{kind=link}
- 「計数」と「計量」の抜取検査、名前は知っているけど本質的な違いがわからない
- なぜ計量型はサンプル数が少なくて済むのか、理屈が腑に落ちない
- 自分の現場ではどちらの方式を選ぶべきか判断できない
- QC検定で「計数基準型と計量基準型の比較」を問われたときに答えられない
- 2つの方式の「根本的な違い」── それは1個のサンプルから得られる情報量の差
- なぜ計量型はサンプル数が1/5〜1/10で済むのか、「情報の密度」で理解
- 判定方法の違いを具体的な数値例で解説
- メリット・デメリットの比較一覧表
- 「どっちを使う?」を迷わず決められるフローチャート
抜取検査を設計するとき、最初にぶつかる壁が「計数基準型と計量基準型、どちらを使うべきか?」という選択です。
教科書には「計量型はサンプル数が少なくて済む」と書いてありますよね。でも、なぜ少なくて済むのか?その理由まで説明されていることは少ないです。
実はこの2つの方式の違いは、「合格・不合格を数える」か「長さや重さを測る」かという表面的な違いではありません。その奥には「1個のサンプルからどれだけの情報を引き出せるか」という、統計学の根本に関わる違いがあります。
この記事では、この「なぜ?」を徹底的に掘り下げながら、2つの方式を比較していきます。最後まで読めば、実務でもQC検定でも、自信を持って使い分けられるようになりますよ。
目次
2つの方式の「根本的な違い」── 情報量が全然違う
🍎 「リンゴの選別」でイメージする
まず、たとえ話で2つの方式の違いをイメージしましょう。
あなたはリンゴの仕入れ担当者で、届いたリンゴの箱から数個を抜き取って品質を確認します。
計数基準型の検査員
リンゴを1個ずつ手に取り、「OK」か「NG」かだけを記録する。
「このリンゴはOK。次もOK。これはキズがあるからNG……」
→ 1個のリンゴから得られる情報は「0(合格)or 1(不合格)」の1ビットだけ。
計量基準型の検査員
リンゴ1個ずつの重さを精密に測定し、数値を記録する。
「このリンゴは287g。次は312g。これは251g……」
→ 1個のリンゴから「連続値」という豊富な情報が得られる。
🔑 情報量の差が、サンプル数の差を生む
ここが最も重要なポイントです。
計数型の検査では、1個のサンプルから得られるのは「良い or 悪い」の2択情報だけです。これはデジタル信号でいえば「0 or 1」の1ビット。非常に少ない情報量です。
一方、計量型の検査では、1個のサンプルから「287.3g」のような連続値が得られます。この数値には「平均からどれだけ離れているか」「バラつきはどの程度か」という豊富な情報が含まれています。
計数型:1個の情報量が少ない → たくさん調べないと全体像がわからない → サンプル数が多い
計量型:1個の情報量が多い → 少数でも全体像が推定できる → サンプル数が少ない
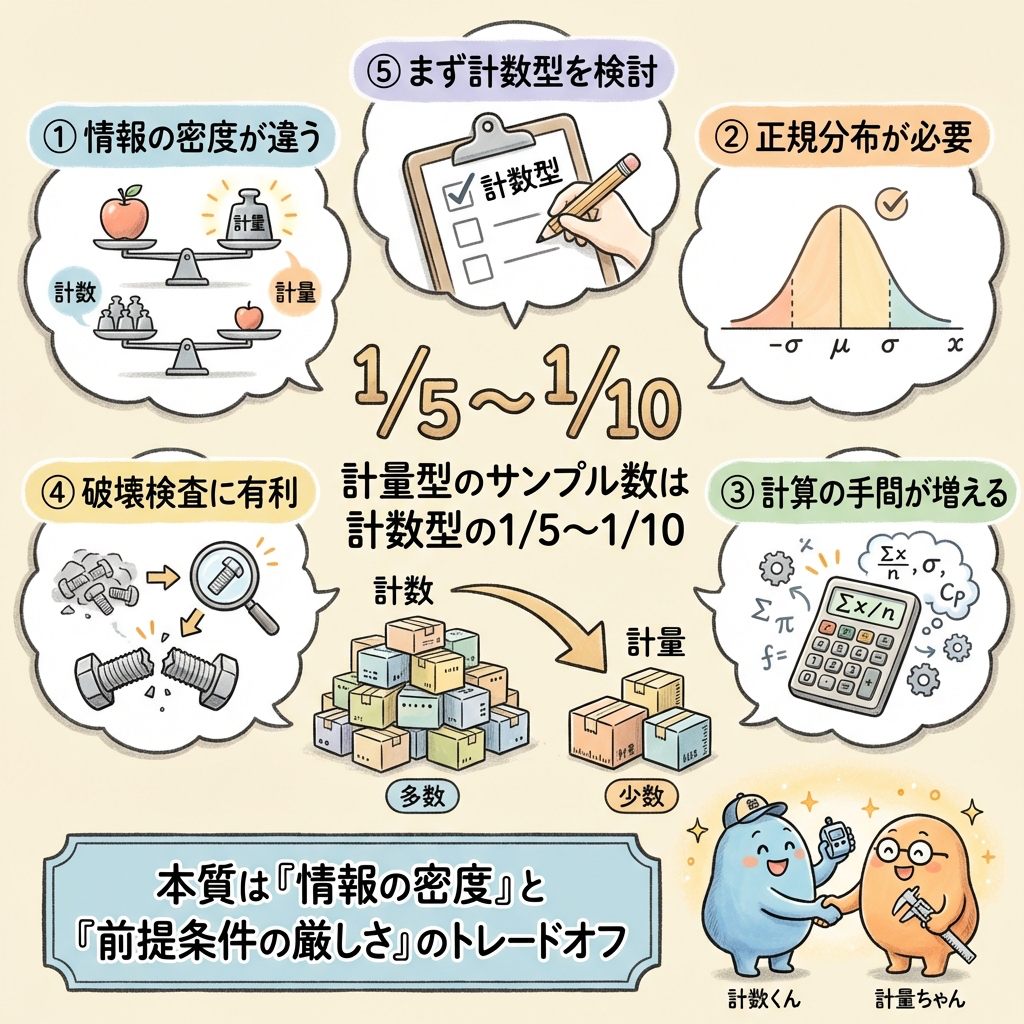
具体的にどのくらい違うかというと、同じ判別力(OC曲線の形)を得るために、計量型は計数型の約1/5〜1/10のサンプル数で済むことがほとんどです。
たとえば、計数型で n=125 必要な検査が、計量型なら n=15〜25 程度で同等の判別力が得られるケースがあります。
サンプルサイズの差は「どちらが優れているか」ではなく、「1個あたりの情報量の密度が違う」ことの必然的な帰結です。計量型は情報が濃い代わりに、正規分布の仮定が必要というコストを払っています。
📊 もう少し統計的に ── なぜ「連続値」だと少ないサンプルで済むのか?
計数型では、サンプルの中に不良品が何個あるかを数えます。この「不良品の個数」は二項分布に従います。二項分布は「成功 or 失敗」という離散的な情報しか扱えないので、不良率の推定精度を上げるにはサンプル数を増やすしかありません。
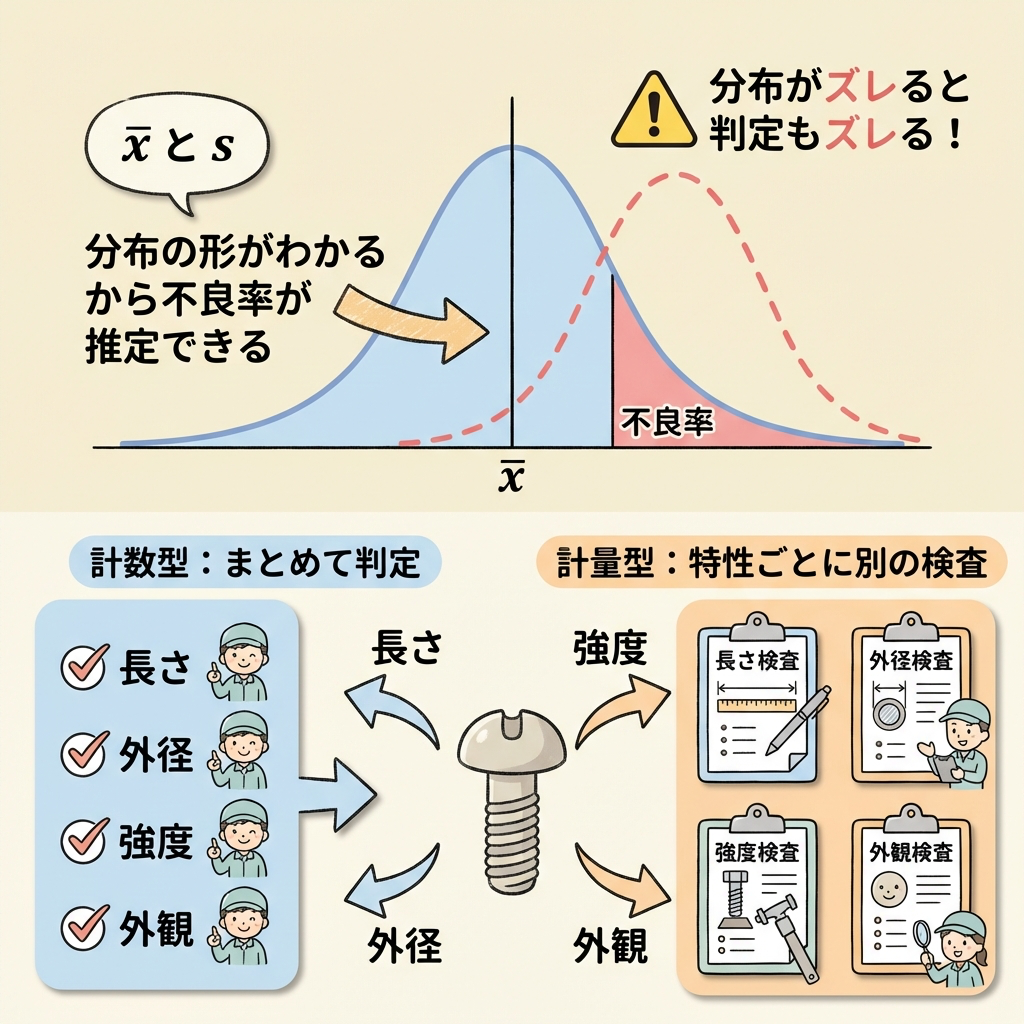
一方、計量型では、サンプルの測定値から平均値 x̄ と標準偏差 s を計算します。正規分布を仮定すれば、この2つの統計量だけで母集団の分布形状が完全に決まります。つまり「規格外に外れる確率(不良率)」が精度よく推定できるのです。
これは言い換えると、計量型は「不良品かどうか」を直接数えなくても、分布の形から不良率を間接的に推定できるということです。この「間接推定」の力が、サンプル数を劇的に減らすカラクリです。

判定方法の違い ── 「数える」vs「測って計算する」
📦 計数基準型の判定方法
計数基準型はシンプルです。抜き取った n 個のサンプルの中から不適合品の数 d を数えて、あらかじめ決められた合格判定数 c と比較するだけです。
不適合品数 d ≤ c → 合格 d > c → 不合格
c:合格判定数(acceptance number)
たとえば「n=50, c=2」の検査なら、50個を検査して不良品が2個以下なら合格、3個以上なら不合格。これだけです。電卓すら不要で、現場の誰でもすぐに判定できます。
📏 計量基準型の判定方法
計量基準型は少し手間がかかります。サンプルの測定値から平均値 x̄ と標準偏差 s を計算し、合格判定統計量を求めて判定します。
規格下限 L がある場合(片側規格)を例に見てみましょう。
L:規格下限 k:合格判定係数(JIS表から決定)
この式が何をしているか、直感的に理解しましょう。
QL = (x̄ − L) / s は、「サンプルの平均値が規格下限から何σ分離れているか」を表しています。この値が大きいほど、平均値が規格下限から十分離れている=不良品が少ないと推定できます。
逆に QL が小さい(平均値が規格下限に近い)場合は、規格外に外れるリスクが高いので不合格になります。
母標準偏差 σ が既知の場合は s の代わりに σ を使います(σ法)。σ法の方がサンプル数が少なくて済みますが、σが既知という状況は実務では珍しく、多くの場合は s法(σ未知)を使用します。
🔢 判定の手順を並べて比較する
📦 計数基準型
n 個のサンプルを抜き取る
各サンプルを良品 or 不良品に分類
不良品の数 d を数える
d ≤ c なら合格
📏 計量基準型
n 個のサンプルを抜き取る
各サンプルの品質特性を測定する
平均値 x̄ と標準偏差 s を計算する
合格判定統計量 QL = (x̄ − L) / s を計算する
QL ≥ k なら合格
一目でわかりますね。計数型は4ステップで計算不要。計量型は5ステップで平均・標準偏差・判定統計量の3つの計算が必要です。この「手間のコスト」と「サンプル数の削減」のトレードオフが、2つの方式を選ぶときの核心的な判断材料になります。

メリット・デメリット徹底比較
📋 完全比較一覧表
| 比較項目 | 📦 計数基準型 | 📏 計量基準型 |
|---|---|---|
| データの種類 | 計数値(良品 or 不良品) | 計量値(連続的な測定値) |
| 判定に必要な計算 | 🟢 不良品を数えるだけ | 🔴 x̄, s の計算+判定統計量の算出 |
| ⭐ サンプルサイズ | 🔴 大きい(例:n = 50〜200) | 🟢 小さい(例:n = 5〜30) |
| 分布の仮定 | 🟢 不要(どんな分布でもOK) | 🔴 正規分布が必要 |
| 1個あたりのコスト | 🟢 安い(目視・ゲージ等) | 🔴 高い(精密測定器が必要) |
| ⭐ トータルコスト | サンプル数が多い分、検査時間がかかる。破壊検査では不利。 | サンプル数が少ない分、トータルで安くなることも。破壊検査で有利。 |
| 得られる情報量 | 🔴 少ない(合否のみ) | 🟢 多い(平均・バラつき → 工程改善にも活用) |
| OC曲線の判別力 | 同じ n では計量型より劣る | 同じ n で判別力が高い(OC曲線が急峻) |
| σ既知/σ未知 | ─(関係なし) | σ法(既知)とs法(未知)でサンプル数が変わる |
| 複数の品質特性 | 🟢 1回の検査で複数特性を同時に判定可能 | 🔴 品質特性ごとに別の検査が必要 |
| 現場の運用難易度 | 🟢 簡単(パート作業者でも可) | 🔴 やや高い(統計知識・測定技能が必要) |
| 適用場面の例 | 外観検査・GO/NO-GOゲージ・機能の有無 | 寸法・重量・強度・化学成分 |
| JIS規格 | JIS Z 9015 | JIS Z 9003 |
🏆 メリット・デメリット早見表
📦 計数基準型
- 判定が簡単(数えるだけ)
- 分布の仮定が不要
- 1個あたりの検査コストが安い
- 特別な測定器・技能が不要
- 複数の品質特性を同時に判定可能
- JIS Z 9015 が広く普及しており、取引先との共通ルールにしやすい
- サンプルサイズが大きい
- 得られる情報量が少ない
- 工程改善に直接活かしにくい
- 破壊検査ではコストが膨大
📏 計量基準型
- サンプルサイズが劇的に小さい
- OC曲線の判別力が高い
- 平均・バラつきの情報が得られる
- 工程能力指数(Cp/Cpk)の把握に活用可能
- 破壊検査で圧倒的に有利
- 正規分布の仮定が必要(外れると判定が不正確に)
- 平均値・標準偏差・判定統計量の計算が必要
- 精密な測定器と測定技能が必要
- 1個あたりの検査コストが高い
- 品質特性ごとに別の検査設計が必要

なぜ「正規分布の仮定」が必要なのか? ── 計量型の最大の弱点
計量型はサンプル数が少なくて済む大きなメリットがあります。しかし、その代償として「品質特性が正規分布に従う」という前提条件を満たす必要があります。
なぜこの仮定が必要なのでしょうか?
🔔 正規分布を仮定する理由
計量型の判定統計量 QL = (x̄ − L) / s は、「平均値が規格値から何σ離れているか」を見ています。この値から不良率を推定するためには、データの分布形状がわかっていないと計算できないのです。
たとえば、QL = 3.0(平均が規格下限から3σ離れている)のとき、不良率は正規分布なら約0.13%と計算できます。しかし、もしデータが正規分布ではなく歪んだ分布だったら、不良率は0.13%より大きいかもしれないし、小さいかもしれない。分布の形が決まらないと、不良率を推定できないのです。
一方、計数型は「不良品の個数」を直接数えるので、品質特性の分布がどんな形であろうと関係ありません。これが計数型の大きな強みです。
品質特性が正規分布に従わない場合に計量型を使うと、合格と判定されたのに実際の不良率が想定より高いという事態が起こりえます。特に分布が偏っている(歪度が大きい)場合は要注意です。計量型を適用する前に、ヒストグラムや正規確率紙でデータの分布を確認することが重要です。
第16回:【完全解説】正規分布とは?|統計の王様を初心者向けに徹底図解 →
第6回:【完全図解】ヒストグラムとは?|データの「形」が一目でわかる最強のグラフ →
【完全図解】歪度と尖度とは?|正規分布との「ズレ」を数値化する2つの指標 →
「複数の品質特性」を検査する場合の落とし穴
実務では、1つの製品に対して複数の品質特性を同時に検査することがよくあります。たとえば、ネジなら「長さ」「外径」「引張強度」「外観」の4つの特性を検査するかもしれません。
📦 計数型なら ── 1回の検査で全部チェック
計数型の場合、サンプル1個を検査するときに「長さ OK、外径 OK、強度 NG、外観 OK → この製品は不合格」と総合判定できます。どの特性が原因であれ、不合格は不合格。1回の抜取りで複数特性をまとめて扱えるのは大きなメリットです。
📏 計量型なら ── 特性ごとに別の検査設計が必要
計量型の場合、「長さ」の分布と「引張強度」の分布はそれぞれ別の正規分布です。平均も標準偏差も判定基準もまったく違います。そのため、品質特性ごとに別々の検査計画(n と k)を設計しなければなりません。
品質特性が10種類あれば、10個の検査計画を管理する必要がある── これは実務上かなりの負担です。計量型のサンプル数が少ないメリットが、管理の複雑さで相殺されてしまうこともあります。
品質特性が多い製品では、計数型の方が運用がシンプルです。一方、破壊試験で調べる特性が1〜2つしかない場合は、計量型のサンプル数削減メリットが最大限に活きます。
どちらを選ぶべき? ── 判断フローチャート
「結局どっちを使えばいいの?」という疑問に、フローチャートで答えます。
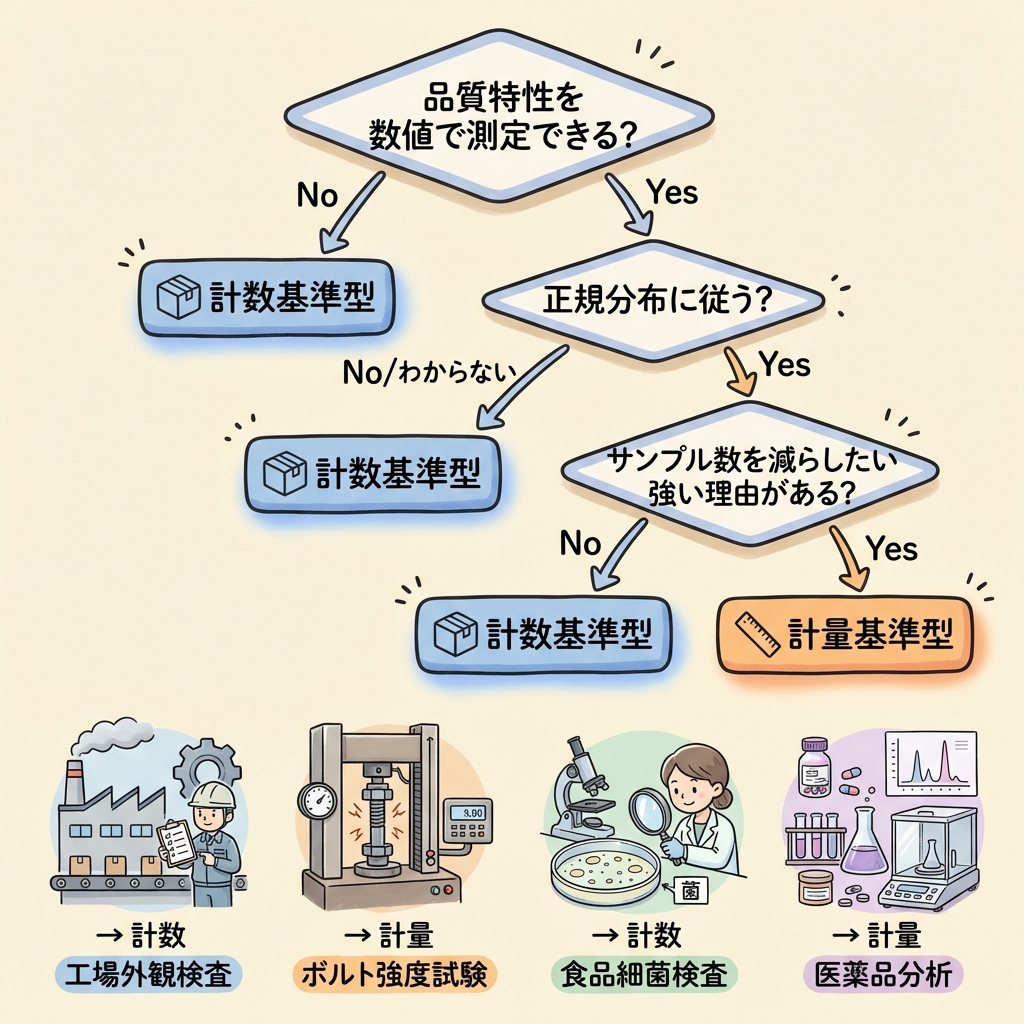
🧭 抜取検査方式の選択フロー
フローチャートからわかるように、計量型を選ぶには3つの条件をすべてクリアする必要があります。①数値で測定できる、②正規分布に従う、③サンプル数を減らしたい強い理由がある── この3つが揃ったときだけ、計量型を検討します。
逆に言えば、1つでも条件を満たさない場合は計数型を選ぶのが安全です。実務で計数基準型(JIS Z 9015)が圧倒的に多く使われているのは、この「適用条件の緩さ」が最大の理由です。
🏭 業界別・場面別の使い分け具体例
| 場面 | 推奨方式 | 理由 |
|---|---|---|
| 電子部品の外観検査 | 📦 計数型 | キズ・汚れなど数値化できない特性。多品種の特性を一度に判定。 |
| ボルトの引張強度試験 (破壊検査) |
📏 計量型 | 破壊検査なのでサンプル数を最小限にしたい。強度は正規分布に従いやすい。 |
| 食品の微生物検査 | 📦 計数型 | 菌数のデータは正規分布に従いにくい(対数正規やポアソン)。 |
| 医薬品の有効成分含量 | 📏 計量型 | 精密分析で連続値が得られる。正規分布に従う。検体が高価。 |
| 自動車部品の受入検査 (取引先との共通ルール) |
📦 計数型 | JIS Z 9015 が業界標準。取引先と共通の検査基準として広く運用。 |
| 鋼材の化学成分分析 | 📏 計量型 | 成分値は連続量で正規分布に従う。試料採取が高コスト。工程管理にも活用。 |
QC検定で問われるポイント
QC検定では、計数基準型と計量基準型の比較がしばしば出題されます。特に以下の3つのポイントが頻出です。
📝 頻出ポイント① サンプルサイズの大小関係
「同じ判別力を得るために、計量基準型は計数基準型よりサンプルサイズが小さくて済む」──これは定番の出題です。理由は前述のとおり「1個あたりの情報量の違い」です。
📝 頻出ポイント② 正規分布の仮定
「計量基準型は品質特性が正規分布に従うことが前提」もよく問われます。穴埋め問題で「計量基準型の適用条件として( )が必要である」と出たら「正規分布」です。
📝 頻出ポイント③ σ既知/σ未知の区分
計量基準型にはσ法(σ既知)とs法(σ未知)の2種類があること、σ法の方がサンプルサイズが小さいことも出題されます。σが既知なら不確実性が1つ減るため、その分だけ少ないサンプルで済むという理屈です。
①計量型はサンプル数が少ない、②正規分布の仮定が必要、③σ法とs法がある──この3つを押さえておけば、QC検定の計数 vs 計量の比較問題はほぼ対応できます。
まとめ ── 本質的な違いは「情報の密度」だった
🔑 この記事のポイント
| 項目 | 内容 |
|---|---|
| 本質的な違い | 1個のサンプルから得られる情報量の密度が違う |
| サンプル数 | 計量型は計数型の約1/5〜1/10で同等の判別力 |
| 計量型の代償 | 正規分布の仮定が必要+平均・標準偏差の計算が必要 |
| 計数型の強み | 分布の仮定不要・判定簡単・複数特性を同時に扱える |
| 選び方の原則 | まず計数型を検討し、サンプル数を減らしたい強い理由がある場合のみ計量型 |
| 実務の現実 | JIS Z 9015(計数型)が業界標準として圧倒的に普及 |
計数基準型と計量基準型は「どちらが優れている」という関係ではなく、「情報の密度」と「前提条件の厳しさ」のトレードオフです。
計量型は少ないサンプルで高い判別力を得られますが、正規分布の仮定と計算の手間というコストを払っています。計数型はサンプルが多いですが、どんな状況でも使える汎用性の高さがあります。
大切なのは「なぜサンプル数が違うのか」「なぜ正規分布が必要なのか」という理屈を理解した上で、自分の現場に合った方式を選ぶことです。この記事がその判断の助けになれば嬉しいです。
📚 次に読むべき記事
抜取検査シリーズの全体像を確認。今回の記事がどの位置にあるかがわかります。
計量型の詳細な解説。σ法とs法の違いまで踏み込みたい方はこちら。
実務で最も使われるJIS Z 9015の具体的な使い方を解説。
OC曲線を読めると、2つの方式の判別力の違いが視覚的に理解できます。
計数型のnとcをどうやって決めるか、具体的な計算手順を解説。
QC検定で狙われやすい抜取検査の問題パターンをまとめました。
計量型で必須の「正規分布」の本質を理解しておきましょう。