
{kind=link}
- 新人に「工程能力指数って何ですか?」と聞かれて、うまく説明できなかった
- Cp と Cpk の違いを聞かれるたびに「えーっと…」と固まる
- 「Cpk 1.33以上」と品質基準に書いてあるが、なぜ1.33なのか答えられない
- 計算式は知っているが、後輩に「で、それって何の役に立つんですか?」と返されると詰まる
- 工程能力指数を「駐車場に車を停めるたとえ」で直感的に理解できる
- Cp と Cpk の違いを、もう二度と混同しない形で整理できる
- 「1.33」「1.67」「1.00」の判定基準の意味がスッキリわかる
- 後輩に3分で説明できるトークスクリプトが手に入る
4月の品質管理研修。あるいは、ラインに配属されたばかりの後輩からの素朴な質問。「先輩、工程能力指数って何ですか?」——この一言に、自信を持って即答できますか。
工程能力指数の計算式自体はシンプルです。でも、「なぜこの数値を見るのか」「Cp と Cpk は何が違うのか」「1.33の"1.33"にはどんな意味があるのか」を、数式を使わずに説明しろと言われると、途端に言葉が出てこなくなる。これは多くの中堅エンジニアが抱える「あるある」です。
この記事では、工程能力指数を「駐車場に車を停める」というたった1つのたとえ話で完全に理解できるように解説します。読了後、あなたは後輩の前でホワイトボードに絵を描きながら3分で説明できるようになります。
目次
そもそも工程能力指数とは? ── 「工程の実力」を数値化したもの
工程能力指数を一言でいうと、「この工程は、規格に対してどれくらい余裕を持ってモノを作れているか」を1つの数値で表したものです。
製造現場では、すべての製品に「規格」があります。たとえば「この部品の直径は 10.00mm ± 0.05mm(つまり 9.95mm〜10.05mm)でなければならない」という上限規格(USL)と下限規格(LSL)です。
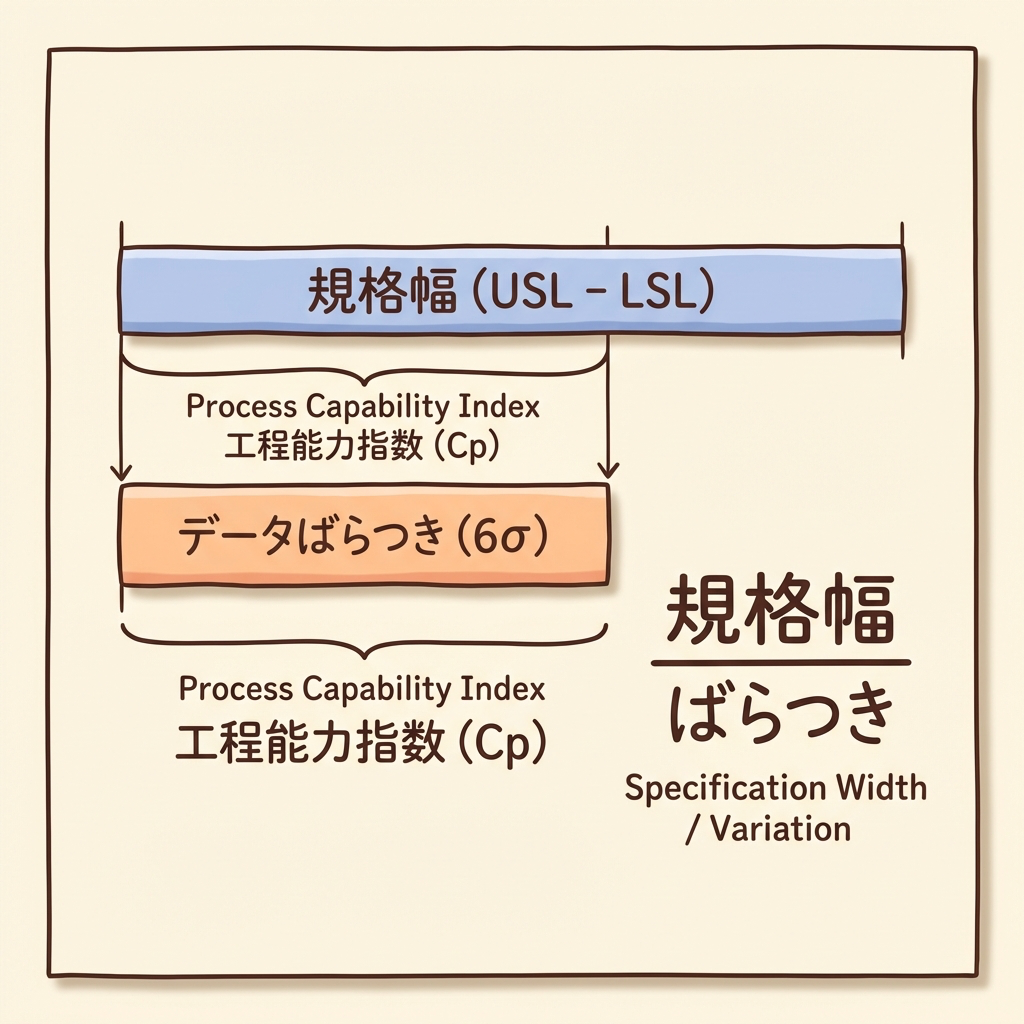
工程能力指数は、この規格の幅に対して、実際のデータのばらつきがどれくらい「収まっているか」を数値化します。値が大きいほど「余裕がある(=優秀な工程)」、小さいほど「ギリギリ、または規格からはみ出している(=危険な工程)」です。
工程能力指数 =
「規格の幅」が分子、「データのばらつき」が分母。つまり「入れ物の大きさ ÷ 中身の大きさ」です。入れ物に対して中身が小さければ数値は大きくなり(余裕あり)、中身がパンパンなら数値は小さくなる(余裕なし)。ただそれだけの話です。
ここまで聞くと、「それなら1つの数値で足りるのでは?」と思いますよね。でも実は、指標が2種類あります。それが Cp と Cpk です。この違いこそが、多くのエンジニアが混乱するポイントです。
Cp と Cpk の違い ── 「駐車場に車を停める」たとえで理解する
Cp と Cpk の違いは、たった1つのたとえ話で完璧に理解できます。それが「駐車場に車を停める」です。
まず登場人物を確認
| 駐車場のたとえ | 品質管理の用語 | 意味 |
|---|---|---|
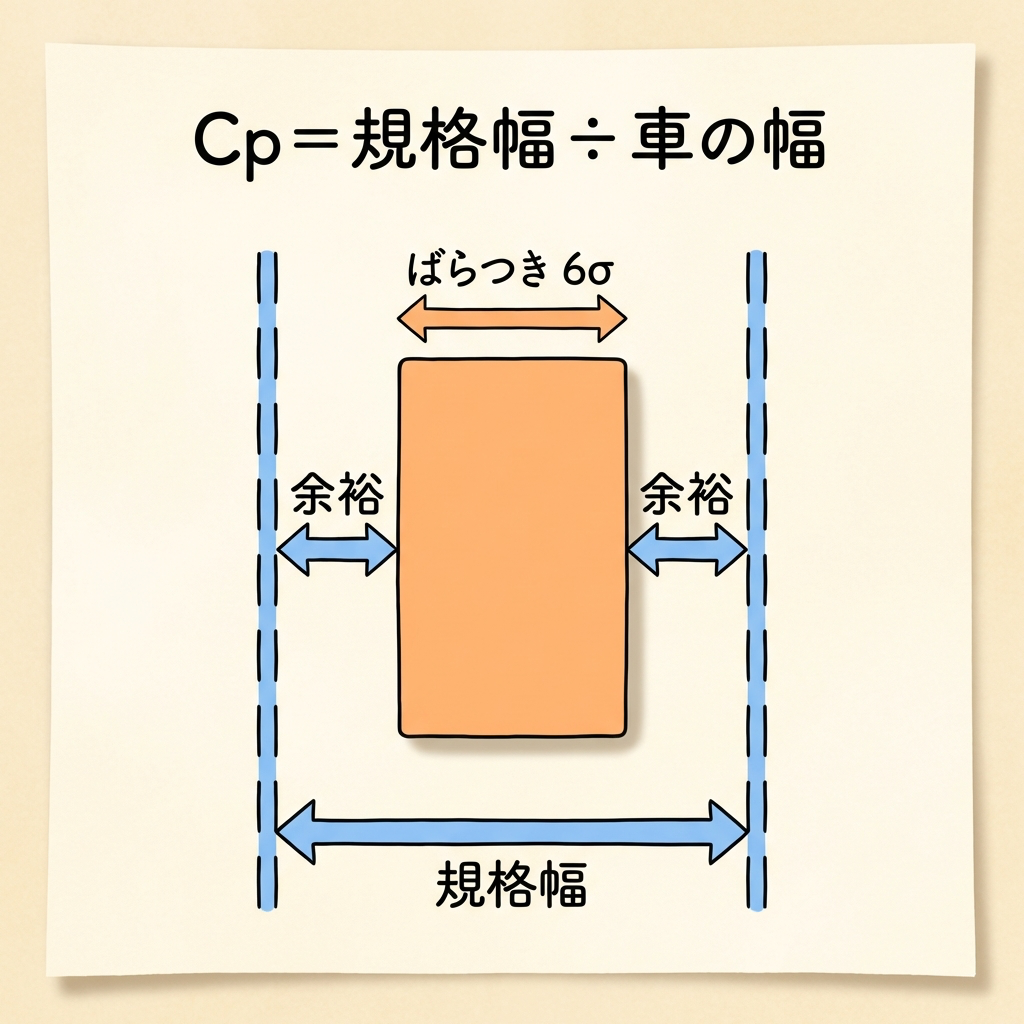
| 🅿️ 駐車スペースの幅 | 規格幅(USL − LSL) | 製品が収まるべき範囲 |
| 🚗 車の幅 | データのばらつき(6σ) | 実際の製品寸法がどれだけ散らばっているか |
| 📍 車の停め位置 | データの平均値 | ばらつきの中心がどこにあるか |
Cp =「車の幅に対して、駐車スペースにどれだけ余裕があるか」
Cp は「車が中央に停まっている」と仮定したときの余裕度です。
幅2.5mの駐車スペースに、幅1.8mの車を停めるとします。中央に置けば、左右にそれぞれ0.35mの余裕がある。これは「スペースに対して車が十分小さい」から楽勝で停められます。
逆に、幅2.5mのスペースに幅2.4mの大型SUVを停めるなら? 左右の余裕は0.05mずつしかない。ほぼギリギリです。
Cp は「ポテンシャル(潜在能力)」だけを見る。車の停め位置(中心のズレ)は無視する。
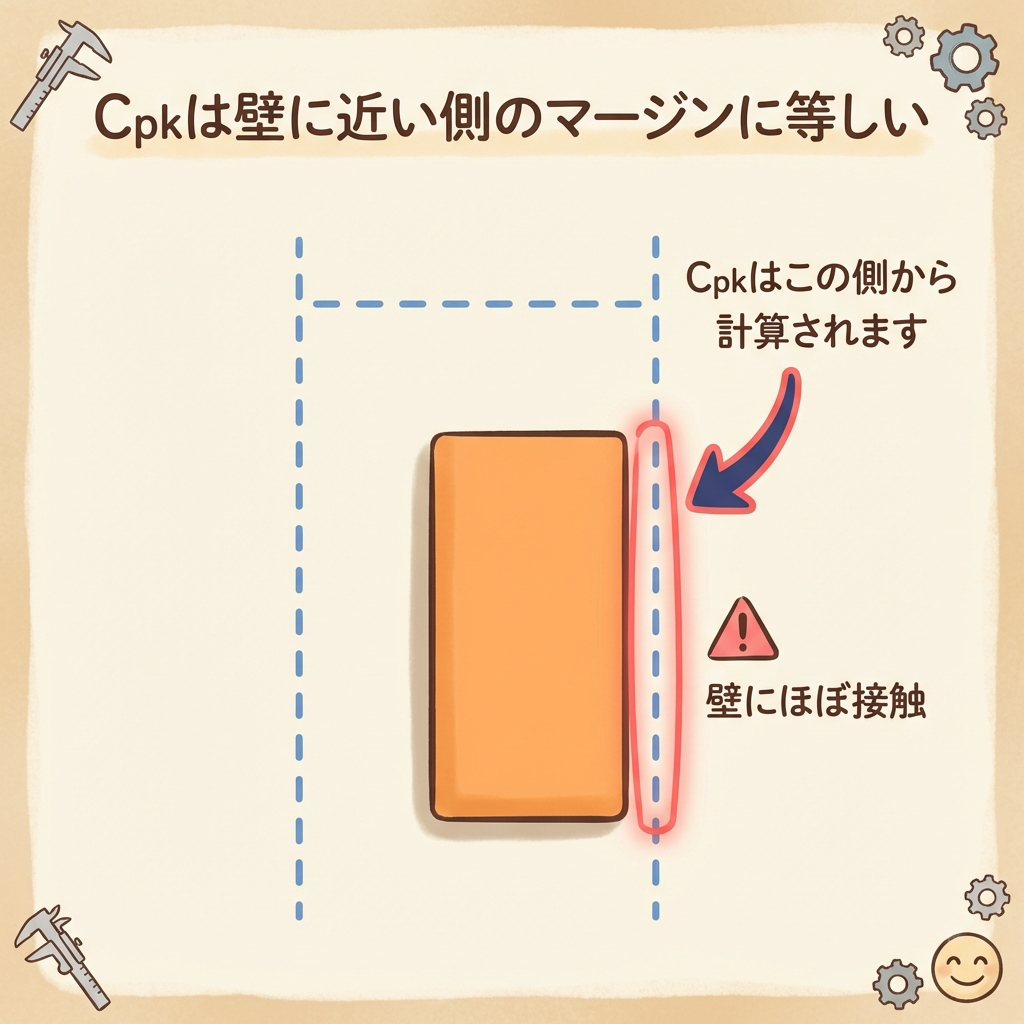
Cpk =「車がどちらかに寄って停まっているときの、壁までの余裕」
さて、ここからが本題です。Cp は「車が中央にいる前提」でした。でも現実の工程では、データの平均値が規格の真ん中からズレていることのほうが多い。つまり車が左右どちらかに寄って停まっている状態です。
幅2.5mのスペースに幅1.8mの車を停めたとしても、もし車が右に大きく寄っていたら? 左側はガラガラなのに、右側のドアは壁スレスレ。ドアを開けたら当たってしまうかもしれません。
Cpk は「中心からズレた状態での、壁(規格限界)に近い側の余裕」を見ます。つまりCpkは「最悪のケースでどれだけ余裕があるか」を測定しているわけです。
Cpk = Cp から「中心のズレ(かたより)」を差し引いた値
→ 車の幅が小さくても(Cpが大きくても)、壁に寄っていたら(かたよりがあったら)Cpk は下がる
Cp と Cpk の関係を一言でまとめると
Cp(潜在能力)
「スペースに対して車が小さいか?」
ばらつきだけを評価する。
中心のズレは考慮しない。
→ 「この工程はポテンシャル的に規格を満たせるか?」
Cpk(実力)
「壁に近い側にどれだけ余裕がある?」
ばらつき+かたよりの両方を評価する。
中心のズレも含めて判定。
→ 「この工程は今の状態で規格を満たせているか?」
Cpk は常に Cp 以下になります(Cpk ≦ Cp)。なぜなら、Cpk は Cp から「かたよりのペナルティ」を引いたものだからです。Cp = Cpk のとき、それは「平均が規格の真ん中にある(車がど真ん中に停まっている)」ことを意味します。
具体的な数値で「駐車場のたとえ」を確認する
たとえ話だけだと「なんとなくわかった気がする」で止まりがちです。実際の数値を1つだけ使って、Cp と Cpk の値がどう変わるか確認しましょう。
ケース設定
| 部品の規格 | 直径 10.00mm ± 0.06mm (LSL = 9.94mm、USL = 10.06mm) |
| 規格幅 | USL − LSL = 0.12mm |
| データのばらつき(6σ) | 0.08mm(σ = 0.0133mm) |
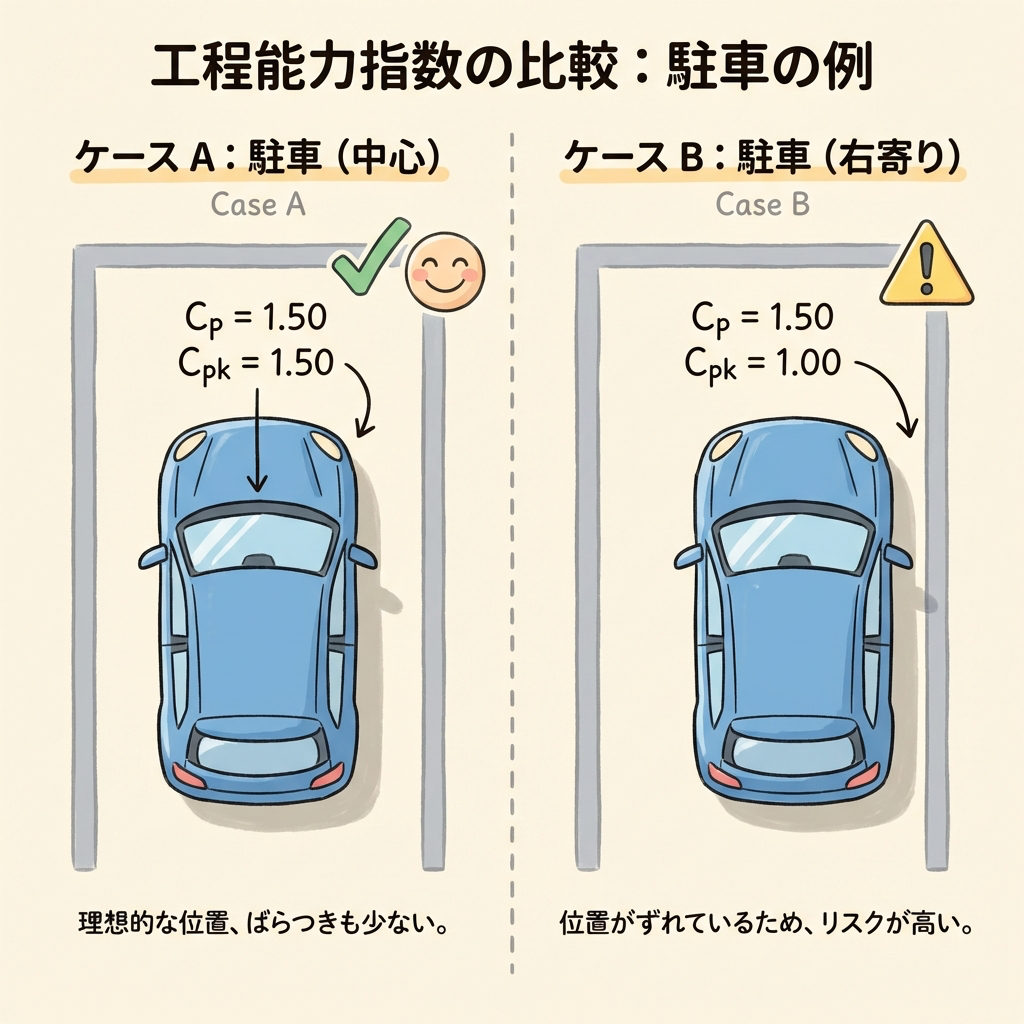
ケースA:平均が規格の中心にある場合(車がど真ん中)
データの平均 = 10.00mm(規格中心とピッタリ一致)
平均が中心にあるので、Cpk も 1.50 です(Cp = Cpk)。駐車スペースの真ん中に車が停まっている状態。左右に均等な余裕があります。
ケースB:平均が上にズレている場合(車が右に寄っている)
データの平均 = 10.02mm(中心から 0.02mm 上にズレ)
Cp はばらつきだけで計算するので変わらず 1.50 です。車の幅は同じですから。
しかし Cpk は「壁に近い側の余裕」で計算します。平均が上にズレているので、USL(上限)までの余裕が狭くなります。
Cpk が 1.50 → 1.00 に下がりました。ばらつき(車の幅)は同じなのに、かたより(停め位置)のせいで余裕がなくなった。これがCp と Cpk の差の正体です。
「Cp は高いのに Cpk が低い」 = ばらつきは小さいが、中心がズレている。この工程を改善するには、ばらつきを縮めるのではなく「平均値を規格中心に寄せる」ことが最優先です。つまり、Cp と Cpk を両方見れば「ばらつきの問題なのか、かたよりの問題なのか」を一瞬で切り分けられるのです。
判定基準の「1.33」には意味がある
品質基準書に「Cpk ≧ 1.33」と書いてあるのを見たことがあるはずです。なぜ1でも2でもなく「1.33」なのか。これには統計学的な根拠があります。
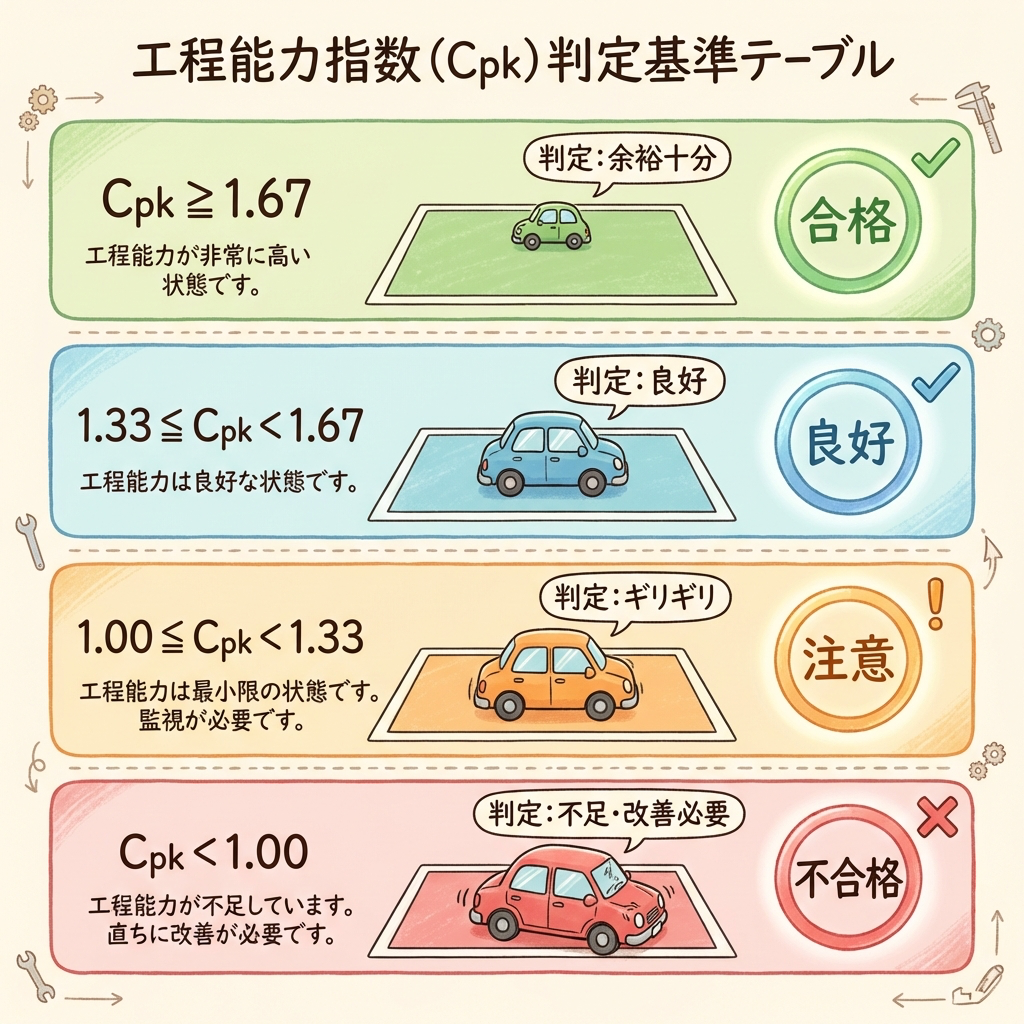
判定基準の一覧と「駐車場」での意味
| Cpk | 判定 | 駐車場のたとえ | 不良率の目安 | 現場の対応 |
|---|---|---|---|---|
| ≧ 1.67 | 十分すぎる | 大型バスの駐車スペースに軽自動車。余裕しかない | 0.6 ppm以下 | 工程を維持すればOK |
| ≧ 1.33 | 十分 | 普通車のスペースに軽自動車。ドアを開けても余裕あり | 約 66 ppm(=0.0066%) | 多くの業界の合格ライン |
| ≧ 1.00 | 不十分 | ちょうどピッタリ。ドアミラーが壁に当たりそう | 約 2,700 ppm(=0.27%) | 工程改善が必要 |
| < 1.00 | 能力不足 | 車がスペースからはみ出している。確実に当たる | 2,700 ppm超 | 全数検査 or 工程見直し |
なぜ「1.33」がデファクトスタンダードなのか?
Cpk = 1.33 は 「±4σ の範囲に規格が収まっている」ことを意味します。正規分布の ±4σ には全体の 99.9937%(=不良率 約63ppm)が含まれます。
「1万個に1個も不良を出さない」レベルに相当し、自動車部品をはじめとする製造業の多くが、この水準を最低ラインとして採用しています。Cpk = 1.33 は「±3σ(Cpk=1.00)よりもう1段安全マージンを積んだ」基準なのです。
「Cpk=1.00 は"規格ギリギリ"で、Cpk=1.33 は"余裕あり"。1.33 以上なら、多少のブレがあっても規格から外れない。だから世の中の品質基準はだいたい 1.33 をラインに引いている」——これで十分伝わります。
Cp / Cpk を見たら最初にすべき「3秒診断」
ここまでで Cp と Cpk の違いは完璧に理解できたはずです。では、実務で「Cp = 1.60、Cpk = 1.10」というデータを渡されたとき、あなたは何を読み取り、何をすべきでしょうか? たった3秒でできる診断フローを紹介します。
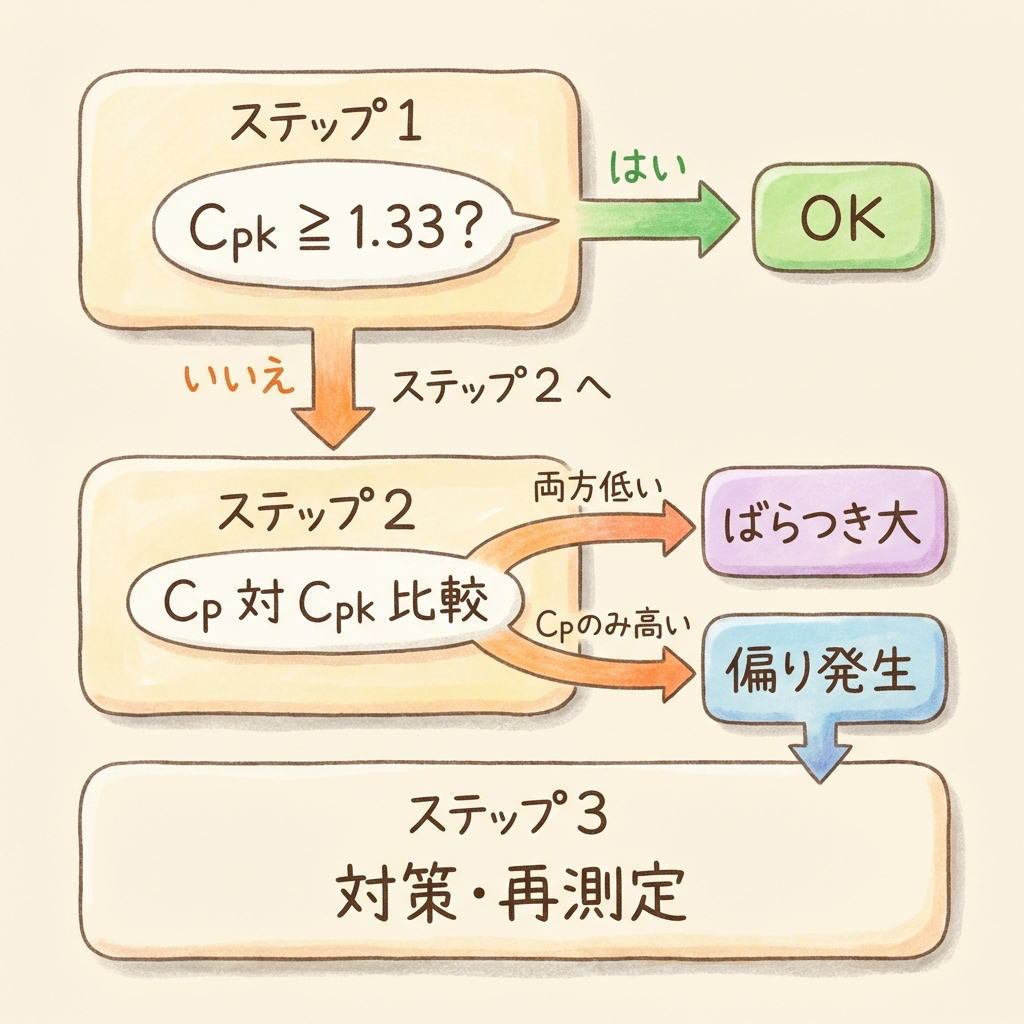
3秒診断フロー
Cpk を見る → 「合格ラインを超えているか?」
Cpk ≧ 1.33 なら → ✅ OK。工程を維持する。
Cpk < 1.33 なら → ⚠️ 要改善。STEP 2へ。
Cp と Cpk を比べる → 「犯人はばらつき? かたより?」
Cp も Cpk も低い → ばらつき自体が大きい。工程条件の見直し・設備改善が必要。
Cp は高いのに Cpk が低い → ばらつきは小さいが、中心がズレている。平均値の調整(金型修正・成形条件の微調整)で改善できる。
改善後にもう一度測定 → Cpk を再確認
対策の効果を工程能力指数で「見える化」する。PDCAを回す。
先ほどのケースに当てはめると?
ケースB:Cp = 1.50、Cpk = 1.00
| 診断ステップ | 読み取り | アクション |
|---|---|---|
| STEP 1 | Cpk = 1.00 → 1.33を下回っている ⚠️ | 改善が必要 |
| STEP 2 | Cp = 1.50(高い)なのに Cpk = 1.00(低い) | 犯人は「かたより」。平均値を規格中心に寄せればCpkは上がる |
| STEP 3 | 成形条件の微調整で平均を0.02mm下げる | 再測定して Cpk ≧ 1.33 を確認 |
「Cp は高いのに Cpk が低い」パターンは、実務で非常に多いケースです。設備のポテンシャルはあるのに、段取り替え後の条件出しが甘いとか、材料ロットの変化に対応できていないとか。原因の8割は「平均値のズレ」です。だからCpだけ見て安心してはいけません。
よくある疑問FAQ ── 後輩に聞かれやすい質問に先回りする
研修で工程能力指数を教えると、必ずと言っていいほど出てくる質問をまとめました。先回りして答えを用意しておけば、「この先輩、めちゃくちゃ詳しい…」と思ってもらえます。
Q1. Cpk が高ければ、不良はゼロですか?
ゼロではありません。Cpk = 1.33 でも、統計的には約 63ppm(100万個中63個)の不良が出る計算になります。ただし、工程能力指数は「正規分布に従う」という前提で計算しているため、実際の不良率とは多少ズレます。あくまで「工程の実力を比較するための目安」として使います。
Q2. Cp と Cpk、実務ではどっちを見ればいい?
必ず Cpk を見てください。Cp は「中心がズレていないときのベストケース」でしかありません。実務で重要なのは「今の工程がリアルに規格内に収まっているか」であり、それを表すのが Cpk です。Cp はあくまで「ばらつきの問題か、かたよりの問題か」を切り分けるための補助指標です。
Q3. 上限規格だけで下限規格がない場合は?
両側規格(上限と下限がある)の場合に Cp / Cpk を使い、片側規格(上限だけ、または下限だけ)の場合は Cpu(上側のみ)または Cpl(下側のみ)を使います。計算方法は Cpk の分子が変わるだけです。
Q4. Cpk と Ppk は何が違うの?
Cpk は「工程が安定している状態(管理状態)」で計算する短期的な指標。Ppk は「実際に生産した全データ」で計算する長期的な指標です。駐車場のたとえでいえば、Cpk は「練習(安定した条件)での駐車の上手さ」、Ppk は「雨の日も風の日も含めた本番の成績」です。
後輩に3分で説明する「トークスクリプト」
最後に、この記事の内容を凝縮した「後輩への説明テンプレート」を置いておきます。研修の冒頭やOJTでそのまま使ってください。
【0:00〜0:30 導入】
「うちの工場では製品の寸法に"規格"があるよね。この規格に対して、工程がどれくらい余裕を持ってモノを作れているか。それを1つの数字で表したのが"工程能力指数"。」
【0:30〜1:30 駐車場のたとえ】
「駐車場を想像してほしい。
・駐車スペースの幅 = 規格幅
・車の幅 = ばらつき
・車の停め位置 = 平均値
Cp は"スペースに対して車が小さいか"だけを見る。ど真ん中に停めた前提の理想値。
Cpk は"壁に近い側にどれだけ余裕があるか"を見る。片寄りも含めた実力値。
だから Cpk ≦ Cp になる。ど真ん中に停めたとき(中心ズレゼロ)だけ Cpk = Cp。」
【1:30〜2:30 判定基準】
「で、Cpk の目安はこう。
・1.33以上 = 余裕あり。ほとんどの業界でOKライン。
・1.00 = ギリギリ。規格の端っこに車のドアミラーが当たりそうな状態。
・1.00未満 = はみ出してる。すでに不良が出ている可能性が高い。」
【2:30〜3:00 まとめ】
「Cpk だけ覚えればいい。1.33以上ならOK。
もし1.33を下回ったら、Cpと見比べて"ばらつきの問題か、かたよりの問題か"を切り分ける。
これだけ覚えておけば、品質会議で困ることはない。」
数式を一切使っていません。ホワイトボードに「駐車スペースの枠」と「車の四角」を描きながら話すと、後輩の理解度は格段に上がります。計算式は、この概念を理解したあとに教えれば自然と入ります。
計算方法を学びたい人へ ── ここから先のステップ
この記事では「工程能力指数とは何か」「Cp と Cpk は何が違うか」をたとえ話で完全に理解するところまでをカバーしました。ここから先は、実際の計算方法と応用を段階的に学んでいくステップです。
学習ロードマップ
(今ここ!)
判定基準
X̄-R管理図の作り方
【完全図解】CpkとPpkの違い|「練習では上手いのに本番で失敗する」工程の正体を暴く →
Cp=Cpkのとき平均は問題ない?工程能力指数の「かたより度k」で改善ポイントを見抜く方法 →

まとめ ── 駐車場のたとえで、もう迷わない
| 工程能力指数とは | 「規格に対して工程にどれだけ余裕があるか」を1つの数値で表したもの |
| Cp(潜在能力) | 駐車スペースの幅 ÷ 車の幅。中心のズレは無視。工程のポテンシャルだけを見る |
| Cpk(実力) | 壁に近い側の余裕。中心のズレも含めて評価する。実務で最重要 |
| Cp と Cpk の関係 | 常に Cpk ≦ Cp。差が大きいほど「かたより」が原因 |
| 判定基準 | Cpk ≧ 1.33 が多くの業界の合格ライン。1.00は規格ギリギリ、1.00未満は能力不足 |
| 3秒診断 | ①Cpk を見る → ②Cp と比較して犯人を特定 → ③対策後に再測定 |
工程能力指数は、数式で覚えようとすると挫折しがちです。でも「駐車場に車を停める」というイメージを持っていれば、計算式はあとから自然と理解できます。まずはこの記事のたとえ話を自分の言葉で説明できるようになること。それが、後輩に自信を持って教えるための第一歩です。
後輩への教育、品質会議での説明、自分のスキルアップ——30代エンジニアの「やるべきこと」は際限なく増えていきます。もし最近「何のために頑張っているんだろう」と感じる瞬間があるなら、それは心と体が発している小さなサインかもしれません。
📚 次に読むべき記事
概念がわかったら、次は計算方法。具体的な数値例で手を動かしながらCp/Cpkを求める全手順を解説しています。
「CpkとPpkって何が違うんですか?」は後輩から次に飛んでくる質問です。先に備えておきましょう。
工程能力指数は管理図とセットで使ってこそ真価を発揮します。管理図の種類・作り方・判定ルールを体系的に学べるロードマップです。