📊 この記事を読んでいるあなたへ
「Cp = 1.33って、結局良いの?悪いの?」
「1.67とか1.00とか、数字の意味がわからない…」
「判定基準を覚えられない…」
大丈夫です。この記事では、健康診断の結果表を例に、工程能力指数の判定基準と対処法をわかりやすく解説します!
目次
🎯 この記事でわかること
✅ 1.67・1.33・1.00・0.67の意味
✅ 各レベルでの対処法(何をすべきか)
✅ 不良率との関係
✅ なぜ1.33が基準になるのか
✅ QC検定でよく出る問題パターン
📍 シリーズ全体像|最終回!
管理図シリーズ(全12記事)
① ロードマップ → ② バラつき入門 → ③ 管理図とは → ④ 種類一覧 → ⑤ 異常判定ルール → ⑥ 読み方・活用法 → ⑦ X̄-R管理図 → ⑧ その他計量値 → ⑨ np・p管理図 → ⑩ c・u管理図 → ⑪ Cp・Cpk
⑫ 工程能力指数の判定基準 ← 最終回!
💡 前の記事を読んでいない方へ
Cp・Cpkの計算方法がわからない方は、先にこちらの記事をご覧ください。

🏥 工程能力指数は「工程の健康診断」
健康診断で「A判定」「B判定」があるように、工程能力指数にも判定基準があります。
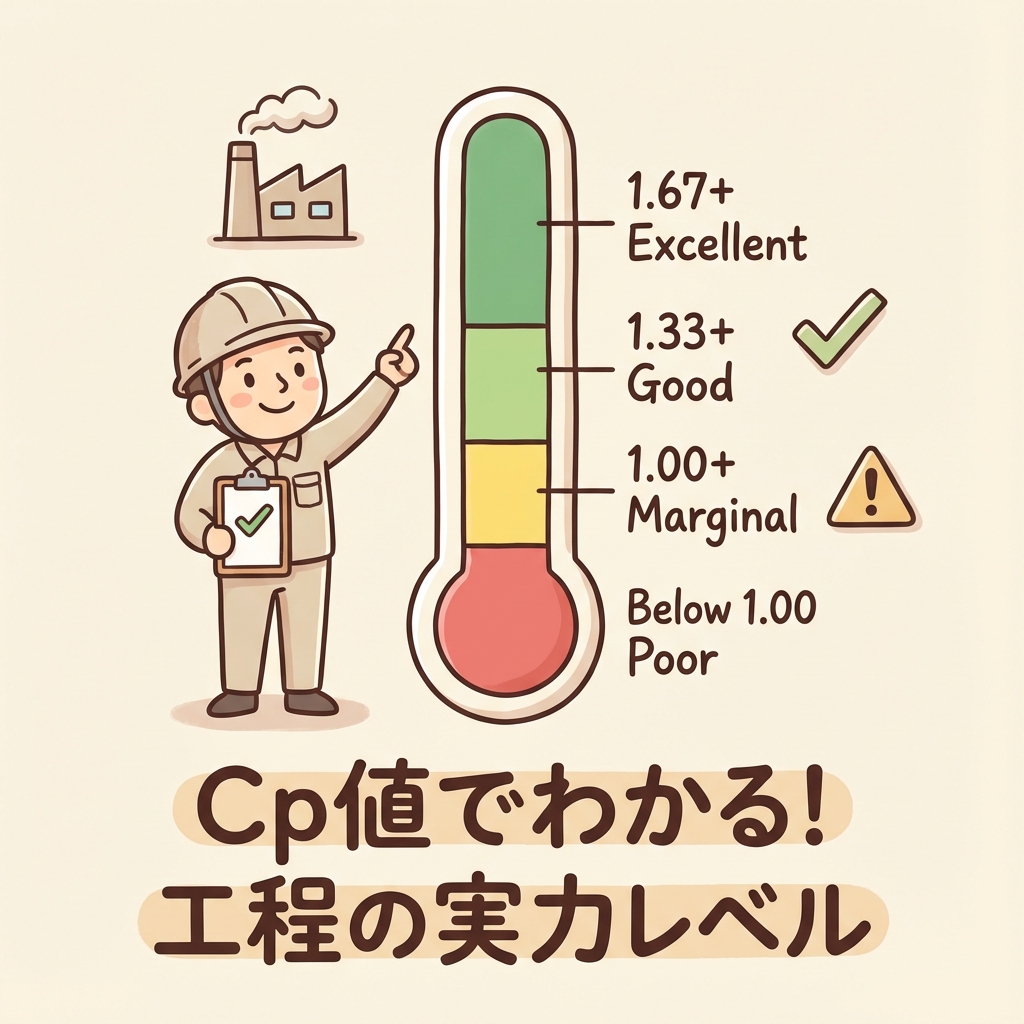
📋 判定基準一覧表(まずこれを覚えよう!)
| Cp / Cpk | 判定 | 状態 | 対処 |
|---|---|---|---|
| 1.67以上 | ◎ 十分 | 理想的 | 現状維持 |
| 1.33以上 | ○ 良好 | 合格ライン | 維持管理 |
| 1.00以上 | △ 要注意 | ギリギリ | 改善が必要 |
| 1.00未満 | × 不足 | 能力不足 | 緊急対策 |
🏥 健康診断でたとえると
💪
1.67以上
「超健康!」
毎年この調子で
😊
1.33以上
「健康です」
この調子を維持
😐
1.00以上
「要経過観察」
生活習慣を見直して
😰
1.00未満
「要精密検査」
すぐに病院へ
💡 覚え方のコツ
1.33が「合格ライン」と覚えましょう!
それより上なら安心、下なら要注意です。

📏 各レベルの詳細と対処法
🏆 Cp ≧ 1.67:十分な能力(理想的!)
状態:規格幅に対してバラつきが十分に小さい
イメージ:道路の幅に対して、車が真ん中を余裕で走っている
不良率:約0.00006%以下(100万個に0.6個)
対処:現状維持。検査の簡略化も検討可能
🏆
理想的!
✅ Cp ≧ 1.33:良好な能力(合格ライン)
状態:規格内に余裕を持って収まっている
イメージ:道路の端まで少し余裕がある状態で運転
不良率:約0.007%以下(1万個に0.7個)
対処:維持管理を継続。通常の検査でOK
✅
合格!
💡 なぜ1.33が基準?
Cp = 1.33 は「規格幅が6σの1.33倍」という意味。
つまり「±4σ」の範囲に規格がある状態で、不良がほぼ出ません!
⚠️ Cp ≧ 1.00:ギリギリの能力(要注意)
状態:規格幅とバラつきがほぼ同じ
イメージ:道路の幅ギリギリで走っている。はみ出しそう
不良率:約0.27%(1000個に2.7個)
対処:工程改善が必要。全数検査を検討
⚠️
要注意!
❌ Cp < 1.00:能力不足(緊急対策)
状態:バラつきが規格幅より大きい
イメージ:車が道路からはみ出している。事故発生中
不良率:0.27%以上(1000個に2.7個以上)
対処:緊急に工程改善。全数検査・選別が必須
🚨
緊急!
⚠️ Cp = 0.67 の場合
Cp = 0.67 は「規格幅が6σの2/3しかない」という意味。
バラつきの1/3が規格外になる深刻な状態です。
不良率は約4.6%(100個に4〜5個が不良)

📈 工程能力指数と不良率の関係
Cp・Cpkの値から、どれくらい不良品が出るかを予測できます。
📊 Cpk値と不良率の対応表
| Cpk | σレベル | 不良率(ppm) | わかりやすく |
|---|---|---|---|
| 2.00 | ±6σ | 0.002ppm | 10億個に2個 |
| 1.67 | ±5σ | 0.6ppm | 100万個に0.6個 |
| 1.33 | ±4σ | 63ppm | 1万個に0.6個 |
| 1.00 | ±3σ | 2,700ppm | 1000個に2.7個 |
| 0.67 | ±2σ | 45,500ppm | 100個に4.5個 |
※ ppm = parts per million(100万分の1)
🔢 Cpkとσの関係
公式
Cpk = σレベル ÷ 3
例:
Cpk = 1.00 → σレベル = 3 → ±3σ
Cpk = 1.33 → σレベル = 4 → ±4σ
Cpk = 1.67 → σレベル = 5 → ±5σ
Cpk = 2.00 → σレベル = 6 → ±6σ(シックスシグマ!)
💡 覚え方
Cpk = 1.33 → 4σ → 不良率 63ppm(約0.006%)
これが「実務上の合格ライン」です!
🏭 業界別の要求レベル
🚗 自動車部品
Cpk ≧ 1.33
(安全部品は1.67以上)
💻 電子部品
Cpk ≧ 1.33〜1.67
(精密部品は高め)
✈️ 航空宇宙
Cpk ≧ 1.67〜2.00
(超高信頼性要求)

🔧 工程能力を上げるには?
Cpkが低い場合、2つのアプローチで改善できます。
アプローチ①:バラつきを小さくする(Cp・Cpk両方UP)
σ(標準偏差)を小さくする
✅ 設備の精度向上・メンテナンス
✅ 作業の標準化・マニュアル整備
✅ 原材料のバラつき管理
✅ 環境条件(温度・湿度)の安定化
✅ 熟練作業者の育成
アプローチ②:平均を中心に合わせる(CpkをCpに近づける)
X̄(平均)を規格の中心に調整する
✅ 設備の設定値を調整
✅ 定期的なキャリブレーション
✅ 工程パラメータの最適化
✅ フィードバック制御の導入
💡 Cp と Cpk の差で原因を特定
| 状況 | 原因 | 対策 |
|---|---|---|
| Cp ≒ Cpk (両方低い) |
バラつきが大きい | σを小さく 設備・作業改善 |
| Cp > Cpk (Cpkだけ低い) |
平均がズレている | 平均を調整 設定値を変更 |
💡 実務のポイント
Cpは高いのにCpkが低い場合は「平均を調整するだけ」で改善できます!
これは比較的簡単な改善なので、まず確認しましょう。

🎯 QC検定でよく出る問題
パターン①:判定基準を問う
【問題】
Cpk = 1.25 のとき、工程能力の判定として最も適切なものは?
A. 十分 B. 良好 C. 要注意 D. 不足
【解答】
1.00 ≦ 1.25 < 1.33 なので、C. 要注意
※ 1.33以上が「良好」の境目!
パターン②:対処法を問う
【問題】
Cp = 1.50、Cpk = 0.90 のとき、工程改善として最も適切なものは?
A. バラつきを小さくする B. 平均を規格中心に合わせる C. 規格を広げる D. 全数検査を行う
【解答】
Cp > Cpk なので、平均がズレている
→ B. 平均を規格中心に合わせる
パターン③:不良率との関係
【問題】
Cpk = 1.00 のとき、工程の特性として正しいものは?
A. 規格内に±3σが収まる B. 規格内に±4σが収まる C. 不良率は約0.006% D. 工程能力は十分である
【解答】
Cpk = 1.00 → σレベル = 3 → ±3σが規格内
→ A. 規格内に±3σが収まる
パターン④:数値の意味を問う
【問題】
工程能力指数について正しい記述は?
A. Cpkは常にCpより大きい B. Cpは平均のズレを考慮する C. Cpk = 1.33は±4σに相当 D. Cp = 1.00は工程能力が十分
【解答】
Cpk = 1.33 → σレベル = 4 → ±4σ
→ C. Cpk = 1.33は±4σに相当
🧠 試験のコツ
覚えるべき数値:
・1.67(十分)、1.33(良好)、1.00(要注意)、0.67(不足)
・Cpk × 3 = σレベル(例:1.33 × 3 = 4σ)
・Cpk ≦ Cp(平均がズレるとCpkが下がる)
🔗 関連記事
Cp・Cpkの計算方法は前の記事で詳しく解説しています。

{kind=link}
📝 判定基準まとめ(試験直前チェック用)
≧1.67
十分
±5σ以上
≧1.33
良好
±4σ
≧1.00
要注意
±3σ
<1.00
不足
±3σ未満
覚え方:「1.33が合格ライン」「Cpk × 3 = σレベル」
✨ この記事のまとめ
✅ 1.67以上:十分な能力(理想的)
✅ 1.33以上:良好な能力(合格ライン)
✅ 1.00以上:ギリギリ(改善が必要)
✅ 1.00未満:能力不足(緊急対策)
✅ 改善方法:バラつきを小さく or 平均を調整
✅ Cp > Cpk なら:平均調整が有効
🗺️ シリーズ記事一覧
① 全体像
管理図と工程能力指数の完全ロードマップ② 超入門
品質管理の"バラつき"って何?③ 基礎
管理図とは?UCL・CL・LCLの意味④ 種類
管理図の種類一覧と選び方⑤ 判定
管理図の異常判定ルール8つ⑥ 活用
管理図の読み方|異常を見つけたら?⑦ 計量値①
X̄-R管理図の作り方⑧ 計量値②
X-Rs・Me-R・X̄-s管理図の計算方法⑨ 計数値①
np管理図・p管理図の作り方⑩ 計数値②
c管理図・u管理図の作り方⑪ 工程能力①
工程能力指数Cp・Cpkとは?⑫ 最終回!
工程能力指数の判定基準
🎉
管理図シリーズ 全12記事 完結!
お疲れ様でした!
管理図と工程能力指数の基礎を完全マスターしました!
学んだこと:
管理図の種類と選び方 → 各管理図の計算方法 → 異常判定ルール → 工程能力指数の計算と判定
このシリーズで学んだ知識を活かして、
QC検定合格を目指しましょう!
