
{kind=link}
- 客先から「Cpk 1.33以上にしてください。是正計画書を提出してください」とメールが来た
- 工程能力指数の判定基準は知っている。でも「改善しろ」と言われても何から手をつければいいかわからない
- 上司に相談したら「とりあえず是正計画書を来週までに出して」と丸投げされた
- 是正計画書に何を書けばいいのか、フォーマットすら見たことがない
- Cpkが低い原因を「バラつき」と「かたより」に分解して特定する方法
- 原因別の具体的な改善アクション5ステップ
- 客先に提出する是正計画書の書き方テンプレート
- 改善後の効果確認と再発防止策の立て方
客先から「Cpkが1.33を下回っています。是正計画書を提出してください」と言われた瞬間、頭が真っ白になりますよね。
Cpkの判定基準は知っている。1.33以上なら「工程能力十分」、1.00未満なら「能力不足」。そこまではわかった。でも「改善しろ」と言われても、何をどう改善すればCpkが上がるのかがわからない。
安心してください。Cpkの改善は「魔法」ではありません。原因を2つに分解して、それぞれに対策を打つだけです。この記事では、その手順を5ステップで図解します。最後に是正計画書のテンプレートもつけたので、来週の提出にそのまま使えます。
【QC検定】工程能力指数の判定基準|1.67・1.33・1.00・0.67の意味と対処法 →
目次
Cpkの改善は「2つの原因」に分解するだけ
Cpkが低い原因は、突き詰めると2つしかありません。「バラつきが大きい」か「かたよりがある(中心がズレている)」か、あるいはその両方です。
ここで、CpとCpkの関係を思い出してください。
6σ → バラつきだけを見る
つまり、Cpは高いのにCpkが低いなら、原因は「かたより(中心のズレ)」です。CpもCpkも両方低いなら、原因は「バラつき」です。
パターンA:バラつきが大きい
CpもCpkも両方低い
例:Cp = 1.10 / Cpk = 1.05
→ 規格幅に対してバラつきが大きすぎる
→ σ(標準偏差)を小さくするのが対策
パターンB:中心がズレている
Cpは高いのにCpkが低い
例:Cp = 1.50 / Cpk = 1.10
→ バラつきは小さいが、平均値が規格中心からズレている
→ 平均値を規格中心に戻すのが対策
CpとCpkの差を見れば「原因がバラつきなのか、かたよりなのか」が一瞬で判別できます。Cp ≒ Cpkなら「バラつき」、Cp ≫ Cpkなら「かたより」が犯人です。このステップを飛ばして闇雲に対策しても、Cpkは上がりません。
【QC検定】工程能力指数Cp・Cpkとは?違いと計算方法を図解 →
Cpk改善アクション5ステップ|全体像
ここからは、Cpkが1.33を下回ったときに実行する5つのステップを順番に解説します。まずは全体像を掴んでください。
Cp・Cpk・かたより度kを計算し、「バラつき」か「かたより」かを判定する
そもそも工程が「安定状態」でなければ、Cpkを計算しても意味がない
Man・Machine・Material・Methodの4つの切り口で真因を探る
バラつき対策 or かたより対策を実行し、是正計画書にまとめる
改善後のCpkを再計算し、管理図の管理限界線を更新する
「Cpkが低いから設備を調整しよう」といきなりSTEP 4に飛ぶ人がいますが、これは危険です。STEP 2の「管理図で安定性を確認する」を飛ばすと、突発的な異常値に振り回されて、的外れな対策を打ってしまうことがあります。必ず順番通りに進めてください。

STEP 1:現状を数値で把握する
まず、手元のデータからCp・Cpk・かたより度kの3つを計算します。この3つが揃えば、「原因がバラつきなのか、かたよりなのか、それとも両方なのか」が一目でわかります。
📊 計算例:穴径の加工データ
ある部品の穴径について、以下の条件でCpkを計算してみましょう。
| 項目 | 値 |
|---|---|
| 規格上限(USL) | 10.10 mm |
| 規格下限(LSL) | 9.90 mm |
| 規格中心(M) | 10.00 mm |
| 工程平均(x̄) | 10.03 mm |
| 工程の標準偏差(σ) | 0.025 mm |
Cpの計算(バラつきだけ見る)
6σ = 10.10 − 9.90
6 × 0.025 = 0.20
0.15 = 1.33
Cpは1.33です。バラつきだけで見れば、ギリギリ合格ラインです。
Cpkの計算(バラつき+かたよりを見る)
3σ = 10.10 − 10.03
3 × 0.025 = 0.07
0.075 = 0.93
3σ = 10.03 − 9.90
0.075 = 0.13
0.075 = 1.73
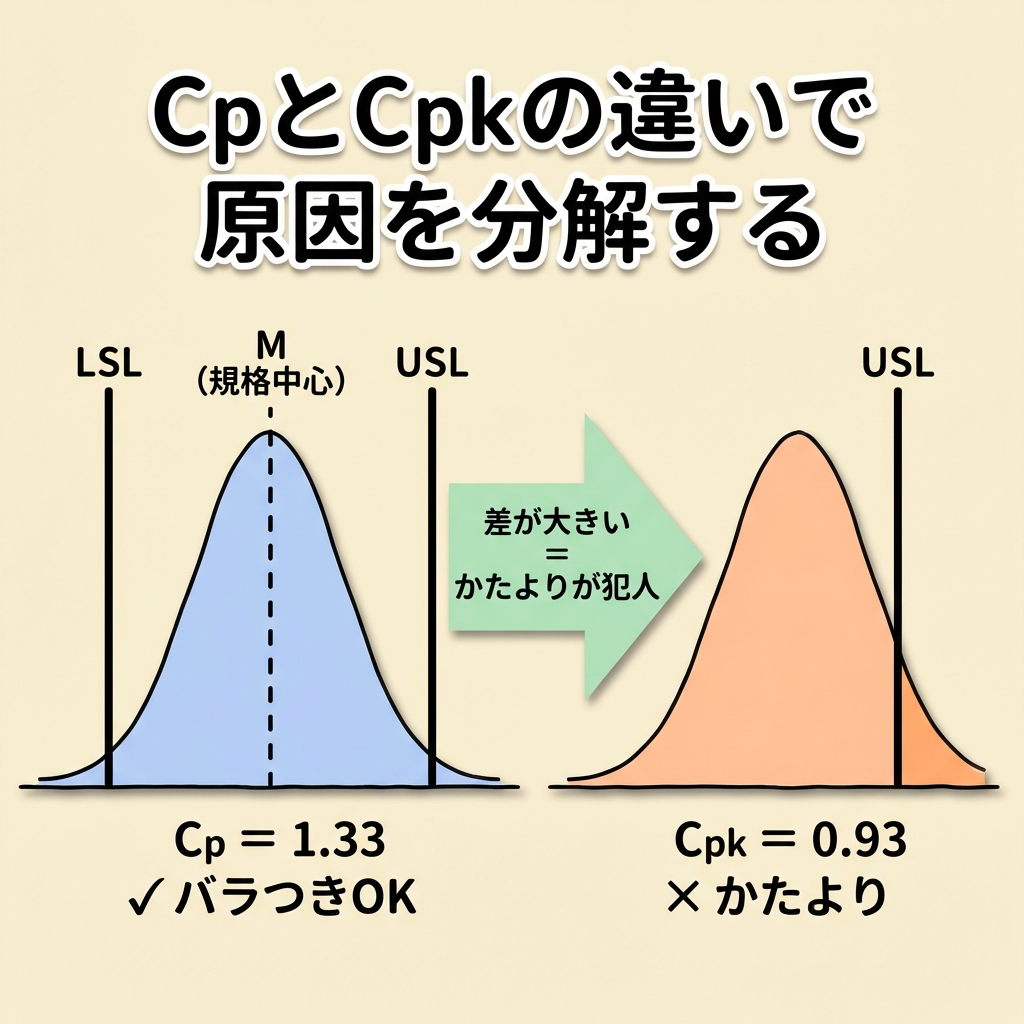
診断結果:原因は「かたより」
| 指標 | 値 | 判定 |
|---|---|---|
| Cp | 1.33 | ✅ バラつきはOK |
| Cpk | 0.93 | ❌ 能力不足 |
| Cp − Cpk | 0.40 | ⚠️ 大きな差 → かたよりが原因 |
Cp = 1.33(バラつきはOK)なのにCpk = 0.93(不足)。差が0.40もあるので、原因は明らかに「かたより」です。平均値が10.00 mmであるべきところ、10.03 mmにズレています。この0.03 mmのズレを修正すれば、CpkはCpと同じ1.33まで回復します。
Cp=Cpkのとき平均は問題ない?工程能力指数の「かたより度k」で改善ポイントを見抜く方法 →

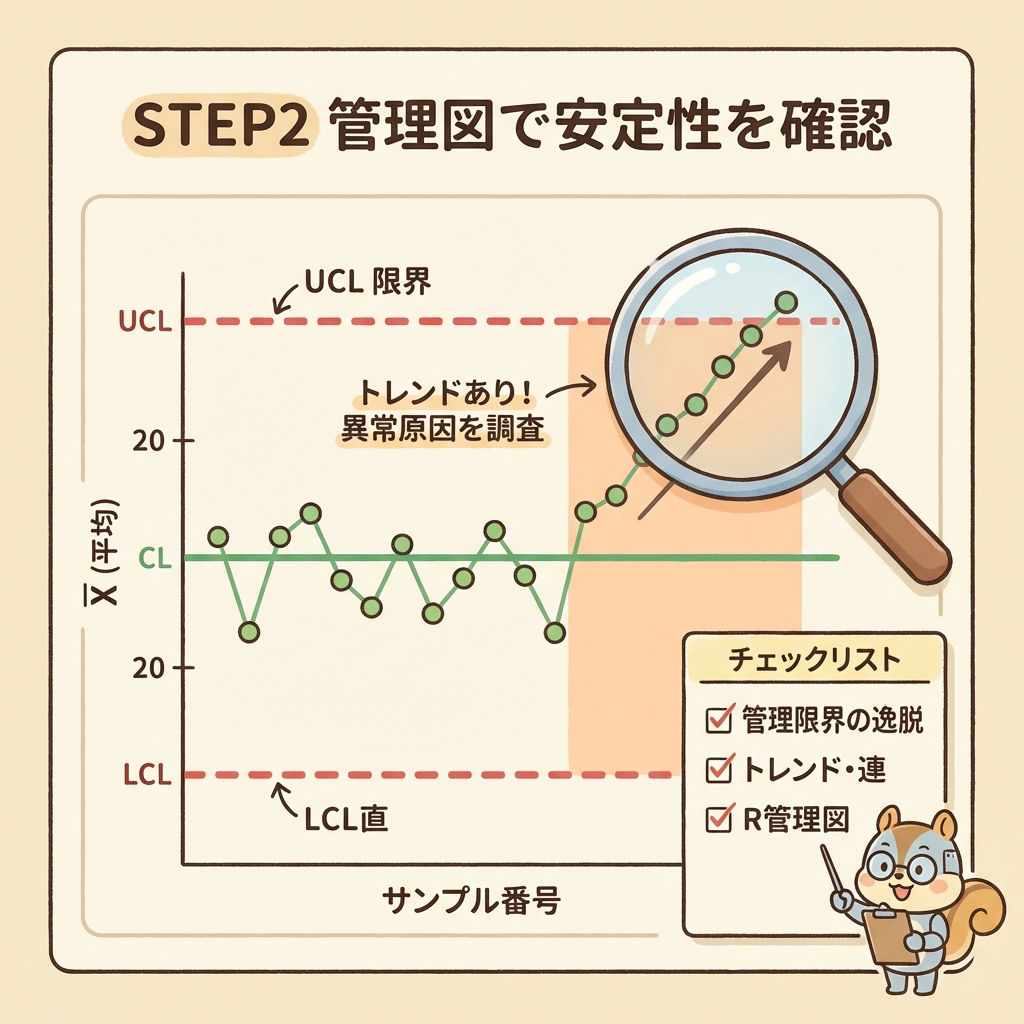
STEP 2:管理図で工程の安定性を確認する
STEP 1でCpkが低い原因を「バラつき」か「かたより」かに分類しました。でも、ここで飛びつくのは早いです。対策を打つ前に、工程が「安定状態」にあるかどうかを管理図で確認しなければなりません。
工程が不安定(管理限界を超える点がある、トレンドがある等)な状態では、Cpkの値そのものが信頼できません。たまたま異常値が混ざったせいでCpkが下がっただけかもしれないし、逆に今は偶然よく見えているだけかもしれない。「安定した工程のCpk」でなければ、対策の方向性を間違えます。
🔍 管理図でチェックすべき3つのポイント
| No. | チェック項目 | 確認内容 | 異常だった場合のアクション |
|---|---|---|---|
| 1 | 管理限界の逸脱 | UCLまたはLCLを超える点はないか? | 異常原因を特定し除去してからCpkを再計算 |
| 2 | トレンド・連 | 7点以上の連続的な上昇・下降や、CLの片側に7点連続で並んでいないか? | 工具の摩耗・材料ロットの変化などの系統的原因を調査 |
| 3 | R管理図の異常 | X̄管理図だけでなく、R管理図にも異常はないか? | R管理図が不安定なら「バラつきが時間とともに変動している」ことを示す → 設備・測定系の見直し |
管理図が「安定状態」(異常判定ルールに引っかからない)であることを確認できたら、STEP 1のCp/Cpkの診断結果は信頼できます。次のSTEP 3に進んでください。もし不安定なら、まずは異常原因の除去が最優先です。
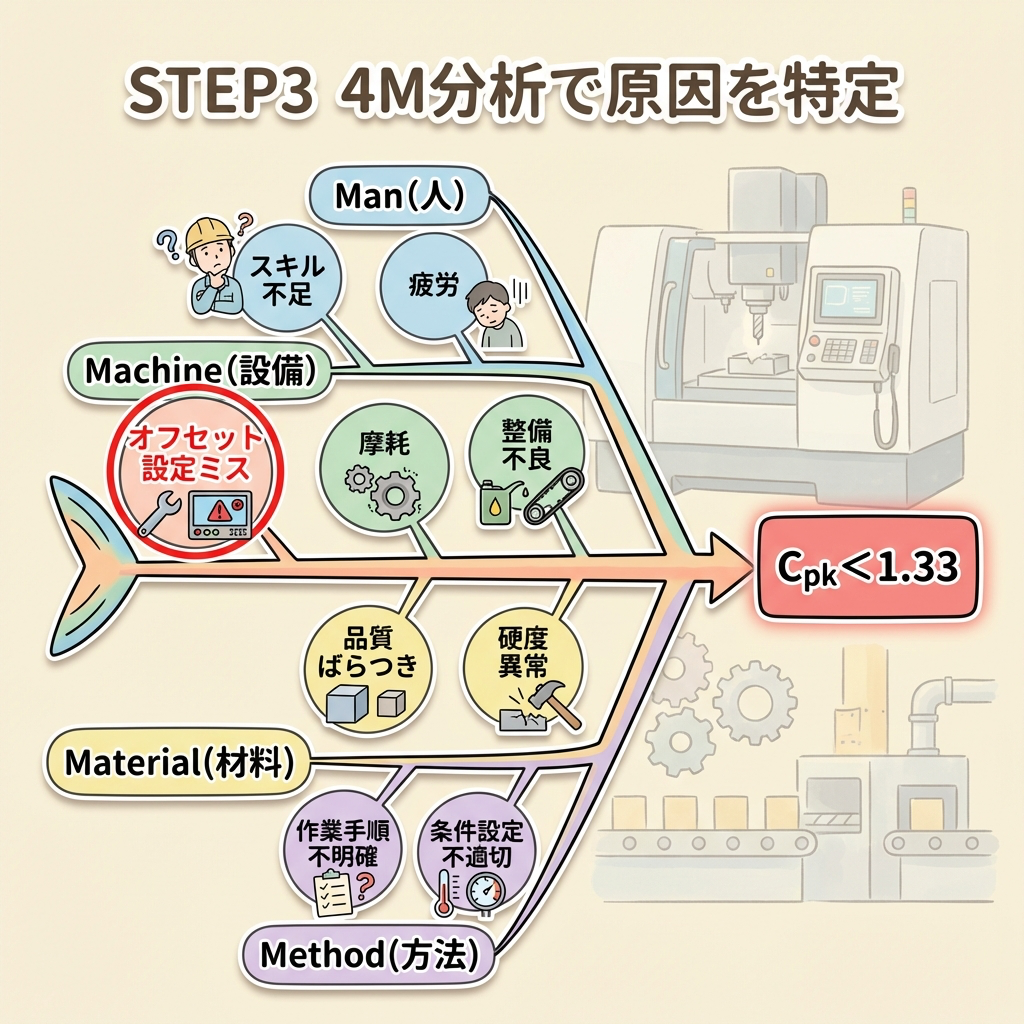
STEP 3:原因を特定する(4M分析)
管理図で安定性を確認したら、いよいよ原因特定です。STEP 1で「バラつき」か「かたより」かは判別済みなので、それぞれの原因を4M(Man・Machine・Material・Method)の切り口で深掘りします。
🎯 パターンB:「かたより」が原因の場合(Cp > Cpk)
先ほどの計算例(Cp = 1.33、Cpk = 0.93)のように、平均値が規格中心からズレている場合です。
| 4M | 「かたより」の典型的な原因 | 対策の方向性 |
|---|---|---|
| Machine (設備) |
設備の原点ズレ、工具の摩耗、段取り替え後のオフセット設定ミス | 補正値(オフセット)を入力して平均値を規格中心に戻す。工具交換のタイミングを見直す |
| Material (材料) |
材料ロットの変更で素材の硬度・寸法が変わった | 受入検査で材料ロットごとの特性を確認し、加工条件を調整 |
| Method (方法) |
測定器のゼロ点がズレている(測定系の問題) | 測定器の校正を実施。ゲージR&Rで測定系の信頼性を確認 |
| Man (人) |
作業者による段取りのバラつき(人によって設定値が違う) | 作業標準書を整備し、段取り手順を統一 |
📊 パターンA:「バラつき」が原因の場合(Cp ≒ Cpk で両方低い)
| 4M | 「バラつき」の典型的な原因 | 対策の方向性 |
|---|---|---|
| Machine (設備) |
設備の経年劣化(ガタ・振動)、温度変化による熱膨張 | 設備のオーバーホール、温度管理の強化、予防保全計画の策定 |
| Material (材料) |
材料のロット内バラつきが大きい(硬度・寸法のばらつき) | 仕入先への品質要求の引き上げ、受入検査の強化 |
| Method (方法) |
加工条件(送り速度・回転数等)が最適化されていない | 実験計画法で最適条件を探索する |
| Man (人) |
作業者間の技量差(ベテランと新人で結果が違う) | 教育訓練の強化、自動化・治具化の推進 |
「バラつきが大きい」の原因で意外と多いのが「測定系の問題」です。工程のバラつきだと思っていたら、実は測定器のバラつき(再現性・再現性)だった、というケースは珍しくありません。ゲージR&Rを実施して、測定系のバラつきが全体の何%を占めているかを確認することをおすすめします。
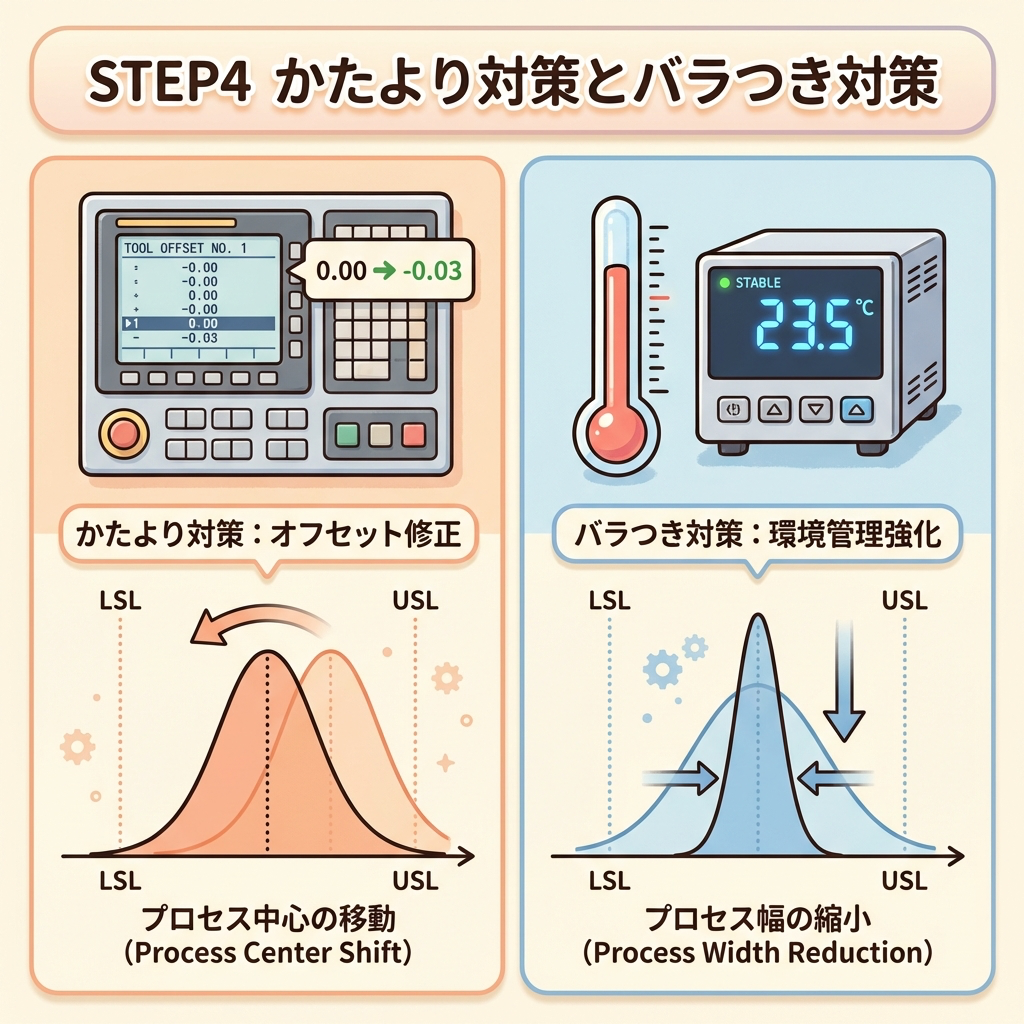
STEP 4:対策を実行する
原因が特定できたら、対策を実行します。ここでは「かたより対策」と「バラつき対策」の代表的なアクションを具体的に解説します。
🎯 かたより対策:平均値を規格中心に戻す
先ほどの計算例では、平均値が10.03 mmで、規格中心10.00 mmから+0.03 mmズレていました。このズレを修正するには、以下の方法があります。
NC加工機であれば、工具補正値を-0.03 mmに設定し直すだけで済みます。最も即効性のある対策です。修正後、初品10個を測定してx̄が10.00 mm付近に戻ったことを確認してください。
工具が摩耗すると寸法が徐々にズレていきます。「何個加工したら工具を交換する」というルールを設定し、交換タイミングでのオフセット再設定手順を作業標準書に追記します。
段取り替えのたびに初品3〜5個を測定し、平均値が規格中心±0.01 mm以内であることを確認してから量産を開始するルールを追加します。
📊 バラつき対策:標準偏差σを小さくする
バラつき対策は、かたより対策よりも時間がかかります。「設備のガタを直す」「温度管理を強化する」「加工条件を最適化する」など、設備投資や実験が必要になることが多いためです。
主軸のガタ、ボールネジの摩耗、ガイドの精度低下など、設備の機械的な精度劣化を修復します。設備台帳と保全記録を確認し、最後のオーバーホールからの経過年数を調べてください。
室温の変化で材料やワークが熱膨張し、寸法バラつきが大きくなることがあります。温度ログを取り、朝一番と午後でバラつきに差がないか確認してください。差がある場合はエアコンの設定温度や暖機運転の時間を見直します。
送り速度・回転数・切込み量などの加工条件を実験計画法で最適化し、バラつきを最小化する条件を見つけます。これはロバスト設計(タグチメソッド)の考え方そのものです。
もうバラつきに悩まない!ロバスト設計超入門 ─ 品質とコストを同時に上げるタグチメソッド →
STEP 5:効果確認と再発防止
対策を実行したら、必ず「効果が出たか」を数値で確認します。「たぶん良くなったと思います」では客先は納得しません。改善前後のCpkを数値で比較することが必須です。
✅ 効果確認の手順
最低30個以上収集
を確認
再計算
確認し報告
対策後のデータが10個しかない状態でCpkを計算し「1.33を超えました!」と報告するケース。サンプル数が少ないと、Cpkの値はブレます。客先から「サンプル数が不十分です」と差し戻されることがあります。最低30個、できれば50個以上のデータで確認してください。
🔄 再発防止策に盛り込むべき3つの要素
| 要素 | 内容 | 具体例 |
|---|---|---|
| ①標準化 | 対策内容を作業標準書・QC工程図に反映する | 「段取り替え後の初品検査3個」をQC工程図に追加。作業標準書に測定手順を明記 |
| ②監視の仕組み | 管理図の管理限界線を更新し、継続監視する | 改善後のデータで管理限界線を再計算。月次でCpkをモニタリング |
| ③水平展開 | 同様の工程に同じ問題がないかチェックする | 同じ設備・同じ加工条件のラインが他にある場合、そちらのCpkもチェック |

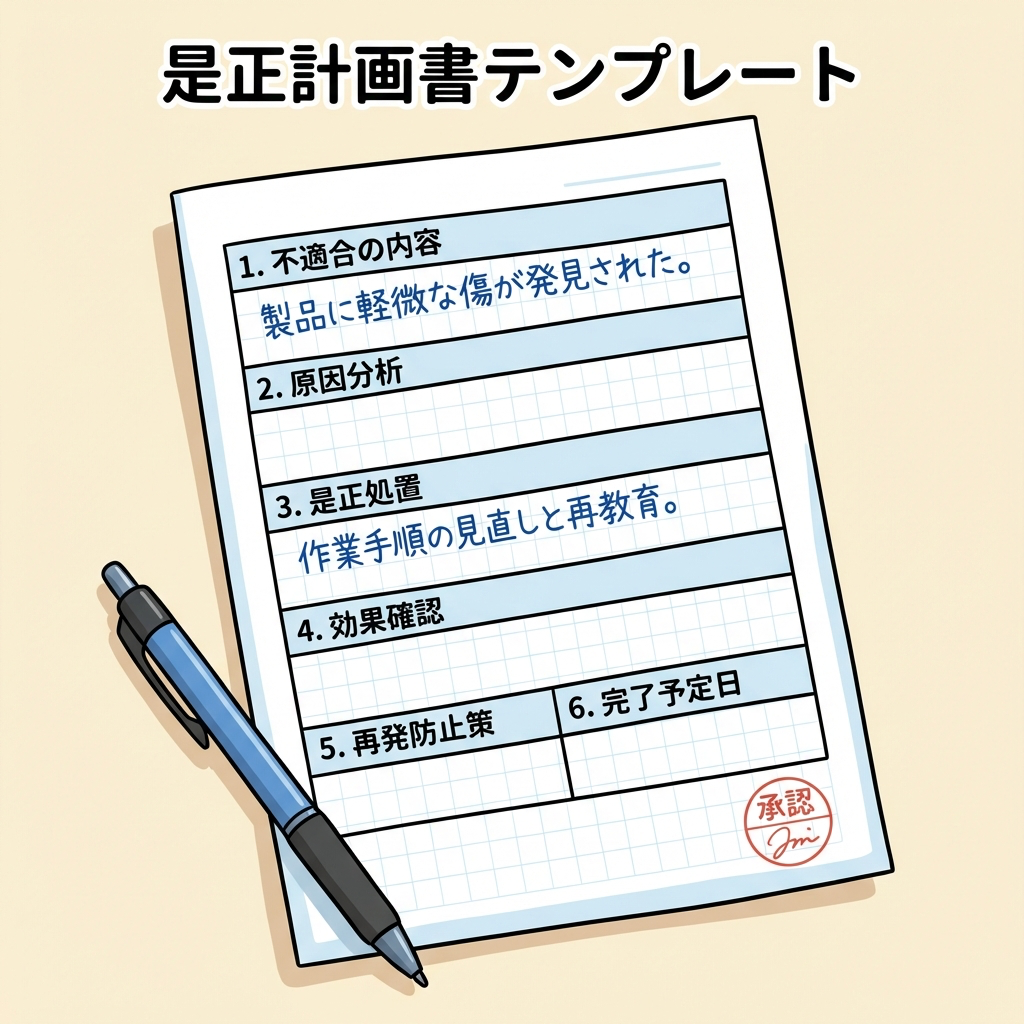
客先に提出する是正計画書の書き方テンプレート
ここまでの5ステップを、客先に提出する「是正計画書」にまとめる方法を解説します。客先が見たいのは「原因」「対策」「効果確認」「再発防止」の4点です。以下のテンプレートに沿って書けば、内容に抜け漏れがなくなります。
📝 是正計画書テンプレート(記入例つき)
| 1. 不適合の内容 |
品名:○○シャフト(品番:ABC-1234) 管理特性:穴径 φ10.00 ±0.10 mm 現状Cpk:0.93(目標:1.33以上) 判定:工程能力不足(かたよりによるCpk低下) |
| 2. 原因分析 |
直接原因:工程平均が10.03 mmとなり、規格中心(10.00 mm)から+0.03 mmかたよっている。Cp = 1.33に対しCpk = 0.93であり、バラつきではなくかたよりが主要因。 根本原因:段取り替え後のオフセット設定において、前ロットの補正値がリセットされていなかった。作業標準書に「段取り替え後のオフセットリセット手順」が明記されていなかった。 |
| 3. 是正処置 |
暫定対策(即日実施): ・工具補正値を-0.03 mmに修正し、平均値を規格中心に復帰 ・初品5個の測定でx̄ = 10.005 mmを確認 恒久対策(○月○日までに実施): ・作業標準書(Doc. No. WI-1234 Rev.3)に「段取り替え後オフセットリセット手順」を追加 ・段取り替え後の初品検査(3個)をQC工程図に追加 ・作業者への教育実施(対象:加工課全員) |
| 4. 効果確認 |
改善後50個のデータを収集し、工程能力指数を再計算。 改善後Cp = 1.35 / Cpk = 1.33 X̄-R管理図で安定状態を確認済み。 (データシート・管理図を別紙として添付) |
| 5. 再発防止策 |
・作業標準書の改訂を全作業者に周知(教育記録を保管) ・月次でCpkをモニタリングし、1.33を下回った場合は即時に原因分析を実施 ・同一設備で加工する他品番のCpkも確認し、水平展開を実施済み |
| 6. 完了予定日 |
暫定対策:○年○月○日(完了済み) 恒久対策:○年○月○日 効果確認:○年○月○日 |
客先が最も嫌うのは「原因:確認不足」「対策:教育を実施」という抽象的な記述です。「何を」「いつまでに」「誰が」「どの書類を更新して」を具体的に書いてください。特に「恒久対策」で作業標準書やQC工程図の文書番号と改訂番号を明記すると、「ちゃんと仕組みを変えた」という説得力が格段に上がります。
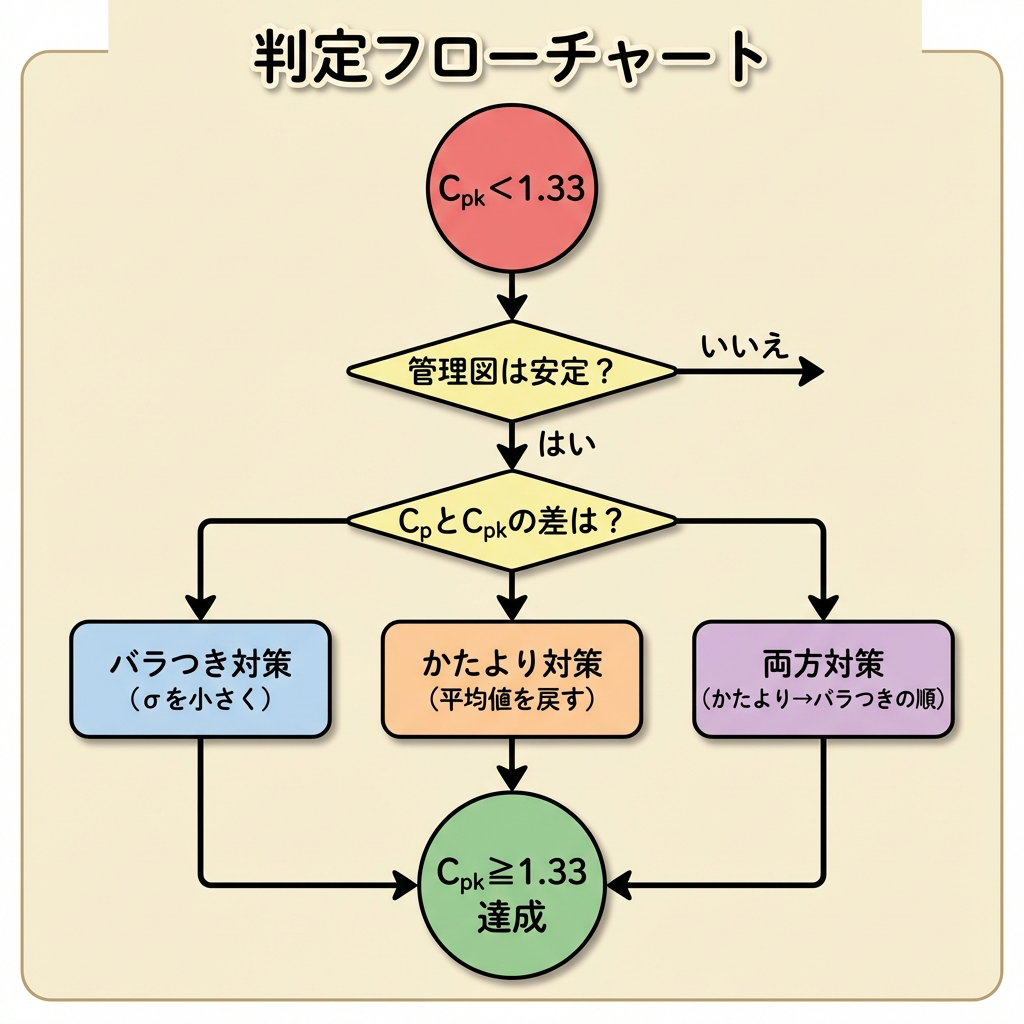
【一目でわかる】Cpk改善パターンの判定フローチャート
最後に、ここまでの内容を1つのフローチャートにまとめます。「Cpkが1.33を下回った。何をすればいい?」と聞かれたら、このフローに沿って判断してください。
Cpkを再計算
σを小さくする対策
(設備保全・環境管理・条件最適化)
平均値を規格中心に戻す対策
(オフセット修正・工具管理・初品検査)
まずかたよりを修正し、
次にバラつきを低減
CpもCpkも低く、さらに差もある場合は、「かたより修正」を先に実施してください。理由は単純で、オフセットを入れるだけなので即効性があるからです。かたよりを修正した後にCpkを再計算し、それでもまだ1.33を下回っていたら、次にバラつき低減に着手します。
まとめ
Cpkが1.33を下回ったときの改善手順を5ステップで解説しました。最後にもう一度、全体の流れを整理します。
| STEP | やること | ポイント |
|---|---|---|
| STEP 1 | 現状を数値で把握 | Cp・Cpkの差で「バラつき」か「かたより」かを判定 |
| STEP 2 | 管理図で安定性を確認 | 不安定なら異常原因の除去が最優先 |
| STEP 3 | 4Mで原因を特定 | 測定系(ゲージR&R)の問題も見落とさない |
| STEP 4 | 対策を実行 | かたより→オフセット修正(即効性高)、バラつき→設備・条件改善(時間がかかる) |
| STEP 5 | 効果確認&再発防止 | 50個以上のデータでCpkを再計算。作業標準書・QC工程図を更新 |
客先から「Cpk 1.33以上にしてください」と言われたときに大事なのは、闇雲に設備をいじることではありません。まずCpとCpkの差を見て、原因を「バラつき」と「かたより」に分解する。このワンステップだけで、対策の方向性が180度変わります。
是正計画書のテンプレートもそのまま使えるので、ぜひ今日の業務に役立ててください。

📚 次に読むべき記事
CpとCpkの計算方法を基礎から復習したい方はこちら。公式の導出と計算例を完全図解で解説しています。
客先から「CpkじゃなくてPpkも出して」と言われた方へ。CpkとPpkの使い分けを解説しています。
「バラつきの原因が測定系かも?」と感じた方へ。ゲージR&Rの計算手順をExcelで再現する方法を解説しています。
かたより度kの計算方法と、Cpkの改善幅の見積もり方を解説しています。
STEP 2の管理図の作り方・読み方を復習したい方はこちら。