{kind=link}
🔍 この記事を読んでいるあなたへ
「c管理図とu管理図、どう違うの?」
「np・pと何が違うの?混乱してきた…」
「不適合品と不適合数って別物なの?」
大丈夫です。この記事では、布地工場のキズ検査を例に、c・u管理図の違いと計算方法をわかりやすく解説します!
目次
🎯 この記事でわかること
✅ 不適合品と不適合数の違い
✅ c管理図とu管理図の使い分け
✅ それぞれの計算方法と公式
✅ 例題を使った実践的な作り方
✅ QC検定でよく出る問題パターン
📍 シリーズ全体像|今ここ!
管理図シリーズ(全12記事)
① ロードマップ → ② バラつき入門 → ③ 管理図とは → ④ 種類一覧 → ⑤ 異常判定ルール → ⑥ 読み方・活用法 → ⑦ X̄-R管理図 → ⑧ その他計量値 → ⑨ np・p管理図
⑩ c管理図・u管理図 ← 今ここ!
→ ⑪ Cp・Cpk → ⑫ 判定基準
💡 前の記事を読んでいない方へ
np・p管理図(不適合品数・率の管理)はこちらの記事で解説しています。先に読むと理解が深まります!

🤔 まず超重要!「不適合品」と「不適合数」の違い
c・u管理図を理解するには、この違いを押さえることが絶対に必要です!
不適合品(np・p)
不良な「製品」の数
例:クッキー100枚中、不良品が3枚
→ 製品を「良品/不良品」で分類
不適合数(c・u)
欠点・キズの「個数」
例:布地1反にキズが5箇所
→ 1つの製品にある欠点の数を数える
🎯 布地工場でたとえると
あなたは布地工場の品質管理担当。反物(たんもの)の検査をしています。
📦 不適合品(np・p)の考え方
反物100反を検査
→ 不良品が3反あった
→「何反が不良品か」を管理
🔍 不適合数(c・u)の考え方
反物1反を検査
→ キズが5箇所あった
→「何箇所キズがあるか」を管理
⚠️ ここがポイント!
1つの製品に複数の欠点がありえるのがc・u管理図の特徴です。
例:1枚の布に「シミ2箇所」「ほつれ3箇所」= 合計5箇所の不適合
📋 4つの計数値管理図を整理しよう
| 管理図 | 何を管理? | 検査単位 | 例 |
|---|---|---|---|
| np | 不適合品数 | 一定 | 100個中3個不良 |
| p | 不適合品率 | 変動 | 不良率3% |
| c | 不適合数 | 一定 | 1反にキズ5箇所 |
| u | 単位あたり不適合数 | 変動 | 1㎡あたりキズ0.5箇所 |
💡 覚え方のコツ
「品」が付く(np・p)= 不適合品(製品が良いか悪いか)
「品」が付かない(c・u)= 不適合数(欠点の個数)

⚖️ c管理図とu管理図の違い
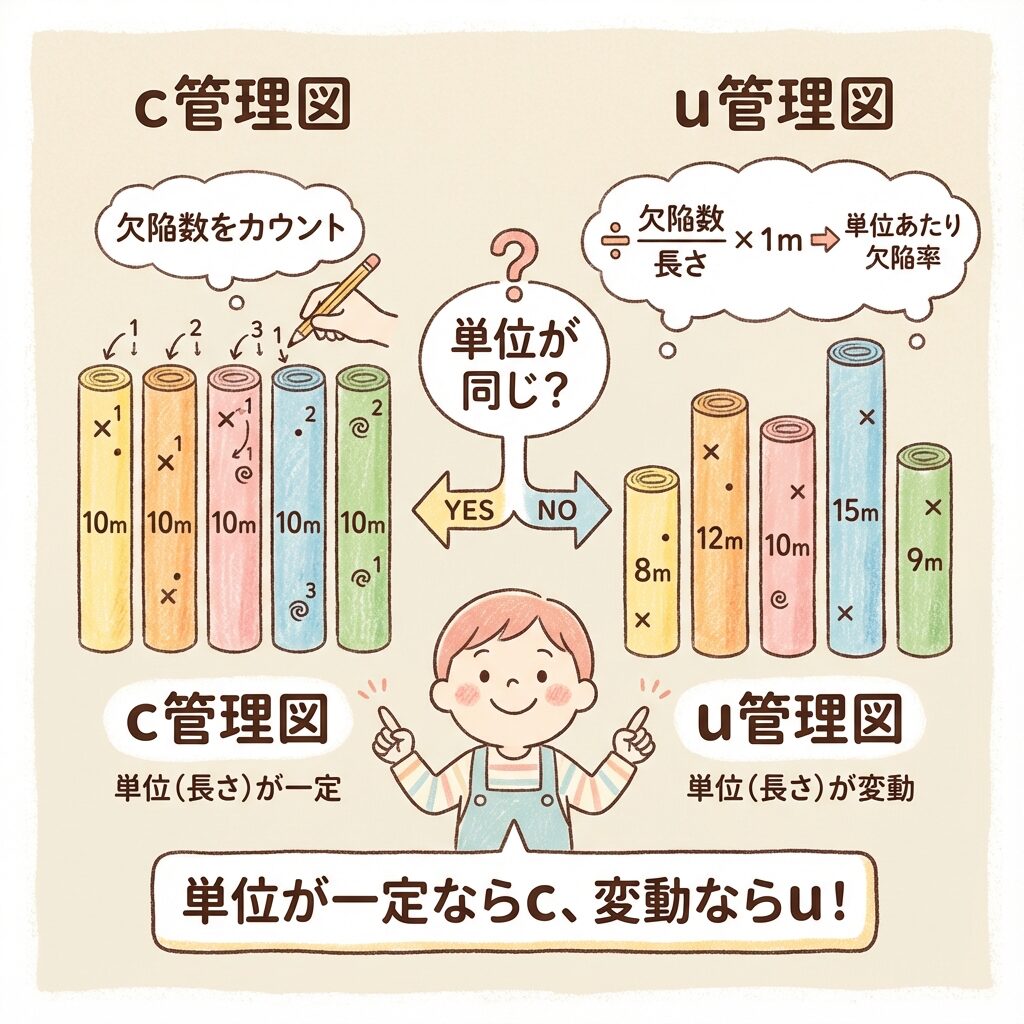
結論から言うと、検査する単位(サイズ)が同じかどうかで決まります。
c管理図
不適合数を管理
使う条件:
検査単位が毎回同じ
u管理図
単位あたり不適合数を管理
使う条件:
検査単位が毎回違う
🧵 布地検査でたとえると
📏 c管理図を使う場合
毎回10mの布地を検査
→「この10mにキズが何箇所?」
→ 欠点の数で管理できる!
📐 u管理図を使う場合
月曜8m、火曜12m、水曜10m…
→ 長さが違うから比較できない
→「1mあたり何箇所?」で管理!
💡 np・pとの対応関係
c管理図 ↔ np管理図(単位が一定)
u管理図 ↔ p管理図(単位が変動)
構造は同じ!対象が「製品」か「欠点」かの違いです。
🔀 選び方フローチャート
不適合「数」で管理
「単位あたり」で管理
📝 用語を整理しよう
| 記号 | 読み方 | 意味 |
|---|---|---|
| c | シー | 不適合数(欠点の数) |
| c̄ | シーバー | 平均不適合数 |
| u | ユー | 単位あたり不適合数 |
| ū | ユーバー | 平均単位あたり不適合数 |
| n | エヌ | 検査単位の大きさ |
📏 c管理図の作り方
STEP1:データを集める
毎日10mの布地を検査して、キズの数を記録しました。
| 日 | 検査長さ | 不適合数 c |
|---|---|---|
| 1日目 | 10m | 4 |
| 2日目 | 10m | 6 |
| 3日目 | 10m | 3 |
| 4日目 | 10m | 5 |
| 5日目 | 10m | 7 |
| 合計 | 50m | 25 |
STEP2:平均不適合数 c̄ を求める
公式
c̄ = 不適合数の合計 ÷ サンプル数
計算:
c̄ = 25 ÷ 5 = 5.0(1回あたり平均5箇所のキズ)
STEP3:管理限界線を計算する
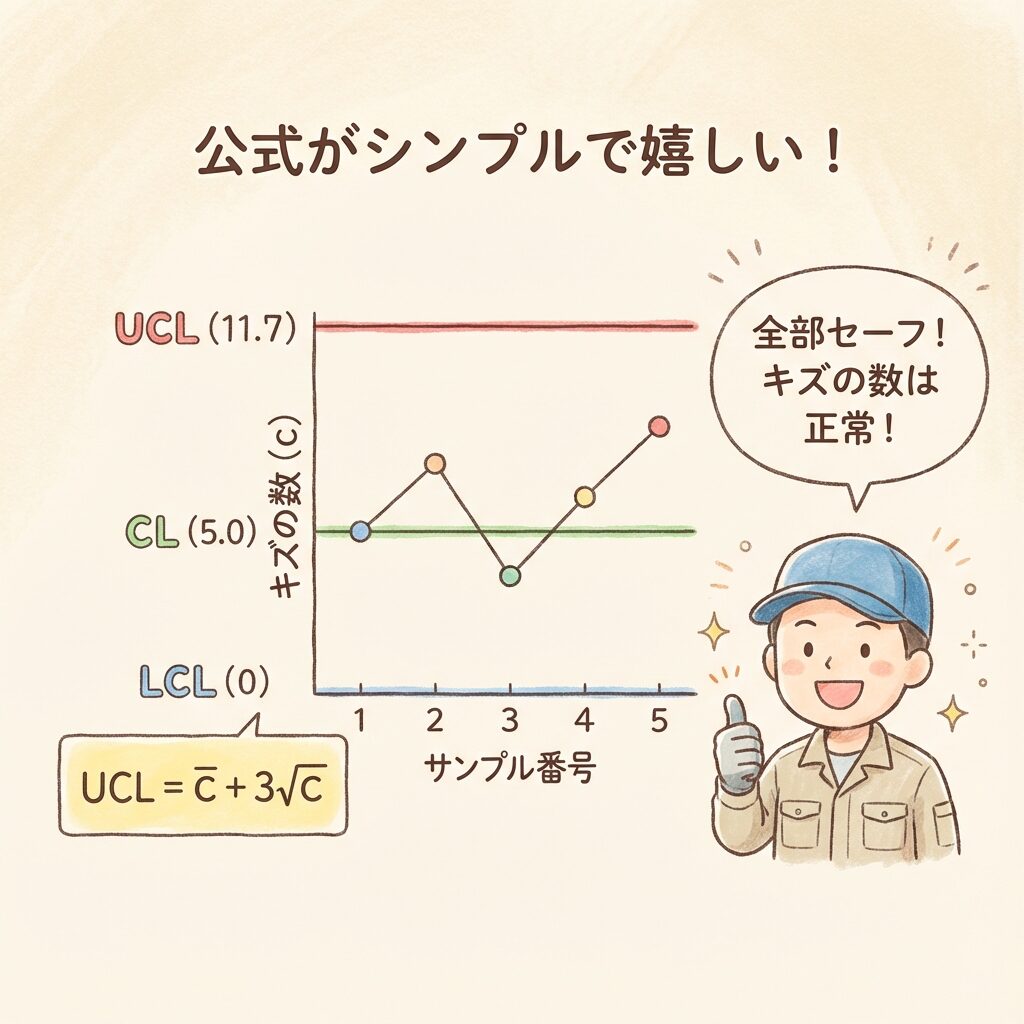
c管理図の公式(超シンプル!)
CL = c̄
UCL = c̄ + 3√c̄
LCL = c̄ − 3√c̄
🎉 朗報!
c管理図の公式はめちゃくちゃシンプルです!
np・p管理図のような複雑な式は不要。c̄と√c̄だけ!
例題の計算
c̄ = 5.0 のとき
① CL(中心線)
CL = c̄ = 5.0
② √c̄を計算
√5.0 = 2.24
③ UCL(上方管理限界)
UCL = 5.0 + 3 × 2.24 = 5.0 + 6.72 = 11.72 ≒ 11.7
④ LCL(下方管理限界)
LCL = 5.0 − 3 × 2.24 = 5.0 − 6.72 = −1.72 → 0
※ マイナスになったら0とする
📊 計算結果まとめ
| 管理線 | 値 | 意味 |
|---|---|---|
| UCL | 11.7箇所 | これ以上は異常 |
| CL | 5.0箇所 | 平均的なキズの数 |
| LCL | 0箇所 | 下限なし |
💡 判定の仕方
1日のキズが12箇所以上出たら「異常あり!」と判断します。
すべての日(4, 6, 3, 5, 7箇所)が11.7以下なので、この工程は安定しています。
📐 u管理図の作り方
STEP1:データを集める
今度は検査する長さが日によって違うケースです。
| 日 | 検査長さ n | 不適合数 | u(1mあたり) |
|---|---|---|---|
| 1日目 | 8m | 4 | 4÷8 = 0.50 |
| 2日目 | 12m | 5 | 5÷12 = 0.42 |
| 3日目 | 10m | 6 | 6÷10 = 0.60 |
| 4日目 | 15m | 6 | 6÷15 = 0.40 |
| 5日目 | 5m | 4 | 4÷5 = 0.80 |
| 合計 | 50m | 25 | − |
⚠️ 注目ポイント
検査長さが8m〜15mとバラバラ!
「6箇所キズがあった」と言われても、10mで6箇所と15mで6箇所は意味が違いますよね。
そこで「1mあたり何箇所」に変換して比較するのです。
STEP2:平均単位あたり不適合数 ū を求める
公式
ū = 不適合数の合計 ÷ 検査単位の合計
計算:
ū = 25 ÷ 50 = 0.50(1mあたり平均0.5箇所のキズ)
STEP3:管理限界線を計算する
u管理図の公式
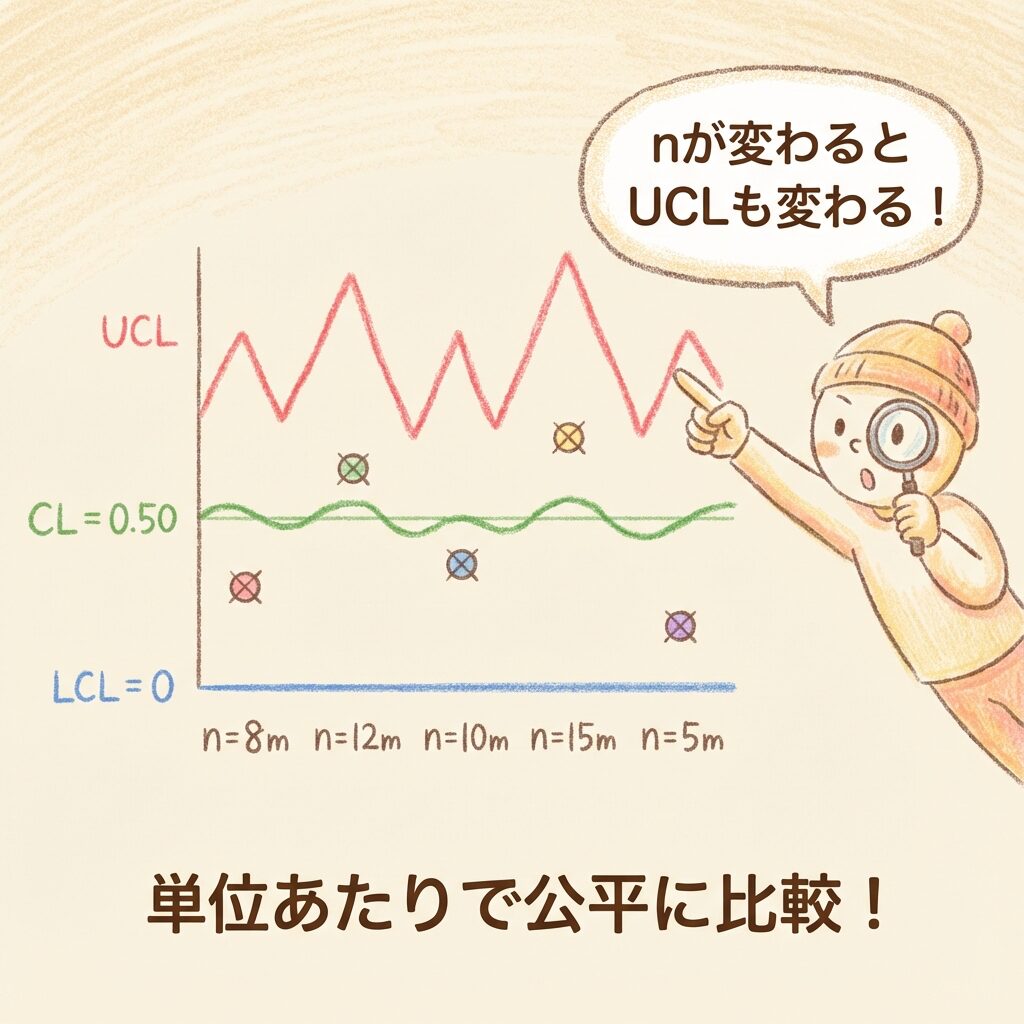
CL = ū
UCL = ū + 3√(ū ÷ n)
LCL = ū − 3√(ū ÷ n)
🚨 重要!u管理図の特徴
公式に「n」が含まれているので、検査単位が変わるとUCL・LCLも変わります!
→ p管理図と同じく、管理限界線が「ギザギザ」になるのがu管理図の特徴です。
例題の計算(1日目:n=8)
① CL(中心線)
CL = ū = 0.50(全日共通)
② √の中身を計算
ū ÷ n = 0.50 ÷ 8 = 0.0625
√0.0625 = 0.25
③ UCL(上方管理限界)
UCL = 0.50 + 3 × 0.25 = 0.50 + 0.75 = 1.25
④ LCL(下方管理限界)
LCL = 0.50 − 3 × 0.25 = 0.50 − 0.75 = −0.25 → 0
📊 各日の管理限界線
| 日 | n | UCL | CL | LCL | 実測u | 判定 |
|---|---|---|---|---|---|---|
| 1 | 8 | 1.25 | 0.50 | 0 | 0.50 | ○ |
| 2 | 12 | 1.11 | 0.50 | 0 | 0.42 | ○ |
| 3 | 10 | 1.17 | 0.50 | 0 | 0.60 | ○ |
| 4 | 15 | 1.05 | 0.50 | 0 | 0.40 | ○ |
| 5 | 5 | 1.45 | 0.50 | 0 | 0.80 | ○ |
💡 UCLが変動している理由
nが大きい(15m)→ UCLが小さい(1.05)
nが小さい(5m)→ UCLが大きい(1.45)
検査単位が大きいほど「精度が上がる」ので、許容範囲が狭くなるのです!
⚖️ c管理図 vs u管理図 比較まとめ
| 項目 | c管理図 | u管理図 |
|---|---|---|
| 管理するもの | 不適合数 | 単位あたり不適合数 |
| 検査単位 | 一定 | 変動OK |
| 管理限界線 | まっすぐ | ギザギザ |
| 公式の特徴 | 超シンプル | nが入る |
| CL | c̄ | ū |
| UCL/LCL | c̄ ± 3√c̄ | ū ± 3√(ū÷n) |
| 対応するnp・p | np管理図 | p管理図 |
🎯 QC検定でよく出る問題
パターン①:どの管理図を使うか
【問題】
毎日100㎡の塗装面を検査し、塗りムラの数を管理したい。適切な管理図は?
【解答】
検査単位が毎日100㎡で一定、欠点の数を管理 → c管理図
【問題】
ロットごとに面積が異なる鋼板を検査し、傷の数を管理したい。適切な管理図は?
【解答】
検査単位がロットごとに変動、欠点の数を管理 → u管理図
パターン②:c管理図のUCLを求めよ
【問題】
c̄ = 9 のとき、c管理図のUCLを求めよ。
【解答】
√c̄ = √9 = 3
UCL = c̄ + 3√c̄ = 9 + 3×3 = 9 + 9 = 18
パターン③:u管理図でūを求めよ
【問題】
検査単位の合計が200㎡、不適合数の合計が40のとき、ūを求めよ。
【解答】
ū = 40 ÷ 200 = 0.2(1㎡あたり0.2箇所)
パターン④:np・p・c・uの使い分け
【問題】
以下の状況に適切な管理図を選べ。
A:毎日100個検査し、不良品数を管理
B:ロットごとに検査数が違い、不良率を管理
C:毎日10反の布を検査し、キズの数を管理
D:反ごとに長さが違い、単位長さあたりのキズ数を管理
【解答】
A:np管理図(不適合品数、n一定)
B:p管理図(不適合品率、n変動)
C:c管理図(不適合数、n一定)
D:u管理図(単位あたり不適合数、n変動)
🔗 関連記事
np・p管理図の詳しい解説はこちらの記事をご覧ください。

📝 公式まとめ(試験直前チェック用)
📏 c管理図
CL = c̄
UCL = c̄ + 3√c̄
LCL = c̄ − 3√c̄
※ 検査単位が一定のとき
📐 u管理図
CL = ū
UCL = ū + 3√(ū÷n)
LCL = ū − 3√(ū÷n)
※ 検査単位が変動するとき
✨ この記事のまとめ
✅ 不適合品(np・p):製品が「良いか悪いか」を管理
✅ 不適合数(c・u):1つの製品にある「欠点の数」を管理
✅ c管理図:検査単位が一定 → 公式がシンプル!
✅ u管理図:検査単位が変動 → 管理限界線がギザギザ
✅ LCL:マイナスになったら0とする
🧠 4つの計数値管理図 選び方早見表
| n一定 | n変動 | |
| 不適合品 (製品の良否) |
np | p |
| 不適合数 (欠点の数) |
c | u |
🗺️ シリーズ記事一覧
① 全体像
管理図と工程能力指数の完全ロードマップ② 超入門
品質管理の"バラつき"って何?③ 基礎
管理図とは?UCL・CL・LCLの意味④ 種類
管理図の種類一覧と選び方⑤ 判定
管理図の異常判定ルール8つ⑥ 活用
管理図の読み方|異常を見つけたら?⑦ 計量値①
X̄-R管理図の作り方⑧ 計量値②
X-Rs・Me-R・X̄-s管理図の計算方法⑨ 計数値①
np管理図・p管理図の作り方⑩ 今ここ!
c管理図・u管理図の作り方
⑪ 工程能力①
工程能力指数Cp・Cpkとは?⑫ 工程能力②
工程能力指数の判定基準🎉 管理図シリーズ完了まであと2記事!
次は工程能力指数Cp・Cpkを学びましょう。
「管理図で安定を確認 → 工程能力で実力を測る」という流れです!