「机上計算ではTj=110℃で安全マージンも取った。あとは実機で測定して終わり——のはずが、熱電対をどこに付ければいいか分からない」
「赤外線カメラで撮ったら、計算と全然違う温度が出た。どっちが正しいの?」
熱設計の検証で、こんな壁にぶつかった経験はありませんか?
熱設計は「計算」と「実測」の両輪で完成します。どんなに緻密に計算しても、実機の組み立て公差・部品ばらつき・周囲環境の違いで結果は変わります。だから必ず実測で検証するのですが、温度測定は意外と難しく、間違った方法では真実が見えません。
- 熱電対をどこに、どうやって取り付けるのが正解か分からない
- 赤外線カメラの画像で「黒い部分は冷たい」と思っていた
- 表面温度(Tc)からジャンクション温度(Tj)をどう推定するか分からない
- 同じ部品を何度測っても温度がバラつく
- 熱電対の正しい取り付け方(接着・はんだ・押し付け)
- 測定位置の選び方とTjへの換算手順
- 赤外線カメラで「放射率」を間違うと起きる誤差
- 定常状態の判定方法と測定タイミング
結論を先に言います。温度測定は「測定対象・測定方法・測定環境」の3つを揃えてはじめて意味のあるデータになります。この記事では、各ポイントの実務的なノウハウを丁寧に解説します。
何を測るか|目的別の測定対象
温度測定の前に、「何のために測るのか」を明確にしましょう。目的によって測定すべき場所が変わります。
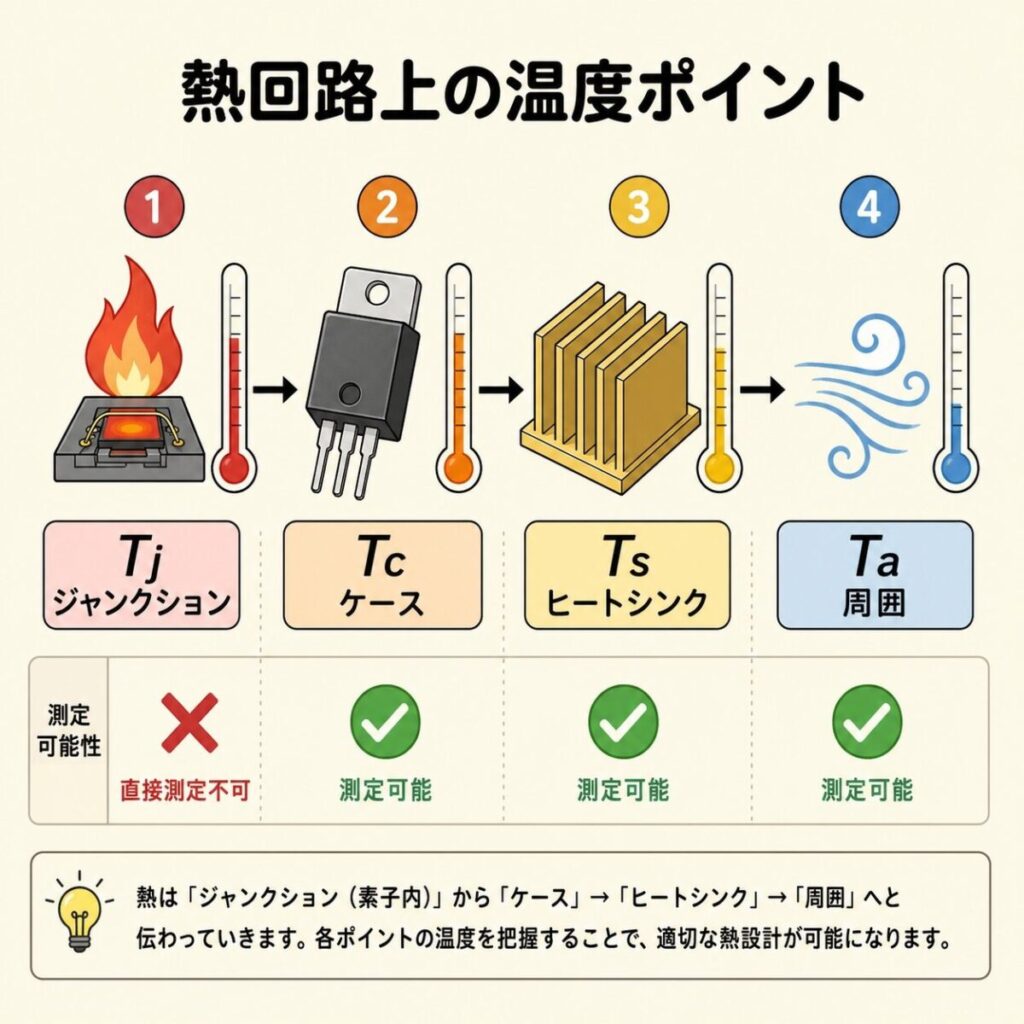
熱回路上の主要な温度ポイント
| 温度 | 測定難易度 | 主な測定方法 |
|---|---|---|
| Tj(ジャンクション) | 非常に困難 | 直接測定不可。Tcから計算で推定 or 内蔵ダイオード使用 |
| Tc(ケース) | 中 | 熱電対をケース指定位置に接着 |
| Ts(ヒートシンク) | 易 | 熱電対 or 赤外線カメラ |
| Ta(周囲) | 易 | 部品から離れた位置に熱電対 |
Tjは直接測定できません。パッケージの中にあるシリコンチップの温度なので、外部から触れません。実機検証では「Tcを測定→熱抵抗Rth(j-c)から計算してTjを推定」という流れになります。

熱電対の基本|種類と選び方
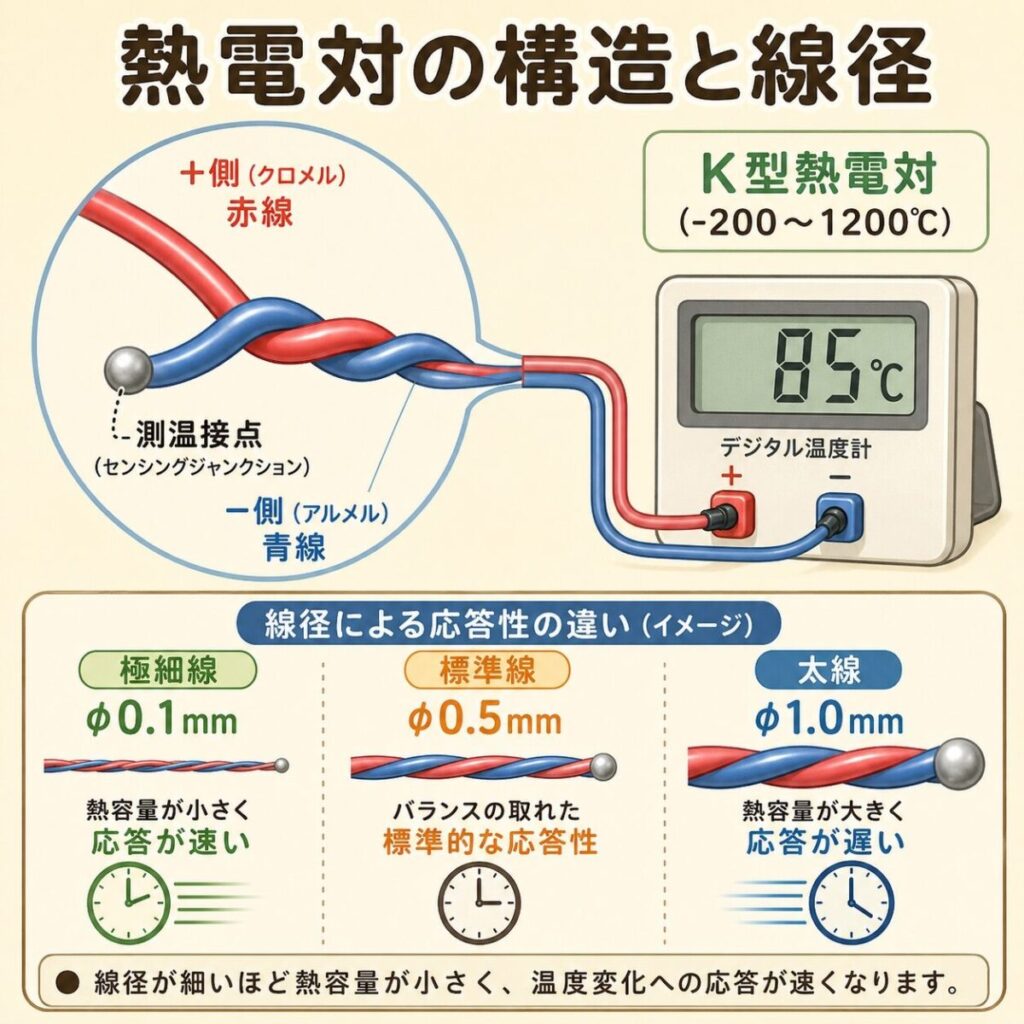
温度測定の主役は熱電対(Thermocouple)です。2種類の異なる金属線を接合した先端部の温度を、起電力(電圧)で測定するセンサです。
パワエレで使う代表的な熱電対
| タイプ | 使用温度範囲 | 特徴 |
|---|---|---|
| K型 | -200〜1200℃ | 最も汎用的・パワエレで標準採用 |
| T型 | -200〜350℃ | 低温で精度が高い・銅と同等の熱伝導率 |
| J型 | 0〜750℃ | 価格が安い・産業用に普及 |
線径の選び方
熱電対の線径は0.1〜1.0mmまで様々ですが、パワエレでは細いほど良いです。理由は2つあります。
- 応答が速い:細いほど熱容量が小さく、温度変化に素早く追従
- 熱の逃げが少ない:太い線は測定対象から熱を奪い、実温度より低く出る
熱電対が太いと、線自体が「冷却フィン」として働き、本来の温度より低めに測定されてしまいます。これを「熱伝導誤差」と呼びます。パワー半導体のような小さな測定対象では、0.1〜0.2mm径の極細熱電対の使用を推奨します。
熱電対の取り付け方|3つの方法と使い分け
熱電対は「先端を測定対象に密着させる」ことが命です。隙間があると空気層で温度が下がり、測定誤差になります。3つの代表的な取り付け方を見ていきましょう。
①接着(熱伝導性接着剤)
熱伝導性のあるエポキシ接着剤や瞬間接着剤で、熱電対の先端を測定対象に固定する方法。最も一般的で、評価試験での標準です。
- 長所:取り扱いが容易、量産工程でも適用可能
- 短所:接着剤の厚みで熱抵抗が増える、剥がすときに部品を傷める
- 用途:評価試験、長時間モニタリング
②はんだ付け
熱電対の先端を金属面に直接はんだ付けする方法。最も精度が高い取り付け方です。
- 長所:金属密着で熱伝導が完璧、応答速度が速い
- 短所:はんだの融点(200℃前後)以上では使えない、部品によっては不可
- 用途:金属ケースのパッケージ、ヒートシンク、銅板
③押し付け(バネ・テープ)
バネ機構や耐熱テープで物理的に押し付ける方法。非破壊で短時間測定したいときに便利です。
- 長所:取り外し可能、複数箇所で使い回せる
- 短所:密着不十分で誤差が大きい、長時間で外れることも
- 用途:初期評価、短時間スポット測定
取り付け方法の比較
| 取り付け | 精度 | 応答速度 | 作業性 |
|---|---|---|---|
| 接着 | ◯ | ◯ | ◎ |
| はんだ付け | ◎ | ◎ | △ |
| 押し付け | △ | ◯ | ◎ |
熱電対の取り付けで最も多い失敗は「先端だけ密着していない」ことです。接着剤を盛りすぎると、熱電対の素線が浮いてしまい、空気の温度を測ってしまいます。先端の球(測温接点)が確実に測定面に触れていることを必ず目視で確認してください。

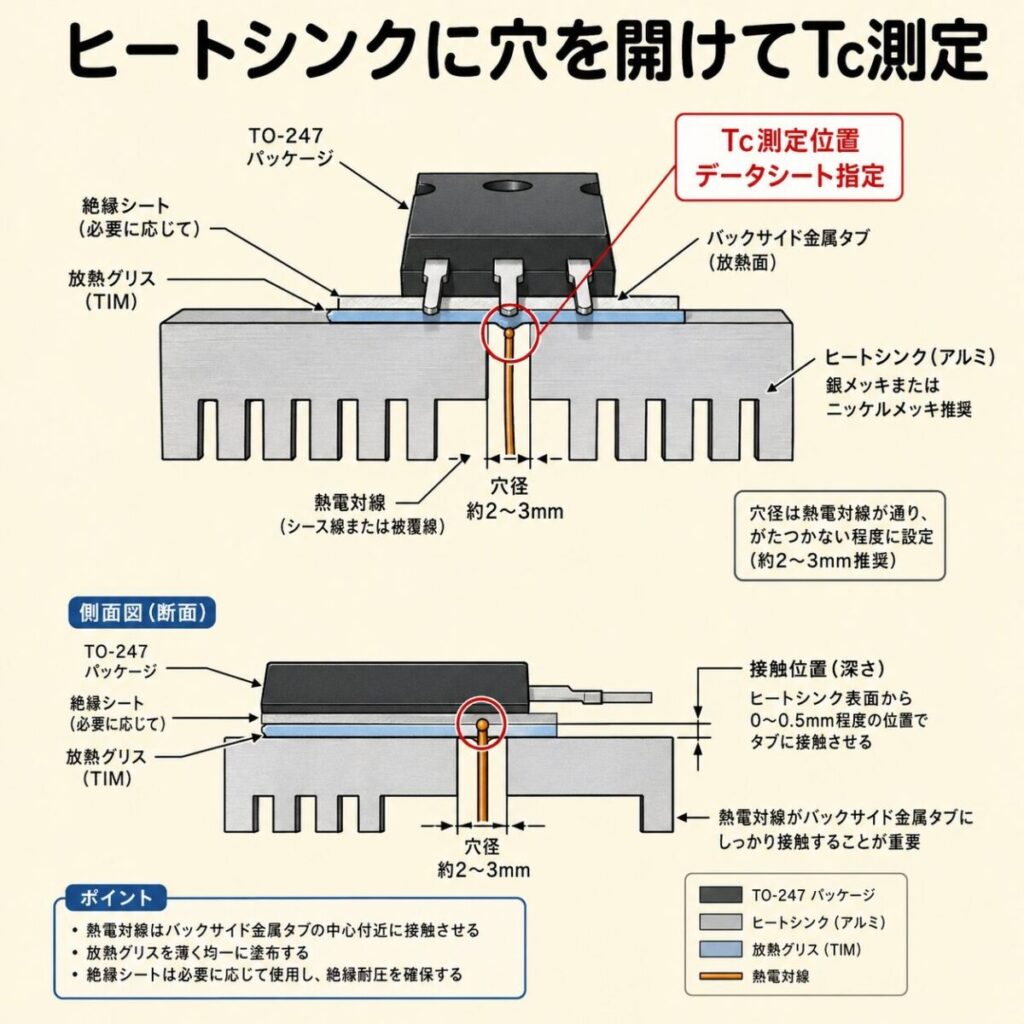
測定位置の決め方|「データシート指定位置」を守る
ケース温度(Tc)の測定位置は、部品メーカーがデータシートで指定しています。これを守らないと、Rth(j-c)の値が使えず、Tjの推定が大きく狂います。
データシートの「Tc測定位置」を確認する
パワー半導体のデータシートには必ず「Tc Measurement Point」または「Reference Point for Tc」が図示されています。これは、メーカーがRth(j-c)を測定したときの基準点です。
- TO-220:放熱タブの中央(チップ直下)
- TO-247:放熱タブの中央
- パワーモジュール:ベース板の指定位置(チップ直下が多い)
ケース表面の温度分布
ケース表面でも、場所によって温度は数℃〜10℃以上違います。チップ直下が最も高く、ケース端では低くなります。指定位置を外すと、Tjの推定誤差が10℃以上出ることもあります。
ヒートシンクへの取り付け方法
パッケージの放熱タブ側にヒートシンクを取り付けてしまうと、Tc測定位置にアクセスできません。実務的には2つの解決策があります。
①ヒートシンクに穴あけ
ヒートシンクのTc位置に貫通穴を開け、熱電対を通してケースに直付け。最も推奨
②モールド側面で代用
タブが見えないとき、パッケージのモールド樹脂表面で測定。誤差は補正で対応
「樹脂モールド表面で測ったTc」と「データシートのTc定義位置で測ったTc」では、数℃〜十℃以上違います。Tjを正しく推定したい場合は、必ずヒートシンクに穴を開けて指定位置で測定してください。
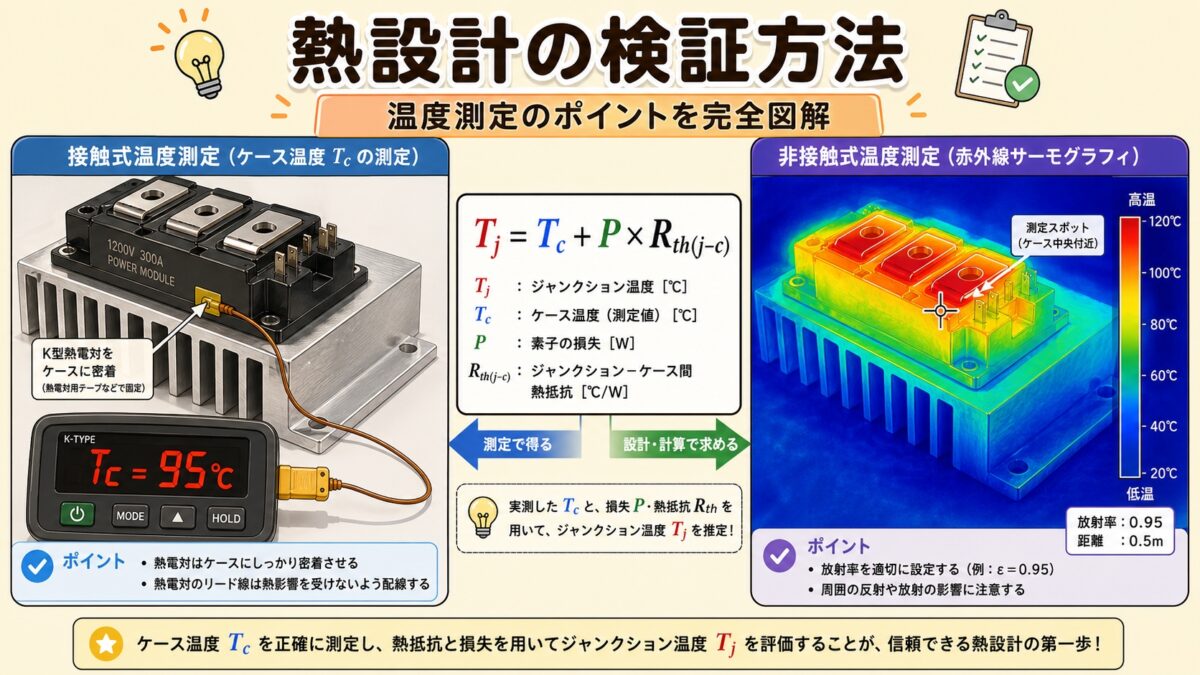
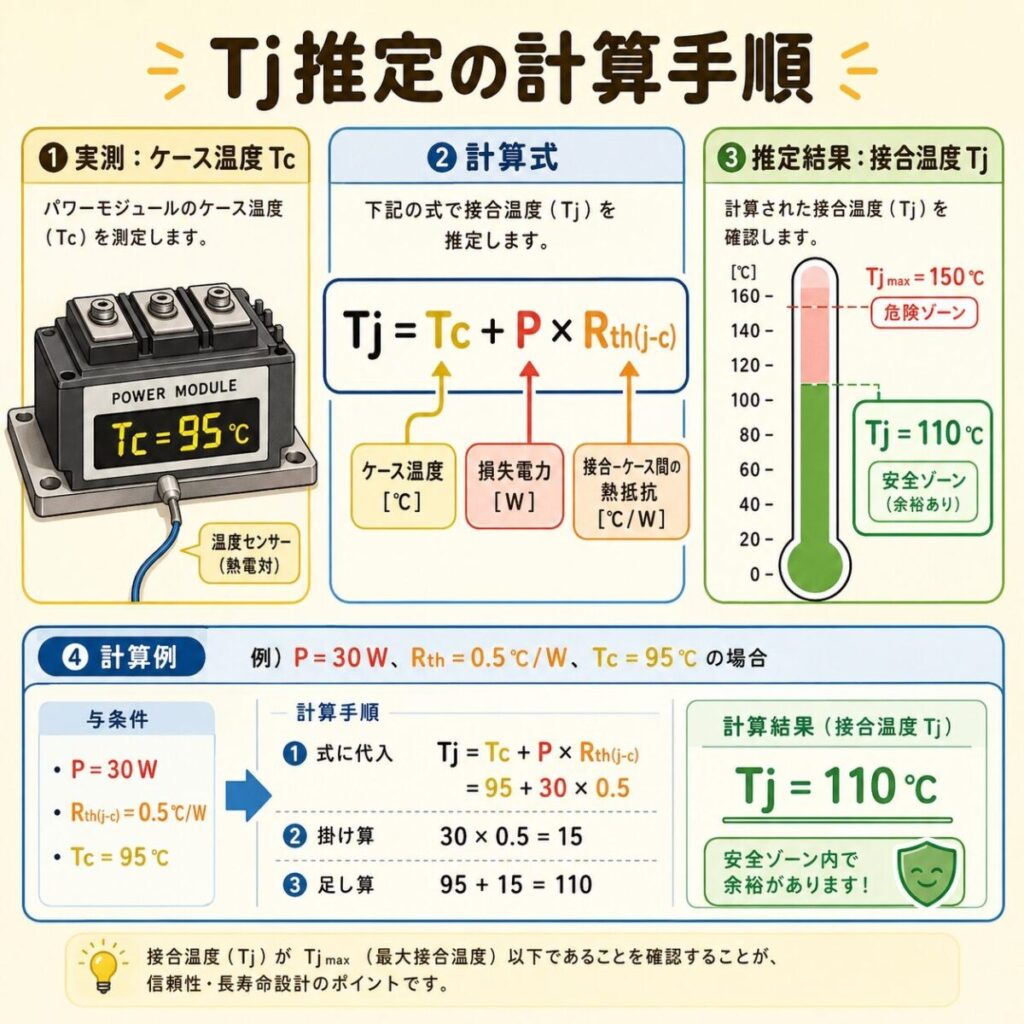
ジャンクション温度Tjの推定方法
Tjは直接測れないので、Tcと損失Pから計算で推定します。
Tj推定の基本式
Tj = Tc + P × Rth(j-c)
Tj:ジャンクション温度 [℃]
Tc:ケース温度 [℃](測定値)
P:損失 [W]
Rth(j-c):データシート値 [℃/W]
計算例
・損失:P = 30W
・Rth(j-c) = 0.5℃/W(データシート)
・実測Tc = 95℃
Tj = 95 + 30 × 0.5 = 110℃
許容Tj_max=150℃に対して、110℃なら40℃のマージンがあります。十分安全な設計と判断できます。
内蔵温度センサ(NTC)を使う方法
パワーモジュールの中には、内部にNTCサーミスタが組み込まれているものがあります。これを使うとチップ近傍の温度を直接読めるため、Tj推定の精度が上がります。
ただし、NTC自体もチップから少し離れた位置にあるため、過渡応答や正確なTjとは差があります。データシートの「NTCの位置」と「Tjとの相関」を必ず確認してください。
高精度のTj測定が必要なら、「Vbeメソッド(Vf法)」という手法もあります。MOSFETやIGBTの内蔵ダイオードに微小電流を流し、その順方向電圧の温度依存性からチップ温度を推定する方法です。研究開発段階でよく使われます。
赤外線カメラ(サーモグラフィ)の使い方
赤外線カメラは、基板全体の温度分布を一目で把握できる強力なツールです。「どこが熱い/どこが冷たい」を視覚的に捉えられるため、ホットスポットの発見に最適です。
熱電対との使い分け
熱電対
- 1点の温度を高精度で測定
- 長時間ロギング可能
- 定量評価向き
- 絶対温度の精度◎
赤外線カメラ
- 面で温度分布を可視化
- ホットスポット探しに最適
- 定性評価向き
- 絶対温度は要校正
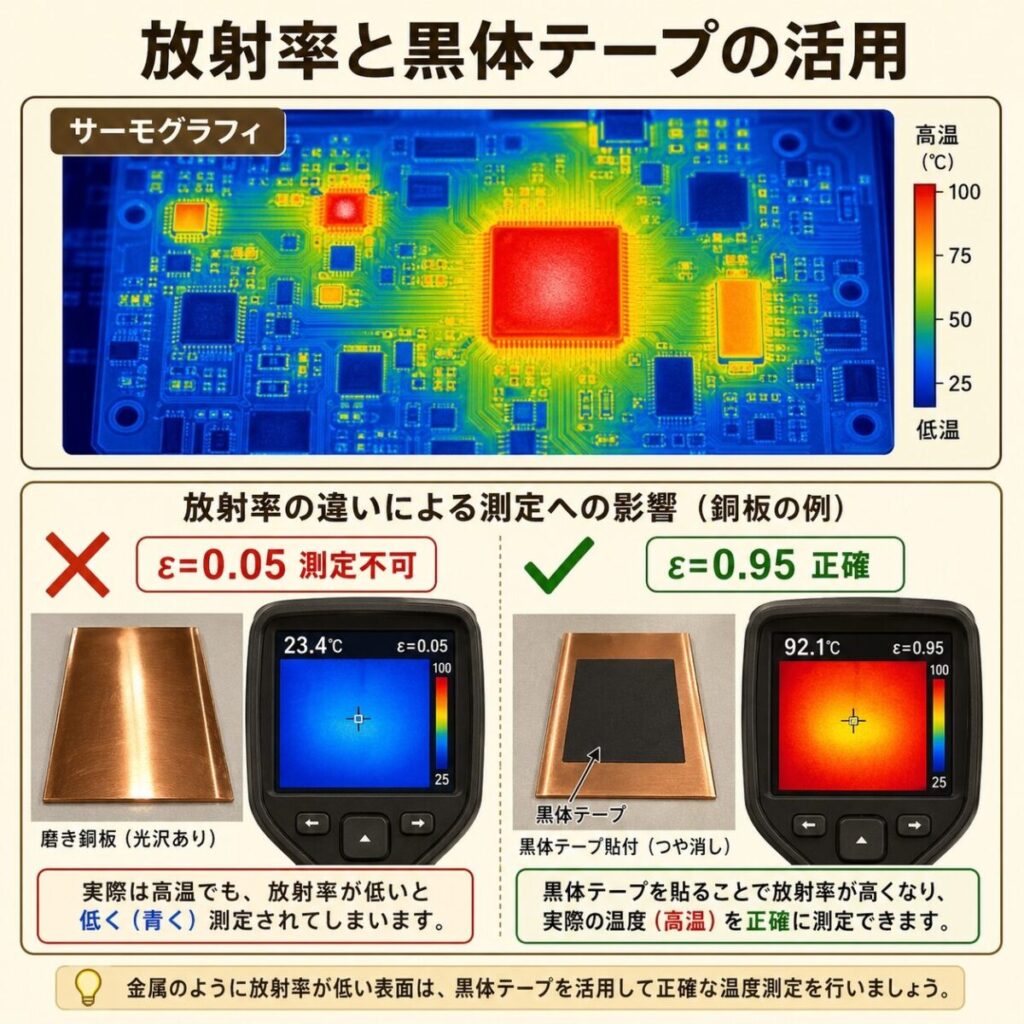
最大の落とし穴:放射率(ε:イプシロン)
赤外線カメラは、物体から放射される赤外線の量から温度を計算します。この計算には「放射率」という物体ごとの係数が必要です。
| 物体の表面 | 放射率 ε | 測定難易度 |
|---|---|---|
| 黒色塗装・樹脂モールド | 0.90〜0.95 | ◎(測定容易) |
| アルマイト処理アルミ | 0.80〜0.90 | ◯ |
| 磨いた金属(銅・アルミ) | 0.05〜0.10 | ×(極めて困難) |
磨いた金属表面は放射率が極めて低い(0.05程度)ため、赤外線カメラでは正しい温度が測れません。本当は熱いのに、まるで冷たいかのように映ります。
金属面を測るときの定石:黒体テープ
ヒートシンクや銅板などの金属面を赤外線カメラで測りたい場合、「黒体テープ」(放射率0.95程度の黒いテープ)を測定したい部分に貼り付けます。テープ表面の温度を測れば、内部の金属温度と十分近い値が得られます。
「赤外線カメラでヒートシンクを撮影したら表面が真っ青(=冷たい)に見えた。実は熱電対では80℃あった」というのは典型的な放射率エラーです。金属面を測るときは必ず黒体テープを貼るのがプロの常識です。
赤外線カメラの活用シーン
- ホットスポット発見:基板全体を撮影して熱が偏っている箇所を特定
- はんだ不良の検出:浮きはんだは放熱が悪く局所的に熱くなる
- ヒートシンクの温度分布:フィン全体に熱が広がっているか確認
- 過渡応答の観察:高速サーモカメラで動的な温度変化を捉える
{kind=link}
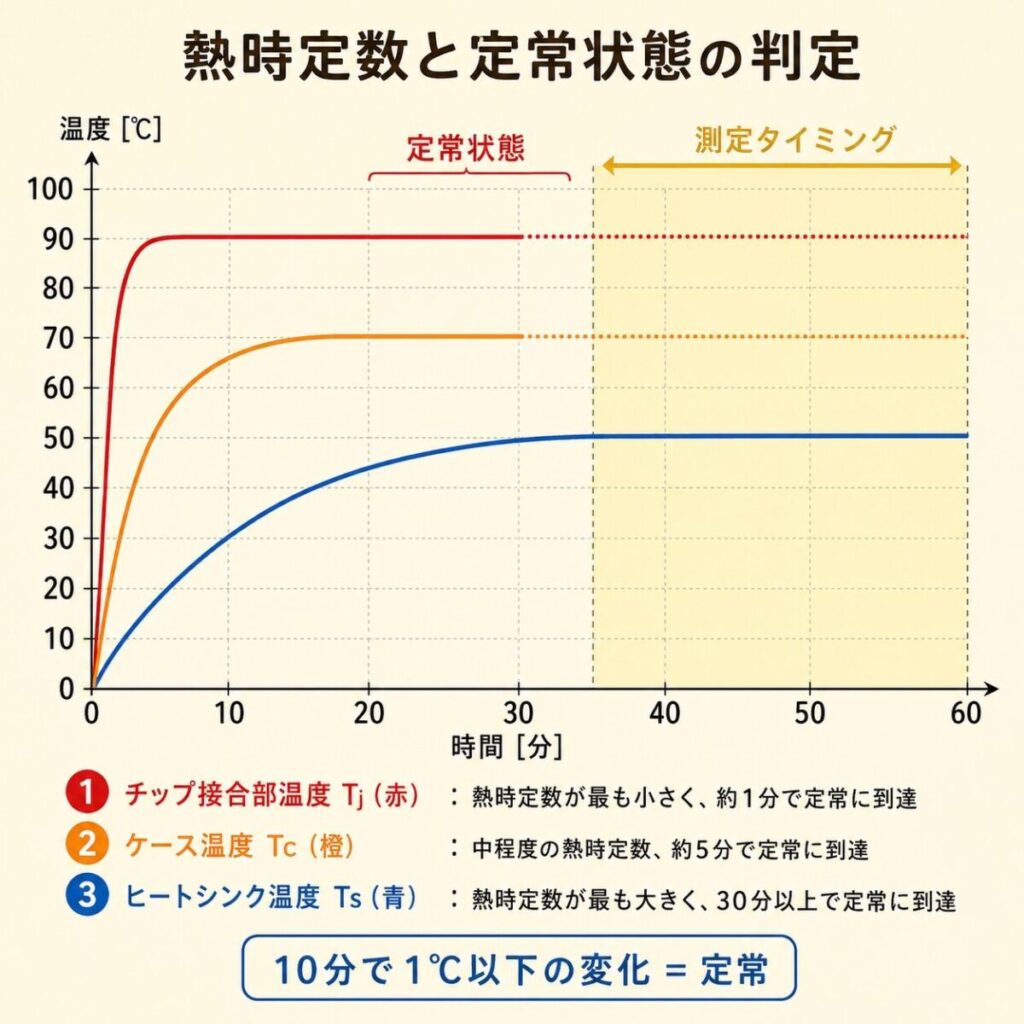
定常状態の判定|いつ測定値を読むか
温度測定は「定常状態(熱平衡)」になってから読むのが基本です。動作開始直後はまだ温度が上昇中で、本当の最終温度ではありません。
定常状態の判定基準
実務では「温度が10分間で1℃以下しか変化しなくなったら定常」と判断するのが目安です。装置によっては30分〜1時間以上かかることもあります。
熱時定数の目安
| 対象 | 熱時定数 | 定常までの時間 |
|---|---|---|
| チップ(Tj) | 数ms | 秒オーダー |
| パッケージ(Tc) | 数秒〜数十秒 | 分オーダー |
| ヒートシンク(Ts) | 数分〜数十分 | 30分〜1時間 |
| 筐体内全体 | 10分〜数時間 | 1〜数時間 |
「30分動かして問題ないから合格」と判断するのは危険です。大型ヒートシンクや筐体は熱時定数が長く、2〜3時間後にようやく定常温度に達することもあります。試験は最低でも1時間、できれば数時間連続稼働させてから測定するのが安全です。
測定タイミングのチェックリスト
- ✅ 周囲温度(Ta)が安定しているか(試験室の空調が効いているか)
- ✅ 全測定点の温度が10分間1℃以下しか変動しないか
- ✅ 想定する最大負荷条件で動作しているか
- ✅ ファンの回転数が定常になっているか
- ✅ 試験時間が熱時定数の3〜5倍以上経過しているか
温度測定でやりがちな失敗3選
失敗①:熱電対の先端が浮いている
接着剤を盛りすぎて、肝心の測温接点(熱電対先端の球)が測定面から浮いてしまうケース。空気の温度を測ることになり、実温度より低く出ます。取り付け後は必ず目視+拡大鏡で密着を確認してください。
失敗②:磨いた金属面を赤外線カメラで測る
銅板・アルミ板・ヒートシンクの磨いた表面は放射率が極めて低く、赤外線カメラでは正しい温度が出ません。必ず黒体テープを貼って測定してください。テープを貼れない場面では、熱電対との併用で校正します。
失敗③:定常前に測定値を読む
「30分稼働して安定したから測定」と判断したら、実は1時間後にさらに5℃上昇していた——これは熱時定数の見誤りです。各温度ポイントが10分間で変化1℃以下になるまで待つのが鉄則です。
熱設計の検証で「実機のほうが計算より温度が低い」と喜んでいると、実は測定方法が間違っていて低く出ているだけのことがあります。複数の測定方法(熱電対+赤外線カメラ)でクロスチェックして、結果が一致することを確認するのが安全です。

まとめ|測定は「対象・方法・タイミング」の3つを揃える
- Tjは直接測定不可。Tcから計算で推定するのが基本
- 熱電対は細い線径(0.1〜0.2mm)・K型が標準
- 取り付けは接着・はんだ付け・押し付けを用途で使い分け
- Tc測定位置は必ずデータシート指定の位置を守る
- 赤外線カメラは放射率の補正が必須。金属面には黒体テープ
- 定常状態の判定は「10分で1℃以下の変化」が目安
- 計算と実測の両方で検証し、複数手段でクロスチェックする
熱設計は計算で見当をつけ、実測で確証を取る——この2段構えで初めて完成します。温度測定の作法を身につければ、客先監査や設計レビューでも自信を持って数値を提示できるようになります。
📚 次に読むべき記事
温度測定で何を防ぐのか、熱暴走のメカニズムを再確認
Tc測定からTjを推定するための基礎概念
測定値から熱抵抗を逆算する熱回路の考え方
熱設計の全体像を俯瞰したい人向けのロードマップ記事