{kind=link}
- 客先から「初期流動管理をやってください」と言われたが、何をどこまでやればいいかわからない
- 初期流動管理の計画書を書いたが、「解除条件」の欄が埋められない
- 前任者が始めた初期流動管理が、半年以上経っても解除されず放置されている
- 「とりあえず3ロット流したら解除」にしているが、根拠がなくて客先監査で突っ込まれそう
- 初期流動管理の定義と「なぜやるのか」の本質的な理由
- 管理項目の決め方──FMEA・コントロールプランとの紐づけ方
- 解除条件の具体的な設定方法(Cpk・不良率・ロット数の基準例)
- 初期流動管理計画書に書くべき7項目と判断フロー
「初期流動管理って、結局いつ終わりにしていいんですか?」──量産立ち上げのたびに、この質問が出てきませんか?
初期流動管理は、新製品の量産開始や工程変更の直後に、通常よりも厳しい管理体制で品質を監視する活動です。目的は明確で、「量産で初めて出てくる不具合を早期に捕まえる」ことです。
しかし現実には、「始め方」はわかっても「終わらせ方(解除条件)」がわからないケースが非常に多い。解除条件が曖昧なまま始めると、「いつまでも特別管理が続く」か「根拠なく解除して客先クレーム」のどちらかに陥ります。
この記事では、初期流動管理の全体像から、解除条件の具体的な設定方法、計画書に書くべき項目まで、実務で使えるレベルで解説します。
目次
初期流動管理とは?──「最初の数ロット」を特別扱いする理由
初期流動管理とは、量産開始直後の初期段階で、通常よりも検出感度の高い品質管理を行うことで、不具合を未然に防止する管理手法です。英語ではSafe Launch / Early Production Containment(EPC)とも呼ばれます。
なぜ「最初の数ロット」を特別扱いする必要があるのでしょうか?理由は3つあります。
📌 理由①:試作では見えない問題が量産で顕在化する
試作品は数十個〜数百個しか作りません。しかし量産では数千〜数万個を、異なる材料ロット、異なるオペレーター、異なる環境条件で製造します。試作では「たまたま」問題が出なかった工程が、量産の変動にさらされて初めて不具合を起こすケースは珍しくありません。
📌 理由②:工程能力の「真の値」は量産データでしかわからない
量産試作(PP:Pre-Production)で算出したCpkは、限られた材料ロット・限られたサンプル数で求めた「暫定値」です。複数の材料ロットをまたいだ量産データからCpkを算出して初めて、工程能力の「実力値」がわかります。
📌 理由③:問題が小さいうちに捕まえれば、損害も小さい
量産開始直後に全数検査や頻度を上げた検査を実施するのは、コストがかかります。しかし、初期に見逃した不具合が市場に流出し、リコールや客先ライン停止に至った場合の損害は桁違いです。初期流動管理は「安い保険」です。
「うちの会社で一番大きなクレームは、初期流動管理を"形だけ"で終わらせた新製品で発生しました。3ロット問題なかったから解除したら、4ロット目で材料ロット起因の不良が大量発生。あのとき5ロットまで管理していれば……という後悔は今でもあります」──品質保証部マネージャー
いつ初期流動管理を実施する?──5つのトリガー
初期流動管理は「新製品の量産立ち上げ」だけが対象ではありません。以下の5つのケースで実施が必要です。
| No. | トリガー | 具体例 | IATF16949との関連 |
|---|---|---|---|
| 1 | 新製品の量産立ち上げ | PPAPの承認を取得し、量産を開始する段階 | 8.3.4.4 製品承認プロセス |
| 2 | 設計変更 | 図面改訂、材質変更、形状変更 | 8.3.6 設計・開発の変更 |
| 3 | 工程変更 | 設備更新、金型修理、加工条件変更 | 8.5.6 変更の管理 |
| 4 | 仕入先変更 | 原材料メーカーの変更、外注先の変更 | 8.4 外部提供プロセス |
| 5 | 長期休止後の再開 | 12ヶ月以上の生産休止からの再立ち上げ | 8.5.6.1 プロセス変更の管理 |
自動車業界では、上記5つのケースすべてでPPAP(生産部品承認プロセス)の再提出が必要になることが多いです。つまり「PPAPを出す=初期流動管理も実施する」と考えてください。

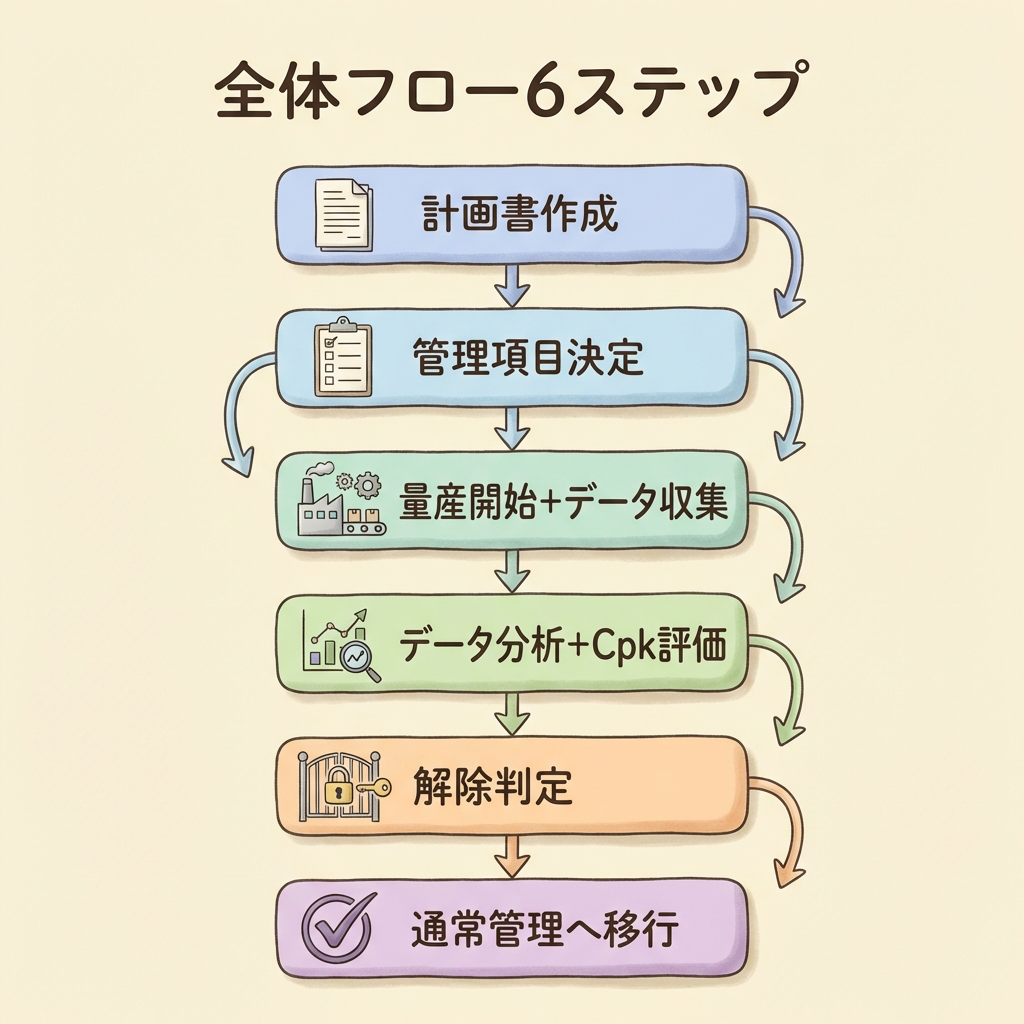
初期流動管理の全体フロー──6ステップ
初期流動管理は「何をどう管理するか」を始める前に決めておかないと、ゴールなきマラソンになります。以下の6ステップで進めましょう。
対象製品、管理項目、解除条件、担当者、期間を明文化した計画書を作成します。始める前に「終わらせ方」を決めるのが最大のポイントです。
FMEAの高RPNアイテムと特殊特性を中心に、「何を」「どの頻度で」「どの精度で」管理するかを決めます。
計画書に基づき、通常より高い検出感度で品質データを収集します。全数検査、頻度アップ、測定項目の追加など。
管理図でプロセスの安定性を確認し、Cpk/Ppkで工程能力を算出します。異常パターンがあれば原因を特定して是正します。
事前に定めた解除条件をすべて満たしているかをチェックし、品質保証部門の責任者が承認します。
初期流動管理の結果を記録として保管し、コントロールプランを「量産版」に切り替えます。初期流動で得られた知見はFMEAに反映します。
管理項目の決め方──「全部管理」ではなく「急所を管理」
初期流動管理で「すべての寸法を全数検査する」のは非現実的です。コストも時間も足りません。大切なのは「どの特性を、どの強度で管理するか」を合理的に決めることです。
🎯 管理項目の選び方──3つのソースから抽出する
| ソース | 抽出する項目 | 初期流動での管理強化例 |
|---|---|---|
| ① FMEA(高RPN項目) | RPNが高い故障モードに紐づく工程パラメータと製品特性 | 検査頻度を上げる(抜取→全数)、計測値を記録してCpk算出 |
| ② 特殊特性(CC/SC) | 安全・法規に関わるCC特性、機能に関わるSC特性 | SPC管理図でリアルタイム監視、Cpk≧1.67を確認 |
| ③ 過去トラブル履歴 | 類似製品・類似工程で過去に発生した不具合項目 | 当該項目の検査を追加、または官能検査の基準を厳格化 |
⚙️ 管理の「強度」を上げる3つの方法
①項目を増やす
通常は最終検査のみ → 中間工程でも検査を追加。不良を発生工程で捕まえることで後工程への影響を防止。
②記録を詳しくする
OK/NG判定のみ → 数値データを記録。後からCpk算出や相関分析が可能に。
③頻度を上げる
1日1回の品質確認 → 各シフトの始め・終わりでデータ取得。経時変化の把握に有効。

解除条件をどう決めるか──5つの基準と組み合わせ方
初期流動管理の解除条件に「正解」はありません。しかし「根拠がない」のは問題です。以下の5つの基準を組み合わせて設定するのが実務のベストプラクティスです。
📏 基準①:工程能力指数(Cpk/Ppk)
最も客観的で説得力のある基準です。量産データからCpkを算出し、目標値以上であることを確認します。
・一般特性:Cpk ≧ 1.33(Ppk ≧ 1.67)
・特殊特性(CC/SC):Cpk ≧ 1.67(Ppk ≧ 2.00)
・客先CSR(顧客固有要求事項)で個別指定がある場合はそれに従う
※ 初期流動段階ではサンプル数が限定的なため、Ppk(長期の工程性能指数)を使うのがより保守的です。CpkとPpkの違いがわからない方は下記の関連記事を参照してください。
📏 基準②:不良率(工程内不良率・出荷不良率)
「工程内不良率 0.5%以下が3ロット連続」のように、不良率の目標値と連続達成回数で設定します。数値は製品特性や客先要求によって異なりますが、「何ppm以下を何ロット連続で達成」という形で明文化するのがコツです。
📏 基準③:ロット数(材料ロット数)
材料ロットのばらつきが懸念される場合に有効です。「異なる材料ロットを最低3ロット(推奨5ロット)使用し、いずれも品質基準を満たすこと」と設定します。これは試作段階では把握できないロット間変動を確認するためです。
📏 基準④:生産数量(累積台数)
ロットの区切りが不明確な連続生産プロセスでは、累積生産数量で管理します。「累積1,000個以上を生産し、その間の不良率が基準以下」のように設定します。統計的に意味のあるサンプル数(最低でもn≧100)を確保することが重要です。
📏 基準⑤:SPC管理図の安定性
管理図上で特別原因がない(8つの異常判定ルールに引っかからない)状態が一定期間継続していることを確認します。この基準は、Cpkだけでは見えない「工程の安定性」を担保するために重要です。
解除条件は単一基準ではなく、複数基準のAND条件で設定してください。例:「Cpk≧1.33 かつ 不良率≦0.3% かつ 異なる材料ロット3ロット以上で問題なし かつ 管理図に異常パターンなし」。どれか1つでも満たさなければ、初期流動管理を継続します。

解除条件の設定例──そのまま使えるテンプレート
実際の初期流動管理計画書に書ける形で、解除条件の設定例を2パターン紹介します。自社の製品特性や客先要求に合わせてカスタマイズしてください。
📝 パターンA:一般特性の解除条件例
| 解除基準項目 | 基準値 | 確認方法 |
|---|---|---|
| 工程能力指数 | 全管理項目で Cpk ≧ 1.33 | n≧100のデータで算出 |
| 工程内不良率 | 0.5%以下が連続3ロット | ロット別不良率の集計 |
| 材料ロット数 | 異なる材料ロット 3ロット以上で問題なし | 受入検査記録との紐づけ |
| 管理図の安定性 | X̄-R管理図で異常判定ルールに抵触なし | SPC管理図の目視+ソフト判定 |
| 客先クレーム | 初期流動期間中に品質クレーム 0件 | 客先報告記録 |
📝 パターンB:特殊特性(CC/SC)の解除条件例
| 解除基準項目 | 基準値 | 確認方法 |
|---|---|---|
| 工程能力指数 | CC/SC項目で Cpk ≧ 1.67(Ppk ≧ 2.00推奨) | n≧125のデータで算出(25サブグループ×5個) |
| 工程内不良率 | 0 ppm(CC特性に関する不良ゼロ)が連続5ロット | 全数検査結果の集計 |
| 材料ロット数 | 異なる材料ロット 5ロット以上で問題なし | 受入検査記録との紐づけ |
| SPC安定性 | 管理図で連続25サブグループ以上異常なし | SPC管理図のリアルタイム監視 |
| MSA(測定系) | ゲージR&R 10%以下 | MSA報告書 |
| 客先クレーム | 初期流動期間中に品質クレーム 0件 | 客先報告記録 |
上記はあくまで「一般的な目安」です。客先のCSR(顧客固有要求事項)で個別基準が指定されている場合は、必ずそちらを優先してください。たとえば、ある完成車メーカーは「初期流動期間は最低90日間」と明記しています。
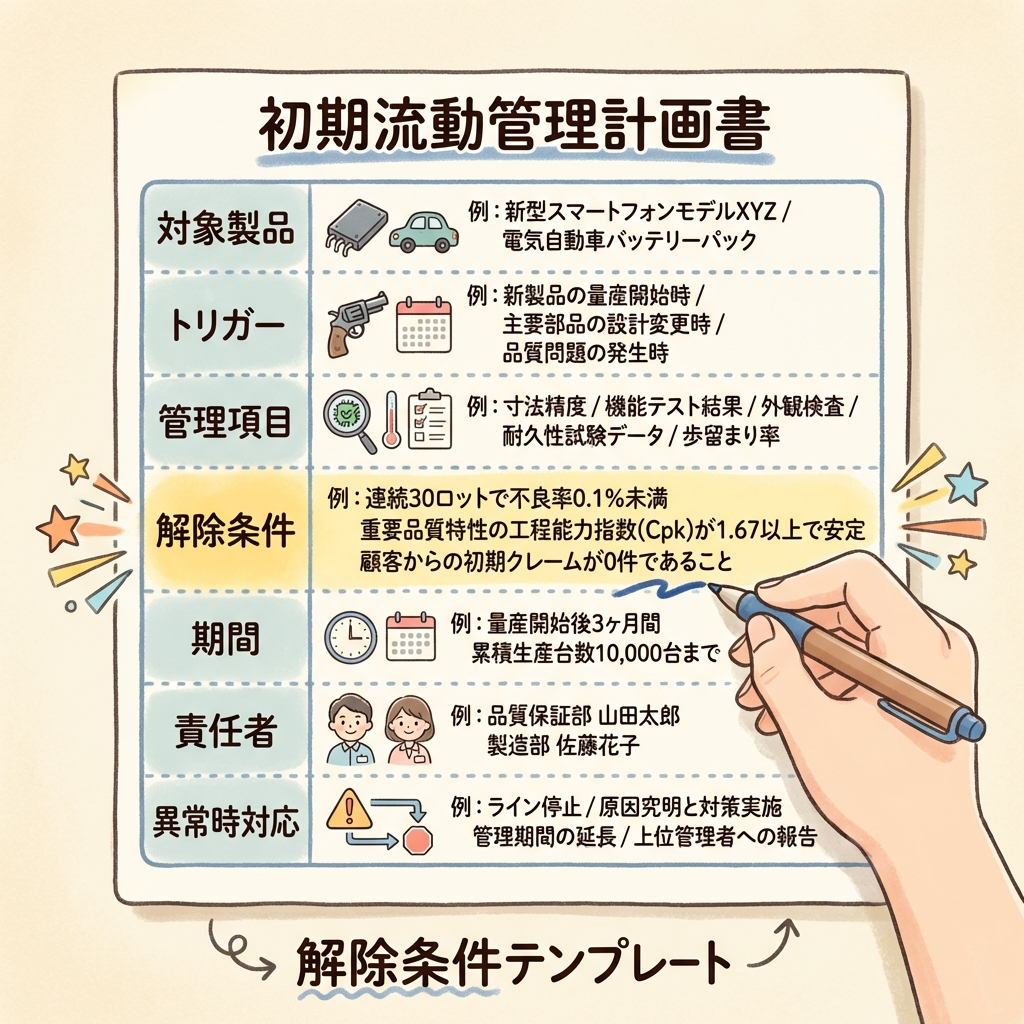
初期流動管理計画書に書くべき7項目
初期流動管理は「計画書」がすべてです。計画書がなければ「何を、いつまで、どう管理し、どうなったら終わりか」が共有できず、属人化します。以下の7項目を必ず記載してください。
| No. | 記載項目 | 記載内容 | 記載例 |
|---|---|---|---|
| 1 | 対象製品・工程 | 製品名、品番、対象工程名 | ブラケットA 品番:12345 / プレス工程 |
| 2 | トリガー(実施理由) | なぜ初期流動管理を行うのか | 新製品量産立ち上げ / 金型修正後 |
| 3 | 管理項目と管理方法 | 何を・どの精度で・どの頻度で管理するか | 寸法A:全数測定、SPC記録 / 外観:各ロット先頭30個 |
| 4 | 解除条件 | どうなったら初期流動管理を終了するか | Cpk≧1.33 かつ 不良率≦0.5% が3ロット連続 |
| 5 | 対象期間・ロット数 | 初期流動管理の最低期間 or 最低ロット数 | 量産開始後90日間 または 5ロット(いずれか長い方) |
| 6 | 責任者・承認者 | 誰がデータを収集し、誰が解除を承認するか | 収集:製造課 / 解除承認:品質保証部長 |
| 7 | 異常時の対応手順 | 管理期間中に異常が発生した場合のアクション | ライン停止→隔離→原因究明→是正→期間リセット |
解除条件が曖昧な計画書は、計画書として機能しません。「問題がなくなったら解除する」は基準ではありません。「何が、どの数値を、何回連続で達成したら解除する」という定量的な条件を書いてください。

初期流動管理でよくある4つの失敗パターン
❌ 失敗①:解除条件を決めずに始める
最も多い失敗です。「とりあえず始めて、様子を見てから解除時期を決めよう」と見切り発車すると、ズルズルと管理が続きます。結果、現場は「いつまでこの面倒な検査を続けるんだ」と疲弊し、データの質も落ちていきます。対策:STEP 1の計画書作成時に、解除条件を必ず明文化する。
❌ 失敗②:データを取るだけで分析しない
全数検査のデータを取っているが、Cpkを算出していない。管理図にプロットしていない。ただ「測定値をExcelに入力しているだけ」──これでは初期流動管理の意味がありません。対策:週次でCpk算出と管理図のレビューをルーティン化する。
❌ 失敗③:異常発生後も期間をリセットしない
初期流動期間中に不良が発生し、是正処置を実施した後、「残りのロット数で解除しよう」とするケース。是正処置は工程を変更する行為なので、その時点から初期流動管理を「やり直す」のが原則です。対策:異常発生→是正→期間リセットを計画書の異常時対応手順に明記する。
❌ 失敗④:解除後にFMEA・コントロールプランを更新しない
初期流動管理で得られた知見(新たに発見した影響要因、実測Cpk値、最適な検査頻度など)を、FMEAやコントロールプランに反映しないケース。せっかくの貴重なデータが次の製品に活かされません。対策:初期流動管理の解除時に、FMEA・コントロールプランの更新をチェックリストに入れる。
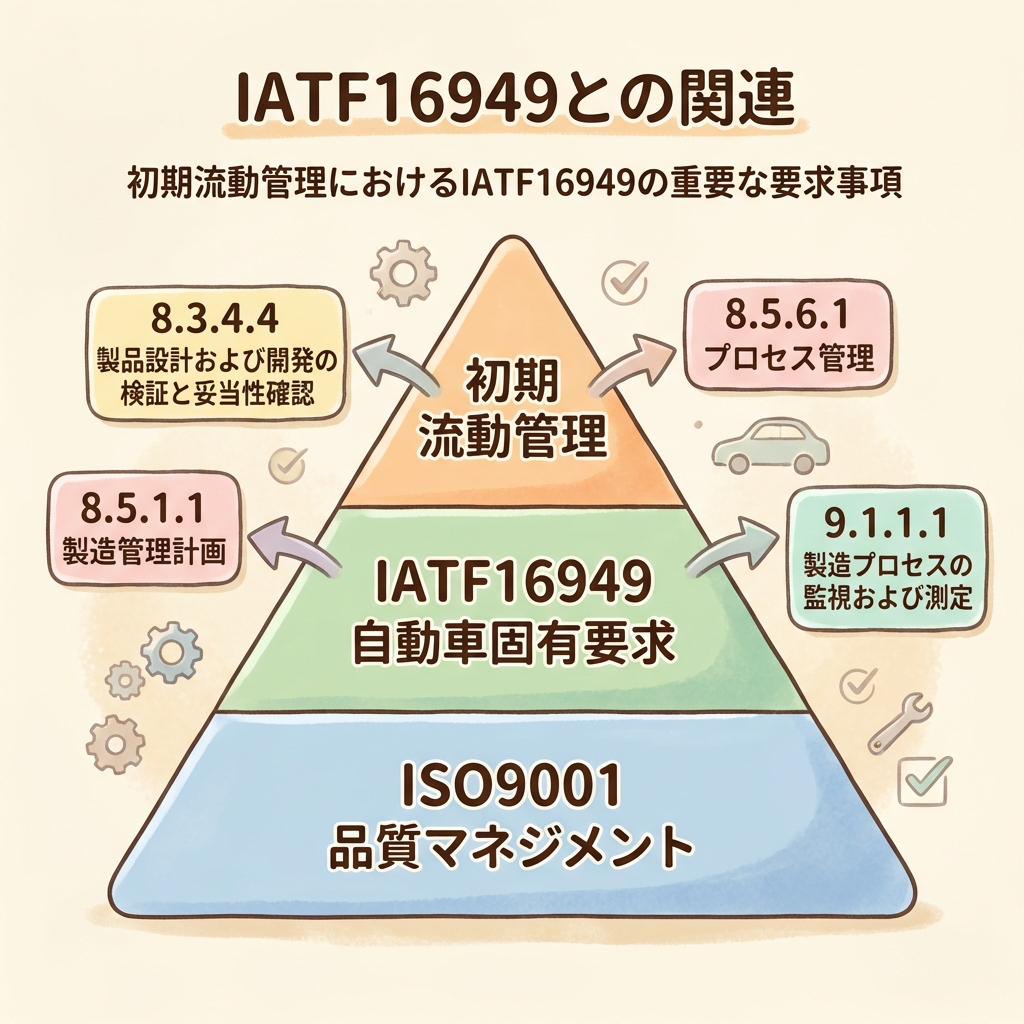
IATF16949における初期流動管理の位置づけ
IATF16949には「初期流動管理」という独立した条項はありませんが、複数の要求事項が初期流動管理に関連しています。客先監査で聞かれる可能性が高いポイントを整理しました。
| IATF16949 条項 | 要求のポイント | 初期流動管理との関係 |
|---|---|---|
| 8.3.4.4 製品承認プロセス | 顧客が承認した製品・工程を確実に維持する | PPAP承認後の量産初期で、承認条件が維持されていることを確認するのが初期流動管理 |
| 8.5.1.1 コントロールプラン | プリローンチ(量産前)と量産のコントロールプランを作成する | 初期流動管理は「プリローンチCP」と「量産CP」の橋渡し。Safe Launchはプリローンチの延長として位置づけられる |
| 8.5.6.1 プロセス変更の管理 | 製造プロセスの変更を管理し、検証する | 工程変更時の初期流動管理(変更後の安定性確認)が該当 |
| 9.1.1.1 製造工程の監視及び測定 | 統計的手法(SPC)で工程を監視する | 初期流動期間中のSPC管理(管理図+Cpk算出)が要求される |
まとめ
| 項目 | 要点 |
|---|---|
| 初期流動管理とは | 量産初期に通常より厳しい管理で品質を監視し、不具合を未然防止する活動 |
| 実施タイミング | 新製品立ち上げ、設計変更、工程変更、仕入先変更、長期休止後の再開 |
| 管理項目の決め方 | FMEA高RPNアイテム+特殊特性+過去トラブル履歴の3ソースから抽出 |
| 解除条件の設定 | Cpk+不良率+ロット数+SPC安定性+クレーム件数のAND条件で設定 |
| 最大のコツ | 始める前に「終わらせ方」を決める。計画書に定量的な解除条件を明記する |
初期流動管理は「面倒な追加業務」ではなく、量産品質を支える最後のセーフティネットです。計画書を作り、解除条件を定量的に設定し、データに基づいて判断する──この手順を守れば、「いつ解除していいかわからない」という悩みは消えます。
📚 次に読むべき記事
初期流動管理の解除条件で使うCpkの計算方法と判定基準を解説しています。
初期流動期間中のSPC管理で使う異常判定ルールを一覧化しています。
初期流動期間中に不具合が発生した場合の是正報告書の書き方です。