
{kind=link}
- 「計測」「測定」「計量」「計数」の違いがわからない…
- 「真の値」って何?なぜ測定値と違うの?
- SI単位って聞いたことあるけど、何が基本単位なの?
- 正確な測定をするために、何を意識すればいいの?
- 計測・測定・計量・計数の違いと使い分け
- 真の値と測定値の関係、誤差の種類
- SI単位系の7つの基本単位
- 正確な測定を行うための5つの原則
品質管理の世界では、「測る」という行為がすべての基本になります。
製品の寸法、重さ、温度、時間…。これらを正しく測れなければ、「良い製品」と「悪い製品」を区別することすらできません。
でも、「計測」「測定」「計量」「計数」という似たような言葉が出てきて、違いがよくわからない…という方も多いのではないでしょうか?
この記事では、計測の基本用語から、正確な測定を行うための原則まで、初心者の方にもわかりやすく解説していきます。
品質管理・品質保証に関わるすべての人に必要な知識ですので、ぜひ最後までお読みください。
目次
計測・測定・計量・計数の違い
まずは、混同しやすい4つの用語の違いを整理しましょう。
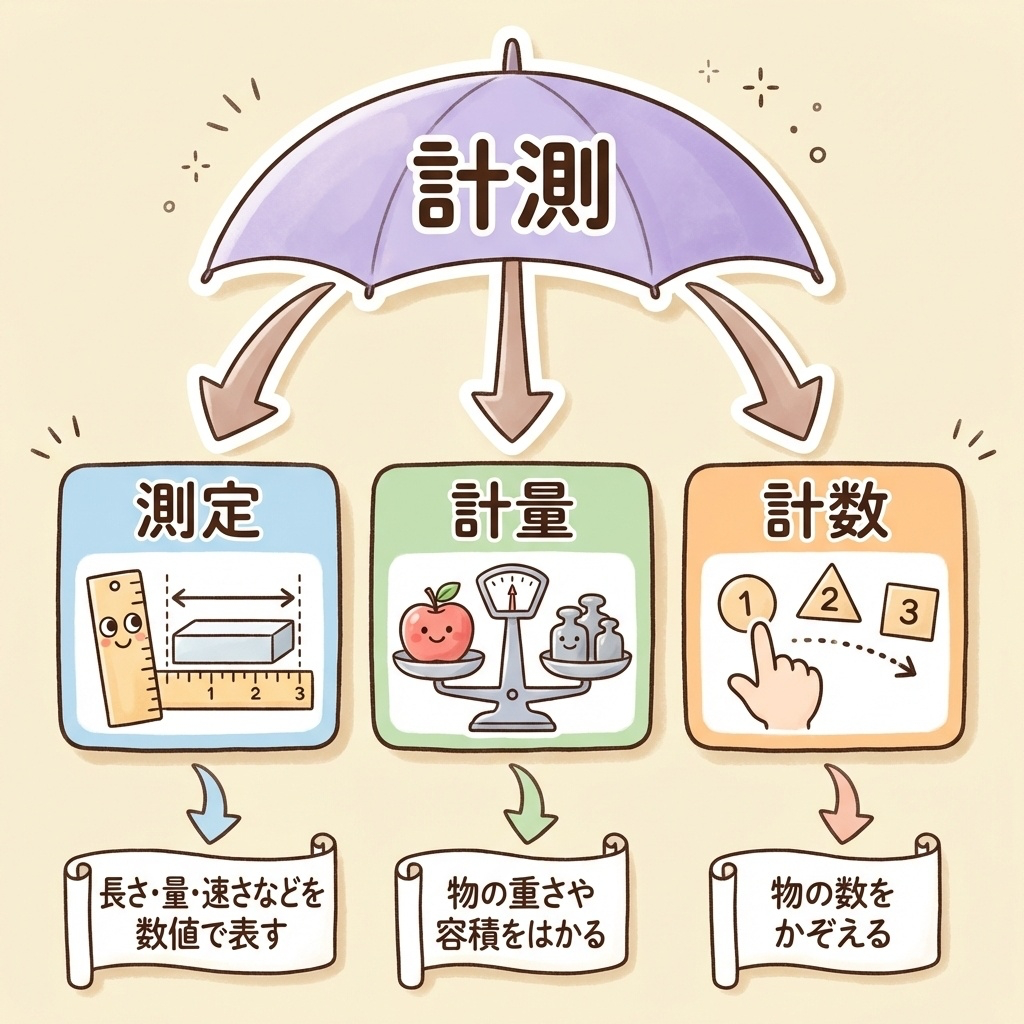
「計測」が最も広い概念
結論から言うと、「計測」が最も広い概念で、他の3つを含んでいます。
イメージとしては、「計測」という大きな傘の下に、「測定」「計量」「計数」がぶら下がっている感じです。
計測 > 測定・計量・計数
※ 計測は「測定」「計量」「計数」を包含する上位概念
4つの用語の定義と具体例
| 用語 | 定義 | 具体例 |
|---|---|---|
| 計測 | 特定の目的のために、対象の量を測定器を使って明らかにすること | 品質検査、工程管理、研究開発における測定全般 |
| 測定 | ある量を、基準となる量と比較して数値で表すこと | 長さを定規で測る、温度を温度計で測る |
| 計量 | 取引や証明のために、法律(計量法)に基づいて行う測定 | スーパーでの肉の重さ、ガソリンの量、電気メーター |
| 計数 | 対象の個数を数えること | 不良品の数、在庫の個数、来場者数 |
「測定」と「計量」の違いに注意
特に紛らわしいのが「測定」と「計量」です。
どちらも「量を測る」という点では同じですが、決定的な違いは「法律が関係するかどうか」です。
| 比較項目 | 測定 | 計量 |
|---|---|---|
| 目的 | 量を数値で把握する | 取引・証明のため |
| 法律 | 特に規定なし | 計量法で規定 |
| 使用機器 | 任意の測定器 | 検定済みの計量器 |
| 例 | 工場での製品検査 | お店での商品販売 |
スーパーで「100g 298円」と表示された肉を買うとき、その重さは「計量法」に基づいて測られています。もし不正確なはかりで売っていたら、それは違法行為になります。これが「計量」の世界です。
「計数」は整数で数えること
「計数」は他の3つとは少し性質が異なります。
測定・計量が「連続量」(長さ、重さ、温度など)を扱うのに対し、計数は「離散量」(個数)を扱います。
不良品は「3.5個」とは数えませんよね。「3個」か「4個」か、整数で数えます。これが計数です。
| データの種類 | 対応する行為 | 例 |
|---|---|---|
| 計量値(連続量) | 測定・計量 | 長さ、重さ、温度、時間 |
| 計数値(離散量) | 計数 | 不良品数、欠点数、人数 |
真の値と測定値|なぜ測定には必ず誤差があるのか?
測定をするとき、私たちは「真の値を知りたい」と思っています。
でも、残念ながら真の値を完全に知ることは不可能です。これは測定の世界の大前提です。
「真の値」と「測定値」の違い
| 用語 | 定義 | 特徴 |
|---|---|---|
| 真の値 | 測定対象が本当に持っている値 | 完全に知ることは不可能(理想値) |
| 測定値 | 実際に測定して得られた値 | 必ず誤差を含む(現実値) |
的を射るゲームに例えると、「真の値」は的の中心、「測定値」は実際に矢が刺さった場所です。
どんなに上手な人でも、完全に中心に当て続けることは不可能ですよね。測定も同じです。
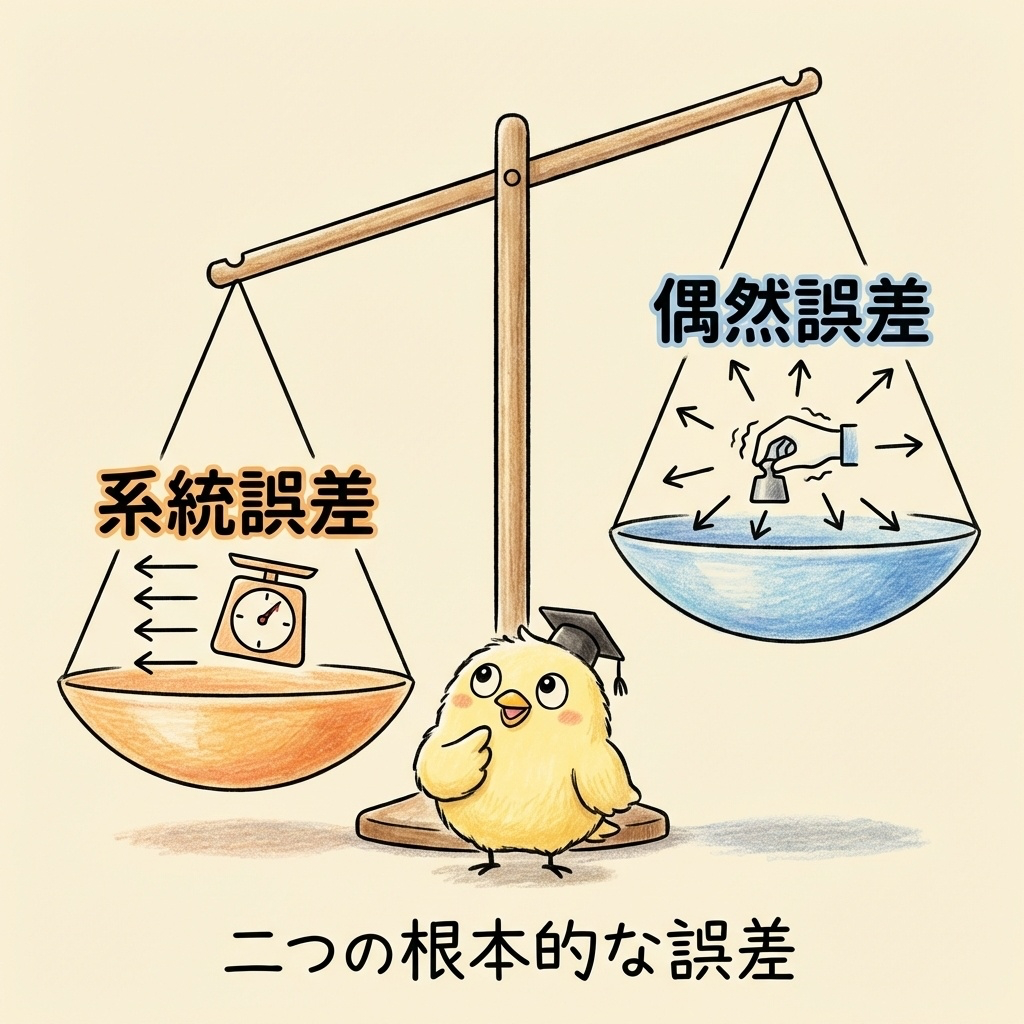
誤差の2つの種類|系統誤差と偶然誤差
誤差には大きく分けて2つの種類があります。
| 誤差の種類 | 特徴 | 原因の例 | 対策 |
|---|---|---|---|
| 系統誤差 (かたより) |
一定方向にずれる 再現性がある |
測定器の校正不良 測定方法の間違い 環境条件の影響 |
原因を特定して除去 (校正、方法の見直し) |
| 偶然誤差 (ばらつき) |
ランダムにばらつく 予測不可能 |
測定者の読み取り 微小な環境変動 機器の微細な振動 |
複数回測定して平均 (統計的処理) |
系統誤差(かたより)のイメージ
系統誤差は、「狙いがずれている」状態です。
たとえば、はかりの目盛りがもともと「+5g」ずれていたら、何度測っても5g重く表示されます。これが系統誤差です。
系統誤差は原因を特定できれば除去できます。はかりを校正すれば、このずれはなくなります。
偶然誤差(ばらつき)のイメージ
偶然誤差は、「狙いは合っているが、ブレがある」状態です。
同じものを何度測っても、微妙に値が変わることがありますよね。これは測定者の目の位置、部屋の温度変化、機器の微細な振動など、無数の原因が重なって起こります。
偶然誤差を完全になくすことはできませんが、複数回測定して平均をとることで影響を小さくできます。
系統誤差は「原因を見つけて直す」、偶然誤差は「統計で処理する」。この2つの対策を組み合わせることで、測定の信頼性が向上します。
分散と標準偏差|「バラつき」を数値化する魔法の公式 →

正確さと精密さの違い|的当てゲームで理解する
測定の品質を語るとき、「正確さ(accuracy)」と「精密さ(precision)」という2つの言葉がよく使われます。
この2つは混同されやすいですが、まったく別の概念です。的当てゲームで考えるとスッキリ理解できます。
正確さ=真の値にどれだけ近いか
正確さ(accuracy)は、測定値の平均が真の値にどれだけ近いかを表します。
的当てで言えば、「複数の矢の中心が、的の中心にどれだけ近いか」です。
正確さが低いのは系統誤差(かたより)が大きい状態です。狙いがずれています。
精密さ=測定値のバラつきの小ささ
精密さ(precision)は、複数の測定値がどれだけ一致しているかを表します。
的当てで言えば、「複数の矢がどれだけ近くに集まっているか」です。的の中心に当たっているかどうかは関係ありません。
精密さが低いのは偶然誤差(ばらつき)が大きい状態です。
4つのパターンを比較
| パターン | 正確さ | 精密さ | 的当ての状態 | 評価 |
|---|---|---|---|---|
| ① | 高い | 高い | 中心に密集 | 理想的 ◎ |
| ② | 高い | 低い | 中心周辺にバラバラ | 平均は良い ○ |
| ③ | 低い | 高い | 的外れに密集 | 校正で改善可 △ |
| ④ | 低い | 低い | 的外れにバラバラ | 最悪 × |
パターン③(精密だが正確でない)は要注意です。測定値がいつも同じ方向にずれているので、測定者は「安定している」と安心しがちですが、実は系統誤差があります。校正を行えば改善できます。
良い測定のためには、正確さと精密さの両方が必要です。「正確だけど精密でない」「精密だけど正確でない」では不十分。両方を高めることを目指しましょう。
SI単位系|世界共通の「ものさし」
測定には「基準」が必要です。長さを測るには「1メートル」が何を意味するか、みんなが同じ認識を持っていなければなりません。
この「世界共通の基準」を定めているのがSI単位系(国際単位系)です。
SI単位系とは?
SIは、フランス語の「Système International d'unités」の略で、日本語では「国際単位系」と呼ばれます。
世界中の科学者・技術者が同じ「ものさし」を使えるように、国際度量衡総会(CGPM)で決められた単位系です。
• 世界共通で使える
• 7つの「基本単位」から、他のすべての単位を導出できる
• 定義が明確で再現可能
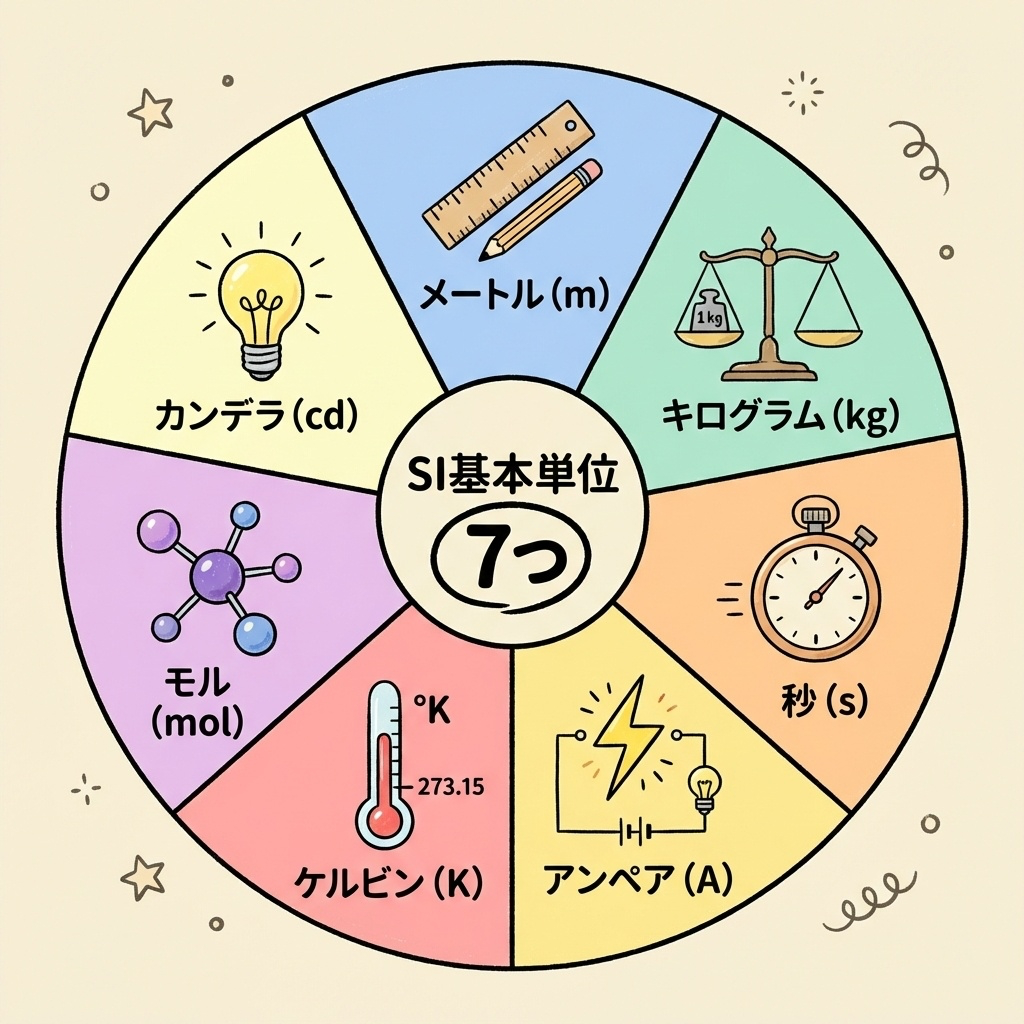
7つのSI基本単位
SI単位系には7つの基本単位があり、他のすべての単位はこれらから導かれます。
| 量 | 単位名 | 記号 | 身近な例 |
|---|---|---|---|
| 長さ | メートル | m | 定規、巻尺 |
| 質量 | キログラム | kg | 体重計、はかり |
| 時間 | 秒 | s | ストップウォッチ |
| 電流 | アンペア | A | 電流計、ブレーカー |
| 熱力学温度 | ケルビン | K | 絶対温度(科学分野) |
| 物質量 | モル | mol | 化学反応の計算 |
| 光度 | カンデラ | cd | 照明の明るさ |
「長(ながさ)・質(しつりょう)・時(じかん)・電(でんりゅう)・温(おんど)・物(ぶっしつ)・光(こうど)」の頭文字で「ながしじでんおんぶっこう」と覚えましょう。リズムよく言えば記憶に残りやすいです。
SI組立単位の例
7つの基本単位を組み合わせて作られる単位を「SI組立単位」と呼びます。
| 量 | 単位名 | 記号 | 基本単位での表現 |
|---|---|---|---|
| 力 | ニュートン | N | kg·m/s² |
| 圧力 | パスカル | Pa | N/m² = kg/(m·s²) |
| 電圧 | ボルト | V | kg·m²/(A·s³) |
| 周波数 | ヘルツ | Hz | 1/s |
このように、すべての単位は7つの基本単位の組み合わせで表現できます。これがSI単位系の美しさです。
測定の5原則|正確な測定を行うために
どんなに良い測定器を使っても、使い方を間違えれば正確な測定はできません。
正確な測定を行うための「測定の5原則」を紹介します。
原則①:同一条件で測定する
測定するたびに条件が変わると、結果も変わってしまいます。
温度、湿度、測定位置、測定姿勢など、できる限り同じ条件で測定することが大切です。
金属は温度で伸び縮みします。夏と冬で同じ製品を測ると、値が変わってしまいます。精密測定では室温を20℃に保つのが標準です。
原則②:正しい測定方法を用いる
測定器ごとに正しい使い方があります。取扱説明書や作業標準書に従って測定しましょう。
「なんとなく」で測定していると、思わぬ誤差が生じることがあります。
原則③:校正された測定器を使う
測定器は使っているうちに少しずつ狂いが生じます。
定期的に校正(較正)を行い、正しい値を示すことを確認しましょう。校正されていない測定器で測っても、その値は信頼できません。
測定器が示す値と、基準となる「標準器」の値を比較し、ずれを確認・修正すること。「狂いを直す」作業です。
原則④:熟練した測定者が行う
同じ測定器を使っても、測定者によって結果が変わることがあります。
目盛りの読み方、測定器の当て方、力加減など、経験による差は意外と大きいものです。重要な測定は熟練者が行い、新人には十分な教育・訓練を行いましょう。
原則⑤:測定環境を管理する
温度、湿度、振動、ほこりなど、測定環境が結果に影響を与えます。
精密な測定を行う場所では、空調管理、防振対策、クリーンルームなどの環境整備が必要です。
| 原則 | 内容 | キーワード |
|---|---|---|
| ① | 同一条件で測定する | 再現性 |
| ② | 正しい測定方法を用いる | 標準化 |
| ③ | 校正された測定器を使う | トレーサビリティ |
| ④ | 熟練した測定者が行う | 教育・訓練 |
| ⑤ | 測定環境を管理する | 環境管理 |

トレーサビリティ|測定の「信頼の連鎖」
測定の5原則の③で「校正された測定器を使う」と説明しました。
では、校正に使う「基準」は、どうやって正しさを保証しているのでしょうか?
その答えが「トレーサビリティ」です。
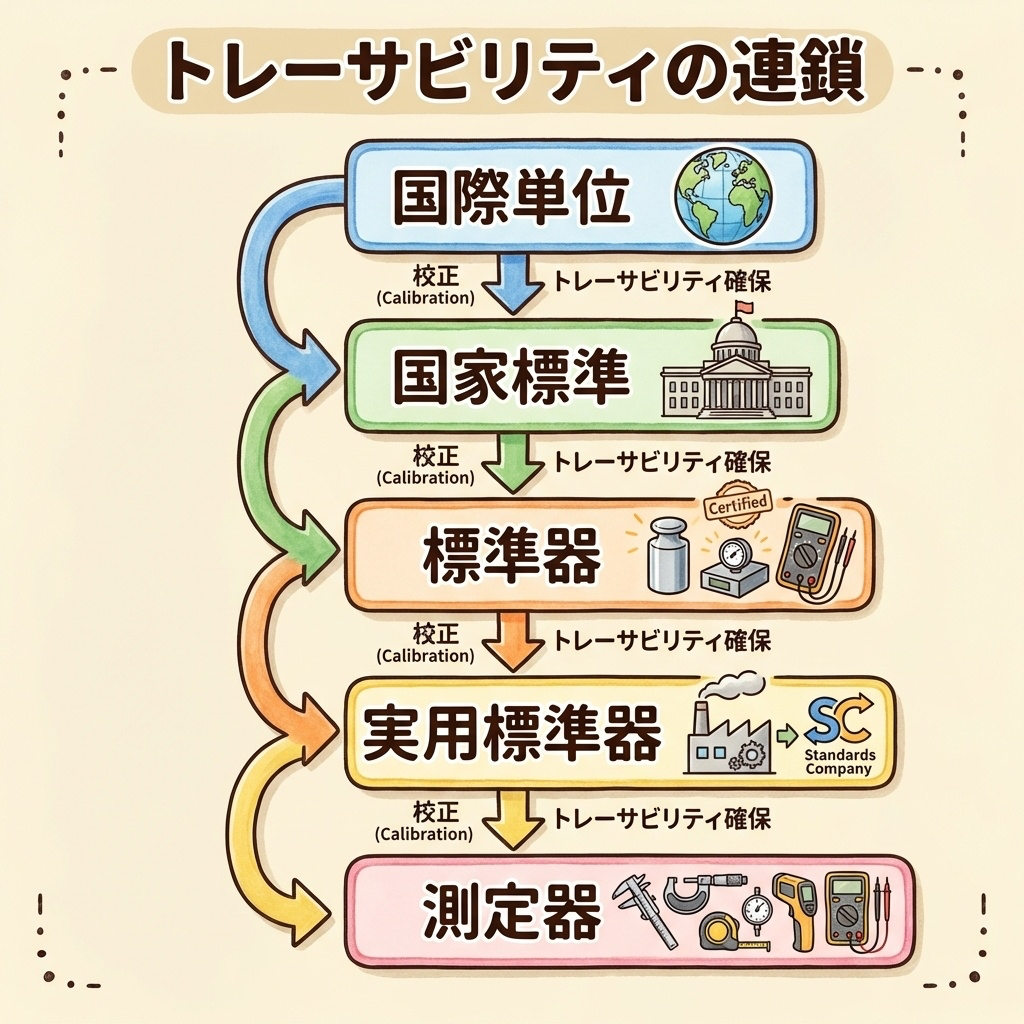
トレーサビリティとは?
トレーサビリティ(traceability)とは、測定値を国際標準(SI単位)まで切れ目なくたどれることを指します。
「この測定器は、どの基準に基づいて校正されているか」を追跡できる状態です。
国際標準(SI)
↓ 校正
国家標準(産総研など)
↓ 校正
一次標準器
↓ 校正
二次標準器(実用標準器)
↓ 校正
現場の測定器
なぜトレーサビリティが重要なのか?
トレーサビリティがあることで、世界中のどこで測定しても、同じ結果が得られるという保証になります。
たとえば、日本の工場で作った部品がアメリカの工場で使われるとき、寸法の「1mm」が同じ意味でなければ困りますよね。
トレーサビリティの連鎖があることで、国際的な取引でも測定値が信頼されるのです。
ISO 9001やISO/IEC 17025(試験所認定)では、測定機器のトレーサビリティ確保が要求されています。品質管理の国際標準として必須の概念です。
日本におけるトレーサビリティの仕組み
日本では、産業技術総合研究所(産総研/AIST)が国家標準を維持・管理しています。
企業の測定器は、この国家標準にトレーサブル(追跡可能)な形で校正されることで、信頼性が保証されます。
| 階層 | 担当機関・場所 | 役割 |
|---|---|---|
| 国際標準 | BIPM(国際度量衡局) | SI単位の定義・維持 |
| 国家標準 | 産総研(AIST) | 日本の国家標準を維持 |
| 校正機関 | JCSS登録事業者 | 企業の標準器を校正 |
| 現場 | 各企業 | 製品の測定 |
【QC検定1級】標準化の目的・意義・考え方|なぜ標準が必要なのか →
まとめ|計測は品質管理の出発点
この記事では、計測の基本について解説してきました。最後に、ポイントをまとめます。
- 計測は最も広い概念で、測定・計量・計数を含む
- 測定は量を数値で表すこと、計量は法律に基づく測定、計数は個数を数えること
- 真の値は知ることができず、測定値には必ず誤差が含まれる
- 誤差には系統誤差(かたより)と偶然誤差(ばらつき)がある
- 正確さは真の値への近さ、精密さはバラつきの小ささ(別の概念)
- SI単位系は7つの基本単位からなる世界共通の単位系
- 測定の5原則を守り、トレーサビリティを確保することが重要
「測れないものは管理できない」と言われます。品質管理のすべては、正確な測定から始まります。
今回学んだ基本を押さえて、信頼できる測定を行っていきましょう。
📚 次に読むべき記事
偶然誤差(ばらつき)を定量化するための統計学の基本。測定データの分析に必須の知識です。
測定データを使って工程を管理する方法。計測の知識を実務で活かすための必須ツールです。
測定データから「工程の能力」を数値化する方法。規格に対してどれだけ余裕があるかを評価できます。