{kind=link}
- 上司に「この2つのデータに相関があるか調べて」と言われたが、散布図を作った後どう判断すればいいかわからない
- 散布図がQC7つ道具の1つなのは知っているが、「正しい見方」を説明しろと言われると自信がない
- 相関係数rの数値が出てきたが、0.7は「強い」のか「弱い」のか判断基準がわからない
- 客先に「この2つの特性に因果関係はあるのか?」と聞かれて、相関と因果の違いをうまく説明できなかった
- 散布図の「点の雲」を見た瞬間に相関の強さと方向を判別する方法
- 相関係数r の意味と「-1〜+1」の数直線上でどう解釈するか
- 相関係数の計算手順(途中式を省略しない)
- 「相関がある ≠ 因果関係がある」──擬似相関の罠と正しい判断
散布図は、2つのデータの関係を「目で見える形」にする最強の道具です。Excelで作るのは簡単ですが、作った後にどう読むか──ここが品質保証の現場で問われるポイントです。
この記事では、散布図の5つのパターンを「点の雲の形」で瞬時に判別する方法と、相関係数rの意味・計算手順・注意点を、図解と具体例で徹底的に解説します。QC検定2級・3級の対策にもそのまま使えます。
散布図とは?──2つのデータの関係を「見える化」する道具
散布図(scatter plot)とは、2つの変数のデータを、横軸と縦軸にとって点を打ったグラフです。QC7つ道具の1つであり、品質管理の現場で「2つの特性に関係があるか?」を調べるときに使います。
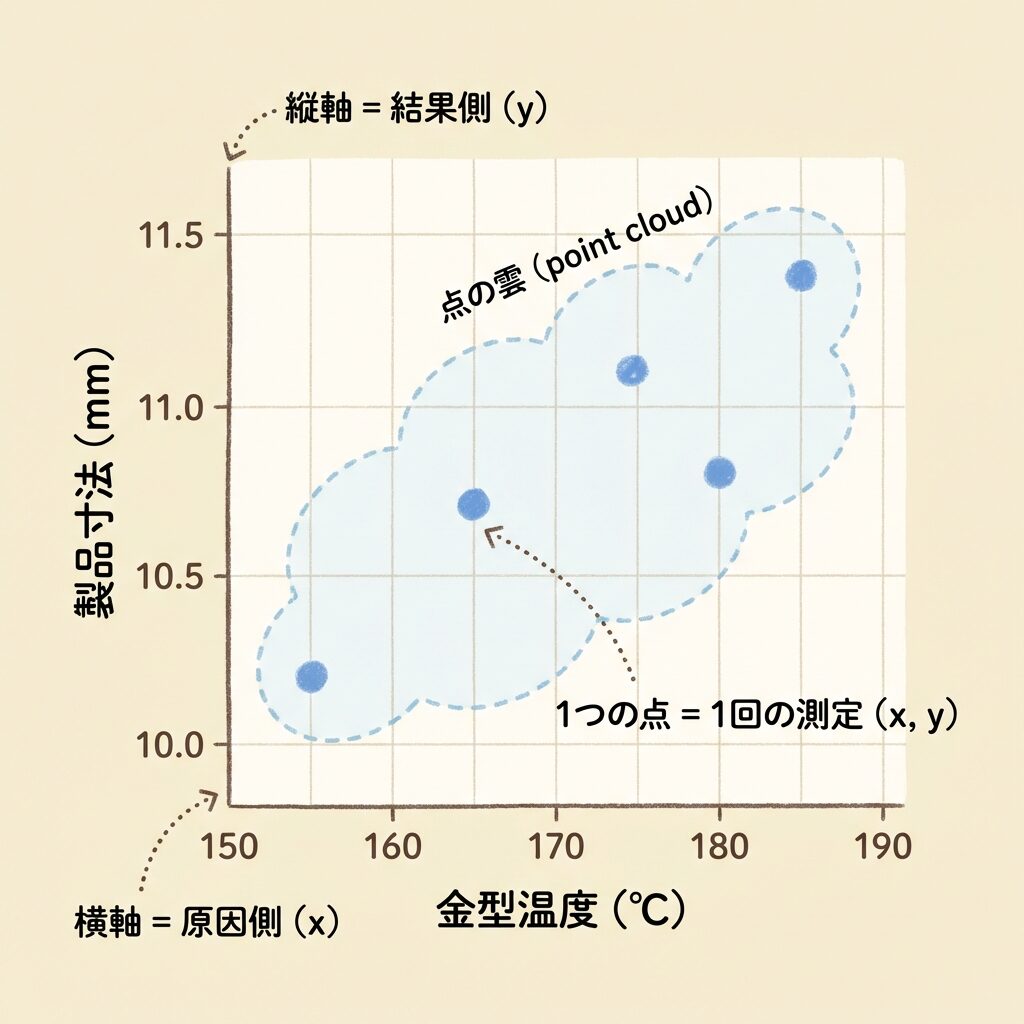
横軸にxのデータ、縦軸にyのデータをとり、(x, y) の組を1つの「点」として打つ。
点の集まり=「点の雲」の形から、2つのデータの関係を読み取る。
製造現場での散布図の使い方
たとえば、あなたが品質保証部で「金型温度と製品の寸法精度に関係があるか調べてほしい」と頼まれたとします。このとき、横軸に「金型温度(℃)」、縦軸に「製品寸法(mm)」をとり、過去のデータを1点ずつ打っていきます。
打ち終わったら、点の集まり──これを「点の雲(point cloud)」と呼びます──の形を観察します。点の雲が右肩上がりの細長い楕円に見えたら「温度が上がると寸法も大きくなる傾向がある」と判断できます。
散布図の主な目的は「2つの変数に関係がありそうか?」を視覚的に素早く判断すること。数値で厳密に判断するのが、後で解説する「相関係数r」です。散布図で目を使い、相関係数で数字を使う──この2段構えが品質管理の基本です。
「点の雲」を読む!はじめての散布図ガイド →
散布図の5つのパターン──「点の雲」の形で相関を判別する
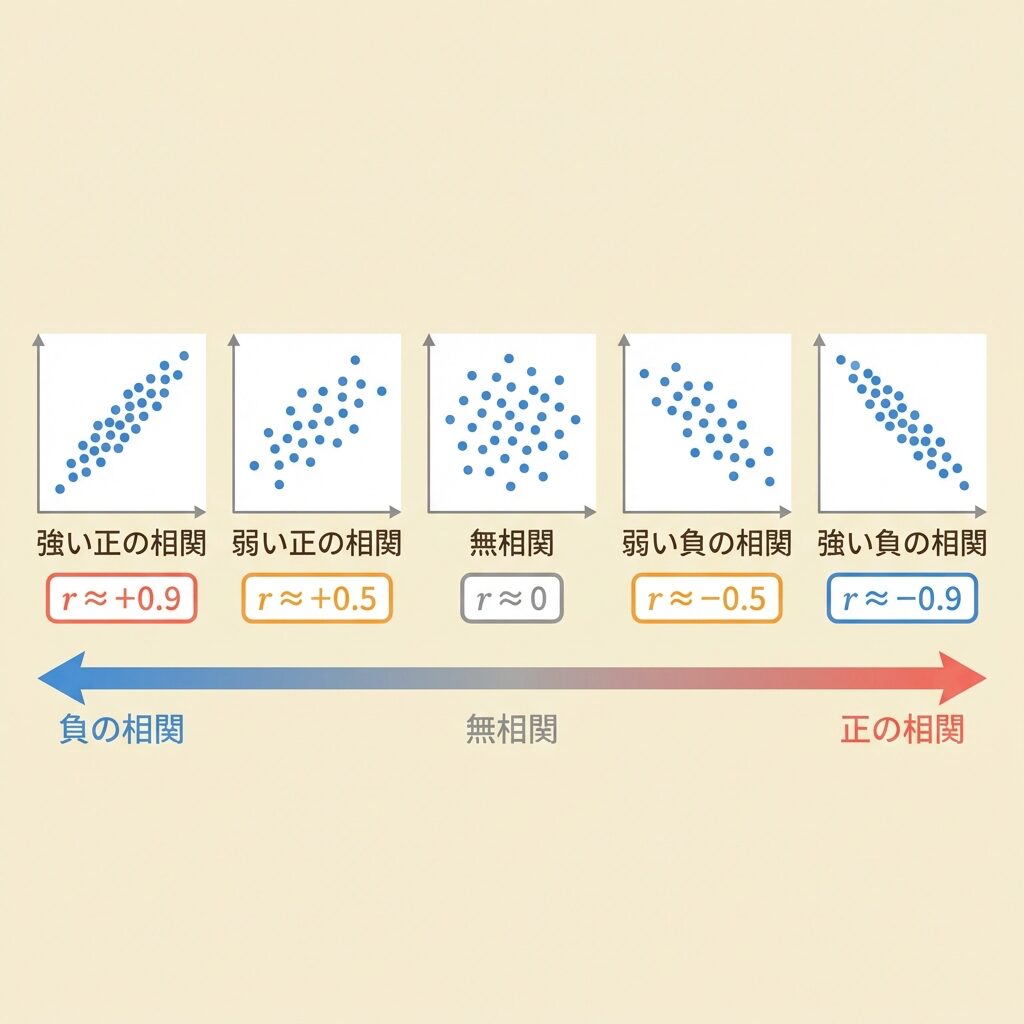
散布図の点の雲は、大きく5つのパターンに分類できます。この5パターンを覚えれば、グラフを見た瞬間に「相関があるか?ないか?」を判断できるようになります。
| No. | パターン名 | 点の雲の形 | 相関係数 r | 製造現場の具体例 |
|---|---|---|---|---|
| ① | 強い正の相関 | 右肩上がりの 細い楕円 |
+0.7 〜 +1.0 | 加熱時間が長いほど、製品温度が高くなる |
| ② | 弱い正の相関 | 右肩上がりの 太い楕円 |
+0.4 〜 +0.7 | 作業者の経験年数が長いほど、不良率がやや低い(ただしバラつく) |
| ③ | 無相関 | 丸い雲 (方向性なし) |
-0.2 〜 +0.2 | 作業者の身長と製品の寸法精度(関係なし) |
| ④ | 弱い負の相関 | 右肩下がりの 太い楕円 |
-0.7 〜 -0.4 | 設備の稼働年数が長いほど、加工精度がやや低下する(ただしバラつく) |
| ⑤ | 強い負の相関 | 右肩下がりの 細い楕円 |
-1.0 〜 -0.7 | 冷却水の流量を増やすほど、製品温度が下がる |
🔑 判別のコツは「楕円の細さ」と「傾きの方向」
点の雲を見るときのポイントは、たった2つです。
① 傾きの方向
右肩上がり → 正の相関(rはプラス)
右肩下がり → 負の相関(rはマイナス)
方向なし → 無相関(rはゼロ付近)
② 楕円の細さ
細い楕円 → 強い相関(|r|が1に近い)
太い楕円 → 弱い相関(|r|が0.5前後)
丸い雲 → 無相関(|r|が0に近い)
「楕円が細ければ細いほど、相関は強い」。極端な話、全部の点が一直線に並べば完全な相関(r = ±1)で、楕円の太さ=ゼロです。逆に、点が丸くバラけるほど「関係なし」に近づきます。点の雲が「葉巻の形」なら相関あり、「満月の形」なら無相関──こう覚えてください。
相関係数 r とは?──「点の雲の細さ」を数値化した指標
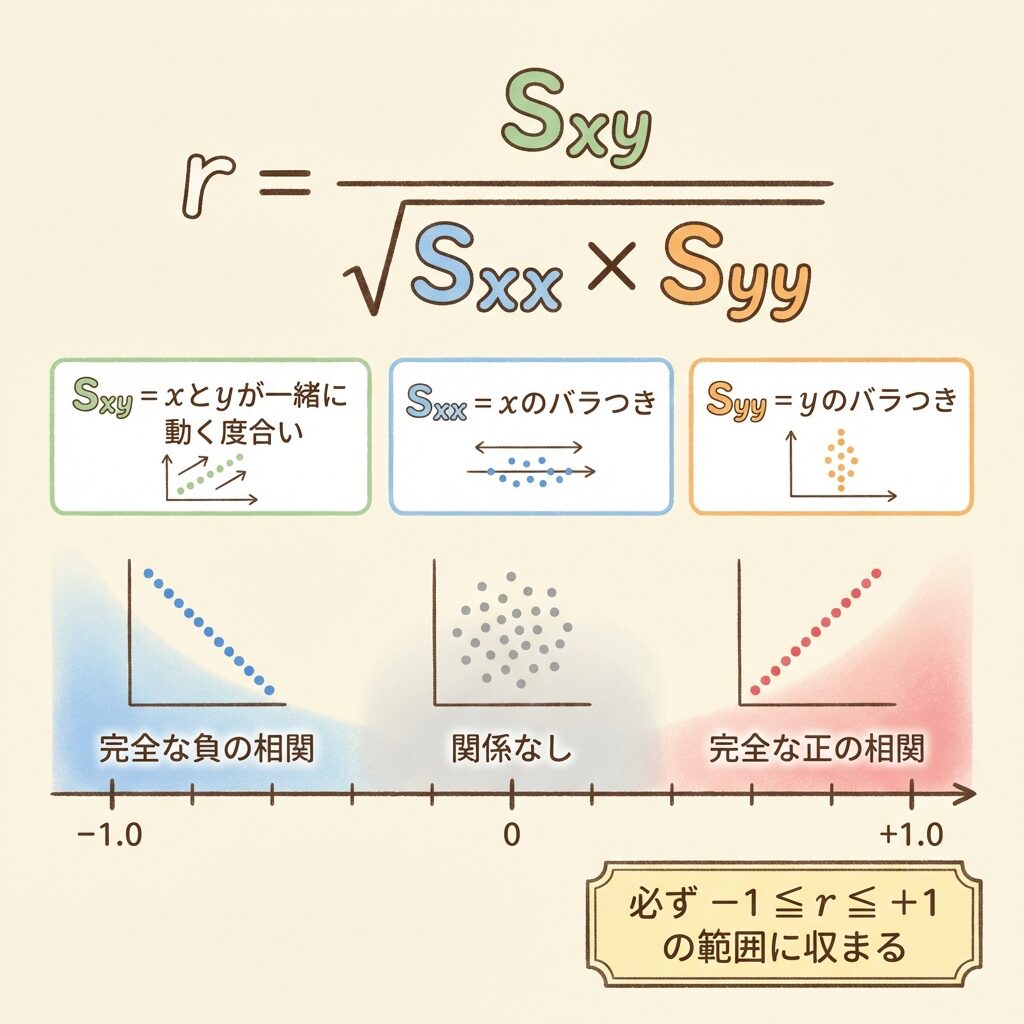
散布図で「目」で判断していた相関の強さと方向を、1つの数値で表したものが相関係数 r(ピアソンの積率相関係数)です。
Sxy:xとyの共分散の元(偏差の積の合計)
Sxx:xの偏差平方和(xのバラつき)
Syy:yの偏差平方和(yのバラつき)
r は「-1 から +1」の範囲にしかならない
相関係数 r は必ず -1 ≦ r ≦ +1 の範囲に収まります。これは「0.3」や「-0.8」のように、1つの数値で2つのデータの関係を表現できるということです。
(右肩下がり)
(関係なし)
(右肩上がり)
客先から「相関係数はいくつですか?」と聞かれたとき、散布図だけ見せて「なんとなく相関がありそうです」では通用しません。r = 0.85 のように数値で回答することが求められます。散布図は「目での確認」、相関係数は「数値での証拠」──この2つをセットで提出するのが品質保証の鉄則です。
相関係数 r の強さの目安表──「0.7」は強い?弱い?
相関係数 r が出たとき、「この値は強いのか?弱いのか?」と迷うことがよくあります。以下の表が一般的に使われる目安です。絶対値 |r| で判断します(プラスかマイナスかは方向の違いだけで、強さには関係しません)。
| |r| の範囲 | 相関の強さ | 点の雲の形 | 判断の目安 |
|---|---|---|---|
| 0.9 〜 1.0 | 非常に強い | ほぼ直線 | 物理法則レベルの関係(例:電圧と電流) |
| 0.7 〜 0.9 | 強い | 細い楕円 | 実務で「相関あり」と報告できるレベル |
| 0.4 〜 0.7 | 中程度 | 太い楕円 | 傾向はあるがバラつきも大きい。追加調査が必要 |
| 0.2 〜 0.4 | 弱い | だいぶ丸い | 関係があるとは断言しにくい |
| 0 〜 0.2 | ほぼ無相関 | 丸い雲 | 関係なしと判断してよい |
この目安はあくまで「一般的な基準」です。分野によって異なります。たとえば心理学では r = 0.5 でも「強い相関」と見なされますが、物理実験では r = 0.95 でも「バラつきが大きい」と言われることがあります。製造業の品質管理では、|r| ≧ 0.7 を「相関あり」と報告するのが実務的な目安です。

相関係数 r の計算手順──途中式を省略しない完全ガイド
Excelでは =CORREL(A:A, B:B) で一瞬で求められますが、「中身がわからないまま数値だけ出す」のでは、客先に聞かれたときに説明できません。ここでは具体的なデータを使って、手計算の全手順を見ていきましょう。
📝 例題:金型温度と製品寸法の関係
ある製品の金型温度 x(℃)と製品寸法 y(mm)を5回測定しました。相関係数 r を求めてください。
| No. | x(金型温度 ℃) | y(製品寸法 mm) |
|---|---|---|
| 1 | 150 | 10.2 |
| 2 | 160 | 10.5 |
| 3 | 170 | 10.7 |
| 4 | 180 | 10.9 |
| 5 | 190 | 11.3 |
STEP 1:平均値を求める
ȳ = (10.2 + 10.5 + 10.7 + 10.9 + 11.3) ÷ 5 = 53.6 ÷ 5 = 10.72
STEP 2:偏差(各データ − 平均)を求め、Sxx・Syy・Sxy を計算する
| No. | x | y | x − x̄ | y − ȳ | (x − x̄)² | (y − ȳ)² | (x − x̄)(y − ȳ) |
|---|---|---|---|---|---|---|---|
| 1 | 150 | 10.2 | -20 | -0.52 | 400 | 0.2704 | 10.4 |
| 2 | 160 | 10.5 | -10 | -0.22 | 100 | 0.0484 | 2.2 |
| 3 | 170 | 10.7 | 0 | -0.02 | 0 | 0.0004 | 0 |
| 4 | 180 | 10.9 | 10 | 0.18 | 100 | 0.0324 | 1.8 |
| 5 | 190 | 11.3 | 20 | 0.58 | 400 | 0.3364 | 11.6 |
| 合計 | Sxx = 1000 | Syy = 0.688 | Sxy = 26.0 | ||||
STEP 3:公式に代入して r を求める
r = 26.0 ÷ √(1000 × 0.688)
r = 26.0 ÷ √688
r = 26.0 ÷ 26.23
r ≈ 0.991
r ≈ 0.991 は「非常に強い正の相関」です。金型温度が上がるほど製品寸法が大きくなる傾向が、数値で裏付けられました。この値なら客先に「強い正の相関があります」と自信を持って報告できます。

「なぜ r がこの公式で求まるのか」を直感で理解する
公式だけ覚えても、客先監査で「なぜこの指標を使うのですか?」と聞かれたら答えられません。相関係数 r の「中身」を、計算式の意味に立ち戻って理解しましょう。
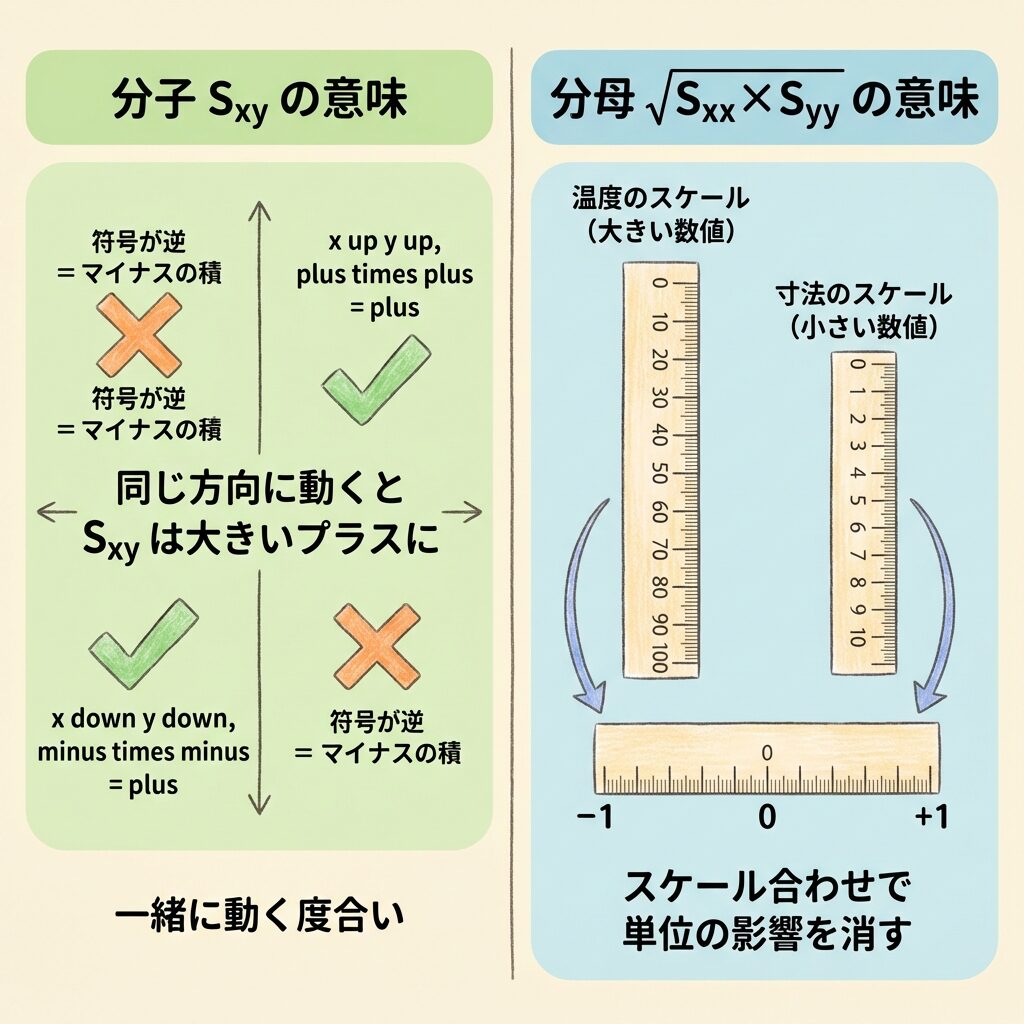
Sxy(偏差の積の合計)は「一緒に動く度合い」
分子の Sxy は、xの偏差とyの偏差を掛け合わせた値の合計です。ここがポイントで、xが平均より大きいときにyも平均より大きいと、偏差の積は「プラス × プラス = プラス」になります。逆にxが平均より小さいときにyも小さければ「マイナス × マイナス = プラス」になります。
つまり、xとyが同じ方向に動く傾向があるとき、Sxy はプラスの大きな値になります。これが「正の相関」の正体です。
逆に、xが大きいときにyが小さい(プラス × マイナス = マイナス)なら、Sxy はマイナスの大きな値になります。これが「負の相関」です。
分母の √(Sxx × Syy) は「スケール合わせ」
Sxy だけでは、データの単位やスケールに影響されます。温度(100単位)と寸法(0.1単位)のデータでは、偏差の積の値が大きくなりやすいですよね。
そこで、分母に「xのバラつき × yのバラつき」の平方根で割ることで、単位やスケールの影響を打ち消します。これによって r は必ず -1 ≦ r ≦ +1 の範囲に収まるようになります。
相関係数 r とは、「xとyが一緒に動く度合いを、それぞれのバラつきで割って-1〜+1に正規化したもの」です。共分散をそれぞれの標準偏差で割っているとも表現できます。
最大の落とし穴──「相関がある」≠「因果関係がある」
ここが散布図と相関係数で最も間違えやすく、最も危険なポイントです。相関係数が高いからといって、「xがyの原因である」とは限りません。
🍦 有名な例:アイスクリームと溺水事故
「アイスクリームの売上」と「溺水事故の件数」の月別データで散布図を描くと、強い正の相関が出ます。しかし「アイスを食べると溺れる」わけではありません。真の原因は「気温」です。気温が上がるとアイスが売れ、同時に海やプールに行く人が増えて事故も増える。このように、第三の変数(交絡因子)が裏に隠れているケースを「擬似相関」と呼びます。
製造現場でも擬似相関は起きる
たとえば「設備の稼働時間」と「不良率」に正の相関が出たとします。「稼働時間が長いから不良が増えた」と結論づけたくなりますが、真の原因は「稼働時間が長い日は生産量が多く、作業者が疲労してミスが増えた」かもしれません。相関係数は2つの変数の「関係の強さ」は教えてくれますが、「原因→結果」の方向は教えてくれないのです。
相関:「xが大きいとき、yも大きい(or 小さい)傾向がある」→ 同時に動くこと
因果:「xが変わったからyが変わった」→ 原因と結果の関係
散布図と相関係数で「相関あり」が確認されたら、次は実験や専門知識を使って因果関係を検証するステップに進んでください。

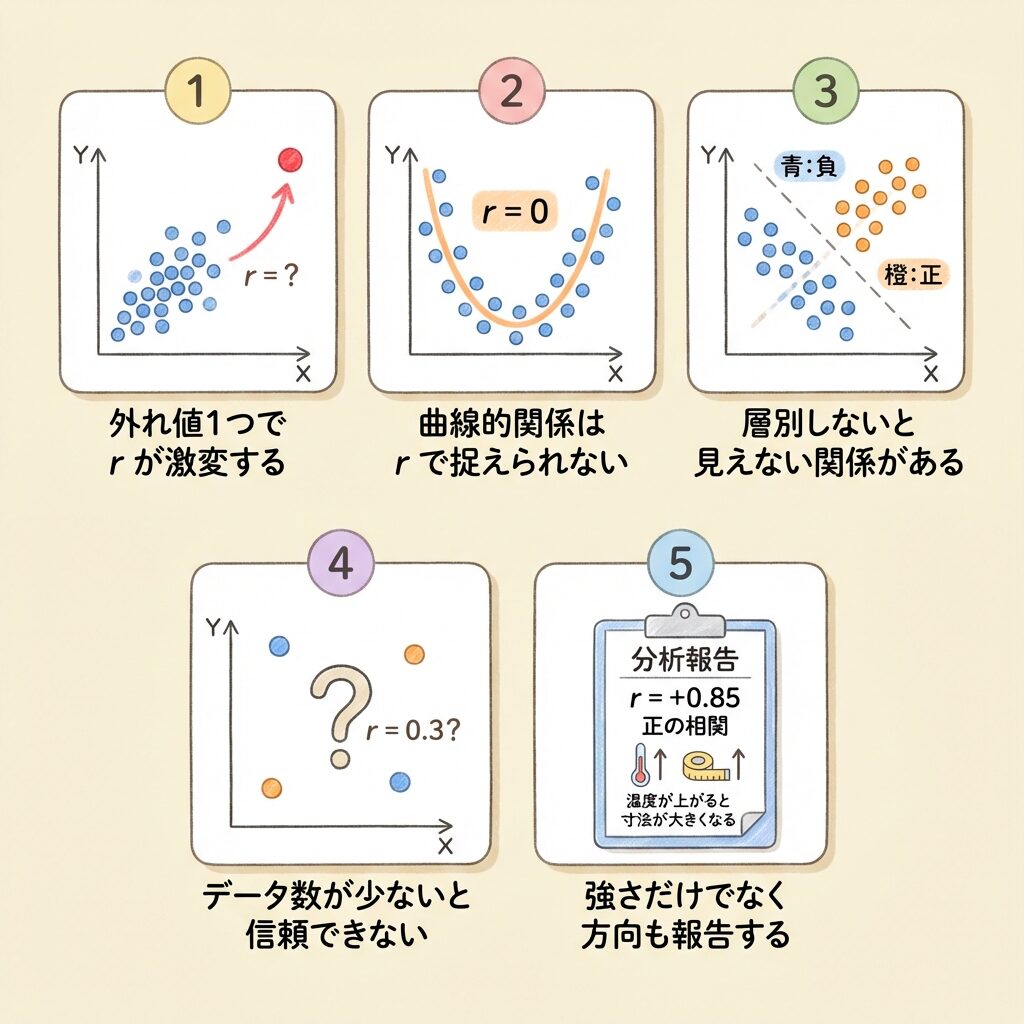
散布図を業務で使うときの5つの注意点
散布図と相関係数を実務で使う際、知らないと痛い目を見る注意点が5つあります。
① 外れ値1つで相関係数が激変する
相関係数 r は外れ値(他のデータから大きく離れた値)に非常に敏感です。たった1つの異常値が混じるだけで、r = 0.3 が r = 0.8 に跳ね上がることもあります。散布図を必ず「目で」確認し、明らかにおかしい点がないかチェックしてから r を計算してください。
② 相関係数は「直線的な関係」しか捉えられない
相関係数 r は「直線的な関係(一次関数的な関係)」の強さを測る指標です。もしデータがU字型やS字型の関係を持っていた場合、r はゼロに近い値を出しますが、「関係がない」わけではありません。散布図を見れば曲線的な関係が一目でわかるので、やはり「散布図+相関係数」のセットが重要です。
③ 層別しないと見えない関係がある
全体のデータでは無相関に見えても、ロット別や設備別に色分け(層別)すると、各グループ内では強い相関が見えることがあります。これを「シンプソンのパラドックス」と呼びます。散布図を作るときは、データの属性(設備番号、ロット、作業者など)で層別することを習慣にしてください。
④ データ数が少ないと r は信頼できない
データが5個しかないのに r = 0.8 が出ても、「本当に相関がある」と断言はできません。統計的に有意かどうかを判定するには、相関係数の検定(t検定)が必要です。一般的に、最低でも20〜30個のデータがあると安心です。
⑤ 相関の「強さ」だけでなく「方向」も報告する
客先に報告するとき、「相関係数は0.85です」だけでは不十分です。「r = +0.85 であり、金型温度が上がるほど製品寸法が大きくなる正の相関がある」と、方向も含めて報告しましょう。プラスかマイナスかで、工程の制御方法がまったく変わるからです。
品質保証の現場では、散布図を客先に提出することが少なくありません。そのとき「散布図の図」「相関係数の値」「層別の有無」「因果関係の考察」──この4点が揃っていれば、まず突っ込まれることはありません。逆に、散布図だけ出して r を添えていないと「定量的な根拠は?」と聞かれるので注意です。
散布図の「次のステップ」──回帰分析への橋渡し
散布図で「相関がありそうだ」とわかったら、次は「その関係を数式で表す」ステップに進みます。これが回帰分析です。
(目で確認)
(数値で確認)
(予測に使う)
散布図と相関係数は「2つのデータに関係があるか?」を判断するための道具です。一方、回帰分析は「その関係を y = ax + b という式にして、xの値からyを予測する」ための道具です。
たとえば、金型温度と製品寸法に強い正の相関があるとわかったら、回帰分析で「温度が185℃のとき、寸法はおよそ何mmになるか?」を予測できます。品質管理では、散布図で関係を確認→回帰分析で予測式を作る→工程条件を最適化する、という流れが定番です。

まとめ──散布図と相関係数の要点を30秒で復習
| 項目 | ポイント |
|---|---|
| 散布図とは | 2つの変数を横軸・縦軸にとって点を打ったグラフ。「点の雲」の形で関係を視覚的に判断する |
| 5つのパターン | ①強い正の相関 ②弱い正の相関 ③無相関 ④弱い負の相関 ⑤強い負の相関 |
| 判別のコツ | 「傾きの方向」(+か−か)× 「楕円の細さ」(強いか弱いか)の2軸で判断 |
| 相関係数 r | -1 ≦ r ≦ +1。「一緒に動く度合い」を正規化した指標。|r| ≧ 0.7 で「相関あり」が実務的目安 |
| 最大の注意点 | 相関 ≠ 因果。擬似相関に騙されない。散布図で関係を確認した後、因果は実験や専門知識で検証する |
| 次のステップ | 相関ありと判断されたら → 回帰分析で数式化 → 予測・工程最適化へ |
📚 次に読むべき記事
「相関があるなら、それで十分では?」という疑問に答えます。相関と回帰は似ているようでまったく違います。
相関係数 r を2乗すると決定係数 R² になる不思議な関係。「回帰モデルの精度」を測る指標を図解します。
散布図→相関係数→単回帰→重回帰と、体系的に学べるロードマップ。全記事の読む順番がわかります。