{kind=link}
- CpkとPpkの違いを聞かれても、うまく説明できない
- 計算式の分母が「σ_within」と「σ_overall」で違うらしいけど、何が違うのかピンとこない
- 取引先やIATF監査で「Ppkも出してください」と言われて困った
- Cpk=1.50なのにPpk=1.10。なぜこんなに差が出るのか理解できない
- CpkとPpkの違いを「練習のベストスコア」と「シーズン成績」で直感的に理解
- σ_within(群内標準偏差)と σ_overall(全体標準偏差)の違いを図解
- CpkとPpkに差が出る原因は「ロット間変動」にあることをイメージで把握
- 実務で「どちらを使うべきか」の判断フローチャート
工程能力指数 Cp・Cpk は、品質管理の基本中の基本ですよね。多くの人が「Cpk ≥ 1.33 なら工程能力は十分」と学んできたはずです。
ところが、ある日突然、取引先から「Ppkも報告してください」と言われる。あるいは、IATF 16949の監査で「量産前の工程能力はPpkで評価してください」と指摘される。
CpkとPpk──名前が似ているけど、何が違うのか?
この2つの違いは、実は「どのバラつきを見ているか」というたった1つのポイントに集約されます。この記事では、その違いを「練習のベストスコア」と「シーズン成績」というたとえで、誰でもイメージできるように解説していきます。
目次
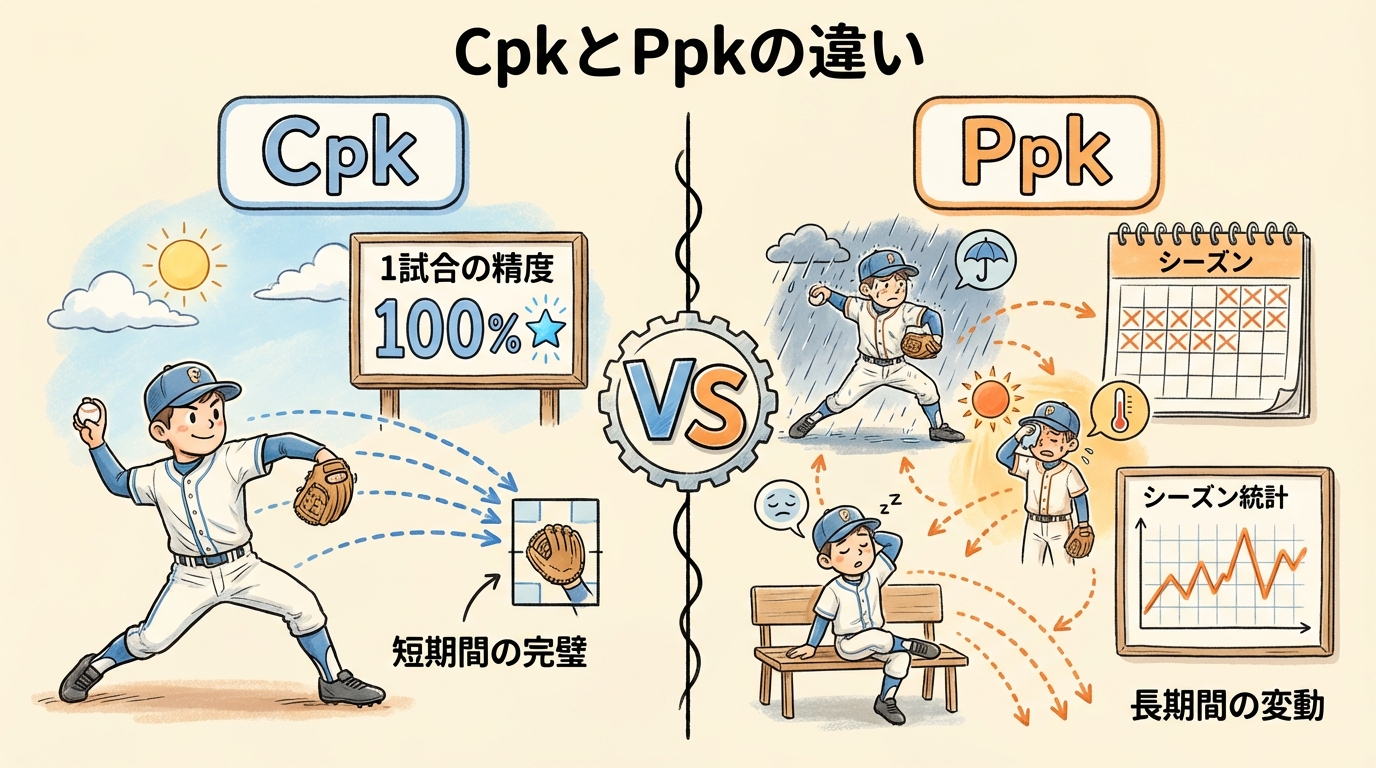
「練習では上手い」のに「本番で失敗する」── これがCpkとPpkの差
⚾ 野球選手のたとえで理解する
ある野球のピッチャーがいます。
Cpk =「1試合の中」の精度
同じ試合の中(短期間)で投げた球のコントロールを見る。体調・天候・相手が一定の状況で、ストライクゾーンにどれだけ安定して投げ込めるか。
「今日の調子が良ければ」の実力
Ppk =「シーズン全体」の成績
シーズン全試合(長期間)を通じたコントロールを見る。好調の日も不調の日も、夏の猛暑も秋の雨も、すべて含めた「本当の安定性」。
「ありとあらゆる条件を含めた」の実力
1試合の中では素晴らしいコントロールでも、試合ごとにバラつきが大きいピッチャーは、シーズン通算の成績は落ちます。
これがまさに「Cpk > Ppk」の状態です。
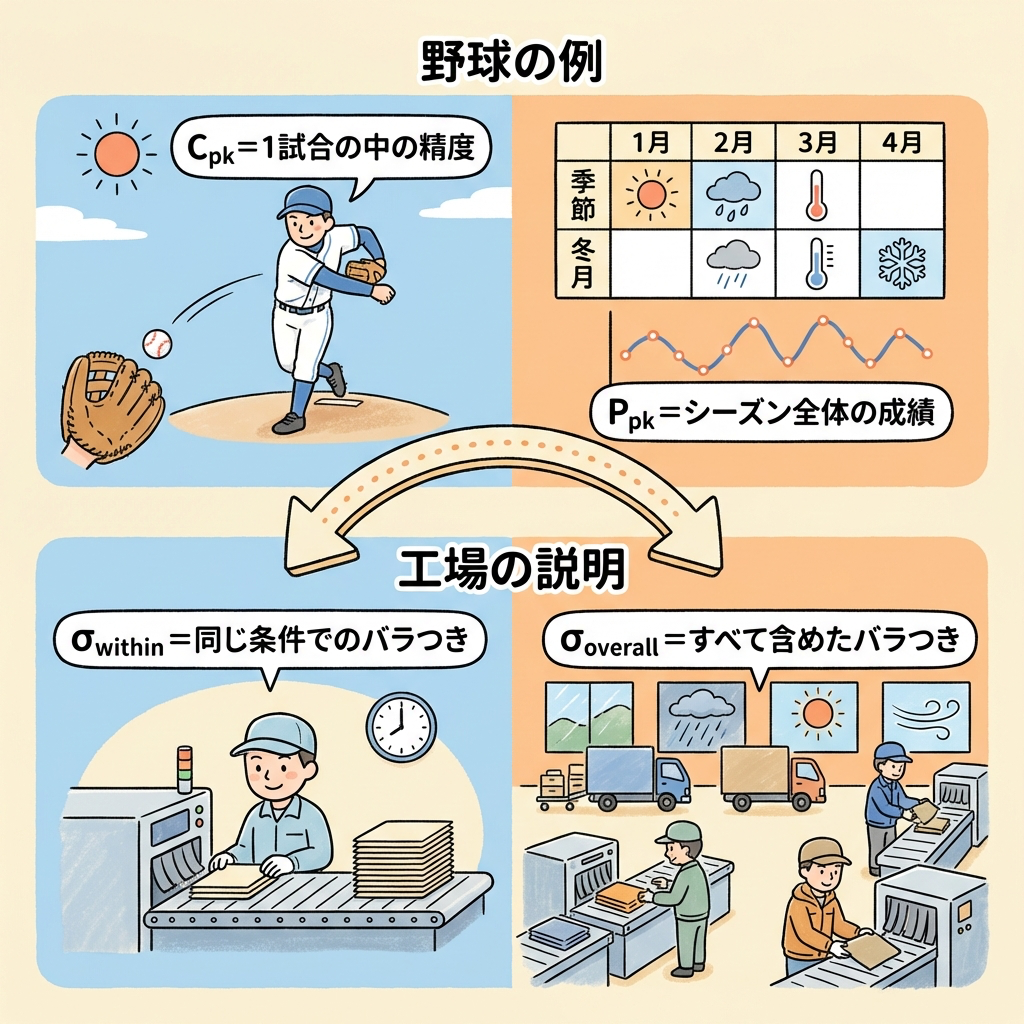
🏭 製造業に置き換えると
製造の現場では、こう読み替えます。
Cpk(工程能力指数)
「同じ条件下(同じロット内)でのバラつき」で計算する。
材料ロットが同じ、機械の設定が同じ、作業者が同じ── こうした短期間の安定した条件での「潜在能力」を測る。
Ppk(工程性能指数)
「すべてのデータ(ロットをまたいだ全体)のバラつき」で計算する。
材料ロットの切り替え、季節変動、作業者交代── あらゆる変動を含めた「実際の実績」を測る。
Cpk = 工程の「潜在能力」(ベストコンディションでの実力)
Ppk = 工程の「実績」(すべてのバラつきを含めた結果)
計算式の違い ── 分母の「σ」が違うだけ
CpkとPpkの計算式を並べてみましょう。実は分母が違うだけで、構造はまったく同じです。
📐 計算式の比較
| Cpk(工程能力指数) | Ppk(工程性能指数) | |
|---|---|---|
| 上側 | (USL − x̄) / 3σwithin | (USL − x̄) / 3σoverall |
| 下側 | (x̄ − LSL) / 3σwithin | (x̄ − LSL) / 3σoverall |
| 採用 | 小さい方 | 小さい方 |
| ⭐ 分母のσ | σwithin(群内標準偏差) = R̄ / d₂ |
σoverall(全体標準偏差) = √[Σ(xᵢ − x̄)² / (N−1)] |
見てください。分子は同じです。違うのは分母のσの求め方だけ。ここが唯一にして最大のポイントです。
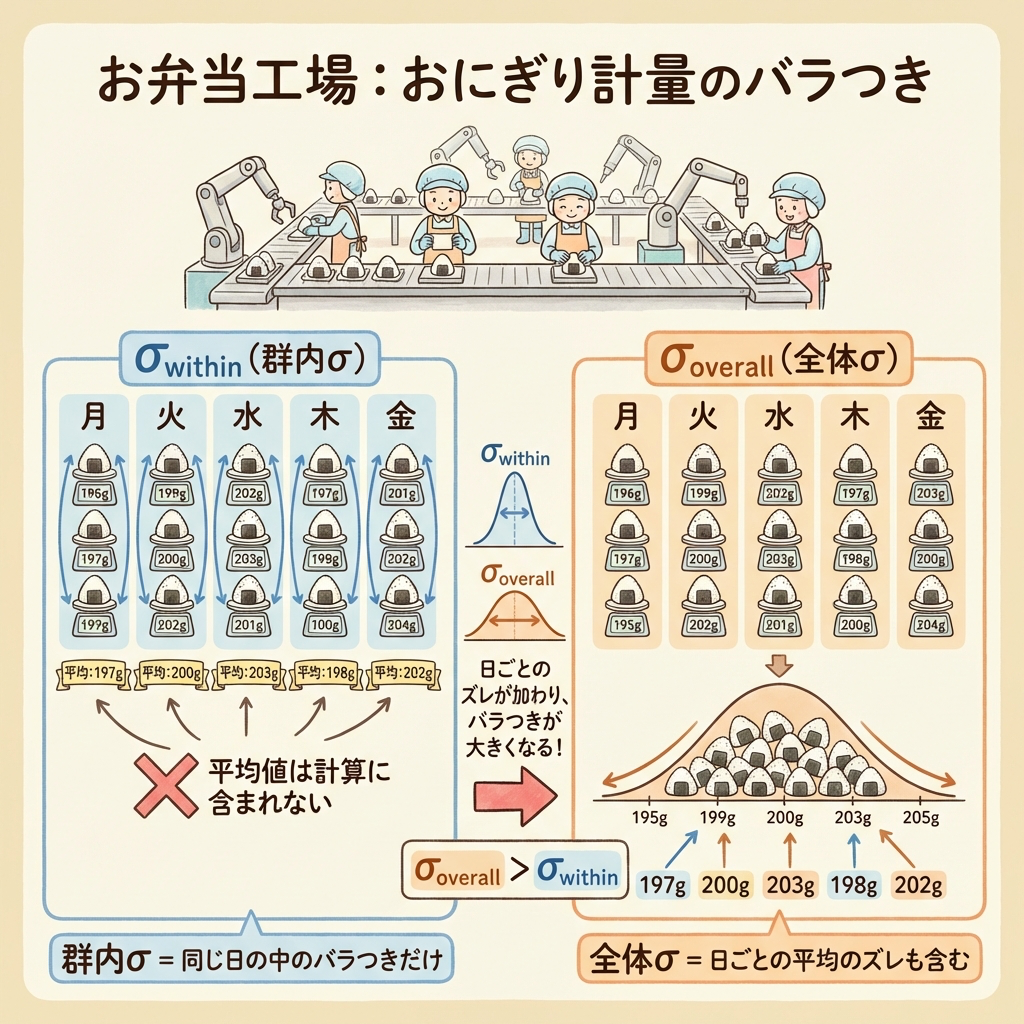
🔑 σwithin と σoverall の違いを「お弁当工場」でイメージする
お弁当工場で「ご飯の重さ」を管理している場面を想像してください。規格は200g ± 10gです。
月曜〜金曜の5日間、毎日5個ずつサンプルを取って重さを測ったとします。
「同じ日の中で」ご飯の重さがどれだけバラつくか。
月曜日に取った5個だけ見ると、198g, 200g, 201g, 199g, 202g。この5個のバラつきが「群内のバラつき」。
火曜日の5個も同様に計算し、月〜金すべての「日ごとのバラつき」を平均したものが σwithin です。
「月〜金の25個すべて」を一括して計算したバラつき。
25個のデータを1つの山として、全体の標準偏差を求める。月曜の平均が197gで、水曜の平均が203gというような「日ごとの平均のズレ」も含まれる。
σwithinは「同じ日の中」のバラつきしか見ないので、「日によって平均が変わる」という変動を含みません。
σoverallは「日ごとの変動」も含めた全体のバラつきを見ます。
だから必ず σoverall ≥ σwithin であり、結果として Ppk ≤ Cpk になります。
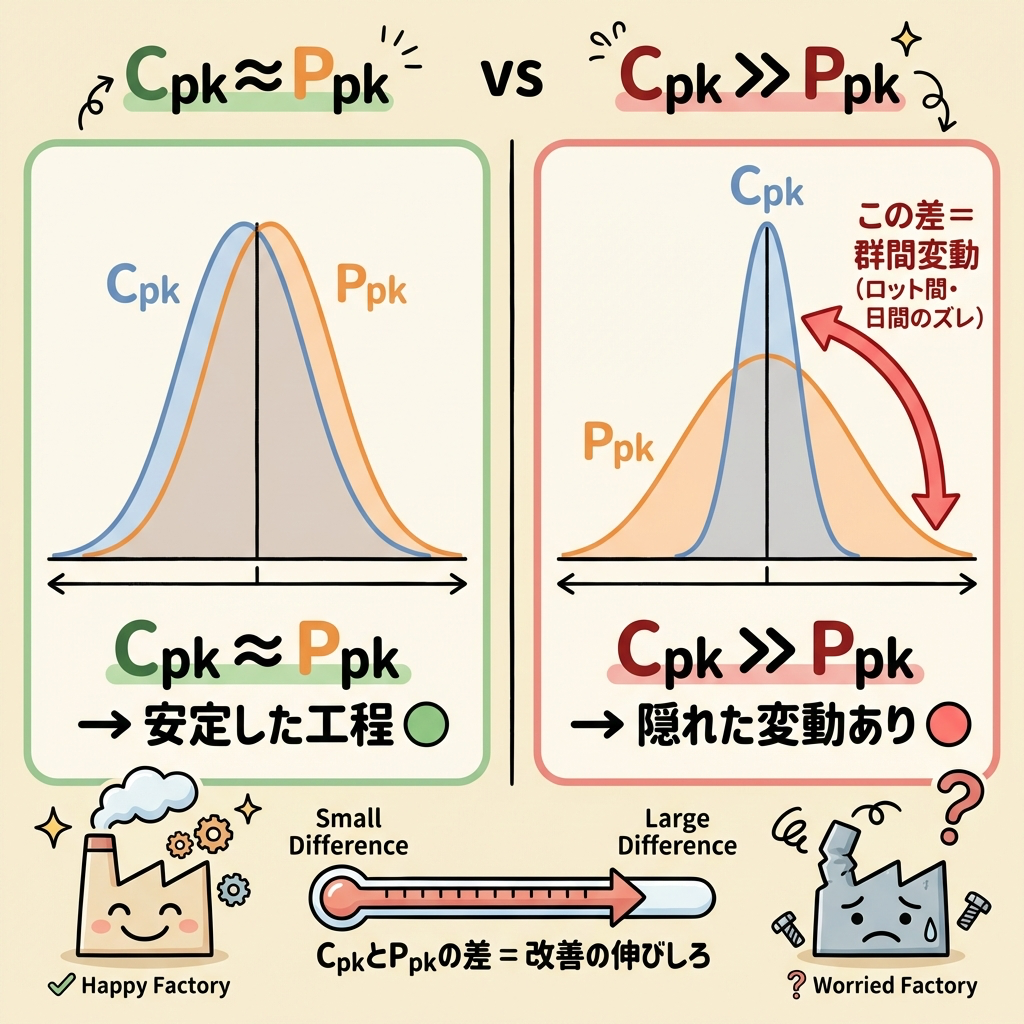
CpkとPpkの「差」が教えてくれること
📊 Cpk ≈ Ppk なら「安定した工程」
σwithin と σoverall がほぼ同じ値ということは、「群間変動(ロット間変動)がほとんどない」ということです。
日が変わっても、材料ロットが変わっても、作業者が変わっても、工程は安定してバラつきが一定。これは理想的な状態です。
Cpk ≈ Ppk
「練習どおりの結果が本番でも出ている」
→ 工程は安定している。群間変動は小さい。
📉 Cpk >> Ppk なら「隠れた変動がある」
Cpkは高い(短期では安定)のに、Ppkが低い(長期では不安定)。この差が大きいほど、「日々の変動(群間変動)」が大きいことを意味します。
Cpk >> Ppk
「練習では上手いのに本番で安定しない」
→ 工程に隠れた変動源がある。ロット間・日間のズレを調査すべき。
この「隠れた変動源」とは、たとえば以下のようなものです。
| 変動源 | 具体例 |
|---|---|
| 材料ロット | 仕入先が変わるたびに原料の特性が微妙に異なる |
| 環境変動 | 午前と午後で室温が変わり、樹脂の流動性が変化する |
| 作業者 | シフト交代で設定のクセが異なる |
| 設備の経時変化 | 金型の摩耗、刃具の劣化で日々寸法がドリフトする |
CpkとPpkの差が大きいということは、群間変動(日々の変動)を減らせば、Ppkをまだまだ改善できる余地があるということです。逆に、Cpk ≈ Ppk であれば、群間変動はすでに小さいので、バラつき全体を減らす(設備精度の向上など)しか改善手段がなくなります。
なぜ「両方」必要なのか?── 管理図との関係
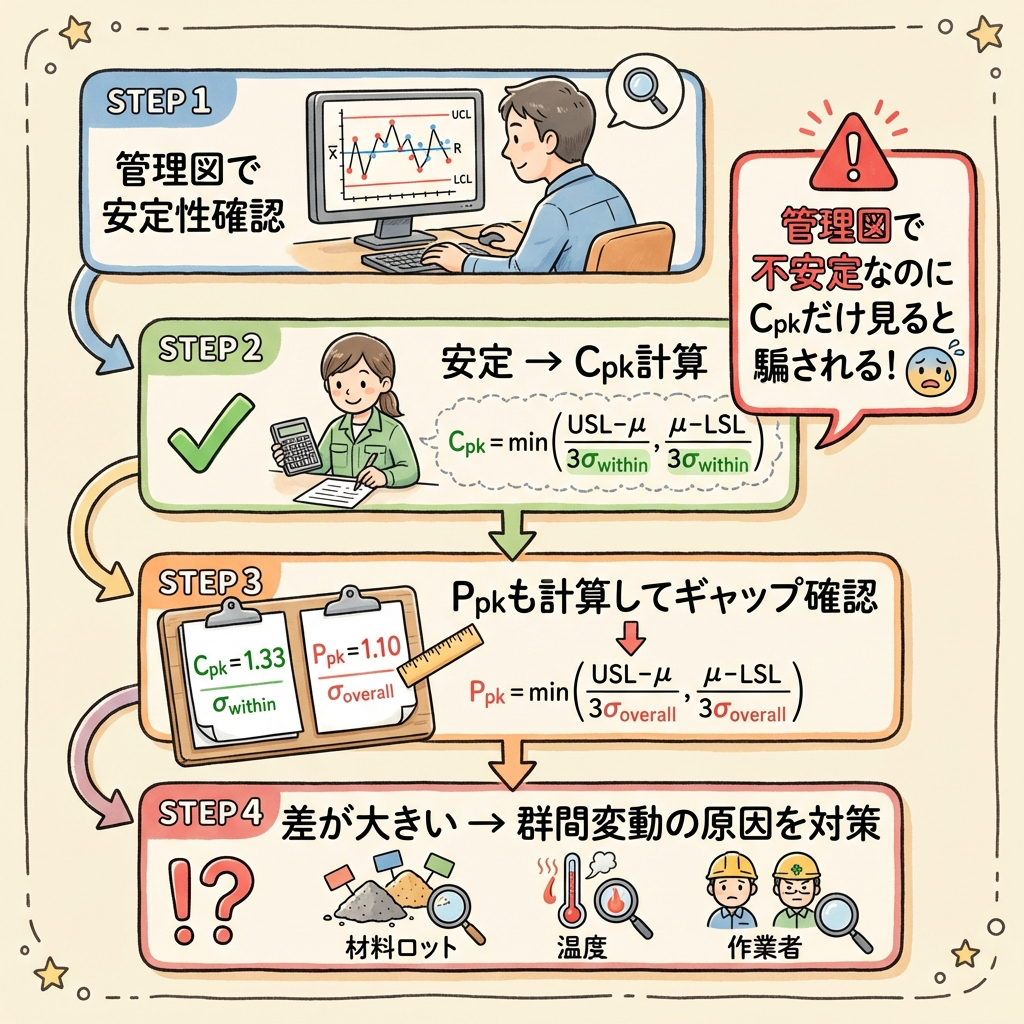
🚨 Cpkだけ見ていると「騙される」
Cpkは σwithin(群内バラつき)で計算するので、工程が不安定(管理図で異常が出ている)でも、Cpkは高い値が出ることがあるのです。
なぜなら、群内バラつきは「同じ条件下でのバラつき」しか見ていないからです。日々の平均がズレていること(群間変動)は、σwithinには反映されません。
管理図のX̄管理図で点が上下に激しく動いている(=群間変動が大きい)のに、R管理図は安定している(=群内バラつきは小さい)。この場合、Cpkは高い値が出ますが、実際の工程は不安定です。Ppkを計算すれば、この「隠れた不安定さ」が数値として現れます。
✅ 正しい使い方のフロー
管理図で安定性を確認する
まず X̄-R管理図を作成し、工程が管理状態にあることを確認。異常判定ルールに該当する点がないか確認する。
安定しているなら → Cpk を計算
管理状態の工程に対してCpkを計算し、工程の「潜在能力」を評価する。Cpk ≥ 1.33 であれば能力は十分。
Ppk も計算して「ギャップ」を確認
Cpk と Ppk の差が大きければ、群間変動が大きい=日々の変動源がある。改善の伸びしろがある。
差が小さくなるまで群間変動の原因を対策する
材料ロット管理、環境制御、作業標準の見直しなどで群間変動を減らし、CpkとPpkの差を縮める。
実務での使い分け ── いつCpk?いつPpk?
🧭 判断フローチャート
(まず安定化が先)
(Ppkも併せて確認推奨)
🏭 場面別の使い分け
| 場面 | 使う指標 | 理由 |
|---|---|---|
| 量産前の初期工程能力調査 (IATF 16949 / PPAP) |
Ppk | 工程がまだ安定しているか不明。全データの実績で評価すべき。IATF要求は Ppk ≥ 1.67。 |
| 量産安定後の日常管理 | Cpk | 管理図で安定が確認済み。群内σで潜在能力を評価。Cpk ≥ 1.33。 |
| 設備変更・材料変更後の再評価 | Ppk(→ Cpk) | 変更直後は不安定の可能性あり。まずPpkで評価し、安定確認後にCpkに移行。 |
| 顧客への品質保証データ提出 | 両方 | CpkとPpkの両方を提示し、ギャップの説明とともに報告するのがベストプラクティス。 |
| 改善活動の効果測定 | 両方 | Cpkの向上=群内バラつき改善。CpkとPpkの差が縮小=群間変動の改善。別々に効果を測定。 |
自動車業界の品質マネジメントシステム規格 IATF 16949 では、量産前の工程能力調査にPpk ≥ 1.67を要求しています。量産が安定した後はCpk ≥ 1.33で管理します。この「量産前はPpk、量産後はCpk」という使い分けが、まさにCpkとPpkの本来の役割分担です。

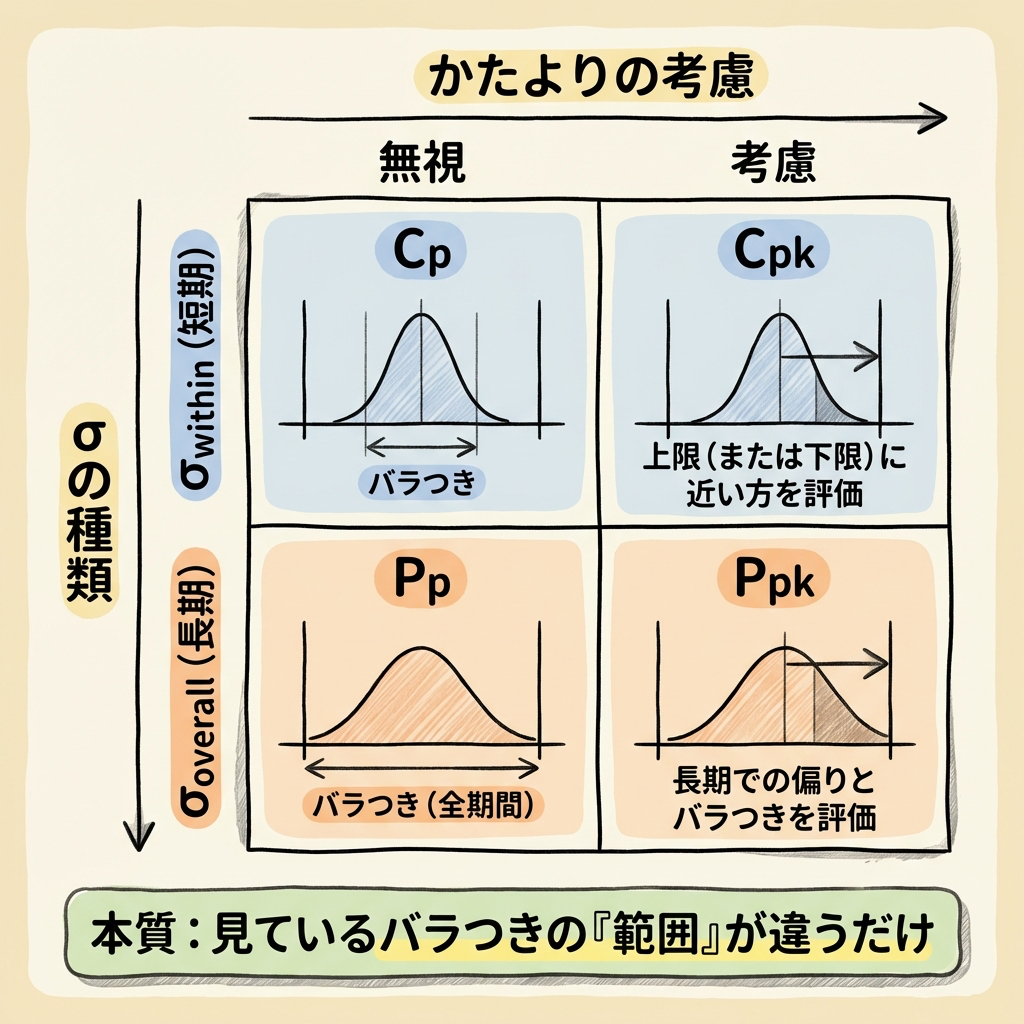
Cp / Cpk / Pp / Ppk を一枚の表で整理する
最後に、関連する4つの指標を一枚の表で整理しておきましょう。
📋 4つの指標の関係マトリクス
| かたより無視 (中心からの距離を見ない) |
かたより考慮 (中心からの距離を見る) |
|
|---|---|---|
| 短期σ (σwithin) |
Cp | Cpk |
| 長期σ (σoverall) |
Pp | Ppk |
この表を覚えておくと、混乱しません。
| 軸 | 区分 | 意味 |
|---|---|---|
| タテ軸 (σの種類) |
Cp / Cpk | σwithin(群内)→ 潜在能力 |
| Pp / Ppk | σoverall(全体)→ 実績 | |
| ヨコ軸 (かたより) |
Cp / Pp | かたより無視 → バラつきだけを評価 |
| Cpk / Ppk | かたより考慮 → バラつき+位置ズレを評価 |
まとめ ── CpkとPpkの違いは「見ているバラつきの範囲」
🔑 この記事のポイント
| 項目 | 内容 |
|---|---|
| 唯一の違い | 分母のσ。Cpkはσwithin、Ppkはσoverall |
| Cpkのイメージ | 「練習のベストスコア」=短期・同条件下での潜在能力 |
| Ppkのイメージ | 「シーズン全体の成績」=長期・全条件を含めた実績 |
| 必ず成り立つ関係 | Ppk ≤ Cpk(σoverall ≥ σwithin なので) |
| 差が大きいとき | 群間変動(ロット間・日間の変動)が大きい → 改善の余地あり |
| 使い分け | 量産前・不安定工程 → Ppk。量産安定後 → Cpk。理想は両方提示。 |
CpkとPpkの違いは、突き詰めれば「どの範囲のバラつきを分母に使うか」というたった1つの違いです。でも、その1つの違いが「工程が本当に安定しているか」を見抜く決定的な手がかりになります。
Cpkだけ見て安心していたのに、Ppkを計算したら全然低かった──これは「練習では上手くいくのに、本番で失敗し続けていた」ことに気づいた瞬間です。両方の指標を併用して、工程の「本当の姿」を見極めましょう。
📚 次に読むべき記事
管理図と工程能力指数シリーズの全体像を確認。今回の記事の位置づけがわかります。
Cp・Cpkの基本計算方法を復習したい方はこちら。
σ_withinとσ_overallの違いを、管理図の視点からさらに深く理解できます。
Cp vs Cpkの違い(かたより考慮の有無)を深掘りした記事。
片側規格の場合のCpu・Cplの計算も押さえておきましょう。
管理図の安定性と工程能力指数の関係をさらに掘り下げた記事。
CpkのσをR̄/d₂で求める元となるX̄-R管理図の作り方を確認。