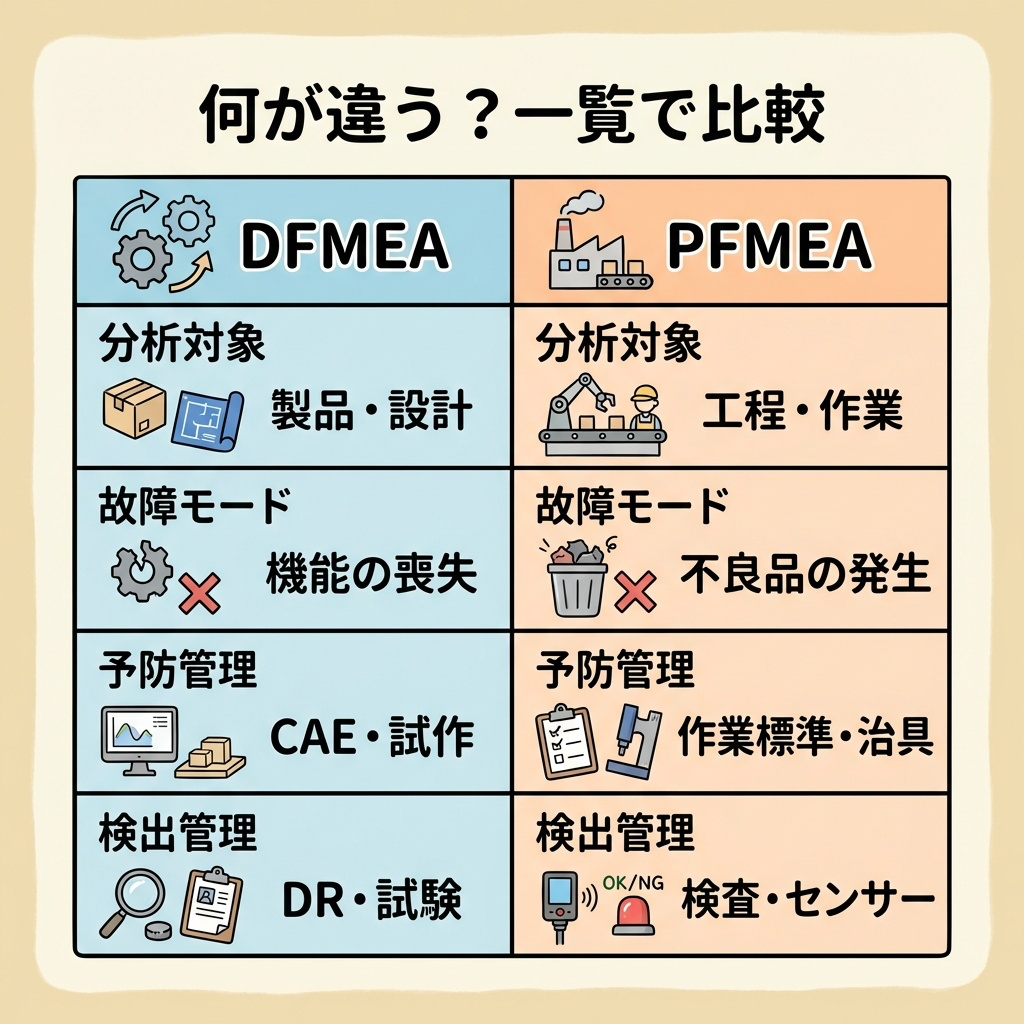
「DFMEAとPFMEAの違いは何ですか?」と聞かれたとき、以下の表で即答できるようにしておきましょう。見る項目は同じ(故障モード→影響→原因→対策)ですが、中身がまったく違います。
| 比較項目 | 設計FMEA(DFMEA) | 工程FMEA(PFMEA) |
|---|---|---|
| 分析対象 | 製品の設計・構造 | 製品の製造工程 |
| 故障モードの例 | 破断、変形、腐食、絶縁破壊、漏れ、摩耗 | トルク不足、寸法ズレ、異品組付け、溶接不良 |
| 原因の例 | 材料の選定ミス、肉厚不足、応力集中、表面処理の設計不備 | 設備の調整ミス、作業者の手順ミス、材料ロットのばらつき |
| 影響(誰に影響?) | 主にエンドユーザー(製品が市場で故障する) | 主に次工程・顧客(不良品が流出する) |
| 予防管理 | 設計計算、シミュレーション(CAE)、設計基準の適用 | ポカヨケ、作業標準書、工程パラメータ管理 |
| 検出管理 | 設計レビュー(DR)、試作品の評価試験、耐久試験 | 寸法検査、外観検査、機能検査、SPC(管理図) |
| 実施時期 | 製品の設計段階(図面確定前) | 製品の工程設計段階(量産準備中) |
| 主管部門 | 設計部門(品質保証部がレビュー参加) | 生産技術部・品質保証部 |
| 略称 | DFMEA(Design FMEA) | PFMEA(Process FMEA) |
Tier1の品質保証部にいると、設計部門から「DFMEA確認してください」とExcelファイルが送られてくることがあります。このとき「工程で検出できない故障モードが、DFMEAの検出管理で本当に潰せているか」を見るのが品証の役割です。「設計レビューで確認する」とだけ書いてあったら、「具体的にどの試験で検出するんですか?」と突っ込むのが仕事です。
DFMEAとPFMEAは「つながっている」|2つの関係を図解
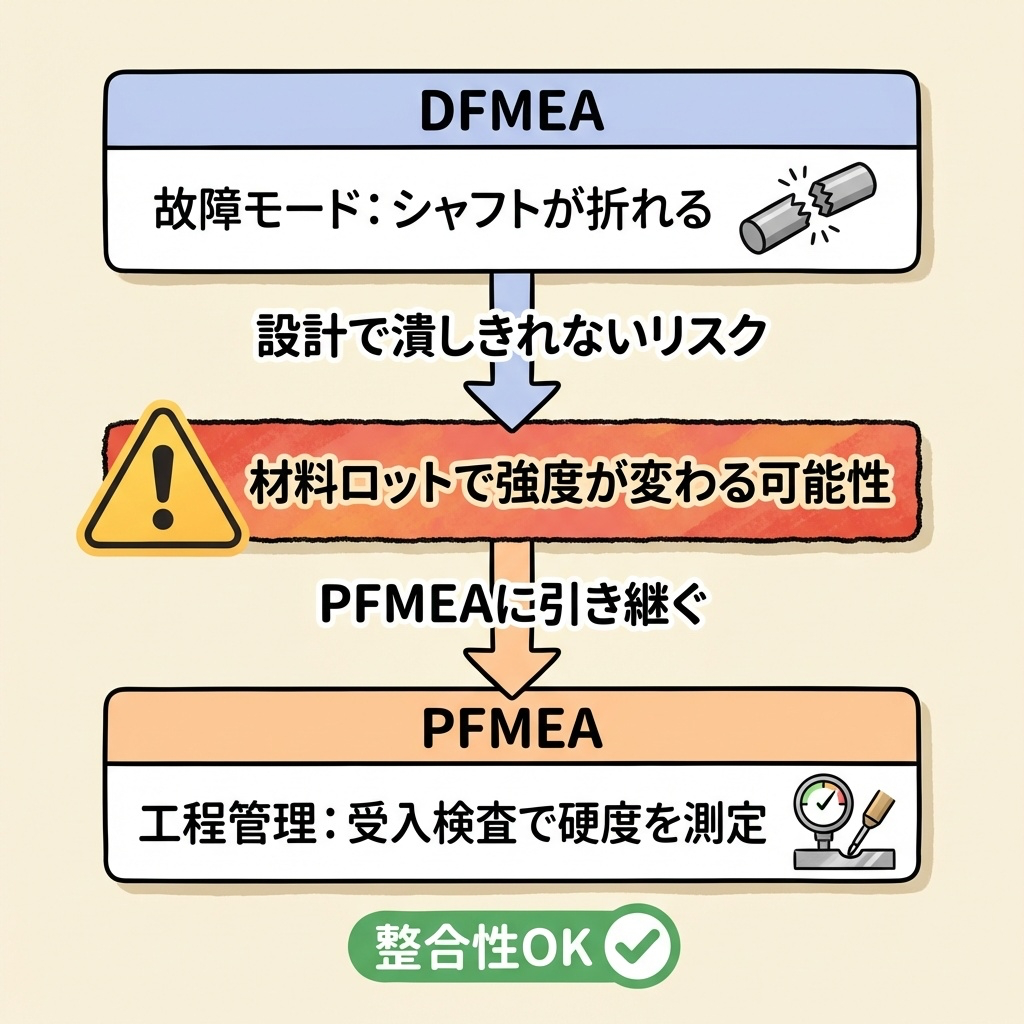
DFMEAとPFMEAは別々のドキュメントですが、独立しているわけではありません。DFMEAで洗い出したリスクのうち「設計だけでは完全に潰せないもの」は、PFMEAに引き継がれます。この「つながり」を理解することが、客先監査で問われる「整合性」の正体です。
安全率2.0以上を確認
100万回サイクル確認
PFMEAに引き継ぐ
材料硬度を全数測定
硬度検査を実施
DFMEAで「安全に関わる」「法規に関わる」と判定された特性(特別特性 ◇ や ▽ でマークされるもの)は、PFMEAとコントロールプランに必ず引き継がれなければなりません。この引き継ぎの抜け漏れがないかをチェックするのが、品質保証部の最も重要な役割です。
コントロールプランとQC工程表の違い|IATFで求められる書き方と記載項目を初心者向けに徹底解説 →
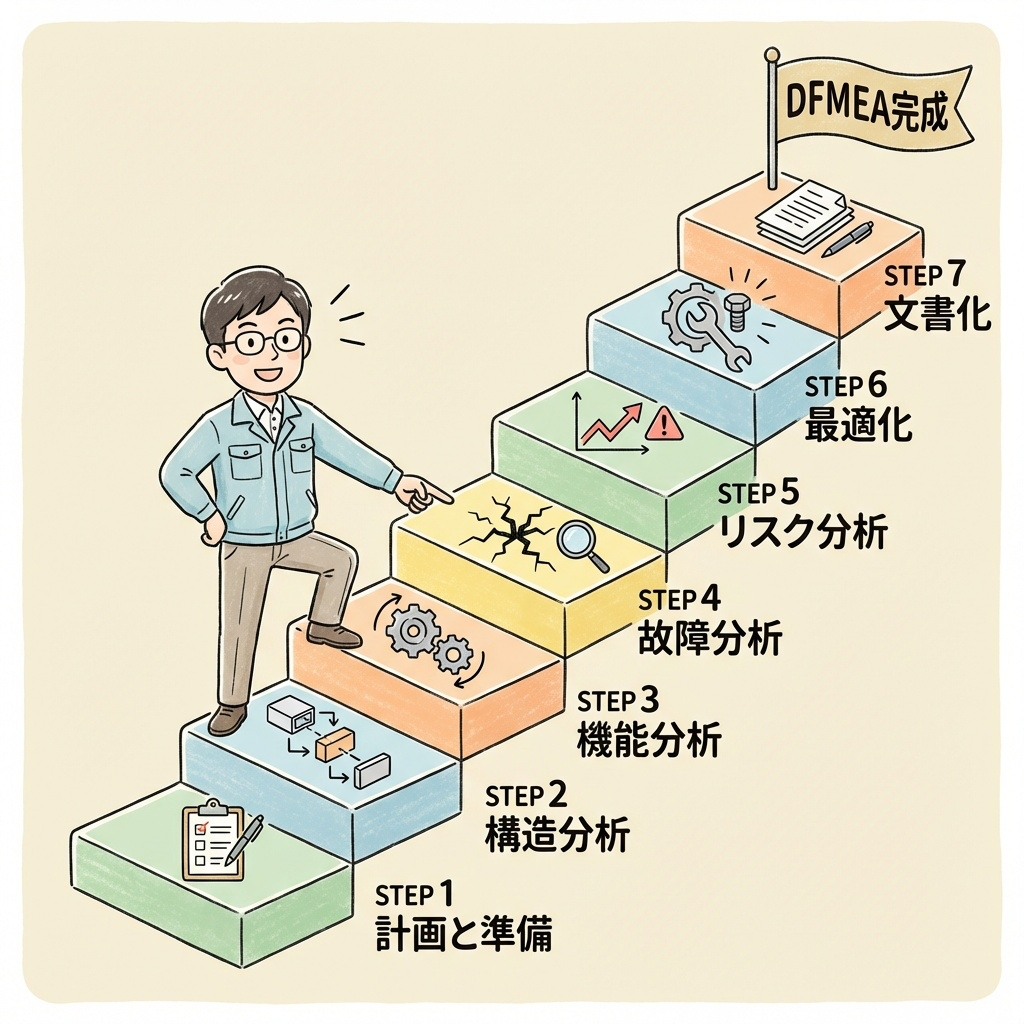
設計FMEAの作り方|AIAG-VDA方式の7ステップ全体像
ここからは、設計FMEAの具体的な作り方を解説します。手順はAIAG-VDA FMEA(2019年版)の7ステップに沿って進めます。この7ステップは工程FMEAと同じフレームワークですが、中身(書く内容)が違います。
対象製品の範囲・目的・チームメンバーを決める
製品をシステム→サブシステム→部品に分解する
各部品の「機能」と「要求事項」を明確にする
故障モード→故障影響→故障原因のチェーンを作る
重大度(S)・頻度(O)・検出度(D)を評価し、AP(優先度)を決定する
優先度が高い項目に対策を立案し、実行する
FMEAフォームに記録し、客先・関連部署に共有する
【完全図解】AIAG-VDA FMEA 7ステップとは?|旧FMEAとの違い・RPNからAPへの変更点を徹底解説 →
STEP 1〜3:計画・構造分析・機能分析
最初の3ステップは「準備」です。ここを雑にやると、STEP 4以降で故障モードの漏れが発生します。具体例として「電動ウォーターポンプのシャフト」を題材に進めます。
📋 STEP 1:計画と準備
| 対象製品 | 電動ウォーターポンプ(型番:EWP-200) |
| 分析対象の範囲 | ポンプシャフトの設計に関する故障モード |
| チームメンバー | 設計:山田(リーダー)、品質保証:田中、生産技術:佐藤、試験評価:鈴木 |
| 完了目標日 | DR2(設計レビュー2回目)まで |
🔍 STEP 2:構造分析(製品の分解)
製品を「システム → サブシステム → 部品」の3階層に分解します。工程FMEAでは「工程フロー」を分解しますが、設計FMEAでは「製品の構造」を分解する点が違います。
⚙️ STEP 3:機能分析
分析対象の部品(シャフト)の「機能」と「要求事項」を書き出します。機能が明確でないと、故障モードが出てきません。「この部品は何をするために存在するのか?」を言語化するステップです。
| 部品 | 機能 | 要求事項 |
|---|---|---|
| シャフト | モーターの回転力をインペラに伝達する | トルク伝達能力:5 N・m以上、回転数:最大8,000 rpm |
| 使用環境下で破損しない | 疲労寿命:10年 / 10万km相当、安全率:2.0以上 | |
| 冷却液の漏れを防止する(シール面の精度確保) | シール接触面の表面粗さ:Ra 0.4以下、真円度:0.01 mm以下 |
機能の書き方で初心者がよくやるミスは「シャフト」と部品名だけ書くことです。機能は必ず「〇〇を△△する」という動詞の形で書いてください。「回転力を伝達する」「破損しない」「漏れを防止する」——動詞で書けば、その裏返し(伝達できない、破損する、漏れる)がそのまま故障モードになります。

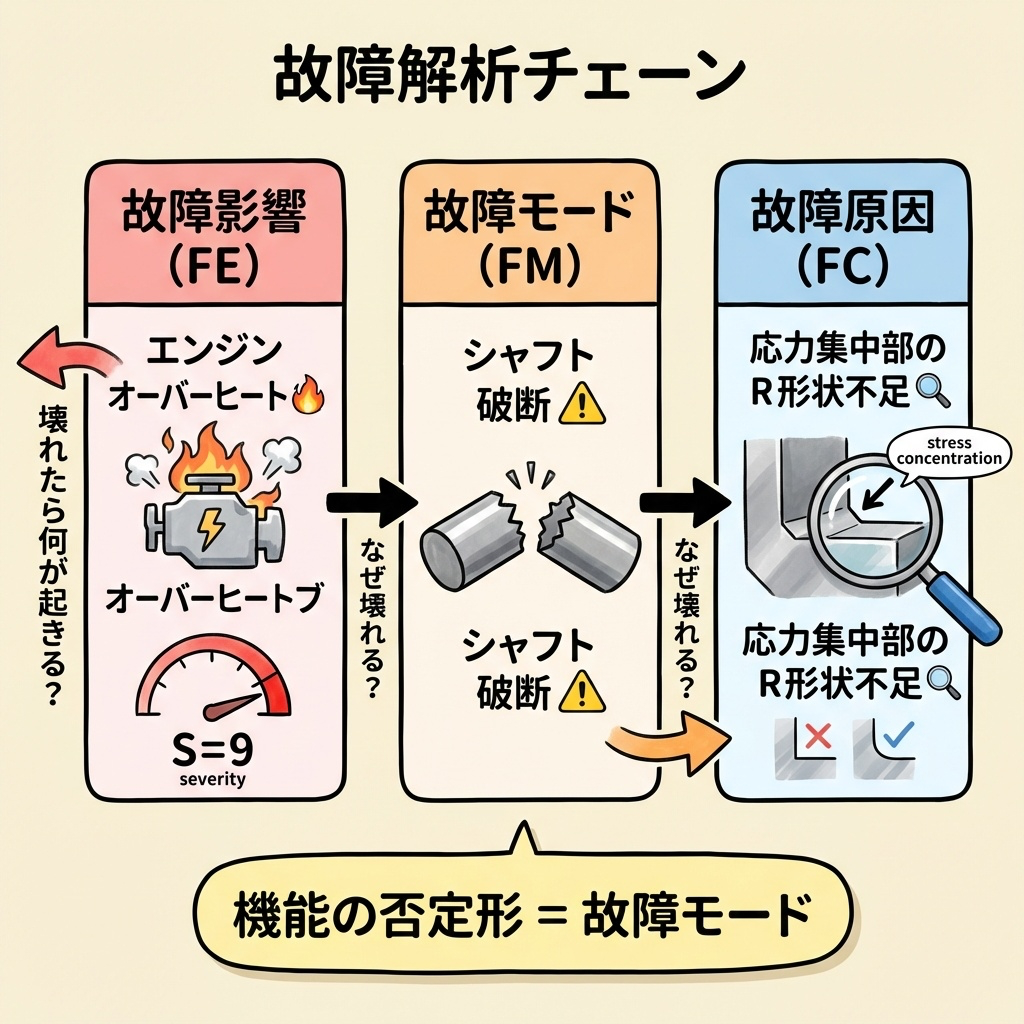
STEP 4:故障分析|故障モード→影響→原因のチェーンを作る
ここが設計FMEAの核心です。STEP 3で書き出した各「機能」に対して、「その機能が失われたら何が起きるか」を考えます。AIAG-VDA方式では、故障を3つの階層で整理します。
(エンドユーザーに何が起きる?)
(機能の否定形)
(なぜ故障するのか?)
📝 シャフトの故障分析(記入例)
| 機能 | 故障モード(FM) | 故障影響(FE) | 故障原因(FC) |
|---|---|---|---|
| 回転力をインペラに伝達する | シャフトが折れる(破断) | ポンプ停止→エンジン冷却不能→オーバーヒート(安全問題) | ①応力集中部の設計不備(R形状不足) ②材料強度の選定ミス ③共振周波数と使用回転数の重なり |
| シャフトが変形する(曲がり) | 異常振動→ベアリング早期摩耗→ポンプ寿命低下 | ①軸径が細すぎる(剛性不足) ②熱膨張の考慮不足 |
|
| 冷却液の漏れを防止する | シール面から漏れる | 冷却液漏れ→エンジンルーム内汚損→車両火災リスク | ①シール接触面の表面粗さ指定が甘い ②真円度の公差設定が不適切 |
工程FMEAの故障モードは「トルク不足」「寸法ズレ」のように「作り方の失敗」を書きます。
設計FMEAの故障モードは「折れる」「漏れる」「変形する」のように「モノの壊れ方」を書きます。
ここを混同すると、DFMEAなのに「作業者がトルクを間違える」と書いてしまい、PFMEAと同じ内容になってしまいます。設計FMEAでは「なぜ壊れるか」を設計の観点だけから書くことが鉄則です。
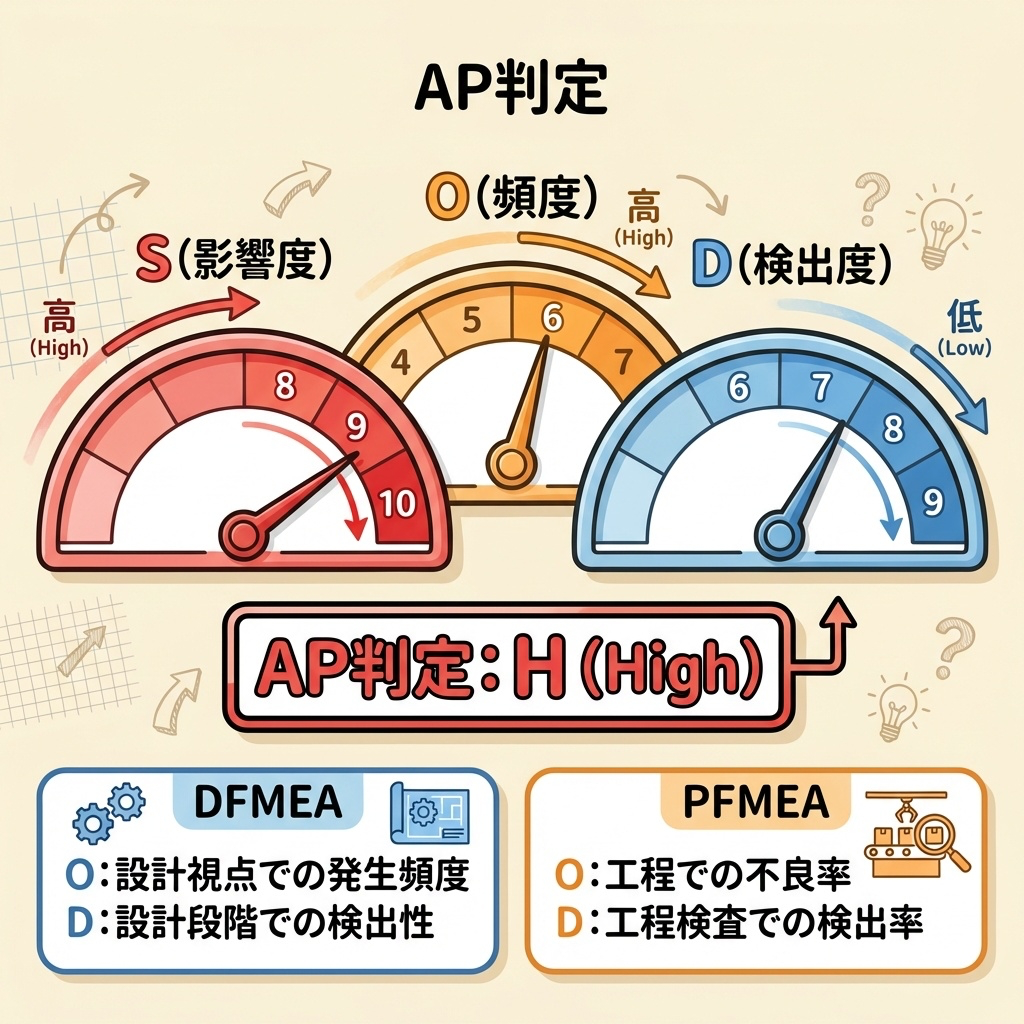
STEP 5:リスク分析|S・O・DでAP(優先度)を決定する
故障分析が終わったら、各故障モードの「リスクの大きさ」を評価します。AIAG-VDA方式では、旧来のRPN(数値の掛け算)ではなく、AP(Action Priority:優先度)をH/M/Lの3段階で判定します。
📊 S・O・Dの評価基準(設計FMEA版)
工程FMEAと評価の観点が異なる点に注意してください。特に「O(頻度)」と「D(検出度)」の意味が違います。
| 評価項目 | 意味 | 設計FMEA(DFMEA)での評価基準 | 工程FMEA(PFMEA)での評価基準(比較用) |
|---|---|---|---|
| S 重大度 |
故障が発生したとき、エンドユーザーへの影響の大きさ | エンドユーザーの安全・法規への影響で評価(10〜1)。車両火災・操縦不能→10、軽微な不快→2〜3 | 基本的に同じ(エンドユーザー影響) |
| O 頻度 |
故障原因が発生する頻度 | 設計上の予防管理がどれだけ効いているかで評価。CAE解析済み・実績ある設計基準適用→低、新規設計で実績なし→高 | 工程管理(ポカヨケ・SPC等)がどれだけ効いているかで評価 |
| D 検出度 |
故障を出荷前に見つけられるか | 設計検証(DV)・設計妥当性確認(PV)で検出できるかで評価。耐久試験で確認可能→低、現行の試験で検出不可能→高 | 工程内検査(寸法検査・外観検査等)で検出できるかで評価 |
📝 シャフトのリスク分析(記入例)
| 故障モード | 故障原因 | 予防管理 | 検出管理 | S | O | D | AP |
|---|---|---|---|---|---|---|---|
| シャフト破断 | 応力集中部のR形状不足 | CAE解析(安全率計算) | 試作品の疲労試験(100万回) | 9 | 3 | 3 | M |
| シャフト破断 | 共振周波数と使用回転数の重なり | 固有値解析(新規:実績なし) | 振動試験(現行試験では確認項目なし) | 9 | 6 | 7 | H |
| シール面から漏れ | 表面粗さ指定が甘い | 設計基準に基づく粗さ指定(実績あり) | リーク試験(気密検査) | 7 | 2 | 2 | L |
H(High):対策必須。設計変更や追加試験が必要
M(Medium):対策を検討すべき。組織の判断で実施/不実施を決める
L(Low):現状の管理で問題なし。ただしS=9〜10の場合は注意
APの判定にはAIAG-VDAのAPテーブル(S × O × Dの組み合わせ表)を使用します。旧来のRPN(S × O × D の単純な掛け算)とは判定ロジックが異なるので注意してください。
【完全図解】AIAG-VDA FMEA 7ステップとは?|旧FMEAとの違い・RPNからAPへの変更点を徹底解説 →
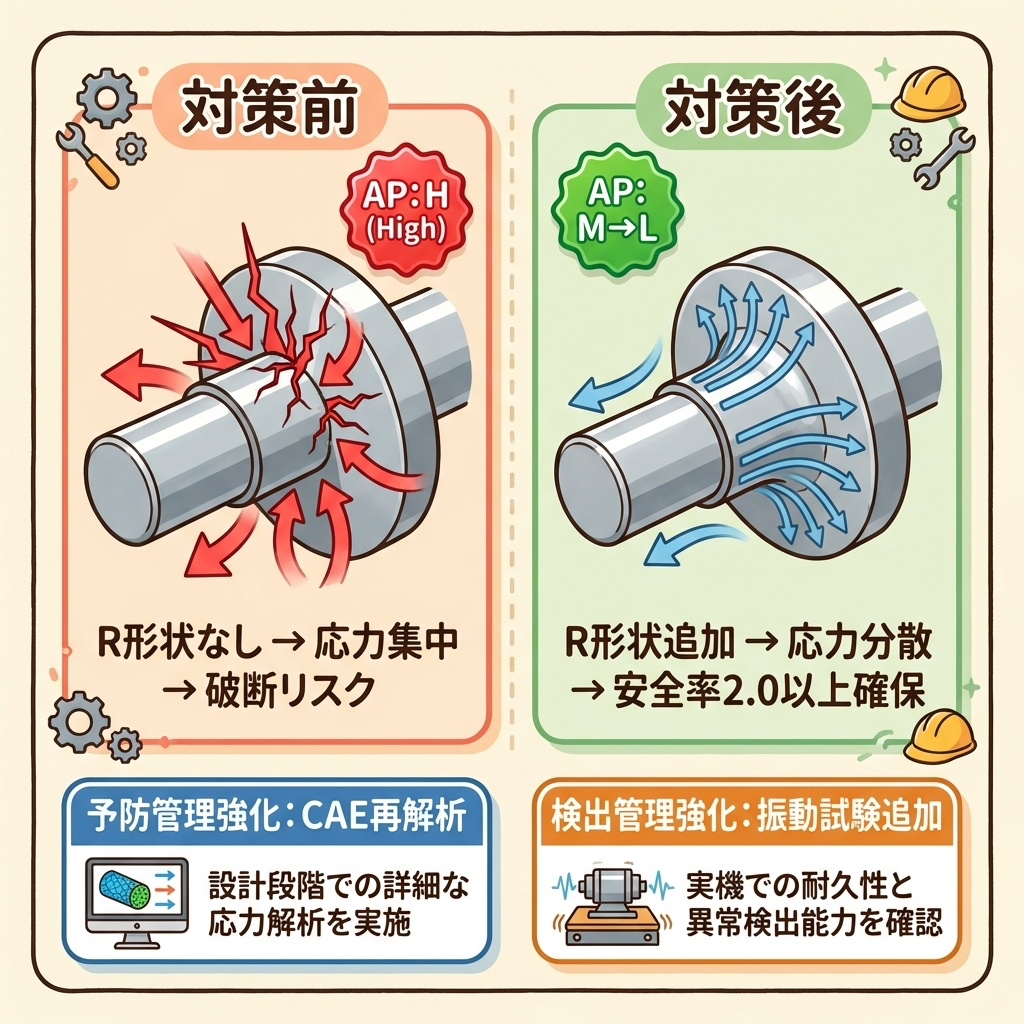
STEP 6〜7:最適化(対策)と結果の文書化
AP = Hと判定された項目には、必ず対策を実行します。対策には「予防管理の強化」と「検出管理の強化」の2つの方向性があります。
🔧 対策例:「共振周波数と使用回転数の重なり」への対策
| 対策の方向性 | 具体的なアクション | 担当 | 期限 |
|---|---|---|---|
| 予防管理の強化 (O↓) |
①シャフトの軸径を変更し、固有振動数を使用回転数帯域から離す(設計変更) ②CAE解析を再実施し、共振マージンを20%以上確保 |
設計部・山田 | DR2まで |
| 検出管理の強化 (D↓) |
①試作品の振動試験(加振試験)を評価計画に追加 ②共振周波数のスイープ試験を実施し、共振点を実測値で確認 |
試験評価部・鈴木 | PV試験まで |
対策を実行した後、S・O・Dを再評価してAPが下がったことを確認します。これをFMEAフォームに追記し、「対策前AP = H → 対策後AP = M(またはL)」と変遷がわかるようにします。
📄 STEP 7:文書化のチェックリスト
DFMEAの文書化で確認すべき5つのポイント:
| ☐ | AP = Hの項目に対して、すべて対策が記入されているか |
| ☐ | 対策後のS・O・D再評価が実施され、APが下がっているか |
| ☐ | 特別特性(安全・法規に関わる特性)がマークされ、PFMEAとコントロールプランに引き継がれているか |
| ☐ | 担当者と期限が明記されているか(「検討する」で終わっていないか) |
| ☐ | DFMEAの最新版がDR(設計レビュー)で関係者にレビューされたか |
①S = 9〜10の項目:安全・法規に関わる故障モードが漏れていないか
②検出管理の具体性:「設計レビューで確認」ではなく「○○試験で△△を確認」と書かれているか
③PFMEAとの整合性:DFMEAで挙げた特別特性が、PFMEAの管理特性として網羅されているか
【QC検定1級】DR(デザインレビュー)とトラブル予測|設計段階で問題を防ぐ →
【QC検定1級】FMEA(故障モード影響解析)|リスクを数値化して優先対策 →
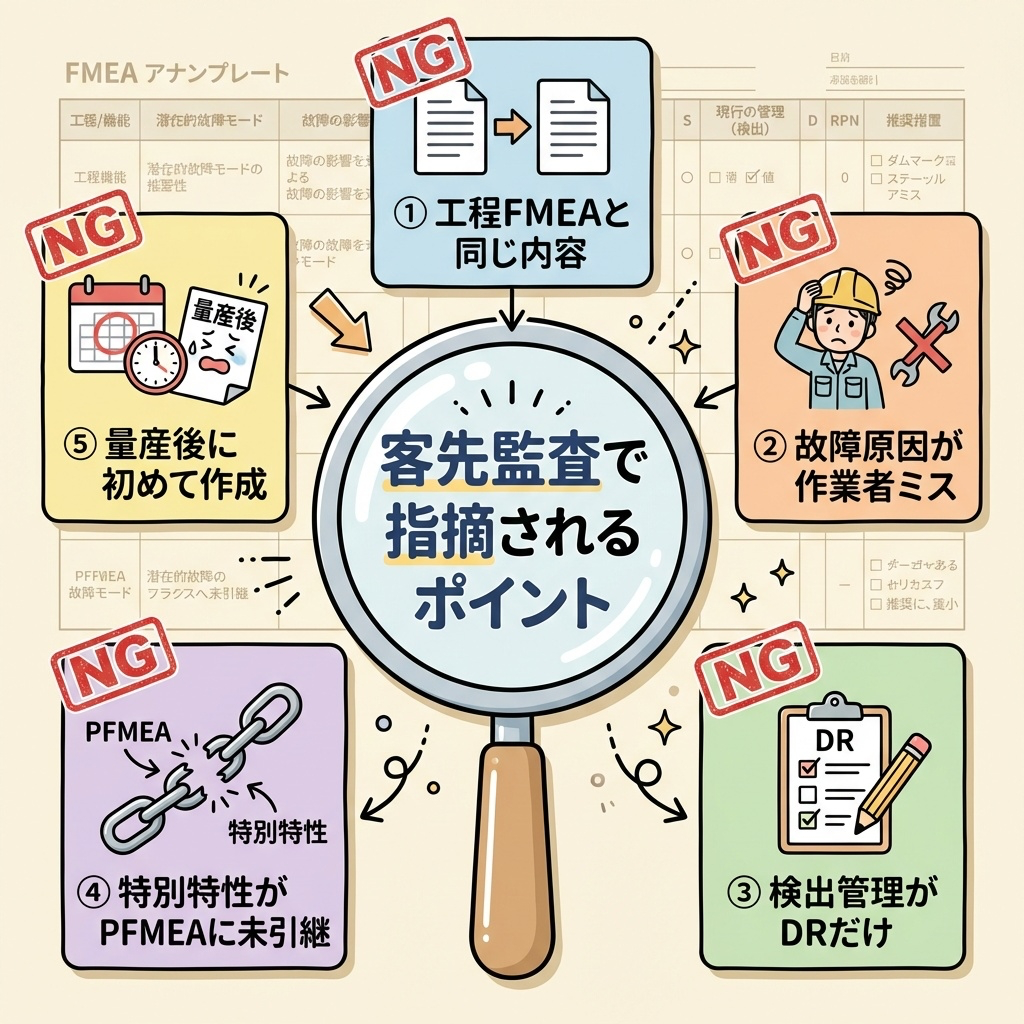
設計FMEAでよくある失敗5選
最後に、設計FMEAを作るときに初心者が陥りやすい失敗パターンを5つ紹介します。客先監査で指摘されやすいポイントでもあるので、事前にチェックしておいてください。
故障モードに「寸法ズレ」「トルク不足」など、工程の失敗を書いてしまうケース。設計FMEAでは「折れる」「漏れる」「腐食する」など製品の壊れ方を書きます。
故障原因に「作業者のミス」と書くのはPFMEAの範囲。DFMEAでは「材料選定ミス」「公差設定の不備」「応力解析の不足」など、設計段階で対策可能な原因だけを書きます。
「設計レビューで確認する」はD(検出度)を下げる根拠になりません。「どの試験で」「何を」「いくつ試験して」確認するのかを具体的に書いてください。
DFMEAで「安全に関わる」とマークした特性が、PFMEAのどの管理項目と対応しているか不明確なケース。客先監査で「DFMEAとPFMEAの整合性マトリクスはありますか?」と聞かれます。
DFMEAは図面確定前に作るものです。量産が始まってから「客先に提出するために慌てて作った」FMEAは、形だけの文書であり、リスクを潰す目的を果たしていません。
【QC検定1級】FTA(故障の木解析)|トップダウンで原因を追究する手法 →
まとめ
設計FMEA(DFMEA)の作り方と、工程FMEA(PFMEA)との違いを解説しました。最後に要点を整理します。
| ポイント | 内容 |
|---|---|
| DFMEAとPFMEAの違い | DFMEAは「モノの壊れ方」、PFMEAは「作り方の失敗」を分析する |
| 2つのつながり | DFMEAで潰しきれないリスクはPFMEAに引き継ぐ。特別特性は必ず引き継ぐ |
| 作り方の基本 | AIAG-VDA 7ステップに沿い、構造分析→機能分析→故障分析→リスク分析→最適化の順で進める |
| 故障モードの書き方 | 「機能の否定形」で書く。機能が「回転力を伝達する」なら故障モードは「伝達できない(破断)」 |
| 品質保証部の役割 | DFMEAの特別特性がPFMEA・コントロールプランに漏れなく引き継がれているかをチェックする |
設計FMEAは設計部門の仕事ですが、品質保証部がその中身を「読めない」のは致命的です。この記事で解説した7ステップと、DFMEAとPFMEAのつながりを理解しておけば、次に設計部門からDFMEAが回ってきたとき、どこをチェックすべきかが明確になります。
📚 次に読むべき記事
工程FMEA(PFMEA)の作り方を復習したい方はこちら。RPNの計算例を交えて実務手順を解説しています。
AIAG-VDA方式の7ステップとAPテーブルの使い方を詳しく解説。旧RPN方式との違いが一目でわかります。
DFMEAが必須となるIATF16949の全体像を知りたい方はこちら。ISO9001との違いを図解しています。
DFMEAの特別特性がコントロールプランにどう引き継がれるかを確認したい方はこちら。
DFMEAはPPAP提出書類の1つです。PPAPの全体像を把握したい方はこちら。