
- 計算上はTjが100℃以下のはずなのに、実機では130℃まで上がっていた
- 「ヒートシンクをしっかり付けてるのに、なぜ熱が逃げない?」と現場で言われた
- 同じ部品・同じヒートシンクなのに、組立ロットによって温度が違う
- 「グリスを塗ったか塗ってないかで、こんなに温度が変わるの?」と驚いた
- 接触熱抵抗が「なぜ発生するのか」の物理的な理由
- 表面の凹凸・締付トルク・TIM材が、接触熱抵抗をどう変えるのか
- 現場で接触熱抵抗を最小化するための具体的な対策
熱設計でよくある失敗。「データシート通りに計算したのに、実機の温度が高い」——その原因の多くは、見えないところに隠れた「接触熱抵抗」です。前回の記事で学んだRth(c-s)の正体こそ、この接触熱抵抗です。
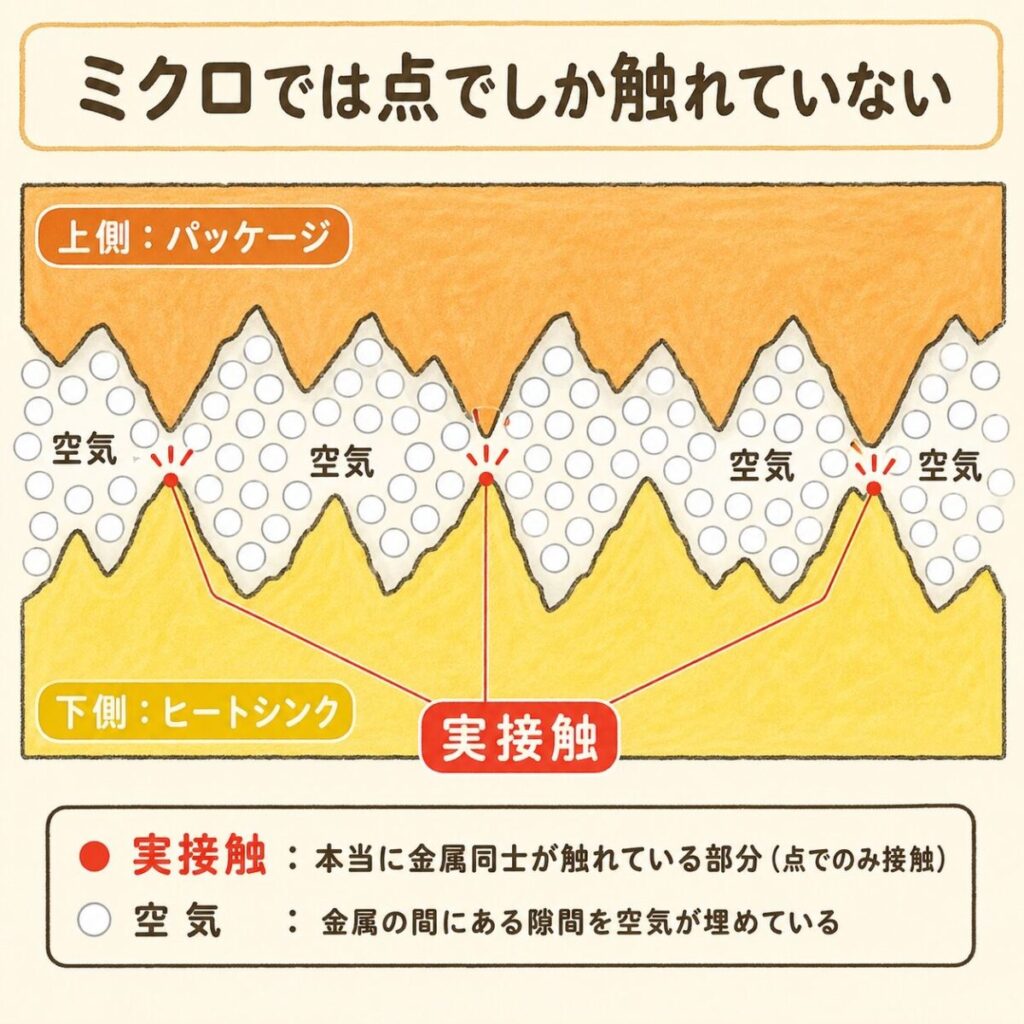
結論を先に言います。「平らに見える金属の表面は、ミクロのレベルではデコボコしている」。だから2つの面を重ねても、本当に接触している面積はわずか1〜2%しかありません。残りの隙間は空気で埋まっており、空気は熱を通しにくい。これが接触熱抵抗の正体です。
接触熱抵抗とは?|「見えない隙間」が生む熱の壁
接触熱抵抗とは、2つの面を接触させたときに、その境界面で発生する熱抵抗のことです。前回までの記事で学んだRth(c-s)、つまり「ケース〜ヒートシンク間の熱抵抗」が、まさに接触熱抵抗です。
なぜ「接触」しているのに熱抵抗が生まれるのか
肉眼で見ると、半導体パッケージの裏面とヒートシンクの表面は、どちらも「ピカピカで平ら」に見えます。しかし顕微鏡レベルで見ると、表面は山と谷の連続です。電子顕微鏡で観察すれば、表面には数μm(マイクロメートル)の凸凹が無数に存在することがわかります。
研磨された金属表面でも、実際に2つの面が接触している面積は、見かけ上の面積のわずか1〜2%しかありません。残りの98〜99%は、ミクロの隙間に「空気の層」が存在しています。
空気は熱を通しにくい
熱の伝わりやすさを示す指標を「熱伝導率」と言います。下の表を見てください。空気の熱伝導率は金属より圧倒的に小さいのです。
| 材料 | 熱伝導率 [W/(m·K)] | 熱の通しやすさ |
|---|---|---|
| 銅 | 約 400 | ⭐⭐⭐⭐⭐ |
| アルミニウム | 約 240 | ⭐⭐⭐⭐ |
| サーマルグリス | 約 1〜10 | ⭐⭐ |
| 空気 | 約 0.026 | ❌(ほぼ絶縁) |
銅と空気を比較すると、その差は約15,000倍。表面の隙間に空気が入っているということは、そこに「熱を通さない壁」を挟んでいるのと同じことなのです。
「グリスを塗らずに組み立てたら温度が30℃も高かった」——これは現場でよく起きる事故です。グリスは「念のため塗っておくもの」ではなく、空気の層を排除して熱の通り道を作る、絶対に必要な材料です。

ミクロの世界で何が起きているのか
接触熱抵抗を理解するには、ミクロのスケールで何が起きているかを知る必要があります。表面の凸凹を「山と谷」と表現すると、面と面が接触したときの様子は次のようになります。
表面の「山」の部分だけが直接接触します。ここでは熱が金属同士で直接伝わるため、抵抗は小さい。
山の隣には必ず谷があり、ここに空気の層が形成されます。熱は空気を通って伝わろうとしますが、空気の熱伝導率は極めて低く、流れにくい。
熱は「通りやすい場所」に集中します。山から山へ、ピンポイントで熱が流れるため、実質的な接触面積が極端に小さくなり、結果として大きな熱抵抗が生まれます。
「実接触面積」と「見かけの面積」
熱設計で重要な概念が、「実接触面積」と「見かけの面積」の違いです。
見かけの面積
パッケージの裏面の寸法から計算した「設計上の」接触面積。例:10mm × 10mm = 100mm²
実接触面積
実際に金属同士が接している面積。見かけの面積の1〜2%程度。例:100mm² × 1% = 1mm²
接触熱抵抗を下げるとは、「実接触面積をいかに増やすか」という戦いです。表面を磨く・押し付け力を上げる・隙間を熱伝導性の良い材料で埋める——これらが対策の本質です。

表面状態が接触熱抵抗を決める
接触熱抵抗の大きさは、接触する両側の表面の状態で決まります。具体的には次の3つの要素が支配的です。
① 表面粗さ(Ra・Rz)
表面粗さは、表面の凸凹の大きさを数値化した指標です。「Ra(算術平均粗さ)」や「Rz(最大高さ)」という単位で表されます。粗さが小さいほど面が平滑で、実接触面積が大きくなり、接触熱抵抗が下がります。
| 表面状態 | Ra [μm] | 接触熱抵抗の傾向 |
|---|---|---|
| 鋳肌(押出のまま) | 3〜10 | 大(悪い) |
| フライス加工面 | 1.5〜3 | 中 |
| 研削加工面 | 0.4〜1.5 | 小(良い) |
| 鏡面研磨 | 0.1以下 | 極小(理想的) |
② 平面度(うねり)
平面度は、面全体が「どれだけ平らか」を表す指標です。表面粗さがミクロな凹凸なら、平面度はマクロな曲がり・うねりです。たとえ表面が鏡のように磨かれていても、面が反っていれば全体としては隙間ができてしまいます。
③ 清浄度(汚れ・酸化膜)
表面に油分・指紋・酸化膜・粉塵などがあると、それが熱を通さない層になります。特にアルミニウムは大気中で酸化膜(Al₂O₃)を作りやすく、この酸化膜は熱伝導率が金属より大幅に低い。組立前のクリーニング工程は熱設計の一部です。
表面を「ピカピカに磨けば良い」と思いがちですが、現実にはコストとのバランスです。鏡面研磨はコストが高いので、「Ra 1.6μm程度+サーマルグリス使用」が実務での標準になっています。

締付トルクが接触熱抵抗を変える
表面状態と並んで、接触熱抵抗を左右する最大の要素が「締付トルク(押し付け力)」です。ネジを強く締めるほど、表面の山が押しつぶされて変形し、実接触面積が増えます。
圧力と接触熱抵抗の関係
押し付け圧力が増えるほど接触熱抵抗は下がりますが、「比例して」下がるわけではありません。低圧力域では急激に下がり、高圧力域では効果が頭打ちになります。
0.5N·m
1.0N·m
2.0N·m
※ TO-220 + サーマルグリス使用時の接触熱抵抗の傾向(イメージ図)
締めすぎてはいけない理由
「強く締めるほど良い」と思いがちですが、締めすぎはトラブルの原因になります。
パッケージのクラック・割れ
プラスチックパッケージは強い圧力で割れる可能性がある。特にTO-220のプラ部分は要注意。
グリスのはみ出し・欠乏
強く締めすぎると、グリスが必要以上に押し出されてしまい、かえって熱抵抗が増えることがある。
ヒートシンクの変形
薄いヒートシンクが反って、他の場所の接触が悪くなる「逆効果」も起きる。
部品メーカーは必ずデータシートに「推奨締付トルク」を記載しています(例:TO-220で0.5〜0.8N·m)。これを守らないと、性能保証外です。組立工程では必ずトルクレンチで管理し、ばらつきを抑えましょう。
【完全図解】4M変更管理とは?変化点管理の実務手順 →

TIM材(サーマルインターフェース材)の役割
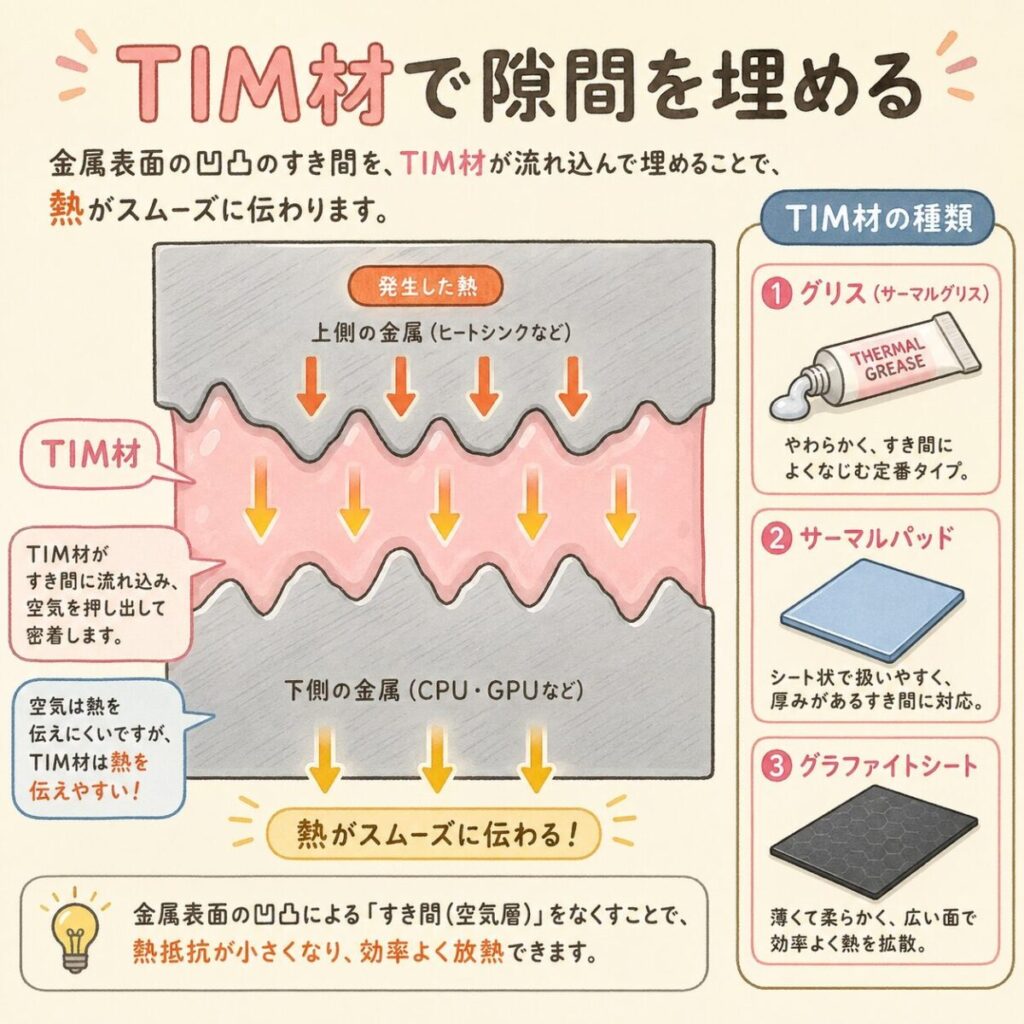
接触熱抵抗を下げる最も効果的な方法が、TIM材(サーマルインターフェース材)の使用です。TIMとは、Thermal Interface Materialの略で、面と面の間に挟む熱伝導材の総称。
TIM材の3つの役割
① 空気の排除
表面の隙間にある空気を、より熱伝導率の高い材料で置き換える。
② 表面の追従
柔らかい材料が表面の凹凸に沿って変形し、密着面積を最大化する。
③ 絶縁(任意)
電気絶縁が必要な場合、絶縁性のあるTIM材で同時に対応。
代表的なTIM材の種類と特徴
| TIM材 | 熱伝導率 [W/(m·K)] | 特徴 |
|---|---|---|
| サーマルグリス | 1〜10 | 最も汎用的。塗布量管理が必要。乾燥・揮発による経年劣化あり。 |
| サーマルシート(パッド) | 1〜6 | 作業性◎。グリスより熱抵抗は若干大きい。量産向き。 |
| グラファイトシート | 100〜1500 | 高性能・高コスト。面方向の熱伝導率が極めて高い。 |
| 液体金属 | 20〜80 | 最高性能。アルミとの相性が悪い(腐食する)。取り扱い注意。 |
グリスは厚く塗るほど熱抵抗が大きくなります。グリス自体の熱伝導率は金属より低いため、「ミクロの隙間を埋める最小限の量」が理想。塗布量が多すぎても少なすぎても性能は出ません。

接触熱抵抗を最小化する6つの対策
ここまでの内容を踏まえて、現場で接触熱抵抗を最小化するための具体的な対策を整理します。
適切なTIM材を選定する
用途に応じてサーマルグリス・シート・グラファイトを選ぶ。性能だけでなく作業性・コスト・絶縁性も考慮する。
推奨締付トルクで管理する
トルクレンチを使い、データシートの推奨値を守る。締めすぎ・締め不足の両方を防ぐ。
ヒートシンク表面の平面度を確保
取付面は研削加工以上の精度で。鋳肌や粗いフライス面は避ける。歪み・反りも抑える。
組立前にクリーニング
油分・指紋・酸化膜を除去する。アルコールでの脱脂工程を作業標準書に組み込む。
グリスの塗布量・塗布方法を標準化
「米粒大」「ヘラで均一に薄く」など、定量的な指示を作業標準書に明記する。
熱画像(サーモグラフィ)で検証
量産前に実機で温度測定し、計算値とのズレがないかを確認する。異常値があれば組立工程を見直す。
熱不良の原因究明では、まず「組立工程の何が変わったか」を疑うのが鉄則です。グリスのロット変更、トルクレンチの校正切れ、作業者交代、清浄度の低下——これらは静かに接触熱抵抗を増やします。
{kind=link}
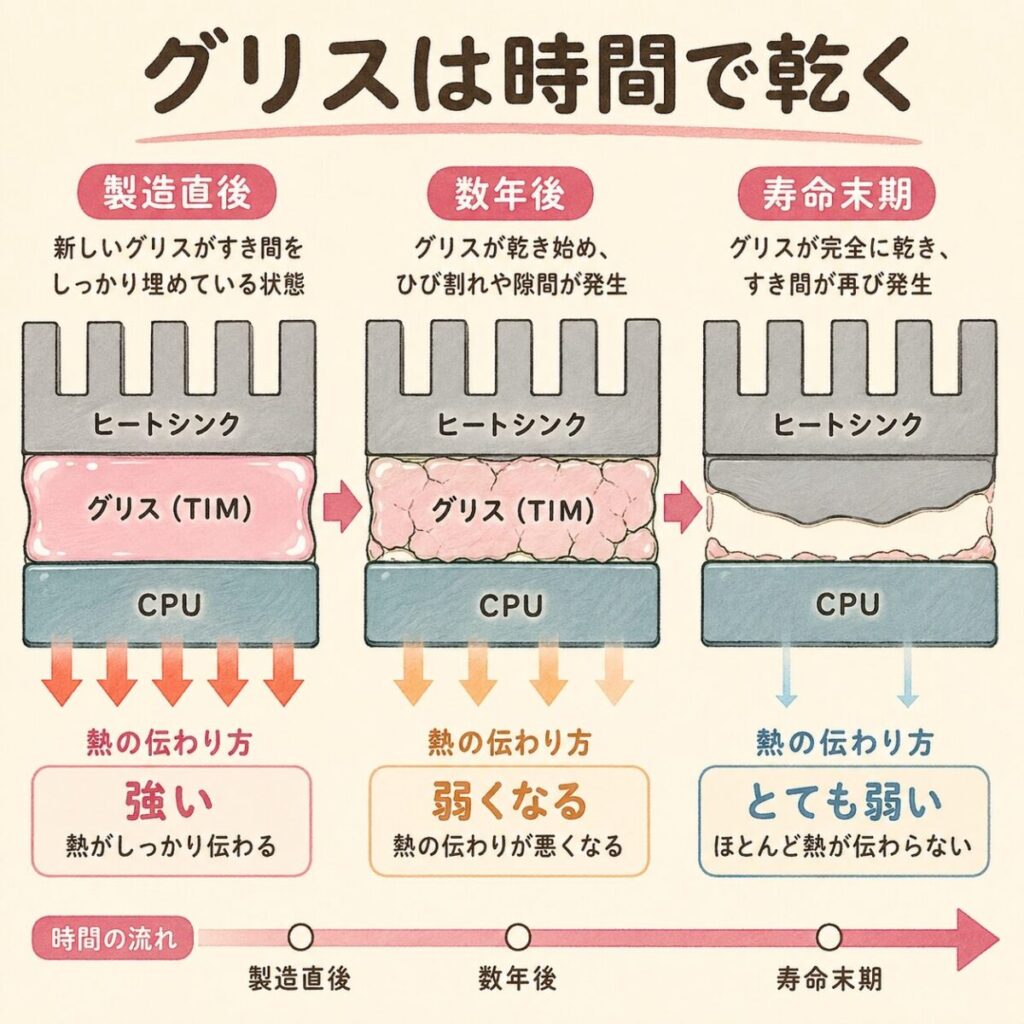
接触熱抵抗は「時間とともに悪化する」
見落としがちですが、接触熱抵抗は製造直後と数年後で値が変わることがあります。経年で接触熱抵抗が増加すると、徐々にTjが上昇し、ある日突然故障として現れます。
経年劣化の主な原因
グリスの乾燥・揮発(ドライアウト)
サーマルグリスのオイル成分が徐々に蒸発し、固化する。固化したグリスは表面追従性が失われ、隙間が再び生まれる。
熱サイクルによる寸法変化
パッケージとヒートシンクは材質が違うため、温度変化で膨張率が異なる。繰り返しの伸縮により、グリスが徐々にはみ出る(ポンプアウト現象)。
ネジの緩み
熱サイクル・振動で締付力が低下する。締付力が下がると実接触面積も減り、接触熱抵抗が増える。
熱設計では、製造直後の値だけでなく「製品寿命の終わりにどうなるか」を考慮する必要があります。一般的には、経年劣化を考慮して20〜30%のマージンを持たせて設計します。
【完全図解】故障率曲線(バスタブカーブ)|製品の"寿命"を3つの期間で理解する →
現場で起きる接触熱抵抗のトラブル事例
事例① 一部のロットだけ温度が高い
量産工程で「あるロットだけTjが10℃高い」という事例。原因はグリス塗布量のばらつき。作業者によって塗り方が違うことが調査で判明し、ヘラによる定量塗布に変更して解決。
事例② 設計通りの温度が出ない
試作機ではOKだったのに、量産機で温度が高い。原因はヒートシンクの加工方法。試作品は研削加工だったが、量産でフライス加工に変更したため表面粗さが悪化。研削加工に戻して解決。
事例③ 数年後に故障が頻発
出荷から3〜4年経った製品で、半導体故障が増加。調査の結果、サーマルグリスのドライアウトが原因と判明。長期信頼性に対応したグリスへ変更し、市場対応を実施。
事例④ シートを使ったらかえって温度が上がった
作業性向上を狙ってグリスからサーマルシートに変更したら、Tjが上昇。原因はシートの厚みによる熱抵抗増加。シートはグリスよりも厚みがある分、熱抵抗が大きくなることがある。シートの仕様(厚み・熱伝導率)を見直して解決。
これらの事例に共通するのは、「材料変更・工程変更が引き金になっている」こと。4M(人・機械・材料・方法)のいずれかが変わったとき、接触熱抵抗も同時に変わる可能性があります。変化点管理の徹底が重要です。

まとめ|接触熱抵抗は「見えない、けど効く」
- 接触熱抵抗は、表面の凹凸とミクロの空気層によって生まれる「見えない壁」
- 実接触面積は見かけの面積のわずか1〜2%。残りは空気で埋まっている
- 表面粗さ・平面度・清浄度・締付トルクが接触熱抵抗を決める
- TIM材で空気を排除することで、接触熱抵抗を大幅に下げられる
- 経年劣化(グリス乾燥・ネジ緩み)で接触熱抵抗は増加していく
- 熱トラブルの多くは、組立工程の管理不足に起因する
接触熱抵抗は、データシートや図面には現れない「見えない熱抵抗」です。しかし、熱トラブルの多くはこの接触熱抵抗の管理不足から発生します。設計者がいくら正しい計算をしても、組立工程の管理が甘ければ、計算は絵に描いた餅になります。
熱設計を成功させるには、設計部門と製造部門の連携が不可欠です。次回からは、組立工程の作業標準書を見たとき、「この工程は接触熱抵抗にどう影響するか?」という視点で確認できるようになるはずです。
📚 次に読むべき記事
ヒートシンクなしの熱設計で重要な指標Rth(j-a)を完全図解。本記事と合わせて読むと熱抵抗の理解が深まります。
3つの熱抵抗の違いを完全整理。接触熱抵抗(Rth(c-s))の位置づけがクリアになります。
熱抵抗を使ってTjを計算する全体像。接触熱抵抗を含めた熱回路の組み立て方を解説。
熱抵抗の基礎概念を電気回路のアナロジーで完全理解。熱設計の出発点となる記事。
熱抵抗と並ぶ熱設計の2大要素「発熱量」の計算方法を解説。
材料変更・工程変更が接触熱抵抗を変える理由。変化点管理の重要性を品質管理の観点で解説。
経年劣化による接触熱抵抗の増加が、製品寿命にどう影響するかを信頼性工学の観点で解説。