{kind=link}
- 客先から「Cpk1.33って具体的に不良が何ppm出るんですか?」と聞かれて答えに詰まった
- 上司に「Cpk1.0で十分でしょ」と言われたが、なぜ1.33を狙わせるのか説明できない
- 品質管理の本に「Cpk1.33は63ppm相当」と書いてあるが、計算根拠が分からない
- 客先監査で「Cpk1.67を要求されたが、ppmで何が違うのか」具体的に伝えられない
- Cpkとppm不良率の対応表が頭に入る(Cpk1.33なら63ppm、1.67なら0.6ppm)
- 正規分布の確率からppmを導出する計算方法が分かる
- 「Cpkを0.33上げる」と「不良が約100倍違う」事実を客先に説明できる
- 業界別のCpk目標値(自動車・医療機器・電子部品)と、その背景が腑に落ちる
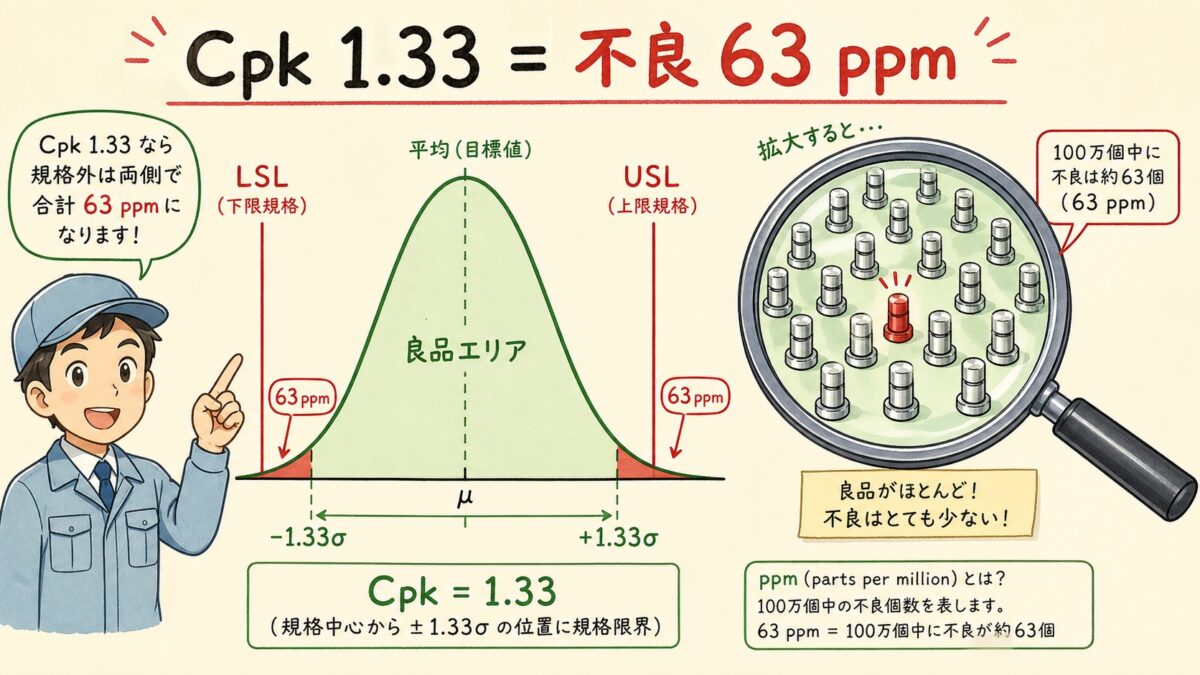
結論を先に言います。Cpk1.33は約63ppm(10万個に6個の不良)、Cpk1.67は約0.6ppm(10万個に0.06個)です。Cpkがたった0.33違うだけで、不良率は約100倍も変わります。
この記事では、なぜそんな関係になるのかを正規分布の絵で完全に理解し、Cpk値とppmの対応表を頭に入れるところまで一気に解説します。読み終わる頃には、客先から「Cpkを0.5から1.33に上げてください」と言われた意味が、不良率という共通言語で語れるようになります。
目次
まずCpkのおさらい|「規格にどれだけ余裕があるか」の指標
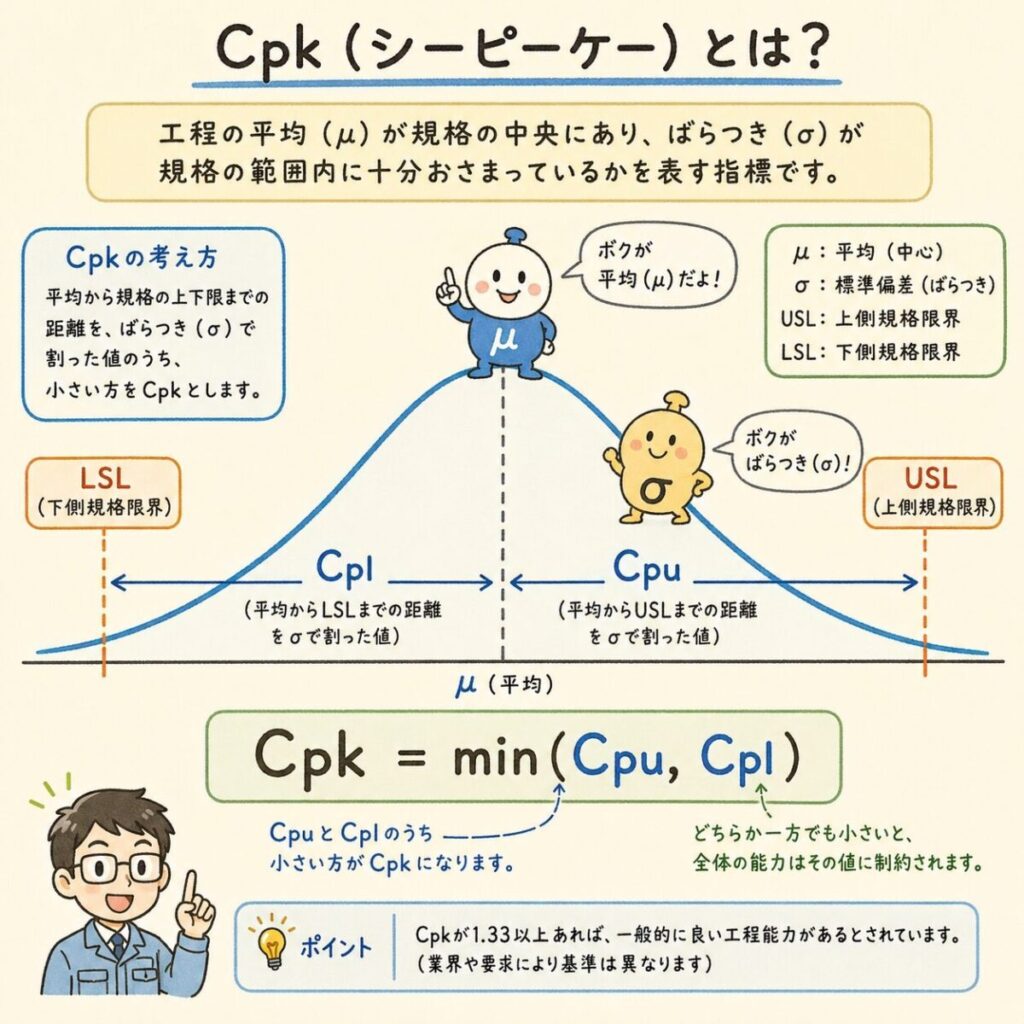
Cpk(工程能力指数)は、工程の出来栄えが規格に対してどれだけ余裕があるかを表す数字です。値が大きいほど良い工程です。
Cpk = min(Cpu, Cpl)
Cpu = (USL − μ) / 3σ / Cpl = (μ − LSL) / 3σ
USL:上限規格 / LSL:下限規格 / μ:平均値 / σ:標準偏差
ざっくりイメージで言うと、「平均から最も近い規格までの距離」を「3σ(=ばらつきの大きさ)」で割った値です。距離が大きく、ばらつきが小さければCpkは大きくなる仕組みです。
| Cpk値 | 判定 | 対応アクション |
|---|---|---|
| Cpk ≥ 1.67 | 非常に良い | 管理を緩めても良い水準 |
| 1.33 ≤ Cpk < 1.67 | 良い | 現状維持 |
| 1.00 ≤ Cpk < 1.33 | 普通 | 改善を検討 |
| Cpk < 1.00 | 不足 | 直ちに改善が必要 |
【QC検定】工程能力指数Cp・Cpkとは?違いと計算方法を図解 →
「Cpk1.33以上」と言われても客先には響かない理由
品質管理の世界では「Cpk1.33以上が望ましい」というのが半ば常識です。でも、これを客先や経営層に伝えるとき、相手は本当にピンと来ているでしょうか?
客先「御社のCpkは現状0.8ですね。1.33以上になりませんか?」
あなた「はい、改善します…」
客先「それで、改善後はどれくらいの不良率になりますか?」
あなた「えーっと…」
← ここでppm換算が出てこないと、客先は不安になります。
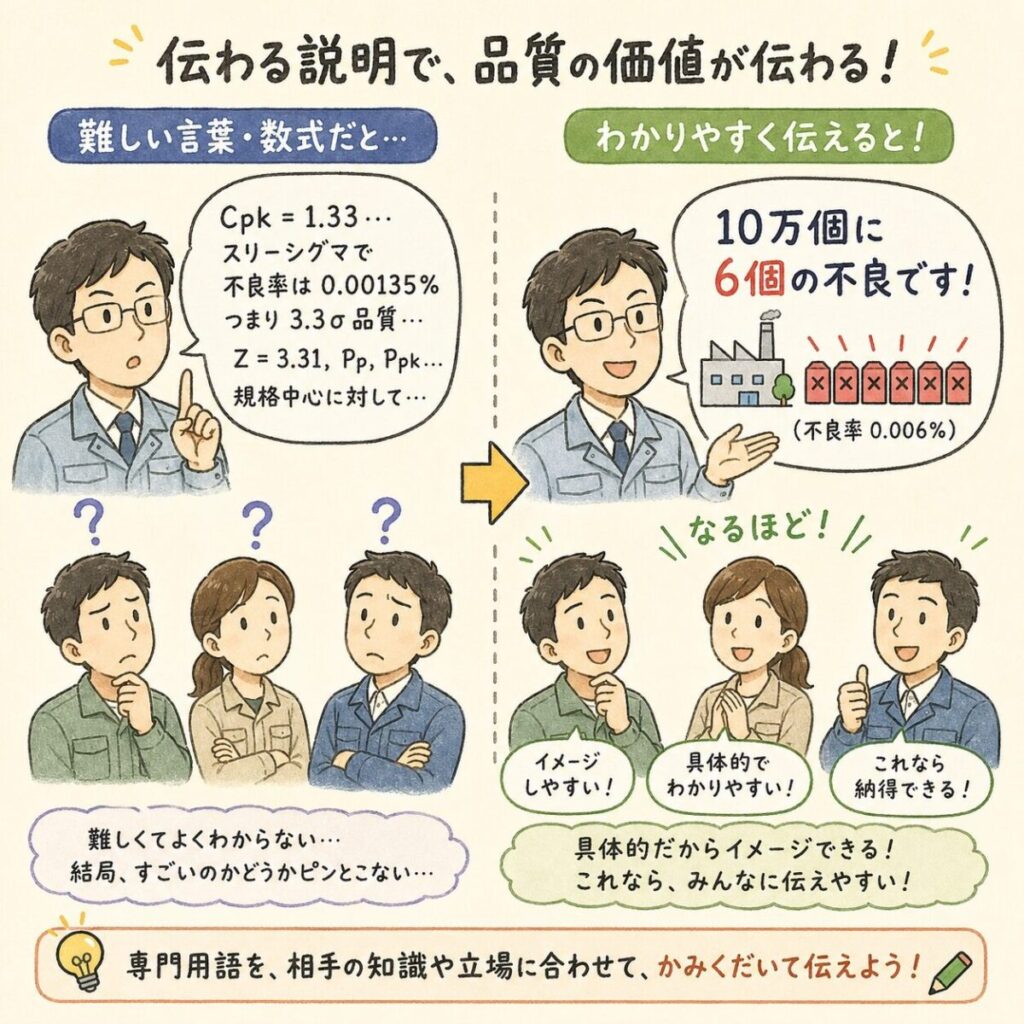
Cpkは技術者向けの指標です。だから経営層・客先・他部署の人と話すときは、「ppm(百万個あたりの不良数)」という共通言語に翻訳する必要があります。
技術者の言葉
- Cpk = 1.33
- 3.3σ品質
- 正規分布の両側
- ← 何のことだか…
経営者の言葉
- 10万個に6個の不良
- 1日100万個生産で60個流出
- クレーム件数換算
- ← 一発で伝わる!
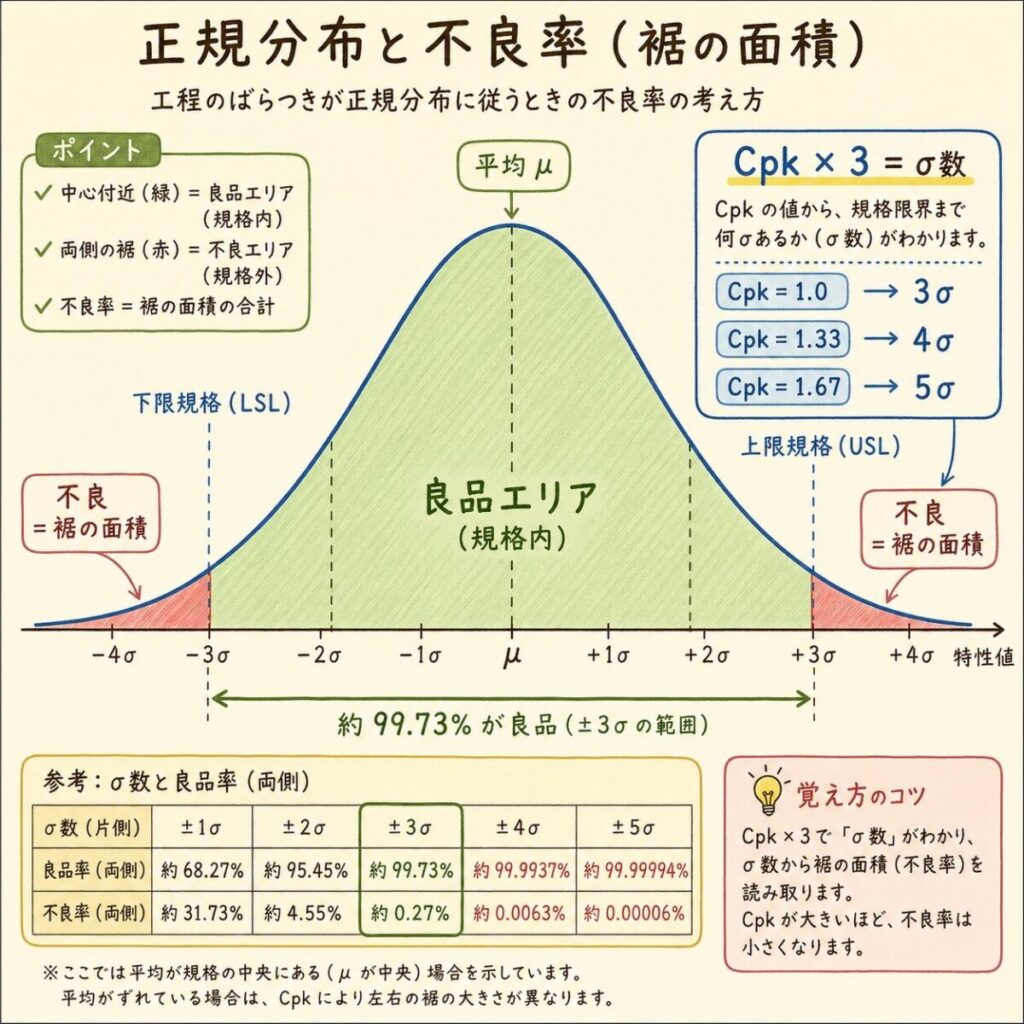
正規分布で不良率を理解する|「裾の面積」がppm
ここからが本記事の核心です。不良率は、正規分布の「規格外側の面積」で計算できます。
工程の出来栄えは、平均値μを中心とした正規分布で表現できます。製品を1個作ったとき、その値は分布のどこかに落ちます。規格を外れた部分の面積=不良発生率になるわけです。
Cpk = 1.0 のとき、平均から最も近い規格まで「3σ離れている」状態です。正規分布で「3σより外側にデータが出る確率」が、そのまま不良率になります。
Cpk=3σの距離を表す
ここで、Cpkの値を3倍するとσ数になることに気づきましたか?Cpk × 3 = σ数 の関係を使うと、ppm換算が一気に楽になります。
【QC検定】管理図の3σ法とは?なぜ±3σで管理限界を引くのか →
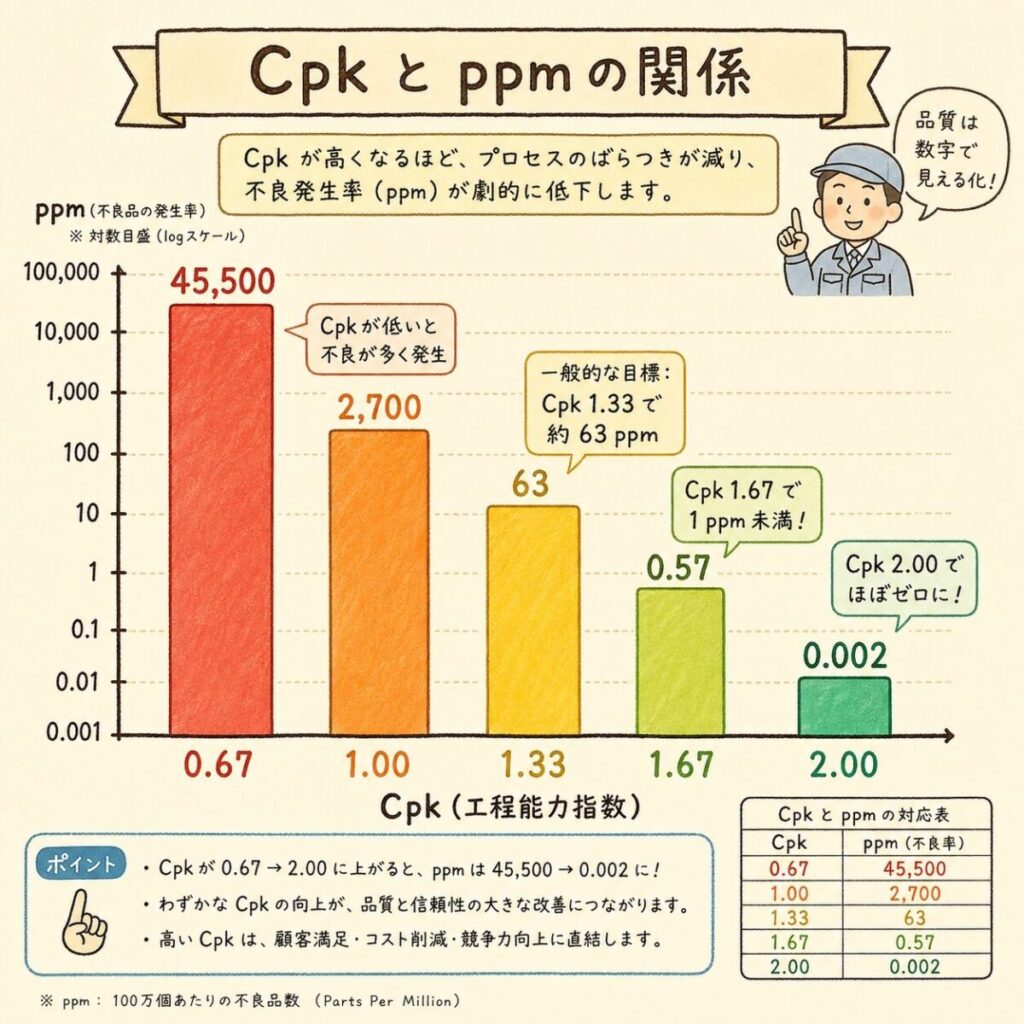
Cpk-ppm換算表|暗記しなくていい、ブクマすればOK
お待たせしました。これが客先や上司の前で即答できる、Cpk-ppm換算表です。両側規格(規格中心に分布が乗っている場合)を前提としています。
| Cpk | σ数 | 不良率(両側) | 100万個生産時の不良数 |
|---|---|---|---|
| 0.33 | 1σ | 317,310 ppm | 31.7万個 |
| 0.67 | 2σ | 45,500 ppm | 4.55万個 |
| 1.00 | 3σ | 2,700 ppm | 2,700個 |
| 1.33 | 4σ | 63 ppm | 63個 |
| 1.67 | 5σ | 0.57 ppm | 0.57個 |
| 2.00 | 6σ | 0.002 ppm | 0.002個(≒ゼロ) |
- Cpk = 1.00 → 2,700 ppm(およそ「千個に3個」のレベル)
- Cpk = 1.33 → 63 ppm(「10万個に6個」のレベル)
- Cpk = 1.67 → 0.6 ppm(「100万個に0.6個」のレベル)
片側規格(最小値だけ規制、または最大値だけ規制)の場合は、上の表の不良率の半分になります。たとえばCpk=1.33の片側規格なら、約31.5ppmです。詳細は片側規格の解説記事を参照してください。
【QC検定】片側規格の工程能力指数|Cpu・Cplの計算方法と使い分け →
自分でppmを計算する方法|正規分布表を使う
換算表を覚えなくても、正規分布の確率(標準正規分布の上側確率)から計算できます。表になく、半端なCpk値の場合に使えます。
不良率 ppm = 2 × P(Z > 3 × Cpk) × 1,000,000
P(Z > z):標準正規分布の上側確率
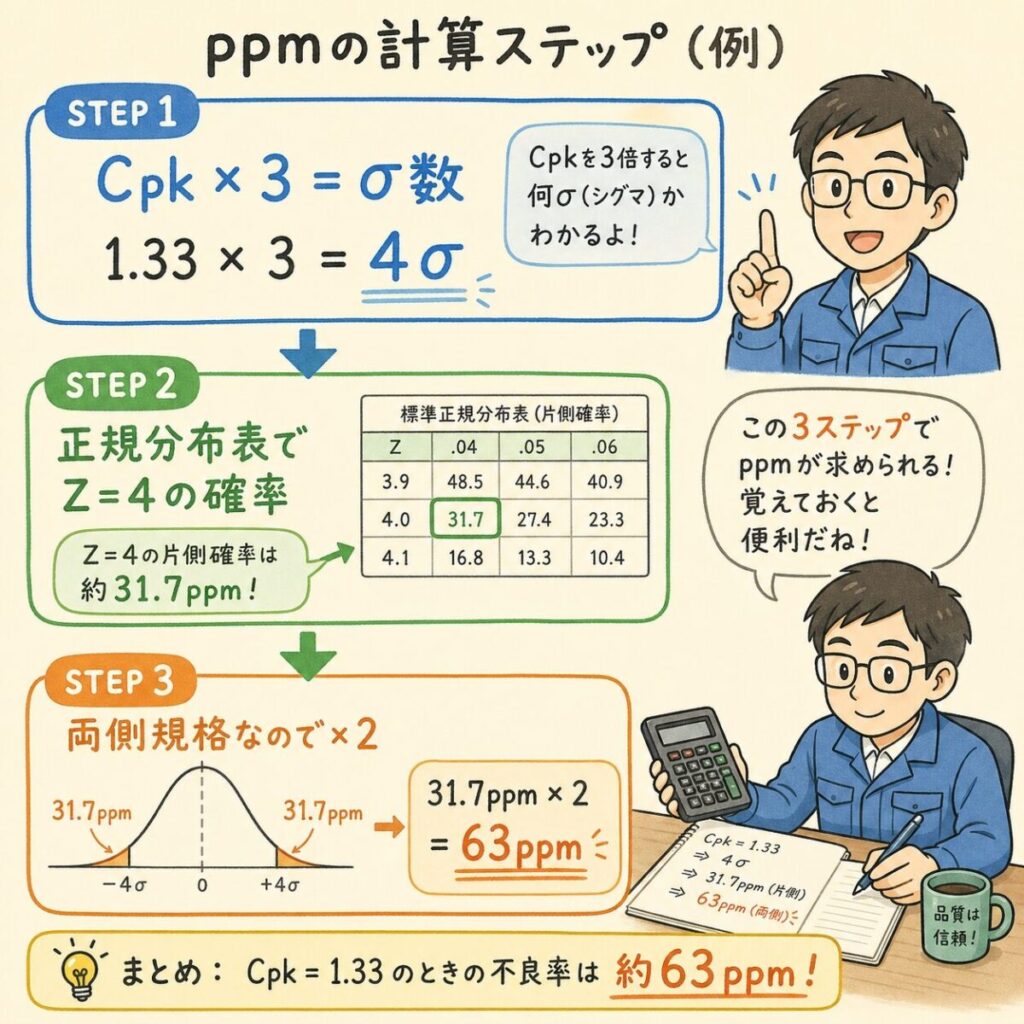
Cpk = 1.33 のときのppmを計算してみる
Cpk × 3 = σ数 を計算
1.33 × 3 = 3.99 ≒ 4.0σ
標準正規分布表から、Z = 4.0 の上側確率を読む
P(Z > 4.0) ≒ 0.0000317(=31.7ppm)
両側規格なので×2
31.7 × 2 = 63.4 ppm
Cpk=1.33 → 約63ppm(換算表と一致!)
Excelで
=2*(1-NORM.S.DIST(3*A1, TRUE))*1000000 (A1にCpk値)と入力すれば、ppm値が出ます。客先報告書に貼るためのテンプレを作っておくと、毎回手計算する必要なし。
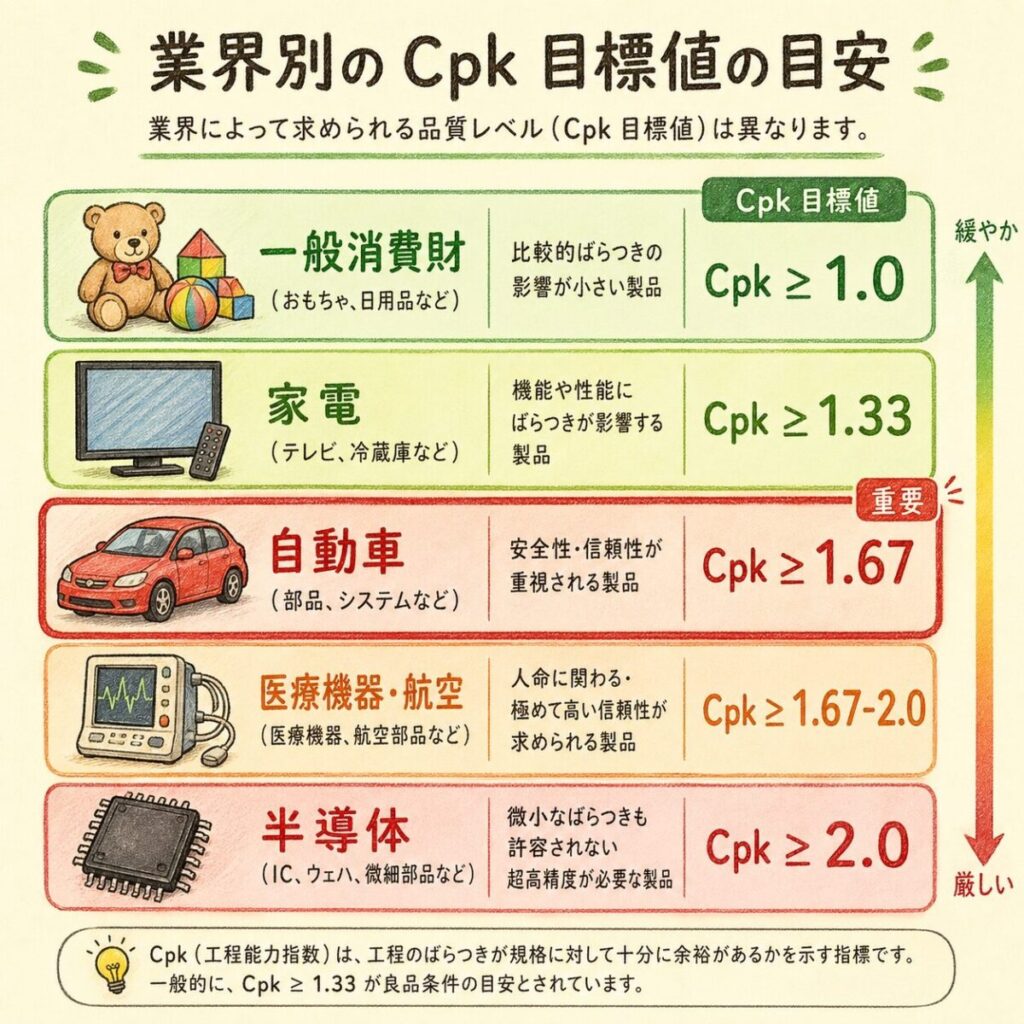
業界別の目標Cpk|なぜ自動車は1.67を要求するのか
業界によって要求されるCpkは異なります。これは「許容できる不良数」が業界によって違うからです。
| 業界 | 目標Cpk | 想定ppm | 背景 |
|---|---|---|---|
| 一般消費財 | ≥ 1.00 | 2,700ppm | 日用品・玩具など |
| 家電・電子機器 | ≥ 1.33 | 63ppm | クレーム対応コスト重視 |
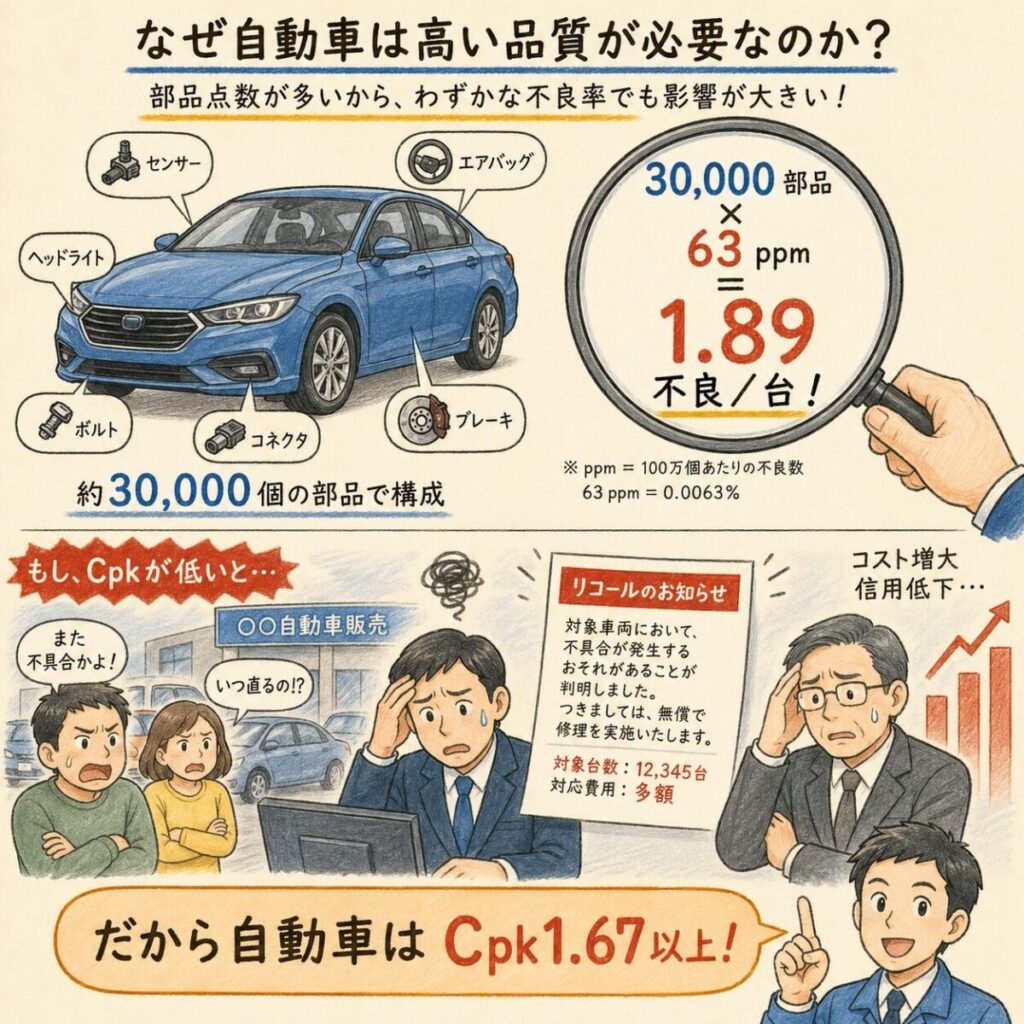
| 自動車部品(IATF16949) | ≥ 1.67 | 0.57ppm | 人命に直結。リコール=数億円 |
| 医療機器・航空宇宙 | ≥ 1.67〜2.00 | 0.002ppm | 「ゼロ不良」が前提 |
| 半導体(先端品) | ≥ 2.00 | 0.002ppm | DPMO管理 |
完成車1台に部品が約3万点。各部品のCpkが1.33(63ppm)だと…
3万点 × 63ppm = 1台あたり1.89個の不良が混入する計算になります。これではリコール頻発。だから自動車業界はCpk1.67以上を要求するわけです。
【QC検定】工程能力指数の判定基準|1.67・1.33・1.00・0.67の意味と対処法 →
Cpkを0.33上げると、不良が約100倍減る
換算表を見ると、ある事実に気づきます。Cpkが0.33上がるごとに、不良率が約30〜100倍減っていくのです。
これは正規分布の「裾」が指数関数的に小さくなるからです。中心から離れるほど確率密度が急激に下がるので、わずかな指数の改善でも不良率は劇的に減ります。
「現状Cpk1.0を1.33まで改善することで、不良率を2,700ppmから63ppmへ、約43倍改善する見込みです」と言えば、客先は具体的なメリットを認識できます。「Cpkを0.33上げます」だけでは伝わりません。
ppmを使うときの注意点|「理論値」と「実測値」のズレ
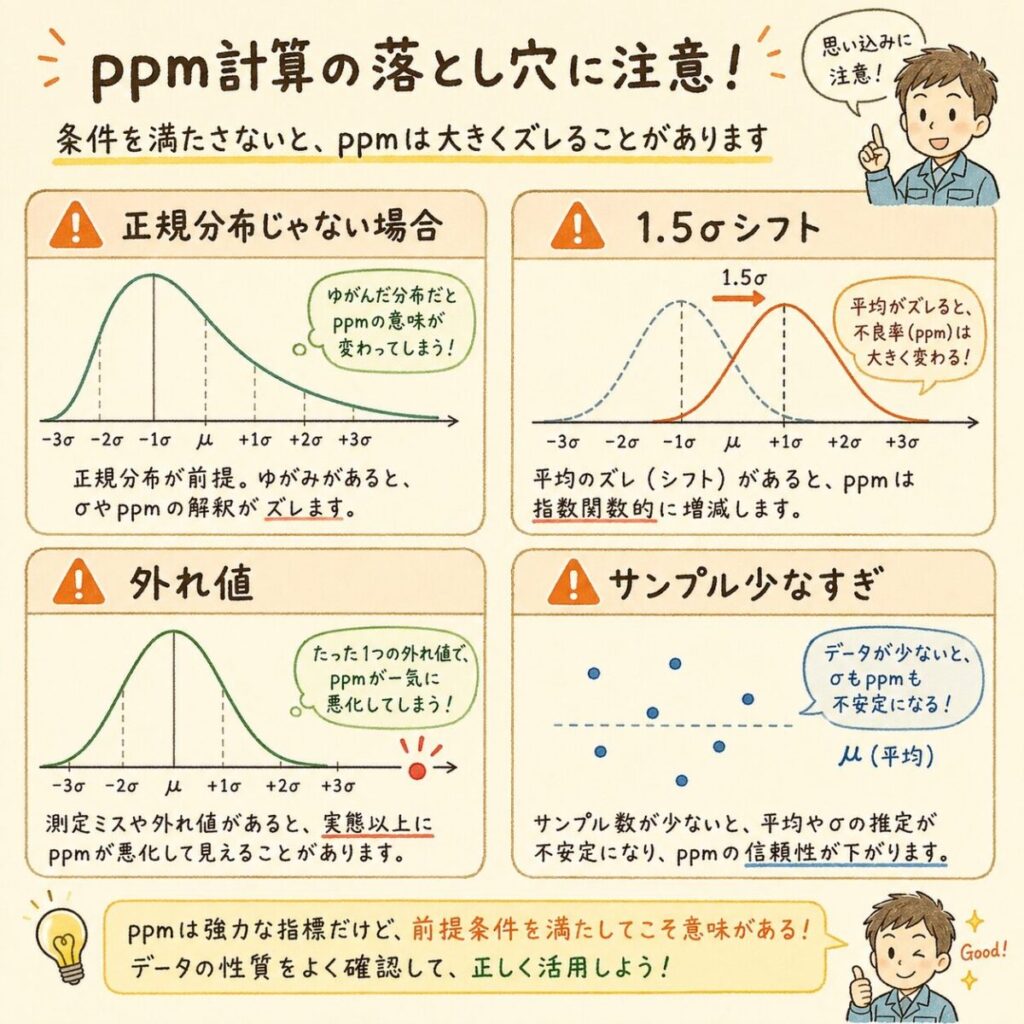
換算表のppm値は、あくまで理論値(正規分布を仮定した場合)です。実際の工程ではいくつか注意点があります。
正規分布前提
工程データが正規分布から外れている場合(歪みや尖度がある)、計算上のppmは実態と異なります。ヒストグラムや正規性検定で必ず事前確認を。
長期変動(1.5σシフト)
シックスシグマでは「長期的には平均が±1.5σずれる」と仮定し、見かけのCpk値より低い不良率を採用します。たとえばCpk2.0は理論0.002ppmですが、シックスシグマでは3.4ppmと考えます。
外れ値・異常値
Cpkは正常データのみを表します。設備故障、人為ミスなど、突発的な不良はppmに含まれません。
サンプル数が少ない場合
20〜30個程度のサンプルから出したCpkは、信頼区間が広く、ppm換算も誤差が大きいです。最低でも100個以上のデータを使うのが望ましい。
CpkとPpkは似ていますが、Cpkは「短期能力(群内ばらつきベース)」、Ppkは「長期能力(全データベース)」を示します。客先資料を作るときは、どちらでppmを語っているのか必ず明確にしましょう。
【完全図解】CpkとPpkの違い|「練習では上手いのに本番で失敗する」工程の正体を暴く →

まとめ|Cpkを「ppm」に翻訳できる人になる
- Cpk × 3 = σ数。Cpk1.33なら4σ、1.67なら5σ余裕がある
- 不良率は正規分布の「規格外側の面積」として計算できる
- 覚えるべき3つの値:Cpk1.0=2,700ppm/1.33=63ppm/1.67=0.6ppm
- Cpkが0.33上がるごとに不良率は30〜100倍減少する
- 業界目標:消費財1.0、家電1.33、自動車1.67、医療1.67〜2.0
- 注意点:正規分布前提、1.5σシフト、サンプル数、CpkとPpkの違い
- Excel:
=2*(1-NORM.S.DIST(3*Cpk値, TRUE))*1000000で計算可能
工程能力指数のCpkを「ppm」という共通言語に翻訳できるようになると、客先・経営層・他部署とのコミュニケーションが一段スムーズになります。「Cpkを上げます」ではなく「不良ppmを43倍減らします」と言えるエンジニアは、社内でも頼られる存在になります。
📚 次に読むべき記事
本記事の前提となるCpkの定義式と計算手順をしっかり押さえる。
判定基準ごとの改善アクションを具体的に学ぶ。
短期能力と長期能力の違い、客先資料で混同しないために必読。
片側規格でppmが半分になる理由と計算方法を完全マスター。
本記事で使った「3σ」の根拠を統計的に理解する。
「Cpk低い→ppm多い」が分かったあと、何をすべきか実務手順。