{kind=link}
- 上司に「APQPの進捗どう?」と聞かれたが、PPAPとの違いを説明できない
- FMEA、MSA、コントロールプランが全部バラバラに見えて、全体像がつかめない
- 「APQPは5つのフェーズ」と言われても、各フェーズで何を作るのかピンとこない
- APQPとは何かを、初心者でも一発で理解できる
- APQPの5つのフェーズと、各フェーズの成果物がわかる
- PPAP・FMEA・MSA・コントロールプランとの関係が整理できる
「APQPって、結局何なんですか?」と聞かれて困ったことはありませんか。
客先監査、立ち上げ会議、新製品の準備資料。自動車業界の品質保証にいると、APQPという言葉は避けて通れません。でも、初心者のうちは“PPAPのこと?” “FMEAのこと?” “全部まとめた管理表?”と混乱しやすいですよね。
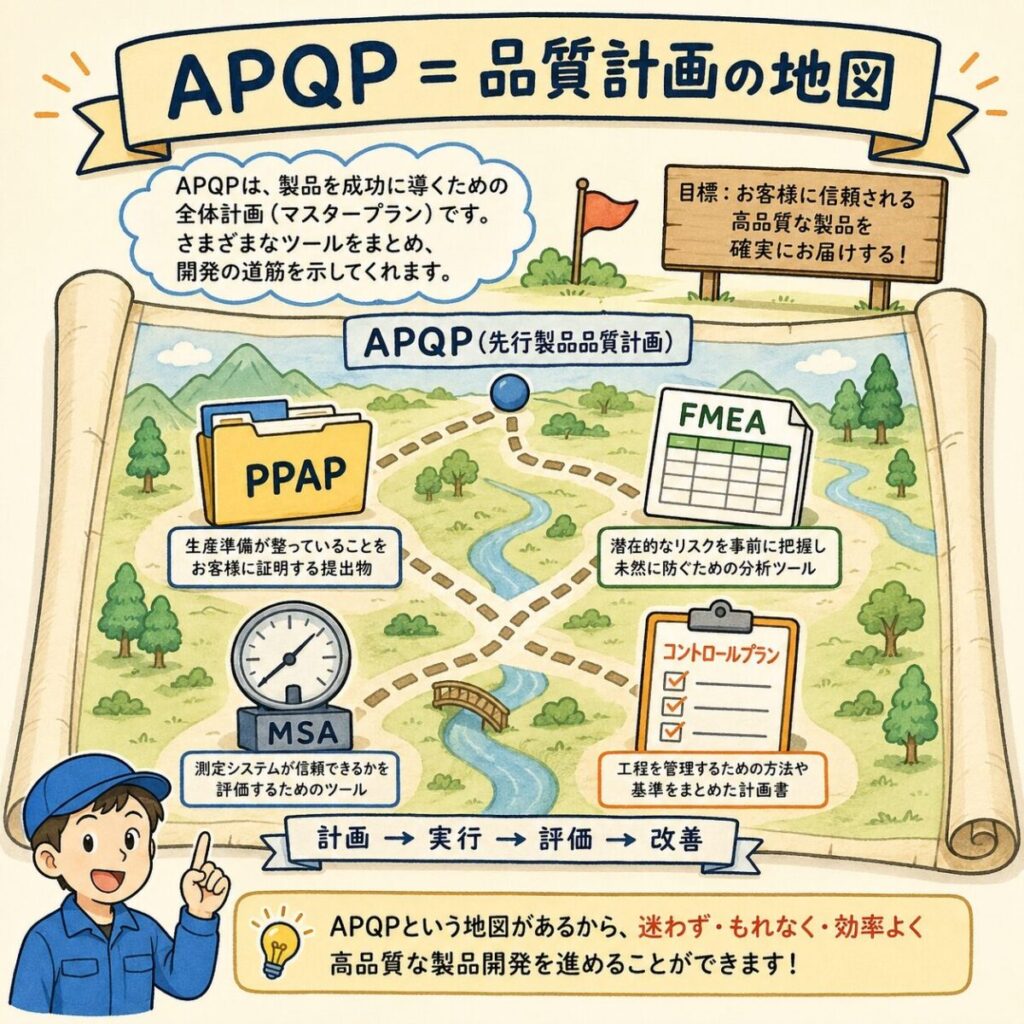
結論を先に言います。APQPとは、新製品を量産で失敗しないための「品質計画の地図」です。FMEAやMSAやPPAPは、その地図の中で使う道具です。この記事では、その全体像を「1枚の地図」でわかるように整理します。
APQPとは?結論を30秒で言うと
APQP = 量産開始までに必要な品質活動を、抜け漏れなく前倒しで計画する仕組み
APQPは Advanced Product Quality Planning の略で、日本語では「先行製品品質計画」と訳されます。
難しく聞こえますが、要するに「量産してから不具合に気づくのでは遅い。だから設計段階・工程設計段階から先にリスクを潰しておこう」という考え方です。
製造ラインでたとえるなら、APQPは工程立上げ前の総合段取り表です。プレス金型、測定器、検査方法、工程能力、客先提出書類まで、全部をバラバラに準備するのではなく、1本の計画としてつなげます。
APQP
- 全体の進め方
- 各フェーズの計画
- 活動のつながりを管理
PPAP・FMEA・MSAなど
- APQPの中で使う道具
- 各フェーズの成果物
- 客先承認や工程保証の証拠
APQPは「書類の名前」ではありません。新製品立上げを失敗させないための“進め方そのもの”です。
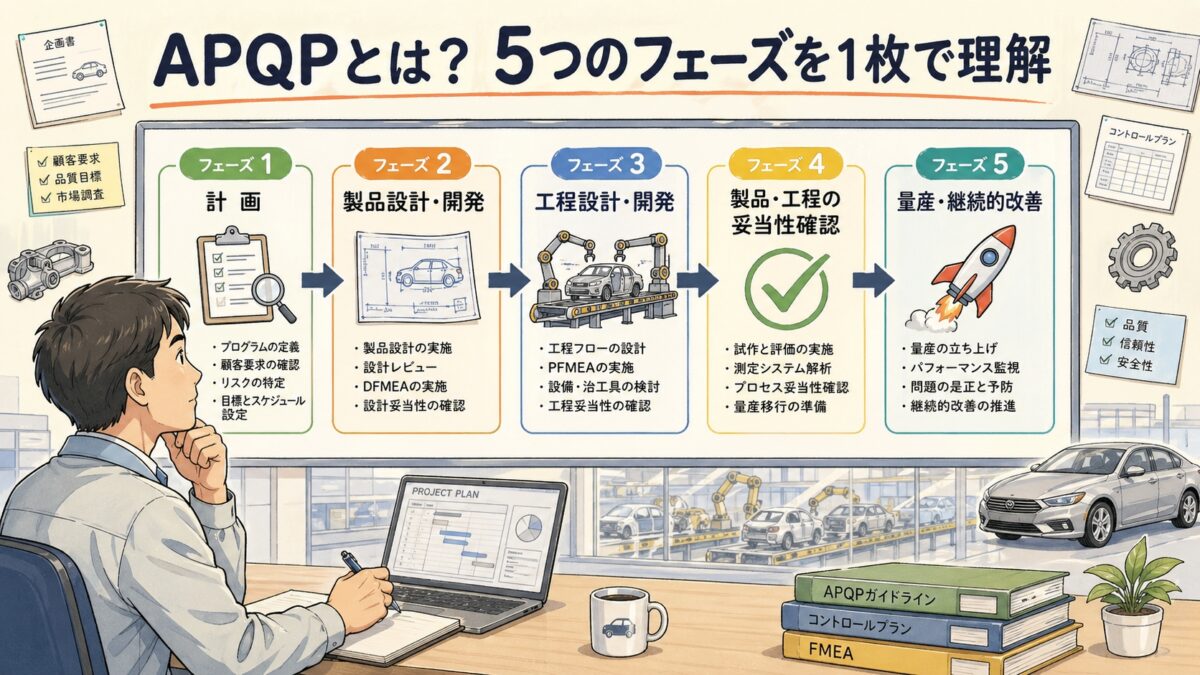
APQPの5つのフェーズを1枚で理解する
まずは全体像です。APQPは、以下の5フェーズで進みます。ここを先に頭に入れると、PPAPやFMEAがどこに入るか一気に整理できます。
| フェーズ | やること | 代表的な成果物 |
|---|---|---|
| 1 | 客先要求の整理、目標設定 | 品質目標、日程計画、特殊特性のたたき台 |
| 2 | 製品設計、設計リスクの洗い出し | DFMEA、図面、試作管理 |
| 3 | 工程設計、量産方法の設計 | 工程フロー、PFMEA、コントロールプラン |
| 4 | 工程能力・測定信頼性の確認、客先承認 | MSA結果、工程能力、PPAP |
| 5 | 量産監視、是正、学びの反映 | 初期流動管理、是正処置、再発防止 |
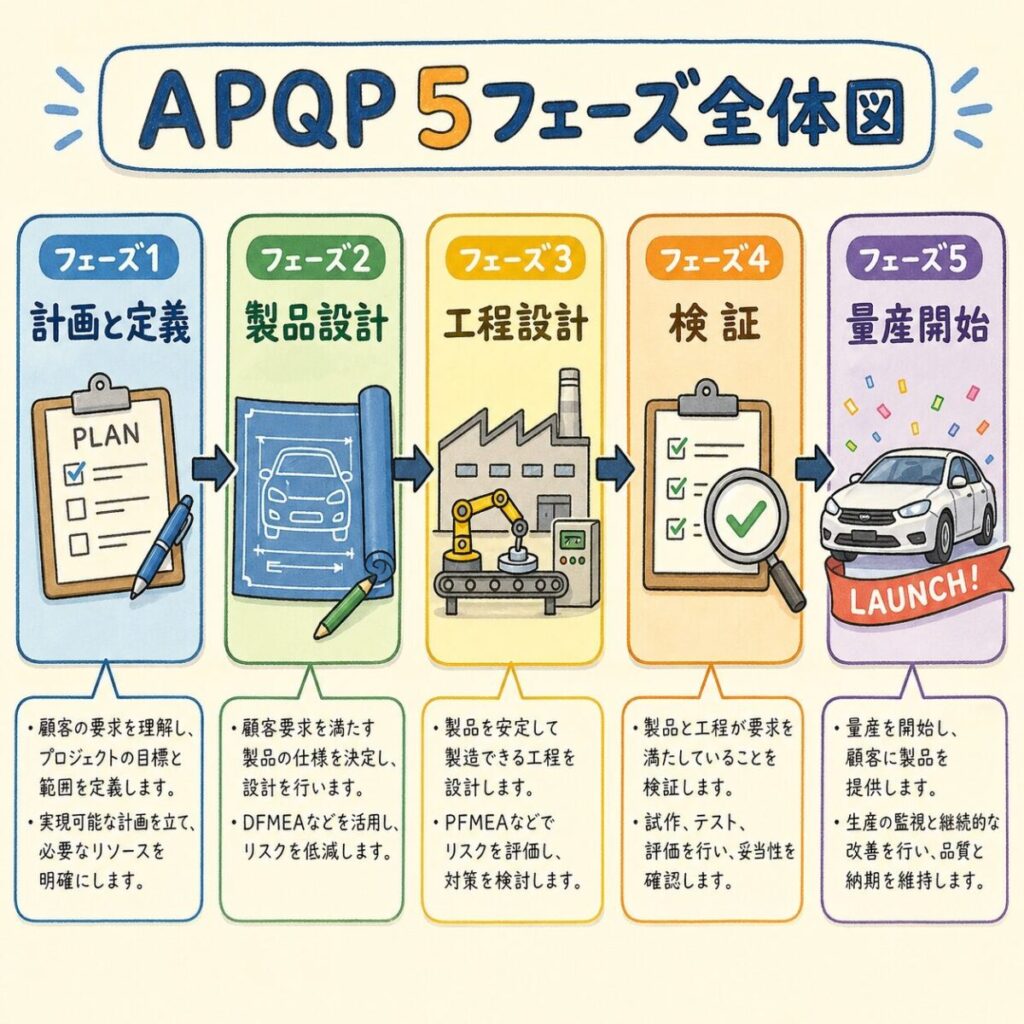
フェーズ1:計画と定義 ー まず「何を成功とするか」を決める
このフェーズでやること
フェーズ1は、いきなりFMEAを書く段階ではありません。まずは客先要求、法規、品質目標、立上げ日程、重要特性を整理します。
ここでズレると、その後どれだけ丁寧に工程を作っても失敗します。たとえば、客先が重視する寸法特性を初期段階で見落とすと、後から治具や測定器のやり直しになります。
客先要求・図面・規格要求を集める
品質目標・日程・主要マイルストーンを決める
特殊特性の候補や重点管理項目を洗い出す
この段階は「資料集め」に見えますが、実は一番大事です。量産開始日だけ先に決まっていて、品質目標や工程能力目標が曖昧だと、後工程で必ず炎上します。
【完全図解】IATF16949とISO9001の違い →

フェーズ2:製品設計と開発 ー 設計段階で不具合の芽を潰す
キーワードは「設計FMEA」と「特殊特性」
フェーズ2では、製品そのものの設計を詰めます。ここで重要なのがDFMEA(設計FMEA)です。
DFMEAは「この設計のどこで壊れるか」「どの特性が危ないか」を先に考える活動です。製造が始まってから不具合が出ると、設計変更・金型改修・客先説明まで発生します。コストも時間も一気に膨らみます。
また、ここで決まった特殊特性は、後の工程設計や検査項目にそのまま影響します。つまりフェーズ2は、後工程に「何を厳しく管理すべきか」を渡すフェーズです。
| ここで決めるもの | なぜ重要か |
|---|---|
| 図面・仕様 | 何を作るかの基準になる |
| DFMEA | 設計上の弱点を事前に見つける |
| 特殊特性 | 後工程で重点管理すべき項目になる |
| 試作管理 | 設計の妥当性を早期に確認できる |
図面が出た後に特殊特性を考えるのでは遅いです。APQPでは、設計段階で「どこが危ないか」を決め、その情報を工程側へ渡します。
【完全図解】設計FMEAの作り方 →
【完全図解】特殊特性(CC/SC/KC)とは? →

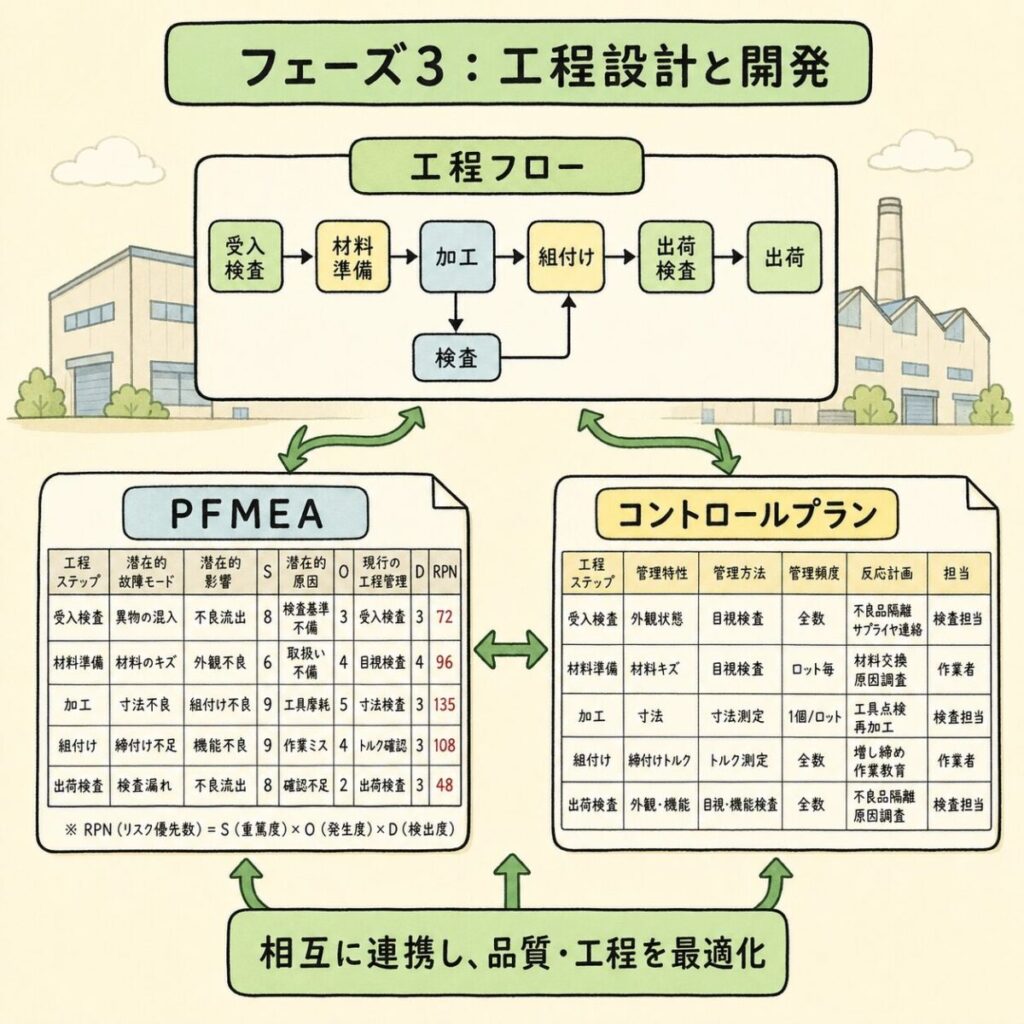
フェーズ3:工程設計と開発 ー 「どう作るか」を決める
フェーズ2で「何を作るか」が決まったら、次はフェーズ3で「どうやって安定して作るか」を決めます。
ここで主役になるのが、工程フロー、PFMEA、コントロールプランです。初心者の方は、この3つの順番を覚えると一気に整理できます。
たとえば溶接工程なら、まず「どの順番で溶接し、どこで測定し、どこで外観確認するか」を工程フローで描きます。
次にPFMEAで、「ナット位置ズレ」「溶接不足」「スパッタ噛み込み」など、工程起因の不具合を洗い出します。
最後にコントロールプランで、「何を、どの頻度で、どの測定器で、異常時どうするか」を決めます。つまりPFMEAで見つけたリスクを、日常管理に翻訳したものがコントロールプランです。
実務では「FMEAは書いたが、現場管理に反映されていない」が一番多い失敗です。APQPでは、工程フロー → PFMEA → コントロールプランの整合が命です。
【完全図解】FMEAの作り方 →
コントロールプランとQC工程表の違い →
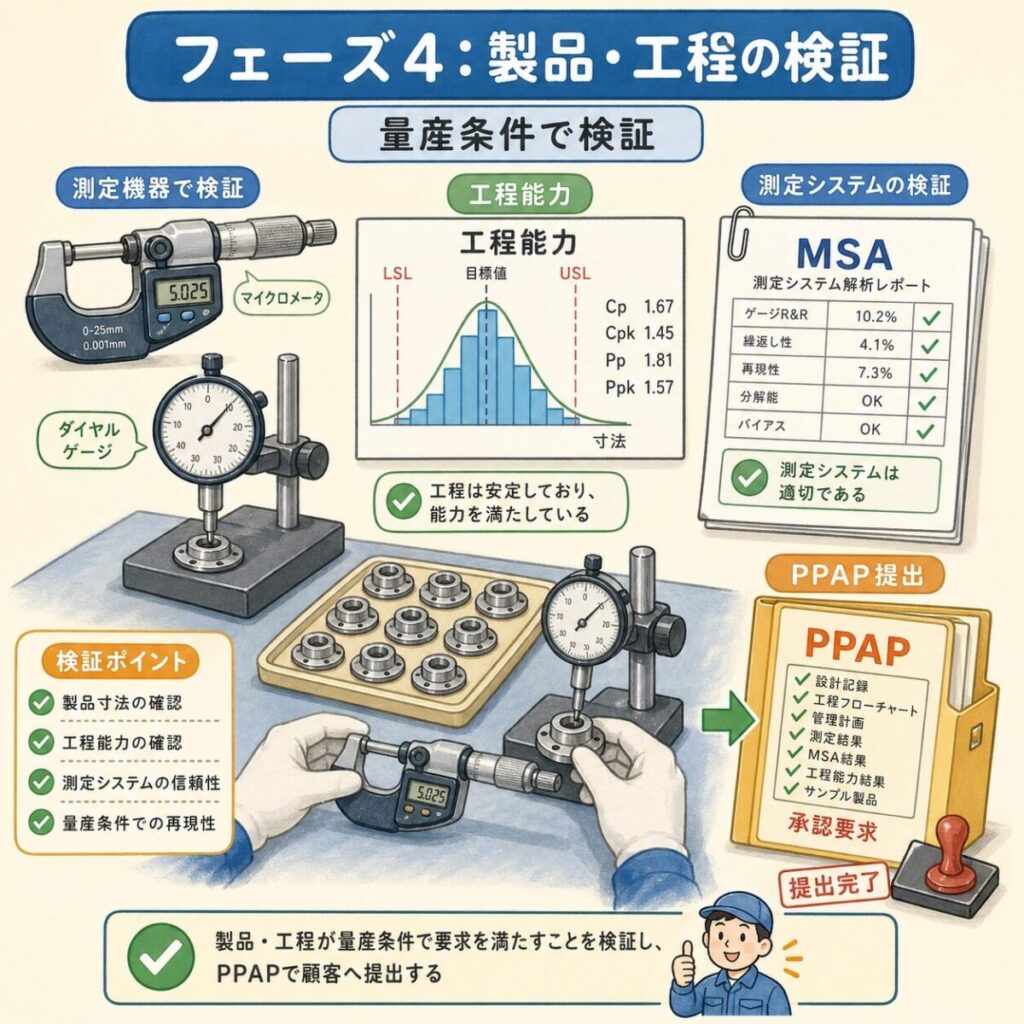
フェーズ4:製品・工程の検証 ー 量産できる証拠をそろえる
ここでPPAPが登場します
フェーズ4は、APQPの中でも一番「客先に見せる証拠」が増えるフェーズです。
この段階では、試作ではなく量産条件に近い状態で流して、本当に安定して作れるかを確認します。そのために必要なのが、MSA、工程能力、試作結果、各種試験結果、そしてPPAPです。
つまりPPAPはAPQPの最終アウトプットのひとつです。APQPという活動の結果として、客先へ「この部品は量産できます」と証拠を提出するのがPPAPだと考えるとわかりやすいです。
| ここで確認するもの | 意味 |
|---|---|
| MSA | 測定結果を信じてよいか確認する |
| 工程能力(Cpkなど) | 工程が安定して規格を満たせるか確認する |
| PPAP | 客先承認のための提出パッケージ |
| 量産コントロールプラン | 量産中の標準管理方法を確定する |
PPAPだけ整えても、前のフェーズが弱いと中身が薄くなります。APQPが弱い会社ほど、PPAP提出直前で資料集めに追われます。
【完全保存版】MSA入門 →
【完全保存版】PPAPとは? →
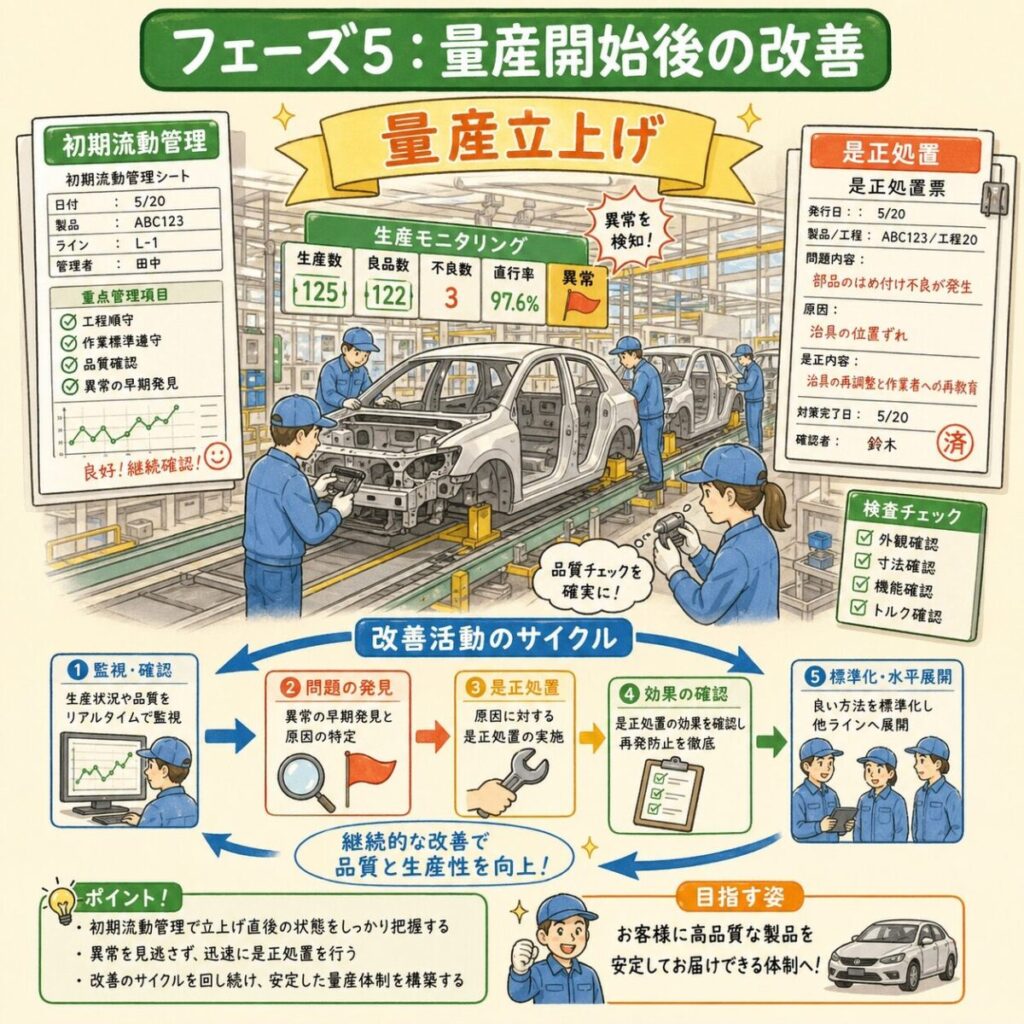
フェーズ5:量産開始後のフィードバック ー 立上げ後こそ本番
「PPAPが通ったから終わり」ではありません。APQPの最後は、量産後の監視と改善です。
なぜなら、試作や少量流動では見えなかった問題が、量産になると初めて出るからです。材料ロット差、作業者差、設備温度変化、段取り替えなど、量産特有のバラつきがあるからです。
ここで重要なのが初期流動管理です。立上げ直後は通常より厳しく監視し、問題を早く捕まえて、標準条件に落ち着かせます。
量産初期のリスク
- 不良流出
- 工程能力の悪化
- 測定誤差の顕在化
ここでやること
- 追加検査
- 異常時の即時是正
- 解除条件の明確化
APQPは「立上げ前の活動」だけではありません。量産開始後に、学びを拾って次へ反映するところまで含めてAPQPです。
初期流動管理の進め方 →
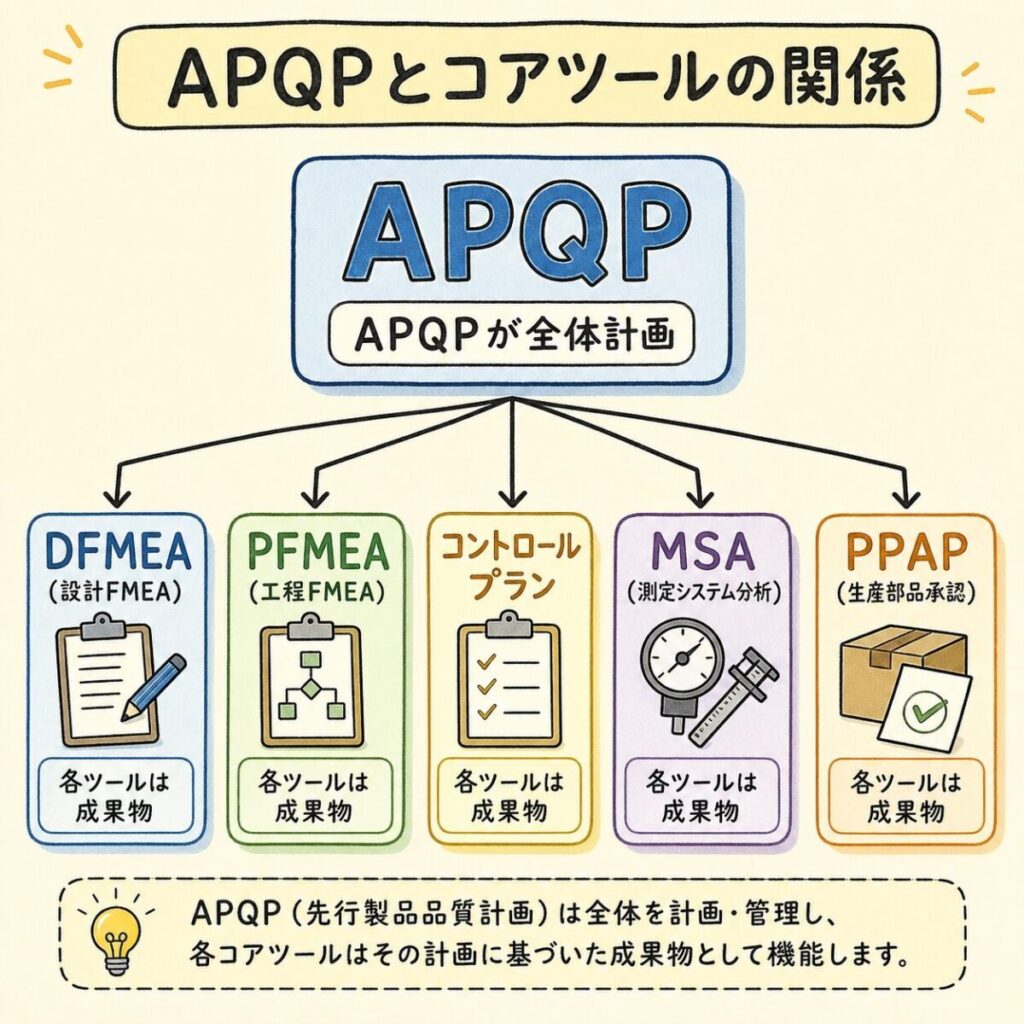
APQPとPPAP・FMEA・MSA・コントロールプランの関係
初心者が一番混乱するのがここです。そこで、関係を一気に整理します。
| 用語 | 役割 | 主に使うフェーズ |
|---|---|---|
| APQP | 全体の品質計画 | 1〜5すべて |
| DFMEA / PFMEA | リスク分析 | 2〜3 |
| コントロールプラン | 工程管理方法の明文化 | 3〜4 |
| MSA | 測定の信頼性確認 | 3〜4 |
| PPAP | 客先承認用の証拠提出 | 4 |
APQPが「地図」、FMEAやMSAやPPAPは「地図の中で使う道具」です。
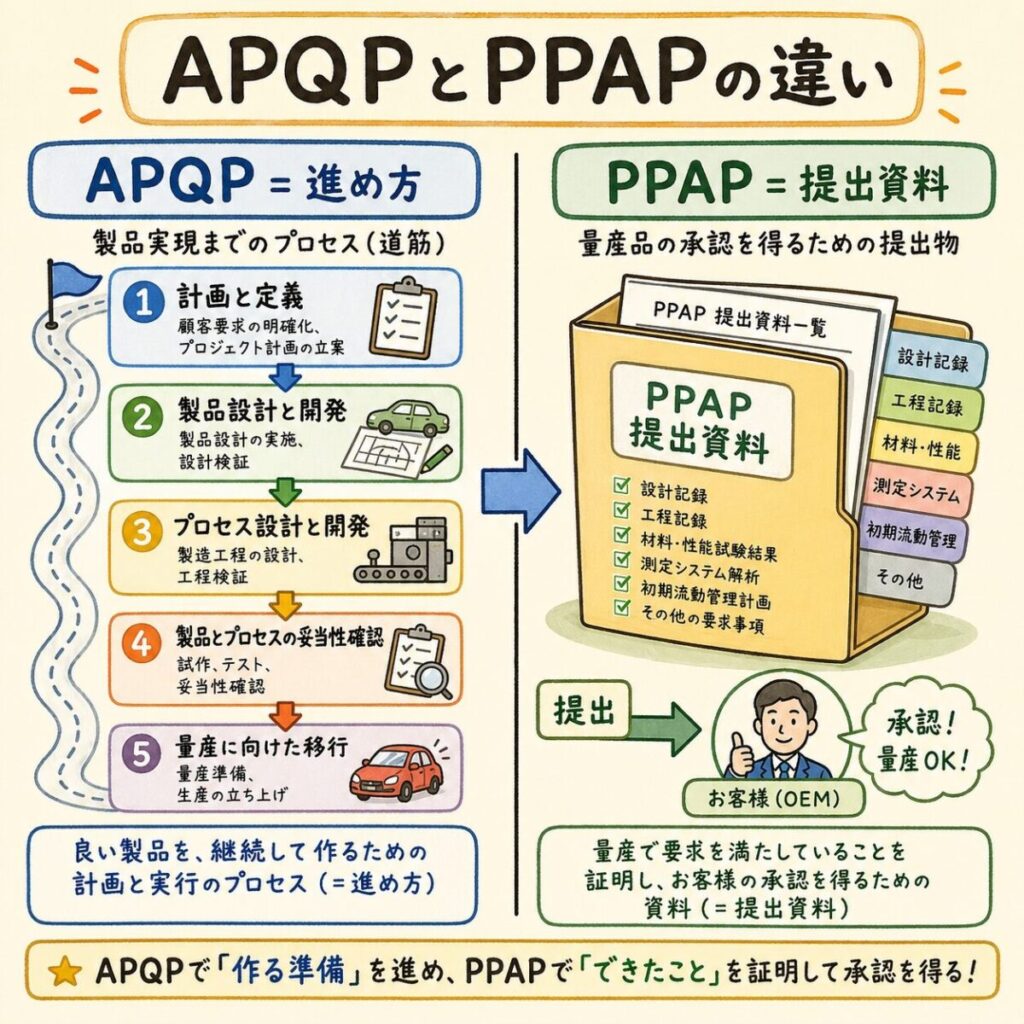
APQPとPPAPの違いは?ここで混同しない
APQP
- 立上げ全体の進め方
- 1〜5フェーズで管理
- リスク予防が目的
PPAP
- 客先提出の承認資料
- 主にフェーズ4で使用
- 量産可能の証拠が目的
この違いを、製造現場っぽく言うとこうです。
APQPは「立上げプロジェクトの進行表」、PPAPは「客先に出す完成報告書」です。
だから、PPAPだけを頑張ってもダメです。日程、設計、工程、測定、能力確認までAPQPで回っていないと、提出資料だけ整っても中身が弱くなります。
初心者がAPQPを理解するときのチェックリスト
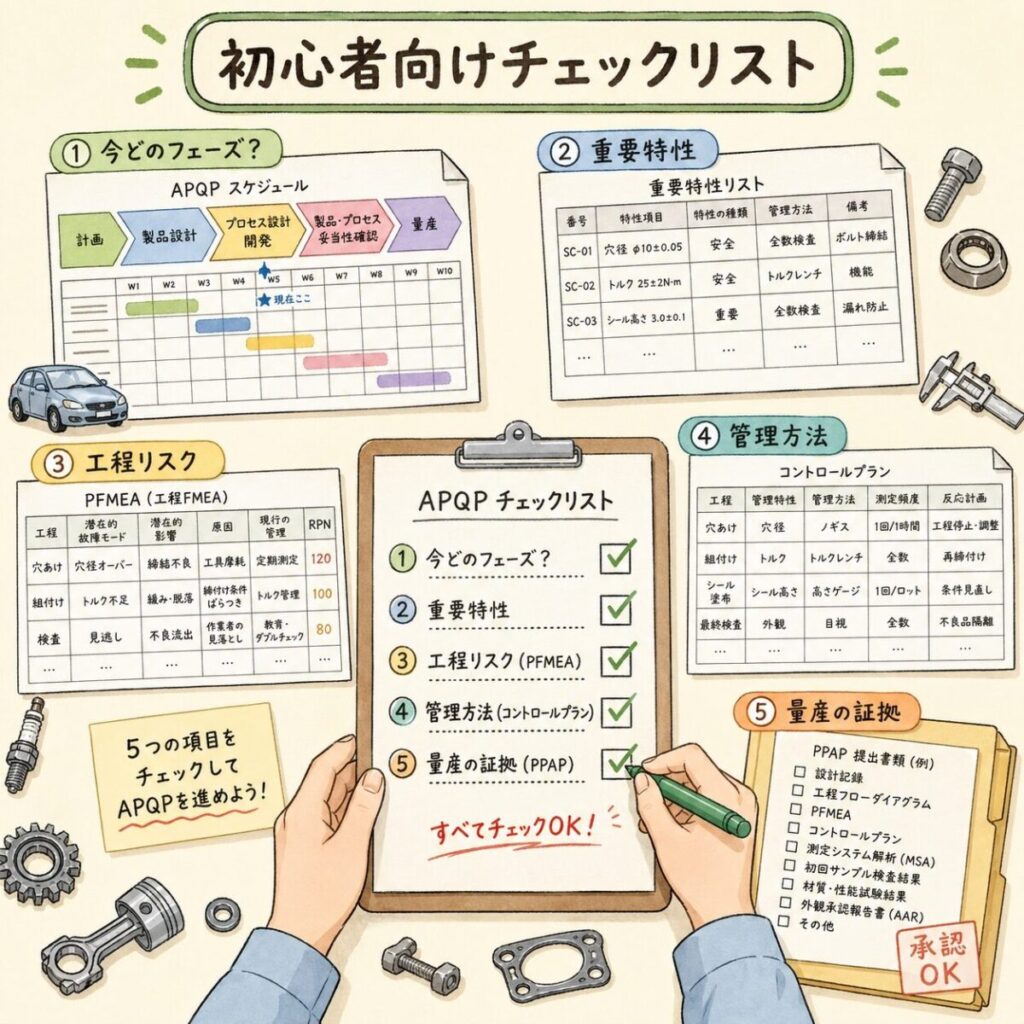
会議でまず確認すべき5項目
| 確認項目 | 見ればよいもの |
|---|---|
| 今どのフェーズか | APQP日程表、マイルストーン |
| 重要特性は何か | 図面、特殊特性一覧 |
| 工程リスクは洗えているか | PFMEA |
| 管理方法は決まっているか | コントロールプラン |
| 量産できる証拠はあるか | MSA、Cpk、PPAP資料 |
APQP会議で迷ったら、「今どのフェーズか」「次のフェーズへ進む条件は何か」を見るだけでも、理解が一気に進みます。
まとめ:APQPは「品質書類」ではなく「立上げの地図」です
最後にもう一度まとめます。
APQPとは、量産開始までに必要な品質活動を、フェーズごとに計画して、抜け漏れなく進める仕組みです。
FMEA、MSA、コントロールプラン、PPAPはバラバラの資料ではありません。すべてAPQPの流れの中でつながっています。
もし今あなたが「APQPって結局何?」で止まっていたなら、まずは5フェーズの全体像と各フェーズの成果物だけ押さえてください。そこが理解できると、IATFのコアツール全体がつながって見えるようになります。
📚 次に読むべき記事
APQPのフェーズ4で提出する承認資料の全体像がわかります。
APQPフェーズ2〜3で行うリスク分析の実務手順を理解できます。
フェーズ4で必要になる測定信頼性の考え方を基礎から整理できます。