{kind=link}
- 不良が出るたびに「なぜなぜ分析」をやるが、結局「作業者の確認不足」で終わる
- 真因が「注意力が足りなかった」→ 対策が「今後は気をつける」。これ、意味ある?
- 「なぜ?」を5回繰り返すたびに、担当者が追い詰められて空気が凍る
- 同じ不良が半年後にまた出る。「あのとき分析したのに…」と絶望する
- 上司の「なぜなぜ攻撃」が、もはやパワハラにしか見えない
- なぜなぜ分析が「人のせい」で終わる構造的な3つの原因
- 製造業5事例の失敗なぜなぜ → 修正なぜなぜ(Before/After)
- 「Who(誰)→ What(何)」に主語を変換する4Mテンプレート
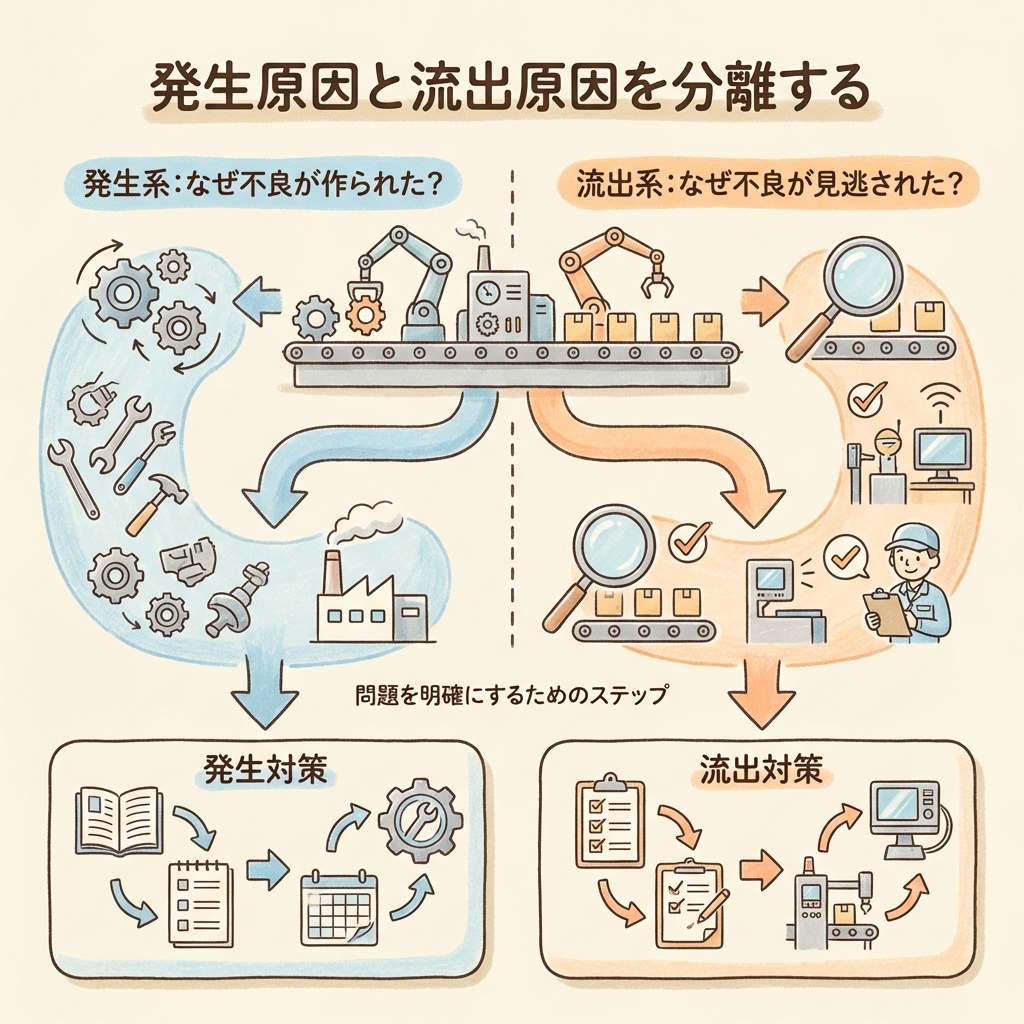
- 「発生原因」と「流出原因」を分けて分析する実践テクニック
- なぜなぜ分析が「パワハラ」「意味がない」と感じるときの建設的な対処法
「なぜミスをしたんだ?」「なぜ確認しなかったんだ?」「なぜもっと注意しなかったんだ?」
品質保証部にいると、なぜなぜ分析のたびにこの光景を目にします。5回の「なぜ」を繰り返した結果、たどり着く先は決まって「作業者の注意不足」。対策欄には「作業者に再教育を実施」と書かれる。半年後、まったく同じ不良が再発する。
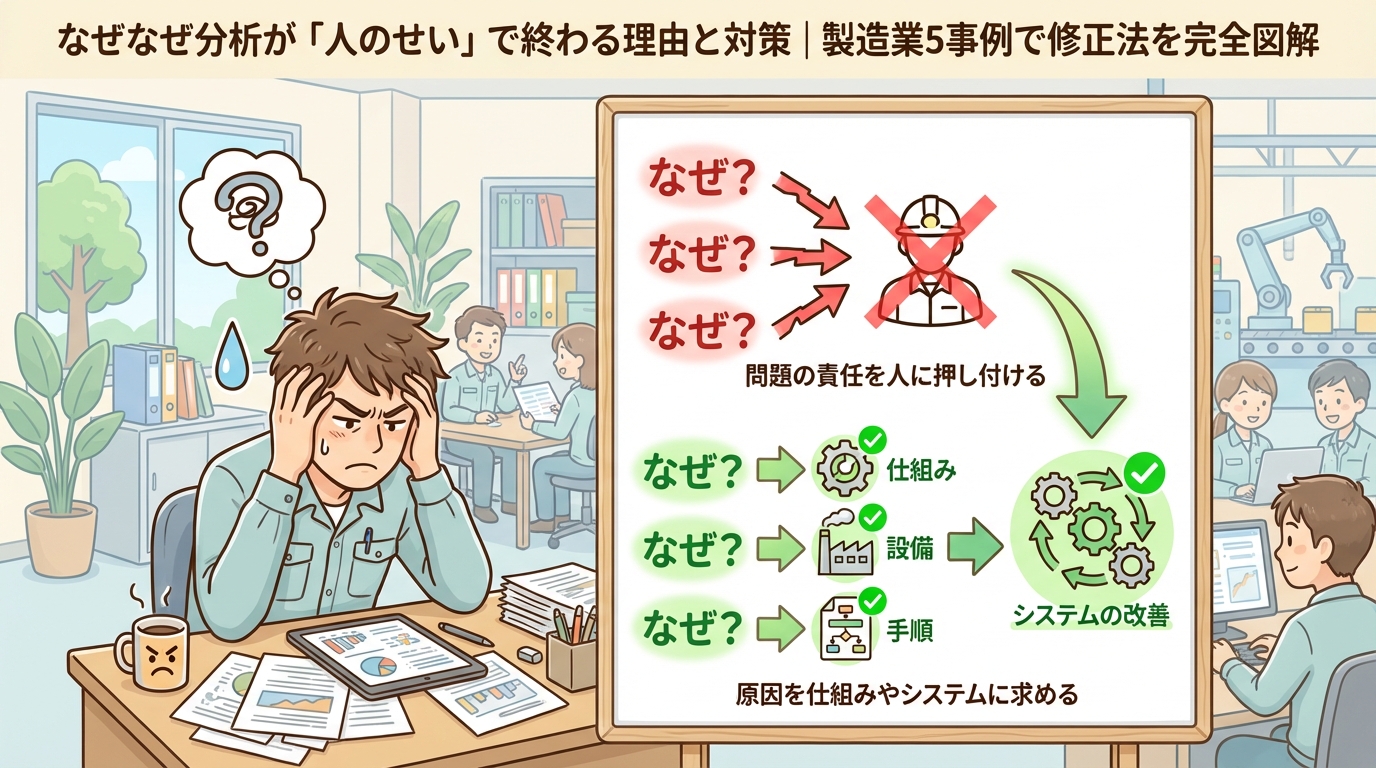
断言します。なぜなぜ分析が「人のせい」で終わるのは、分析者のスキル不足ではなく、分析の「問いの立て方」が構造的に間違っているからです。
トヨタ生産方式の元副社長・大野耐一氏は「人を責めるな、しくみを責めろ」と言いました。この記事では、製造業の5つの具体事例を使って「人のせいで終わるなぜなぜ」を「仕組みの改善に着地するなぜなぜ」に修正する方法を、Before/After形式で徹底解説します。
目次
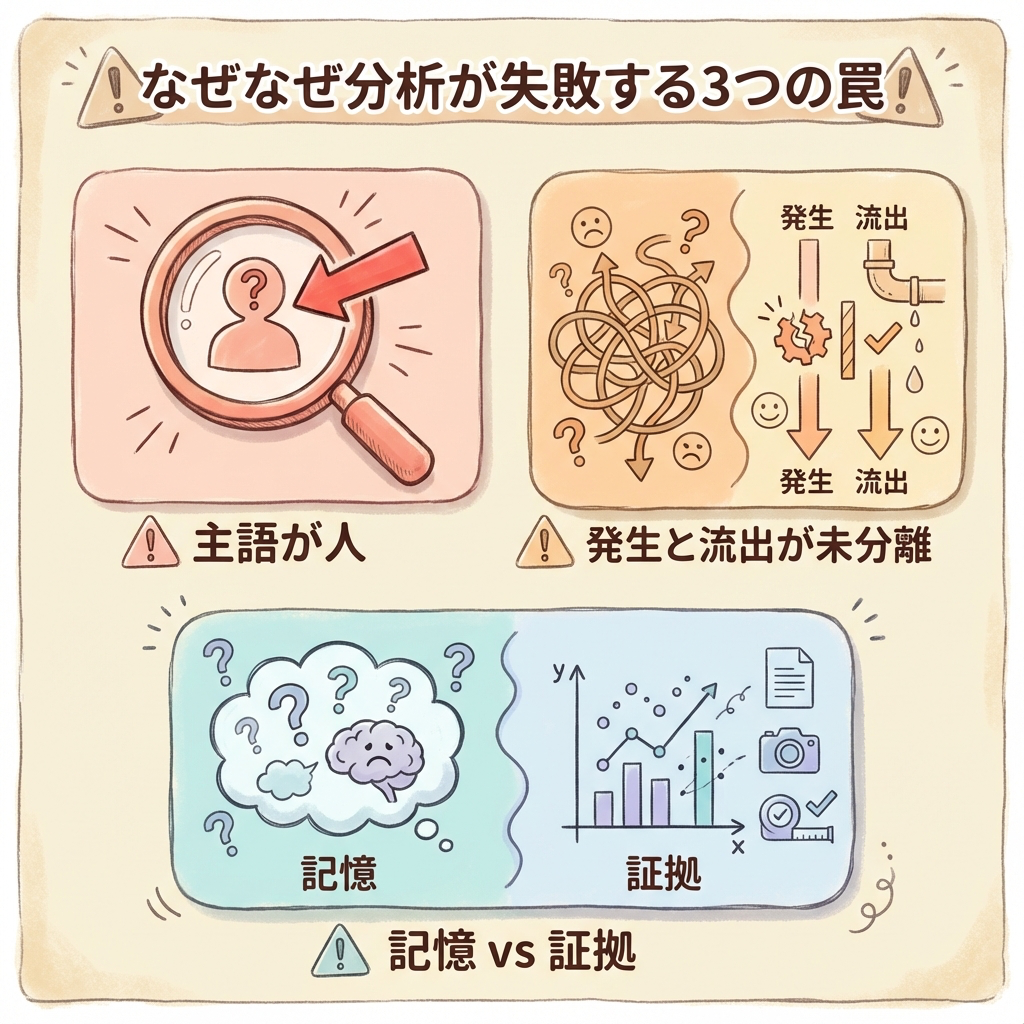
なぜ「人のせい」で終わるのか?─ 構造的な3つの原因
なぜなぜ分析が個人攻撃に着地するのは、「分析者が悪い」のではありません。多くの現場で共通する3つの構造的な罠にハマっているだけです。まず、この罠の正体を知ることが出発点です。
罠①:主語が「人」のまま「なぜ」を繰り返している
ほとんどの失敗は、最初の「なぜ」の主語が人(Who)になっていることに原因があります。「なぜ作業者Aは確認を怠ったのか?」と問えば、答えは必然的に「Aの注意力」「Aの経験不足」「Aの責任感」といった個人の属性に向かいます。
これは論理的に当然の帰結です。主語が人である限り、人の行動・心理・能力にしか着地しません。問いの構造そのものが「犯人探し」を誘導しているのです。
❌ ダメな問い方
「なぜ作業者Aは確認を怠ったのか?」
→ 主語が「人」→ 答えは人の属性
⭕ 正しい問い方
「なぜ検査工程は不良を検出できなかったのか?」
→ 主語が「仕組み」→ 答えはシステムの欠陥
罠②:「発生原因」と「流出原因」を分けていない
品質問題には、「なぜ不良が発生したのか(発生原因)」と「なぜ不良が顧客に届いたのか(流出原因)」の2つの軸があります。この2つを混同したまま1本の「なぜ」で掘ると、途中で因果関係が飛躍し、最終的に「検査員が見逃した」「作業者がやらなかった」という人の行動に着地します。
発生と流出を分離すると、それぞれ「設備条件が適切だったか?」「検査方法が有効だったか?」という仕組みの問いに変わります。これが、人のせいから脱出する最大の武器です。
罠③:「証拠」ではなく「記憶」で分析している
なぜなぜ分析が会議室のホワイトボードの前で、参加者の「記憶」だけを頼りに行われていませんか? 客観的なデータ(作業記録、設備ログ、検査データ)に基づかない分析は、声が大きい人の「推測」が真因として確定する空中戦になります。
結果、反論できない立場の作業者が「犯人」にされ、「次から気をつけます」で幕引き。これが「なぜなぜ分析 = パワハラ」と感じる人が多い根本的な理由です。
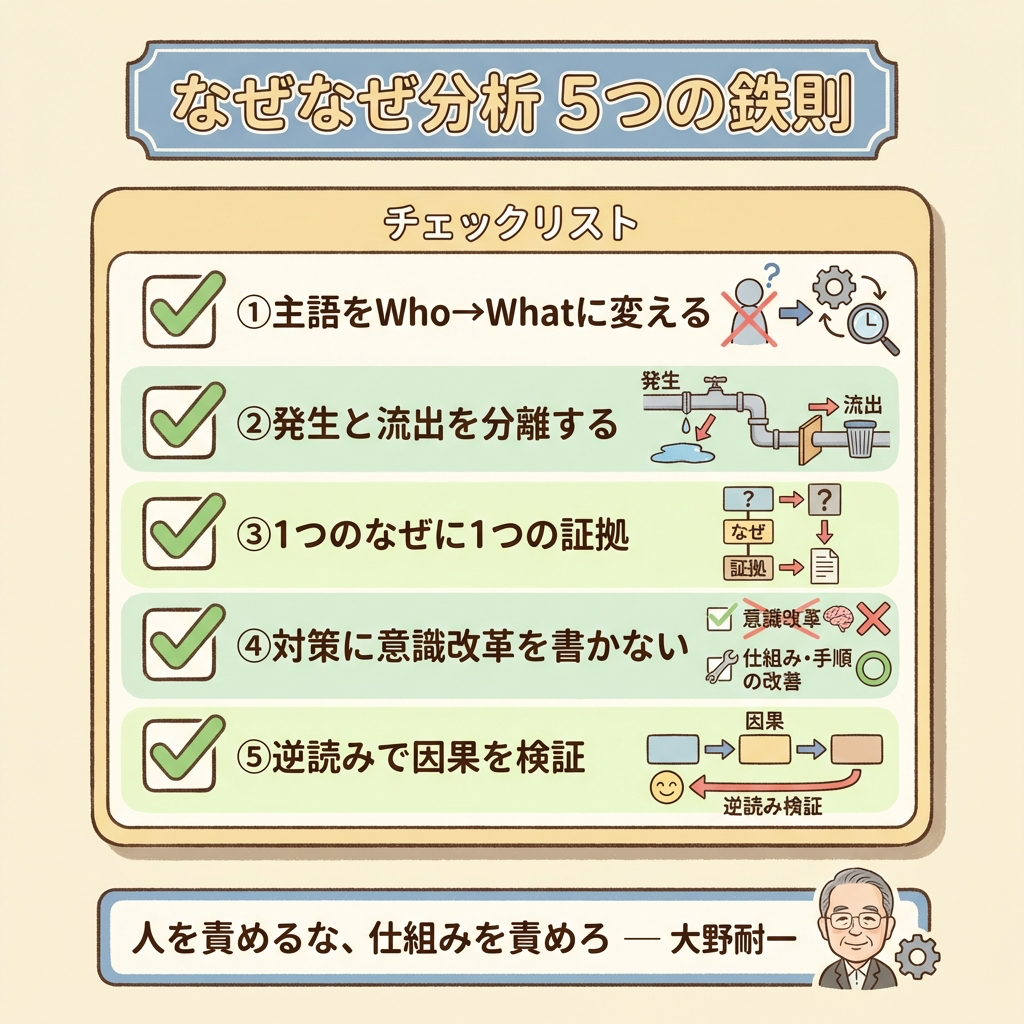
「人のせい」で終わるなぜなぜ分析は、やる人が悪いのではなく問いの構造が悪い。①主語を人→仕組みに変える、②発生と流出を分ける、③証拠(データ)で答える。この3つを変えるだけで、分析結果は劇的に変わります。
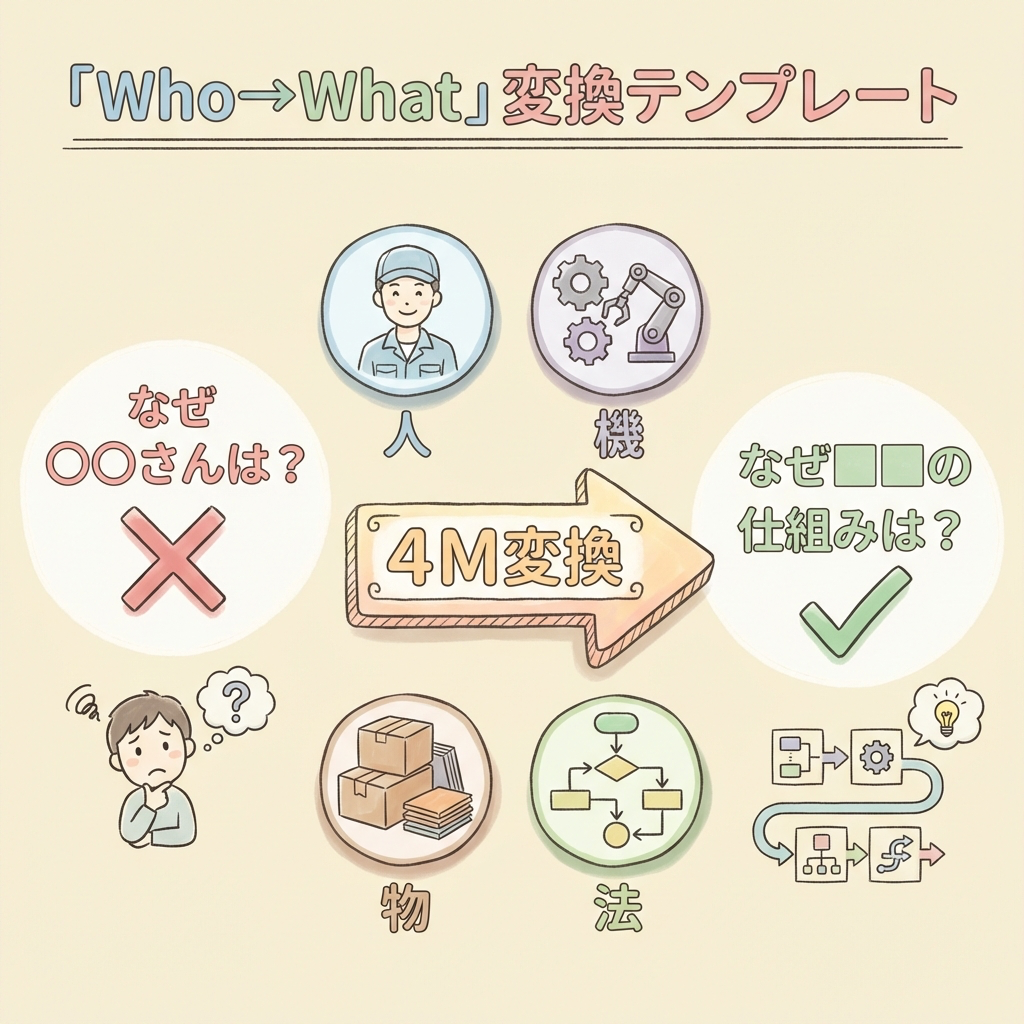
「Who → What」変換テンプレート ─ 主語を人から仕組みに変える4Mの使い方
「なぜ作業者は~?」という問いを「なぜ工程(仕組み)は~?」に変換するとき、強力な武器になるのが4M(Man・Machine・Material・Method)です。4Mを使えば、問題を「人の属性」ではなく「仕組みのどこが壊れたか」で整理できます。
4Mで主語を変換する具体例
| 4M | ❌ 人のせいの問い | ✅ 仕組みの問い |
|---|---|---|
| Man (人) |
なぜ作業者Aは手順を飛ばしたのか? | なぜ教育訓練の仕組みは手順の理解を保証できなかったのか? |
| Machine (設備) |
なぜ作業者は異常に気づかなかったのか? | なぜ設備のアラーム機能は異常を検知・通知できなかったのか? |
| Material (材料) |
なぜ作業者は不良材を使ったのか? | なぜ受入検査の基準は不良材の混入を防げなかったのか? |
| Method (方法) |
なぜ作業者は規定通りにやらなかったのか? | なぜ作業標準書の内容は現場の実態と乖離していたのか? |
「なぜ ○○さん は △△したのか?」
→ 「なぜ □□の仕組み は △△を防げなかったのか?」
この変換をするだけで、対策は「○○さんを再教育する」から「□□の仕組みを改善する」に変わります。個人攻撃が消え、組織全体で再発を防ぐ仕組みの改善に議論が向かいます。
「Who → What」変換は「個人の責任をゼロにする」という意味ではありません。安全規則の意図的な無視など、明確な違反行為は別途対処すべき問題です。しかし、日常的に起きるヒューマンエラーの95%以上は仕組みの不備が背景にあります。デミング博士は「品質問題の85%はシステムの責任であり、管理者の責任である」と述べています。
「発生原因」と「流出原因」を分離する ─ 2本立てのなぜなぜ
品質問題が客先クレームになるとき、現場では2つのことが同時に起きています。①不良が「作られた」こと(発生)、②不良が「見つけられずに出荷された」こと(流出)。この2つを1本の「なぜ」で追うと、途中で因果関係が混線します。
なぜ分離が必要なのか?
例えば「寸法不良が客先に流出した」という問題を考えます。発生原因は「金型の摩耗で寸法がズレた」かもしれません。流出原因は「検査が抜取りで、不良品がたまたまサンプルに入らなかった」かもしれません。この2つは因果関係がまったく異なります。1本で追うと「なぜ検査で気づかなかった?」→「検査員の見落とし」→ 人のせいに着地します。
発生系のなぜなぜ
問い:なぜ不良が「作られた」のか?
着地先:設備条件、金型管理、材料管理、作業方法の不備
対策の方向:工程パラメータの管理強化、ポカヨケ設置
流出系のなぜなぜ
問い:なぜ不良が「見逃された」のか?
着地先:検査方法、検査頻度、自動検査装置の設定
対策の方向:検査方法の見直し、自動検出装置の導入
分離のフローチャート
問題を定義する:「○○製品の△△不良が客先に□□個流出した」と定量的に書く。
発生系の「なぜ」を掘る:「なぜこの工程で不良が作られたのか?」を4M視点で展開。
流出系の「なぜ」を掘る:「なぜ検査/検出工程は不良を止められなかったのか?」を展開。
それぞれに対策を立てる:発生防止策+流出防止策の2本立てで報告書を仕上げる。
8D報告書のD4(根本原因の特定)でも、発生系と流出系を分けて書くことが求められます。この分離の考え方は、なぜなぜ分析だけでなく、客先クレーム対応全般で使える技術です。
製造業5事例 ─ 失敗なぜなぜ → 修正なぜなぜ(Before/After)
ここからが本記事の核心です。製造業で頻出する5つの品質問題について、「人のせいで終わる失敗パターン(Before)」と「仕組みの改善に着地する修正パターン(After)」を並べて見ていきます。
🏭 事例①:外観検査の漏れ(傷の見逃し)
問題:樹脂成形品の表面傷を検査工程で見逃し、客先で発見された。
| 段階 | ❌ Before(人のせい) | ✅ After(仕組みの問い) |
|---|---|---|
| なぜ1 | 検査員Bが傷を見逃した | 【流出】検査工程がこの傷を検出できなかった |
| なぜ2 | Bの注意力が不足していた | 検査照明が500lxしかなく、微細傷が視認困難だった |
| なぜ3 | Bの集中力が途切れた(残業が続いていた) | 外観検査の照度基準が規定されていなかった(Method) |
| 対策 | Bに再教育を実施する 😔 | ①検査エリアの照度を1,500lxに改善 ②外観検査基準に照度要件を追加 ③限度見本を更新 |
「見逃し=検査員が悪い」と決めつける前に、まず検査環境を疑ってください。外観検査は人間の目に依存する以上、照度・角度・検査時間・限度見本の有無で結果がまったく変わります。
🏭 事例②:寸法不良(公差外れ)
問題:切削加工品の穴径が規格上限を超え、組み付けで嵌合不良が発生。
| 段階 | ❌ Before(人のせい) | ✅ After(仕組みの問い) |
|---|---|---|
| なぜ1 | 作業者Cが加工条件を間違えた | 【発生】加工工程の穴径が規格上限を超えた |
| なぜ2 | Cの経験不足で設定値を誤った | ドリルの刃先摩耗が進行し、切削抵抗の変化で穴径が拡大した(Machine) |
| なぜ3 | OJTが不十分だった | ドリルの交換基準が「○○個加工ごと」と定められていなかった(Method) |
| なぜ4 | 上司がフォローしなかった | 切削工具管理台帳に交換周期の記載欄がなかった(Method) |
| 対策 | CにOJTを再実施。上司に注意 😔 | ①ドリル交換基準を加工数で規定 ②工具管理台帳に交換周期欄を追加 ③SPC管理で穴径の傾向監視を開始 |

🏭 事例③:異物混入(金属片の混入)
問題:組立後の製品内部から金属切粉が発見された。
| 段階 | ❌ Before | ✅ After |
|---|---|---|
| なぜ1 | 作業者Dが清掃を忘れた | 【発生】前工程の切削くずが部品に付着したまま組立工程に流入した |
| なぜ2 | Dが手順を理解していなかった | 工程間にエアブロー工程(洗浄工程)が設計されていなかった(Method) |
| なぜ3 | 教育が足りない | コントロールプランに「切削工程→組立工程」間の清浄度確認が記載されていなかった |
| 対策 | Dに再教育 😔 | ①工程間にエアブロー工程を追加 ②コントロールプランに清浄度確認を追記 ③FMEAの異物混入RPN値を再評価 |
🏭 事例④:部品の組み忘れ(ワッシャー未装着)
問題:ボルト締結部のワッシャーが未装着の状態で出荷された。
| 段階 | ❌ Before | ✅ After |
|---|---|---|
| なぜ1 | 作業者Eがワッシャーを入れ忘れた | 【発生】組立工程でワッシャーが装着されなかった |
| なぜ2 | Eが不注意だった | ワッシャーとボルトが別の部品箱に分かれており、取り忘れが構造的に起きやすい(Method) |
| なぜ3 | Eの作業習慣が悪い | ポカヨケ(物理的な防止装置)が設置されていなかった(Machine) |
| なぜ4 | — | FMEAでこの組立工程の「検出度(D)」が過小評価されていた |
| 対策 | Eに厳重注意。チェックリスト追加 😔 | ①ワッシャーとボルトをセット供給に変更 ②組立完了後に重量検査(ポカヨケ)を追加 ③FMEAの検出度を見直し |
「チェックリストを追加する」は一見対策に見えますが、本質的には「作業者に確認を1つ増やす」だけです。トヨタの自工程完結の考え方では、「作業者が忘れても不良にならない仕組み(ポカヨケ)」を作ることが本来の対策です。

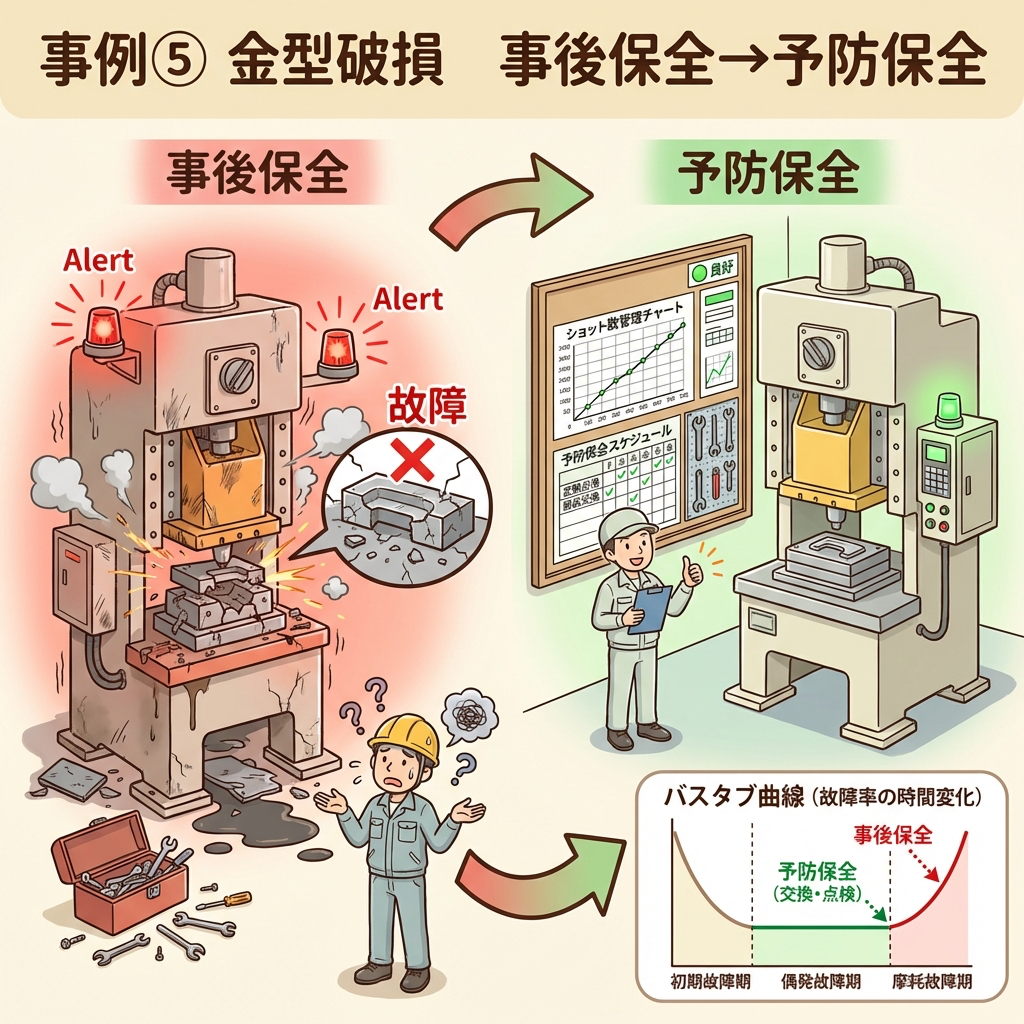
🏭 事例⑤:設備停止(プレス金型の破損)
問題:プレス加工中に金型が破損し、ラインが8時間停止した。
| 段階 | ❌ Before | ✅ After |
|---|---|---|
| なぜ1 | オペレーターFが金型の異音に気づかなかった | 【発生】金型の可動部が疲労破壊した |
| なぜ2 | Fが注意を怠っていた | 金型の累積ショット数が設計寿命を超えていた(Machine) |
| なぜ3 | Fは経験が浅い | 金型管理台帳にショット数と設計寿命の比較がなかった(Method) |
| なぜ4 | — | 金型の予防保全計画が「壊れたら交換」の事後保全だった(Method) |
| 対策 | Fに注意。異音時の報告を徹底指示 😔 | ①ショット数に基づく予防保全計画を策定 ②金型管理台帳に寿命アラート機能を追加 ③バスタブカーブに基づく交換周期の設定 |
5つの事例すべてで、After側の真因は「仕組み(Method / Machine)」に着地しています。Before側で「人の注意力」「人の経験」「人の教育」に帰結していた問題が、主語を変えるだけで「標準書の不備」「設備管理の欠如」「ポカヨケの未設置」に変わる。これが「Who → What」変換の威力です。
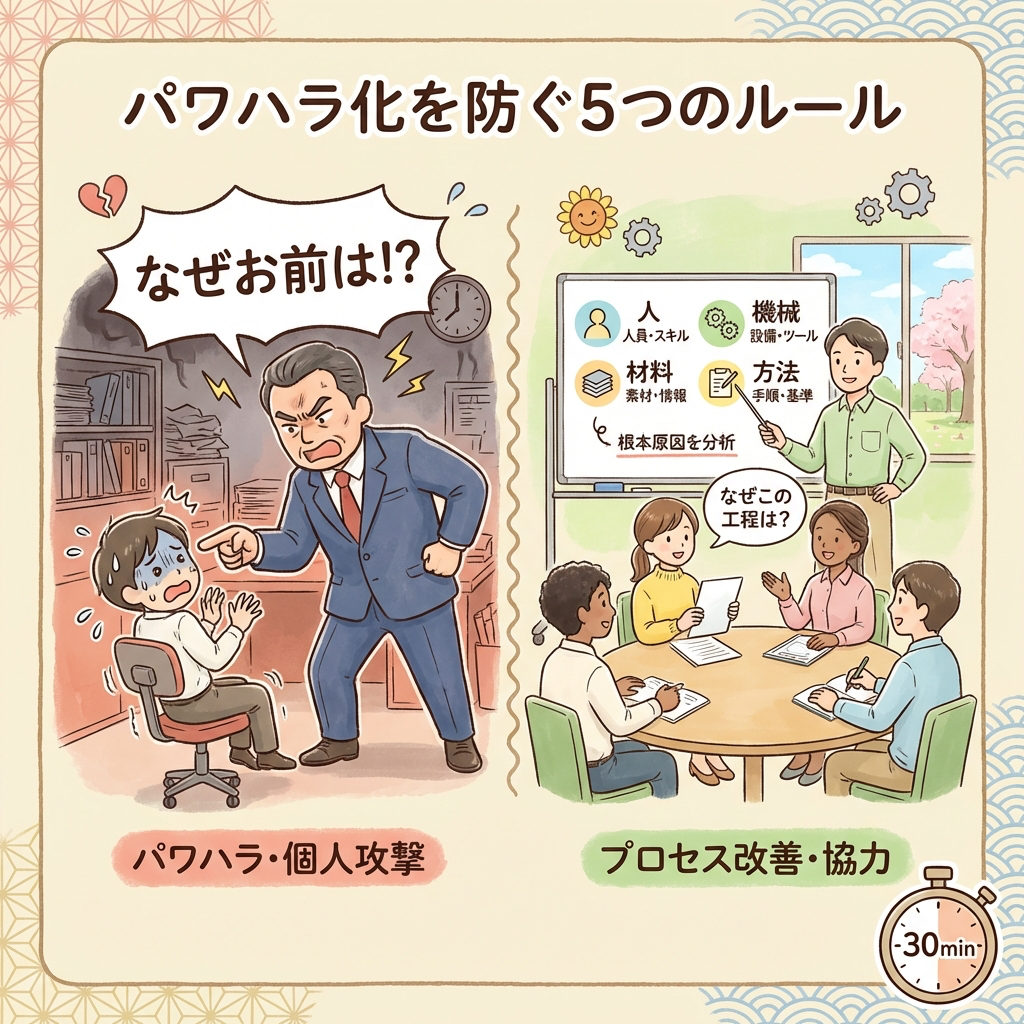
なぜなぜ分析が「パワハラ」「意味がない」と感じる理由と対処法
「なぜなぜ分析」で検索すると、「パワハラ」「意味ない」「鬱になる」というサジェストが出てきます。これは手法自体が悪いのではなく、運用方法が壊れているサインです。
「パワハラ」になる典型パターン
| パワハラ的な運用 | 建設的な運用 | 変える方法 |
|---|---|---|
| 大勢の前で当事者を問い詰める | 少人数で事実を確認する | 分析会の参加者を制限する |
| 「なぜお前は〜」と人を主語にする | 「なぜこの工程は〜」と仕組みを主語にする | 4M変換テンプレートを使う |
| 「気をつける」で終わらせる | 標準書・設備・ポカヨケを変える | 対策に「人の意識改革」を禁止する |
| 長時間の会議で追い詰める | 30分以内に切り上げる | タイマーを設定する |
| 当事者の記憶だけで分析する | データ・記録・ログで分析する | 「証拠のない『なぜ』は禁止」ルール |
「意味がない」と感じるときの建設的な対処法
「なぜなぜ分析は意味がない」と感じる最大の原因は、同じ不良が再発することです。対策が「教育」「注意」「チェックリスト追加」で終わっている場合、再発率はほぼ100%です。以下の3つの基準で、自分たちの対策を自己採点してみてください。
再発率:高
再発率:中
自動検出の導入
再発率:低
あなたの現場の対策が「レベル1(教育・注意)」で止まっているなら、なぜなぜ分析そのものに問題があるのではなく、掘り下げの深さが足りていないだけです。「標準書を変える(レベル2)」さらには「物理的に間違えない仕組みを作る(レベル3)」まで掘り下げることで、初めて「意味のあるなぜなぜ分析」になります。
なぜなぜ分析がうまくいかないときの5つの実践コツ
ここまでの内容を踏まえ、なぜなぜ分析を「意味のある改善ツール」として使いこなすための実践的なコツを5つにまとめます。
コツ①:冒頭で宣言する ─ 「この場は犯人探しの場ではない」
なぜなぜ分析を始める前に、ファシリテーターが必ず口に出す一言があります。「この場は犯人探しの場ではありません。仕組みの弱点を見つける場です」。たったこの一言で、場の空気は劇的に変わります。心理的安全性が確保されていない状態では、当事者は防御に入り、正確な事実が出てきません。
コツ②:「1つのなぜに、1つの証拠」ルール
すべての「なぜ」の答えに、客観的なデータ(作業記録、設備ログ、検査成績表)を紐づけてください。証拠のない「なぜ」は禁止です。このルールを徹底するだけで、推測や記憶に基づく空中戦がなくなり、論理の飛躍が消えます。
コツ③:対策に「人の意識」を書かない
対策欄に「注意する」「気をつける」「意識を高める」と書いた瞬間、その分析は失敗です。対策は必ず「仕組みを変える」「設備を変える」「標準書を変える」のいずれかで書く、というルールを設けてください。これだけで対策の質が3段階上がります。
コツ④:「逆読み」で因果を検証する
分析が終わったら、下から上に逆読みしてください。「(真因)だから→(なぜ4)が起きた→ だから(なぜ3)→ だから(なぜ2)→ だから(問題が起きた)」と因果の連鎖がスムーズにつながるかを確認します。途中で「あれ、話が飛んでるな」と感じたら、そこに論理の飛躍があります。
コツ⑤:分析は30分以内に終わらせる
2時間の会議室でうんうん唸っても、良い分析は出てきません。なぜなぜ分析の品質を決めるのは、会議の長さではなく事前のデータ収集の質です。現場でデータを集め、事実を整理した上で、分析会は30分でサッと終わらせる。これが「意味のあるなぜなぜ分析」の時間管理です。

まとめ ─ 「人を責めるな、仕組みを責めろ」を実践する
| なぜ「人のせい」で終わるのか | ①主語が人、②発生と流出が未分離、③証拠なしの記憶頼り |
| 主語を変える方法 | 「Who → What」変換。4Mを使い「人 → 仕組み」に主語を切り替える |
| 分離のテクニック | 「発生系のなぜなぜ」と「流出系のなぜなぜ」を2本立てで掘る |
| 対策のレベル | レベル1(教育)→ レベル2(標準書変更)→ レベル3(設備・ポカヨケ) |
| 5つのコツ | 冒頭宣言・証拠ルール・対策に意識改革禁止・逆読み検証・30分ルール |
なぜなぜ分析は、正しく使えば品質改善の最強ツールです。しかし、問いの立て方を間違えると、人を傷つけ、問題を再発させ、組織の信頼を壊す凶器にもなります。
大切なのは、「なぜお前は?」を「なぜこの仕組みは?」に変えること。たったこれだけで、あなたの分析結果は劇的に変わります。同じ問題に何度も苦しんでいるなら、今日から「Who → What」変換を試してみてください。
📚 次に読むべき記事
なぜなぜ分析の結果を8Dフォーマットに落とし込む方法を解説。D4(根本原因特定)の書き方が変わります。
なぜなぜ分析で見つけた真因をFMEAに反映し、リスク評価を更新する方法を解説。
品管部に責任が集中する構造的原因と、デミングの「85%はシステムの問題」を武器にする方法。