{kind=link}
- 「この測定器のGR&R出して」と言われたが、EV・AV・PVの計算式が意味不明
- %GR&Rが10%を超えてしまい、「測定器を変えろ」と言われたが本当にそれで解決するのか疑問
- Minitabなど統計ソフトがない環境で、Excelだけで計算しなければならない
- MSAの「5つの評価項目」のうち、ゲージR&R以外の3つ(偏り・安定性・直線性)が何なのかよくわからない
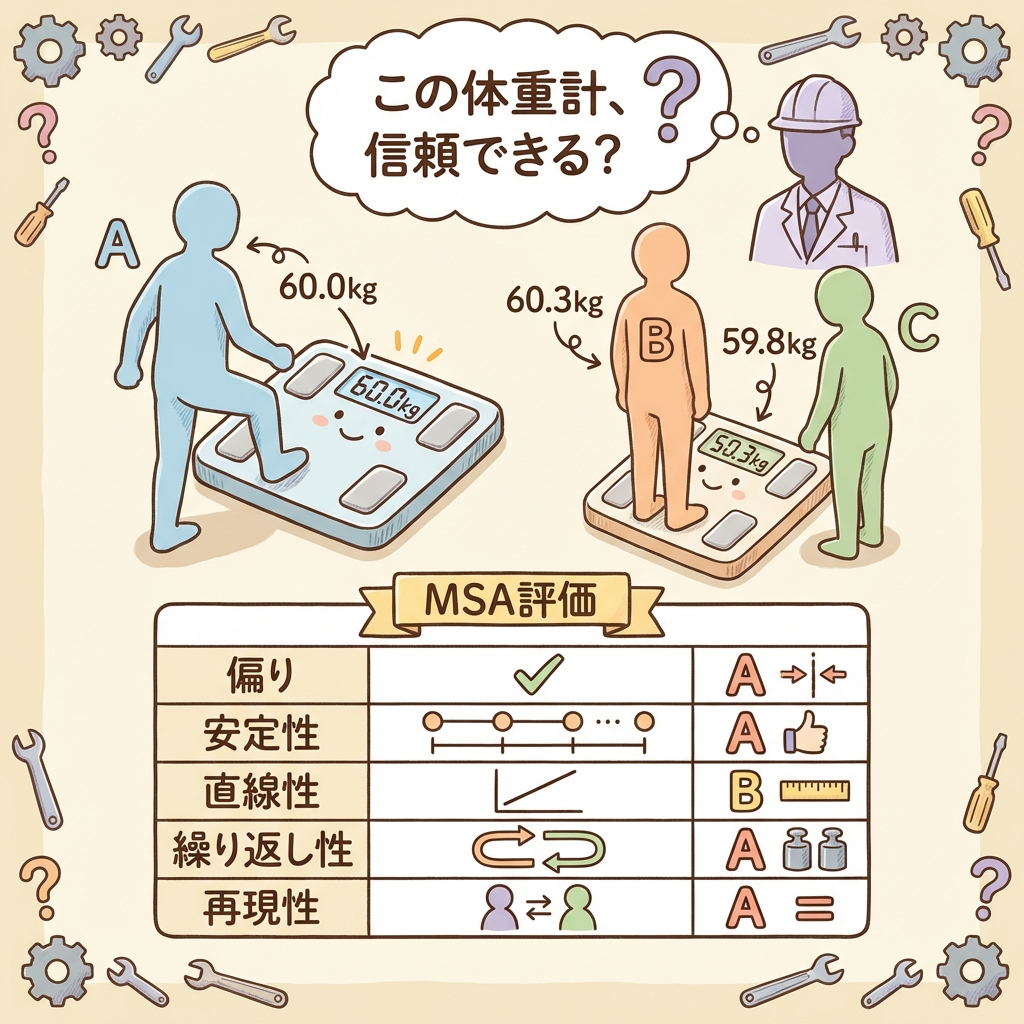
- MSAとは何か?を「体重計の信頼性テスト」のイメージで一発理解
- MSAの5つの評価項目(偏り・安定性・直線性・繰り返し性・再現性)の全体像
- ゲージR&Rの計算手順を、具体的な数値例+Excelの関数で完全再現
- %GR&Rの判定基準(10%/30%ルール)とNDC(知覚区分数)の意味
- 「%GR&Rが大きい」ときの改善アクション
自動車部品の品質管理において、MSA(Measurement Systems Analysis:測定システム解析)は「測定データそのものが信頼できるか?」を検証するプロセスです。いくら工程能力指数(Cpk)を計算しても、その元となる測定値にバラつきが大きければ、結果は信用できません。
結論から言うと、MSAとは「測定器の成績表を作る作業」です。テストの採点者が毎回違う点数をつけるなら、そのテストの結果は信頼できませんよね。MSAは「この採点者(=測定器+測定者)は信頼できるか?」を数値で証明する仕組みです。
この記事では、MSAの中で最も実施頻度が高い「ゲージR&R」の計算手順を、具体的な数値例を使ってExcelで再現します。統計ソフトがなくても大丈夫です。
目次
MSAとは?「測定器の成績表」を30秒で理解する
正式名称:Measurement Systems Analysis(測定システム解析)
策定者:AIAG(米国自動車産業アクション・グループ)
現行版:第4版(2010年発行)
位置づけ:IATF16949の5つのコアツールの1つ
ひとこと:「その測定器と測定者、本当に信頼できますか?」を数値で証明する
MSAは「測定システム」の信頼性を評価します。ここで言う「測定システム」とは、測定器だけでなく測定器+測定者+測定方法+測定環境の組み合わせ全体のことです。たとえば同じノギスを使っても、Aさんが測ると10.02mm、Bさんが測ると10.05mmになるかもしれません。このバラつきを数値化し、「許容範囲内か?」を判定するのがMSAです。
🎯 MSAの5つの評価項目
MSAでは、測定システムのバラつきを5つの視点で評価します。大きく分けると「中心のズレ(正確さ)」と「バラつきの大きさ(精度)」の2グループです。
| グループ | 項目 | 英語 | 何を見ている?(体重計のたとえ) |
|---|---|---|---|
| 正確さ (中心のズレ) |
偏り | Bias | 体重60kgの人を量ったら、毎回61kgと表示される→1kgの偏りがある |
| 安定性 | Stability | 朝は正確なのに、夕方になると0.5kgズレる→時間経過で偏りが変化している | |
| 直線性 | Linearity | 50kgでは正確だが、100kgになると2kgズレる→測定範囲によって偏りが変化する | |
| 精度 (バラつき) |
繰り返し性 | Repeatability | 同じ人が同じ体重計に3回乗ったら、60.0→60.2→59.8と表示された→同一条件でのバラつき |
| 再現性 | Reproducibility | Aさんが量ると60.0kg、Bさんが量ると60.3kg→測定者間のバラつき |
偏り・安定性・直線性は「校正」で対応する項目です。繰り返し性・再現性は「ゲージR&R」で評価します。実務で最も頻繁に実施するのがゲージR&Rであり、PPAPの項目⑧(MSA)で提出が求められるのもこれです。
ゲージR&Rとは?EV・AV・PVの関係を図で理解する
ゲージR&R(Gage Repeatability and Reproducibility)は、測定システムのバラつきを「繰り返し性(R:Repeatability)」と「再現性(R:Reproducibility)」に分解して評価する手法です。
📊 測定で観測されるバラつきの構造
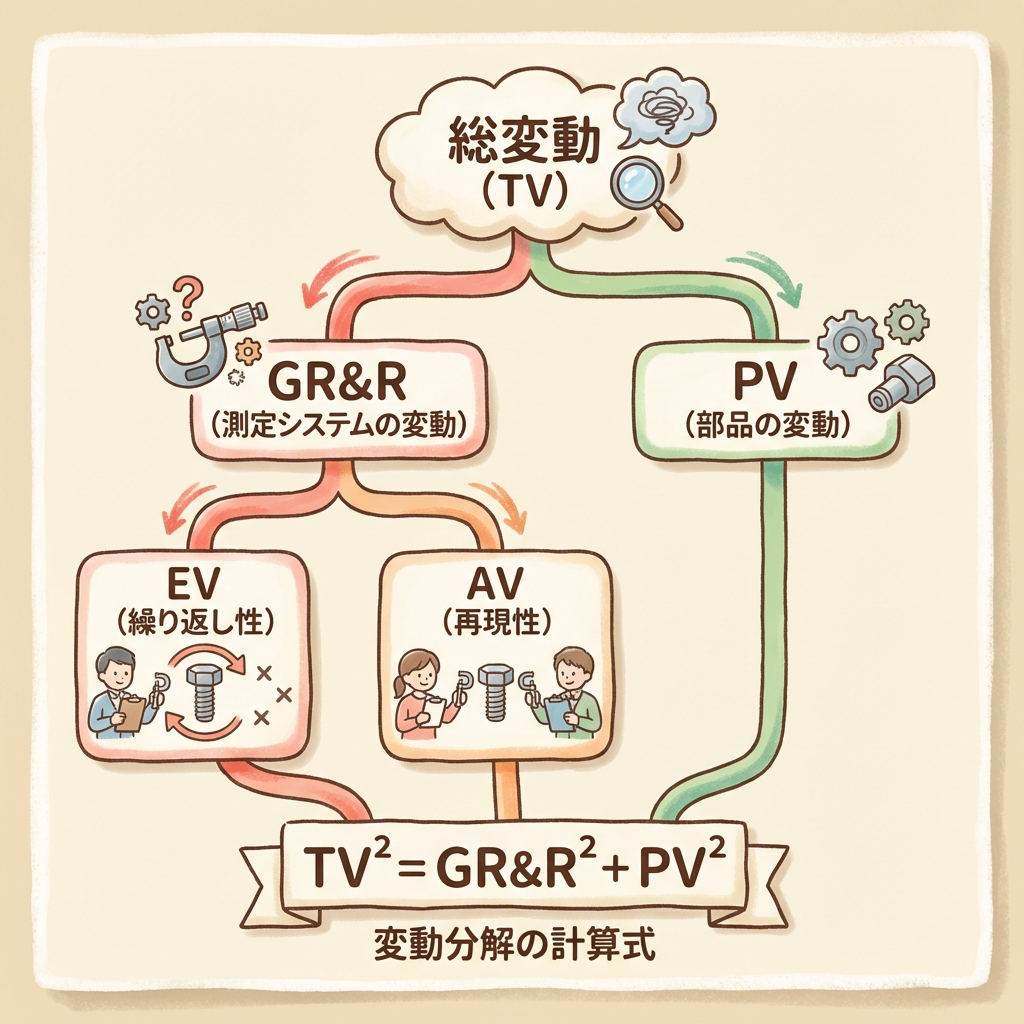
工場で製品を測定したとき、観測されるバラつき(Total Variation:TV)は、実は以下の3つのバラつきが混ざったものです。
(Equipment
Variation)
同じ物を
何度測っても
出るバラつき
(Appraiser
Variation)
出るバラつき
(測定者間の
差)
バラつきなので、
測定システムの問題
ではない。
✅ むしろ大きいほうが良い
(部品間の差を
検出できている証拠)
① GR&R = √(EV² + AV²) …測定系のバラつき
② TV = √(GR&R² + PV²) …観測される全バラつき
③ %GR&R = (GR&R / TV) × 100 …全バラつきに占める測定系の割合
%GR&Rが小さいほど「測定系のバラつきが小さい=測定が信頼できる」ことを意味します。逆に%GR&Rが大きいと「観測されるバラつきのうち、測定器や測定者のせいで発生しているバラつきが多い=製品の本当の姿が見えていない」ことになります。
ゲージR&Rの計算をExcelで再現する【準備編】
ここからは、具体的な数値例を使ってゲージR&Rの計算手順を1ステップずつ解説します。計算方法は「平均値-範囲法(X̄-R法)」を使います。これはAIAG MSAマニュアル第4版に掲載されている標準的な方法であり、Excelだけで計算できます。
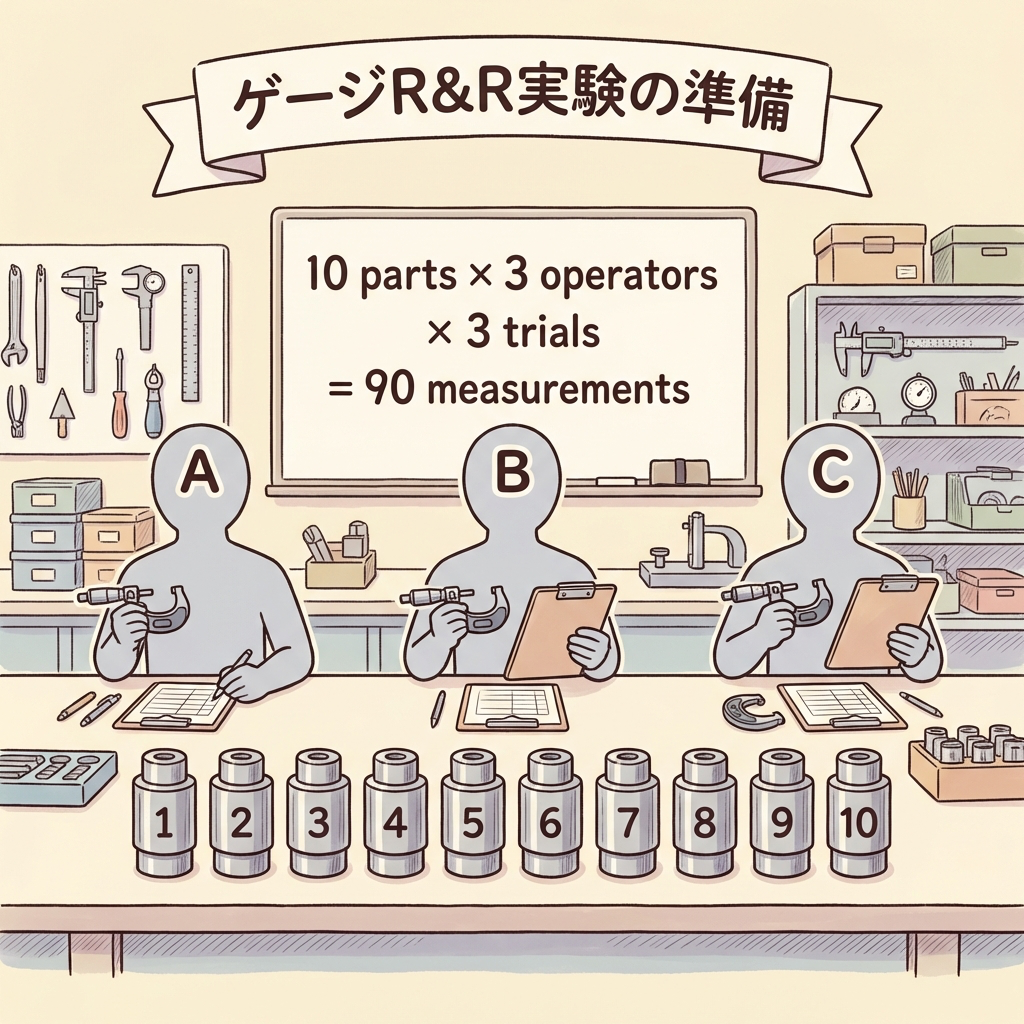
🔬 実験条件
| 測定対象 | 金属部品の外径(公差:10.00 ± 0.10 mm) |
| 測定器 | マイクロメータ(最小読取値 0.001mm) |
| 部品数(a) | 10個 |
| 測定者数(b) | 3人(A, B, C) |
| 繰り返し回数(r) | 3回 |
| 総測定回数 | 10 × 3 × 3 = 90回 |
📊 測定データ(単位:mm)
以下は測定者A・B・Cがそれぞれ10個の部品を3回ずつ測定した結果です。実際のExcelでは横長の表になりますが、ここでは測定者Aのデータを示します(B・Cも同様の形式で記録)。
| 部品 | 1回目 | 2回目 | 3回目 | 平均 X̄ | 範囲 R |
|---|---|---|---|---|---|
| 1 | 9.95 | 9.96 | 9.94 | 9.950 | 0.020 |
| 2 | 10.01 | 10.02 | 10.00 | 10.010 | 0.020 |
| 3 | 9.98 | 9.97 | 9.99 | 9.980 | 0.020 |
| … | (部品4~10も同様に記録) | ||||
平均 X̄:
=AVERAGE(B2:D2)範囲 R:
=MAX(B2:D2)-MIN(B2:D2)これを各測定者×各部品の全行に適用します。
10個の部品は公差範囲全体をカバーするように選ぶこと。全部が規格中央付近の部品だと、PV(部品間のバラつき)が小さくなり、%GR&Rが実際よりも大きく算出されてしまいます。小さめ・中くらい・大きめの部品を意図的に混ぜてください。
ゲージR&Rの計算をExcelで再現する【計算編】
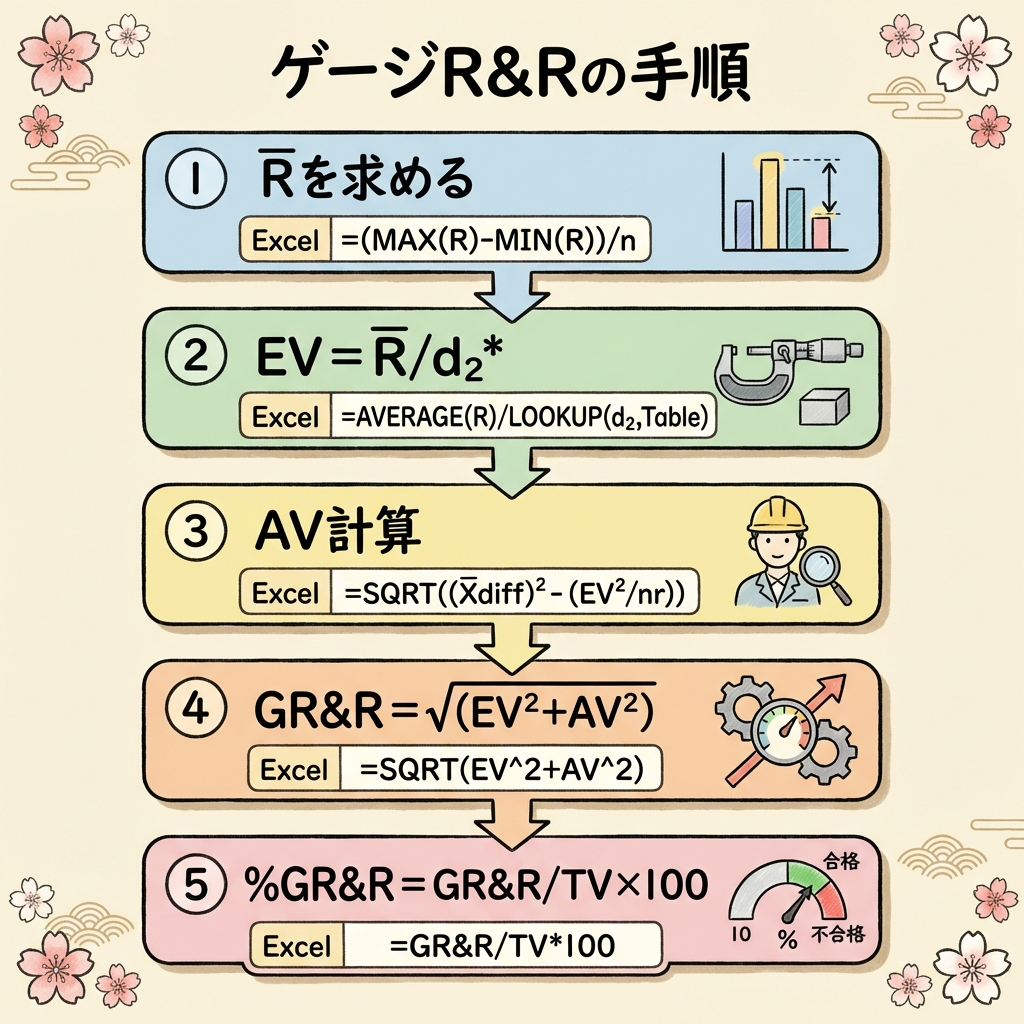
データが揃ったら、以下の5ステップでEV・AV・PV・GR&R・%GR&Rを順番に計算します。計算に使う「d₂*」と「K」は定数表(AIAGマニュアル付録)から取得します。ここでは部品10個・測定者3人・繰り返し3回の条件で進めます。
🔢 STEP 1:R̄(範囲の平均)を求める
各測定者の10個分の範囲Rの平均を計算し、さらに全測定者の平均を求めます。
R̄B = 測定者Bの10個の範囲の平均
R̄C = 測定者Cの10個の範囲の平均
R̄̄(全体の範囲平均)= (R̄A + R̄B + R̄C) / 3
Excel:
=AVERAGE(R̄A, R̄B, R̄C)
仮にR̄̄ = 0.023 mmとなったとします。
🔢 STEP 2:EV(繰り返し性)を求める
d₂*は定数表から取得。繰り返し3回・(部品10×測定者3=)群数30の場合、d₂* = 1.6926
EV = 0.023 / 1.6926 = 0.01359 mm
Excel:
=R̄̄のセル/1.6926
🔢 STEP 3:AV(再現性)を求める
各測定者の全体平均(X̄̄A, X̄̄B, X̄̄C)の最大値と最小値の差(X̄DIFF)を使います。
X̄DIFF = MAX(X̄̄A, X̄̄B, X̄̄C) − MIN(X̄̄A, X̄̄B, X̄̄C)
d₂*(測定者3人・群数1の場合)= 1.9060
n = 部品数 = 10、r = 繰り返し回数 = 3
仮にX̄DIFF = 0.008 mmの場合:
AV = √[(0.008/1.9060)² − (0.01359²/(10×3))]
AV = √[0.00001762 − 0.00000614] = √0.00001148 = 0.003389 mm
※ルート内が負になった場合、AV = 0 とします(再現性が繰り返し性より小さい場合)。
🔢 STEP 4:GR&R・PV・TVを求める
GR&R = √(0.01359² + 0.003389²) = √(0.0001847 + 0.00001149) = √0.0001962 = 0.01400 mm
PV(部品間のバラつき)は、10個の部品の全体平均の範囲Rpを使います。
Rp = 部品10個の全体平均の最大値 − 最小値
d₂*(部品10個・群数1の場合)= 3.1729
仮にRp = 0.120 mmの場合:
PV = 0.120 / 3.1729 = 0.03782 mm
TV = √(0.01400² + 0.03782²) = √(0.000196 + 0.001430) = √0.001626 = 0.04033 mm
🔢 STEP 5:%GR&Rを求めて判定する
%GR&R = (0.01400 / 0.04033) × 100 = 34.7%
この例では%GR&R = 34.7%であり、30%を超えているため「不合格:改善が必要」と判定されます。
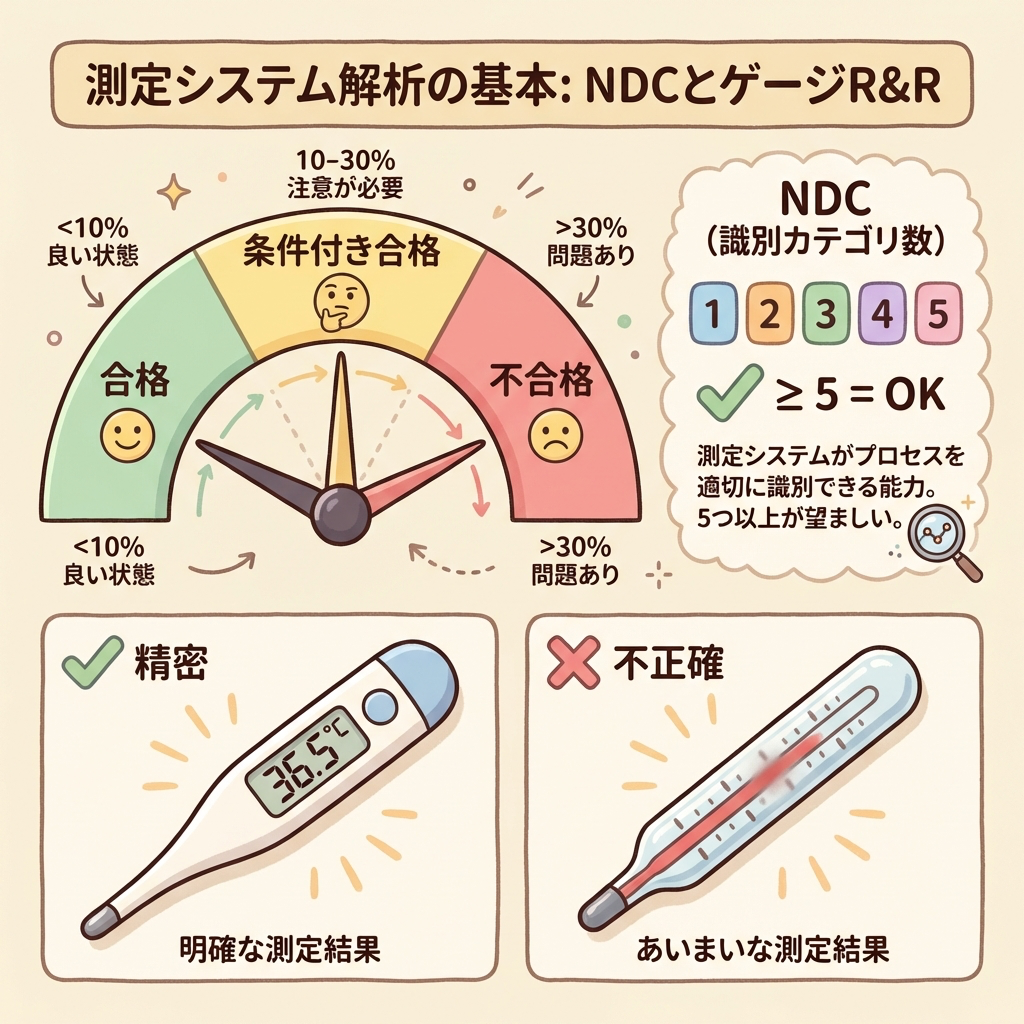
判定基準|10%/30%ルールとNDC
📊 %GR&Rの判定基準(AIAGマニュアル準拠)
| %GR&R | 判定 | 意味とアクション |
|---|---|---|
| < 10% | ✅ 合格 | 測定システムは優秀。そのまま使用OK。 |
| 10~30% | △ 条件付き合格 | 用途や重要度に応じて使用可否を判断。改善の検討を推奨。 |
| > 30% | ❌ 不合格 | 測定システムは改善必須。原因を特定し、測定器の変更・手順の見直し・教育を実施する。 |
🔢 NDC(知覚区分数)とは?
NDC(Number of Distinct Categories)は、「この測定システムで製品のバラつきを何段階に区別できるか」を示す指標です。
判定基準:NDC ≧ 5 で合格
先ほどの例:NDC = 1.41 × (0.03782 / 0.01400) = 1.41 × 2.70 = 3.81
→ 5未満なので不合格。測定システムは部品のバラつきを十分に区別できていない。
「%GR&Rは10%以下なのに、NDCが5未満」というケースは実は起こりません(数学的に連動しているため)。どちらか一方だけを見ればOKですが、顧客によってはNDCの報告も求めるため、両方計算しておくと安心です。
%GR&Rが大きい!ときの改善アクション
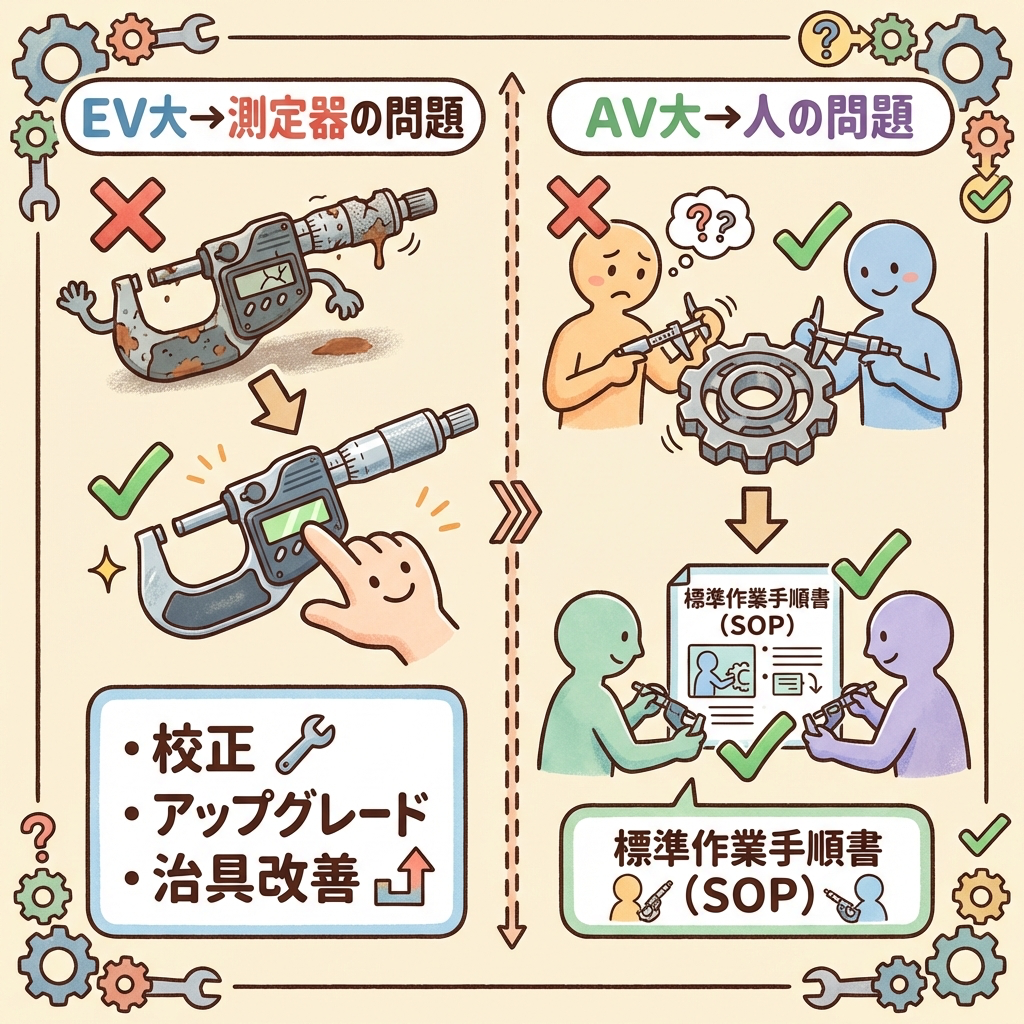
%GR&Rが30%を超えた場合、まず「EVとAVのどちらが大きいか」を確認してください。原因によって打ち手が全く異なります。
🔍 EV(繰り返し性)が大きい場合 → 測定器の問題
| 原因 | 改善アクション |
|---|---|
| 測定器の分解能が不足 | 公差の1/10以下の分解能を持つ測定器に変更する(公差0.10mmなら分解能0.01mm以下) |
| 測定器の摩耗・劣化 | 校正の実施、またはメーカーによるオーバーホール |
| 測定治具のガタつき | 治具の固定方法を改善、位置決めピンの追加 |
| 温度・振動などの環境要因 | 恒温室での測定、防振台の設置 |
🔍 AV(再現性)が大きい場合 → 測定者・手順の問題
| 原因 | 改善アクション |
|---|---|
| 測定手順が標準化されていない | 測定SOP(標準作業手順書)を作成し、全測定者に教育する |
| 測定者の技量差 | 測定トレーニングの実施、熟練者とペアで練習 |
| 測定ポイントの曖昧さ | 図面上で測定箇所を明確に指示(バルーン図面の活用) |
%GR&Rの分母はTV(全バラつき)です。サンプルとして選んだ10個の部品のバラつき(PV)が小さすぎると、測定器に問題がなくても%GR&Rが大きく見えてしまいます。「%GR&Rが30%超」のとき、まず確認すべきは「サンプルの選び方は適切だったか?」です。
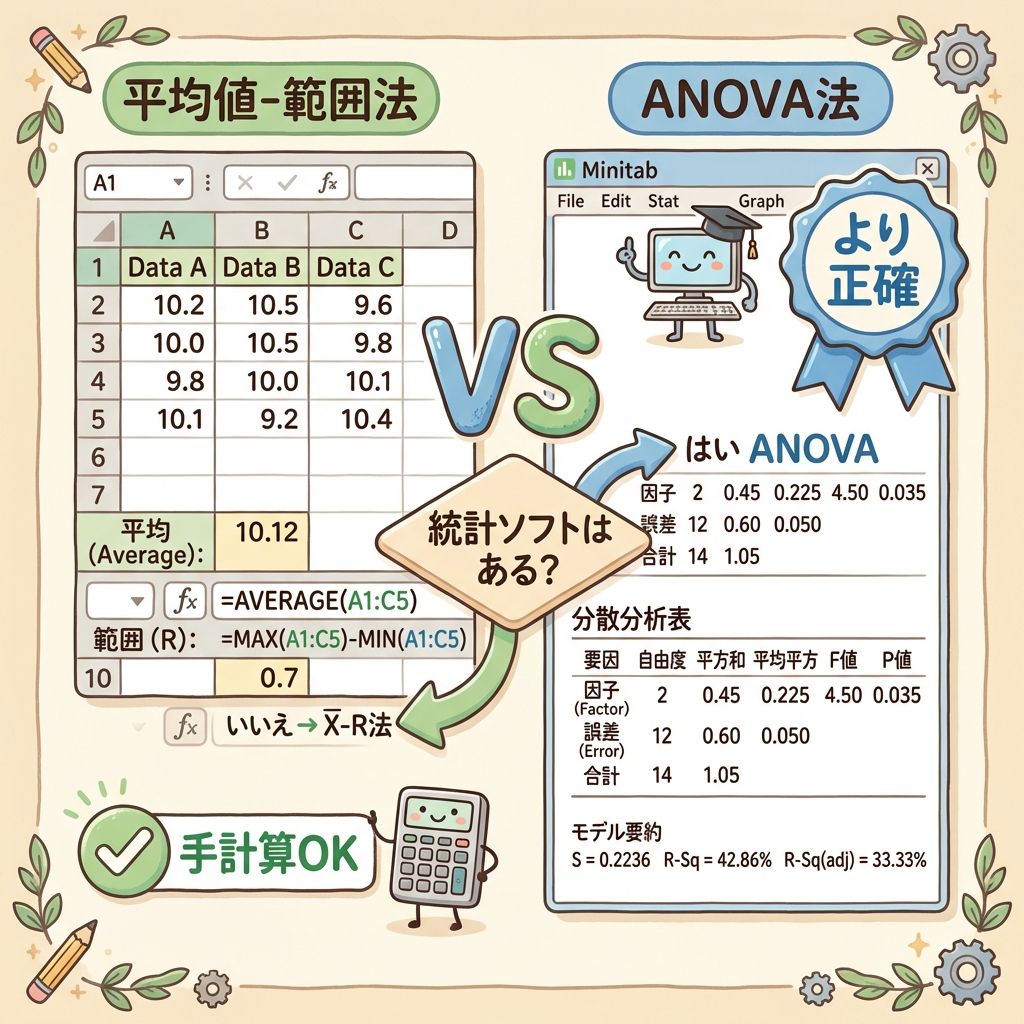
平均値-範囲法とANOVA法の違い|どちらを使うべきか?
ゲージR&Rの計算方法には大きく2つの方法があります。この記事で解説した「平均値-範囲法(X̄-R法)」と、分散分析を使う「ANOVA法」です。
| 比較項目 | 平均値-範囲法(X̄-R法) | ANOVA法 |
|---|---|---|
| 精度 | やや低い(近似計算) | 高い(分散を正確に分解) |
| 交互作用 | 評価できない | 評価できる(部品×測定者の交互作用) |
| 計算の難易度 | Excelだけで可能 | 統計ソフト推奨(Minitabなど) |
| 使用場面 | 統計ソフトがない現場、簡易評価 | 正式な評価、PPAP提出用 |
Minitabなどの統計ソフトが使えるならANOVA法を使ってください。より正確な結果が得られ、「部品と測定者の交互作用」(特定の部品を特定の測定者が測ると結果が変わる現象)も検出できます。統計ソフトがない場合は、この記事で解説した平均値-範囲法をExcelで実施してください。
まとめ:MSAは「測定データの信頼性を守る番人」
この記事の結論
✅ MSAとは「測定器+測定者+手順+環境」の測定システム全体の信頼性を数値で証明する手法
✅ 評価項目は5つ:偏り・安定性・直線性・繰り返し性・再現性(後者2つがゲージR&R)
✅ %GR&R < 10% で合格、10~30%で条件付き合格、30%超で不合格
✅ NDC ≧ 5 が合格基準(知覚区分数)
✅ EVが大きければ測定器の問題、AVが大きければ測定者・手順の問題
✅ サンプルの選び方が悪い(PVが小さい)と%GR&Rが不当に大きくなるため注意
✅ Excelで計算するなら平均値-範囲法、統計ソフトがあるならANOVA法を推奨
MSAは「地味だけど、これをサボると全ての品質データの信頼性が崩れる」という、品質管理の屋台骨です。特にIATF16949の審査やPPAPの提出においては、MSAの結果が不十分だと一発で指摘されます。この記事の計算手順をExcelに組み込んで、自社の測定システムの「成績表」を作ってみてください。
📚 次に読むべき記事
IATF16949のコアツール「FMEA」の作成方法を実務レベルで解説。
MSAで測定の信頼性を確認した後、工程能力を正しく評価する方法。
SPC(統計的工程管理)の基本である管理図の読み方を初心者向けに解説。
💭 この記事を読んでいるあなたへ
品質管理の仕事は「正解がわかりにくい」ことが多く、「自分の判断は本当にこれでいいのか」と不安になることもありますよね。もし、今の仕事やキャリアについて立ち止まって考えたいなら、こちらの記事も参考にしてみてください。