{kind=link}
「管理図の種類が多すぎて、どれを使えばいいか分からない…」
「X̄-R、p、np、u、c…アルファベットが多くて混乱する…」
管理図の勉強を始めると、次に出会う壁がこれですよね。
でも大丈夫。この記事を読めば、「どの管理図を選ぶか」が一発で分かります。
📌 この記事で分かること
- 管理図は全部で何種類あるのか
- 「計量値」と「計数値」の違い(超重要!)
- フローチャートで「どの管理図か」を一発判定
- QC検定での問題の解き方
管理図の選び方は、実は「2つの質問」に答えるだけで決まります。
この記事では、「お弁当屋さん」という身近な例を使って、管理図の選び方をイメージで理解していきましょう!
目次
🍱 まずは「データの種類」を見極めよう
管理図を選ぶ前に、一番大事なことがあります。
それは、「あなたが扱うデータは、どんな種類か?」を知ることです。
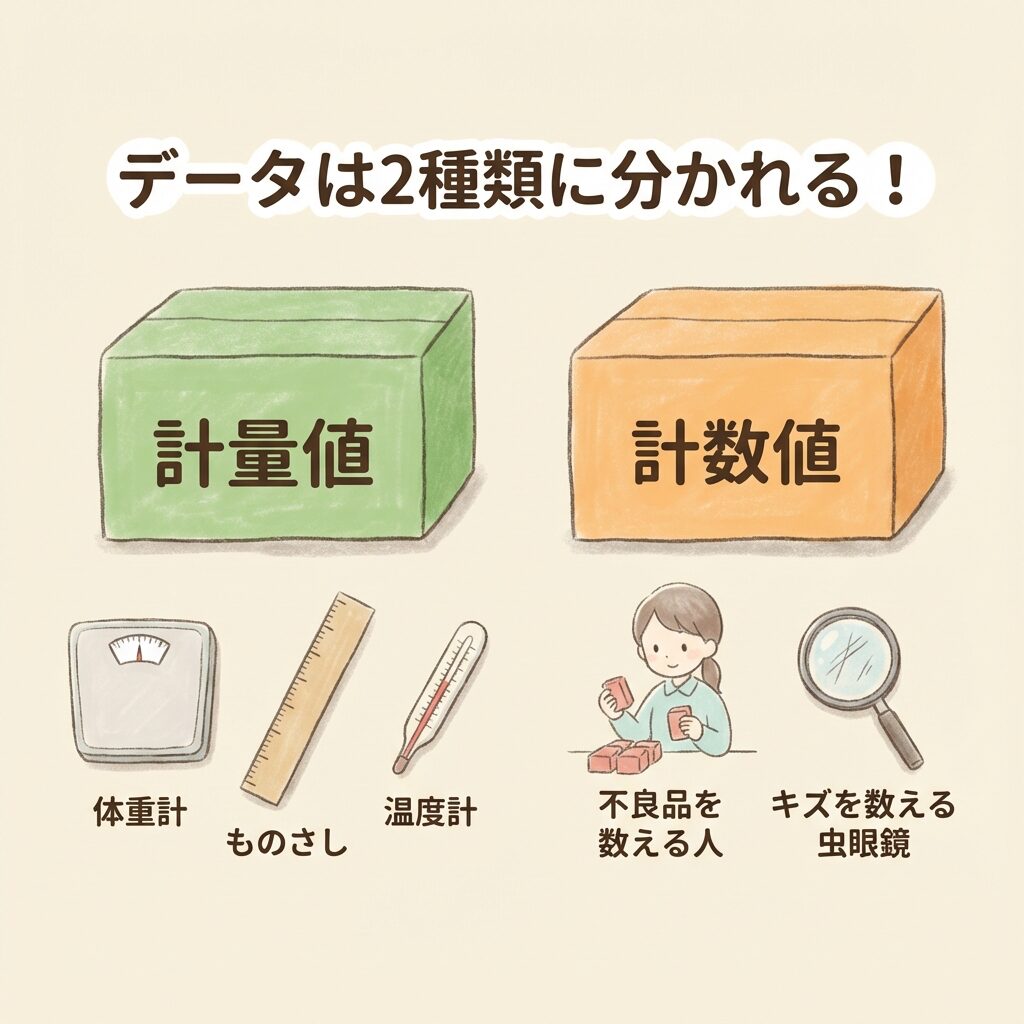
データは大きく分けて2種類あります。
🔹 たとえ話:お弁当屋さんで考えよう
あなたは、お弁当屋さんの品質管理担当になりました。
毎日、お弁当の品質をチェックしています。
このとき、2種類のチェック方法があります。
🥢 チェック方法A:ご飯の重さを「測る」
はかりを使って、ご飯の重さを測定します。
📏 月曜:152.3g
📏 火曜:148.7g
📏 水曜:150.1g
このように、小数点がつく「測れる」データを
「計量値(けいりょうち)」と呼びます。
🍱 チェック方法B:不良品を「数える」
100個のお弁当を目視検査して、不良品を数えます。
🔢 月曜:不良品 3個
🔢 火曜:不良品 5個
🔢 水曜:不良品 2個
このように、整数で「数える」データを
「計数値(けいすうち)」と呼びます。
🔹 計量値と計数値の見分け方
迷ったら、こう考えてください。
💡 見分け方のコツ
「3.5個」って言える?
→ 言えない(整数しかない)→ 計数値
→ 言える(小数点がつく)→ 計量値
| 種類 | 特徴 | 具体例 |
|---|---|---|
| 計量値 | 測れる (小数点あり) |
長さ(10.5cm)、重さ(52.3g) 温度(25.8℃)、時間(3.2秒) |
| 計数値 | 数える (整数のみ) |
不良品の個数(3個)、キズの数(5箇所) 欠席者数(2人)、クレーム件数(10件) |
この「計量値」と「計数値」の違いを理解することが、
管理図を選ぶ第一歩です。
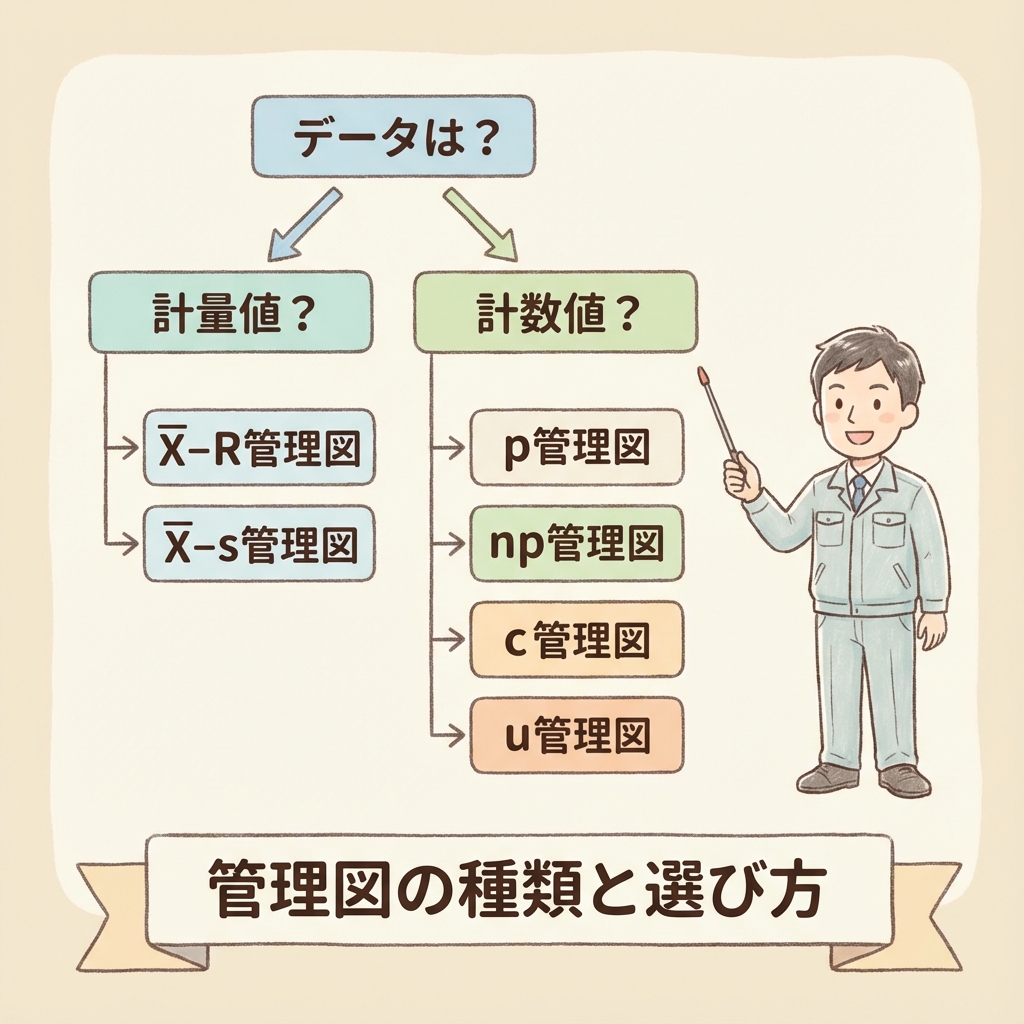
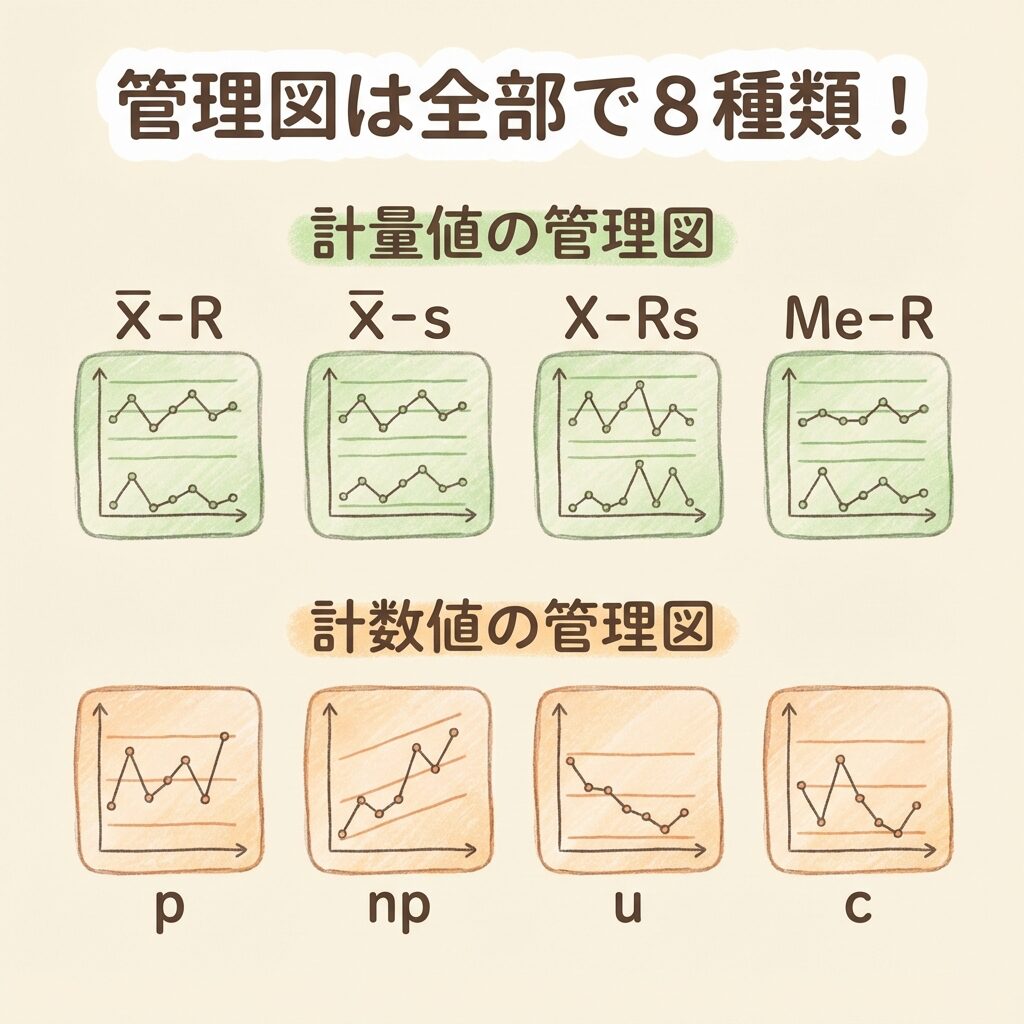
📋 管理図は全部で8種類!
QC検定で出題される管理図は、全部で8種類です。
「8種類もあるの!?」と思うかもしれませんが、大丈夫。
「計量値」と「計数値」で分けると、スッキリ整理できます。
🔹 計量値の管理図(4種類)
長さ・重さ・温度など「測れるデータ」に使う管理図です。
| 管理図 | 読み方 | いつ使う? |
|---|---|---|
| X̄-R管理図 | エックスバー・アール | 一番よく使う! 毎回2〜10個まとめて測る時 |
| X̄-s管理図 | エックスバー・エス | 毎回11個以上まとめて測る時 (より正確に管理したい時) |
| X-Rs管理図 | エックス・アールエス | 1個ずつしか測れない時 (化学分析など) |
| Me-R管理図 | メディアン・アール | 計算を簡単にしたい時 (現場で手計算する時) |
🍱 お弁当屋さんで言うと…
毎時間、5個のお弁当を選んでご飯の重さを測る。
→ 5個の「平均」と「バラつき」をグラフにする。
→ これがX̄-R管理図です!
🔹 計数値の管理図(4種類)
不良品の個数・キズの数など「数えるデータ」に使う管理図です。
| 管理図 | 読み方 | いつ使う? |
|---|---|---|
| p管理図 | ピー | 不良「率」を管理 検査数が日によって変わる時 |
| np管理図 | エヌピー | 不良品の「個数」を管理 毎日同じ数を検査する時 |
| u管理図 | ユー | 単位あたりの欠点数を管理 検査する面積が変わる時 |
| c管理図 | シー | 欠点数を管理 毎回同じサイズを検査する時 |
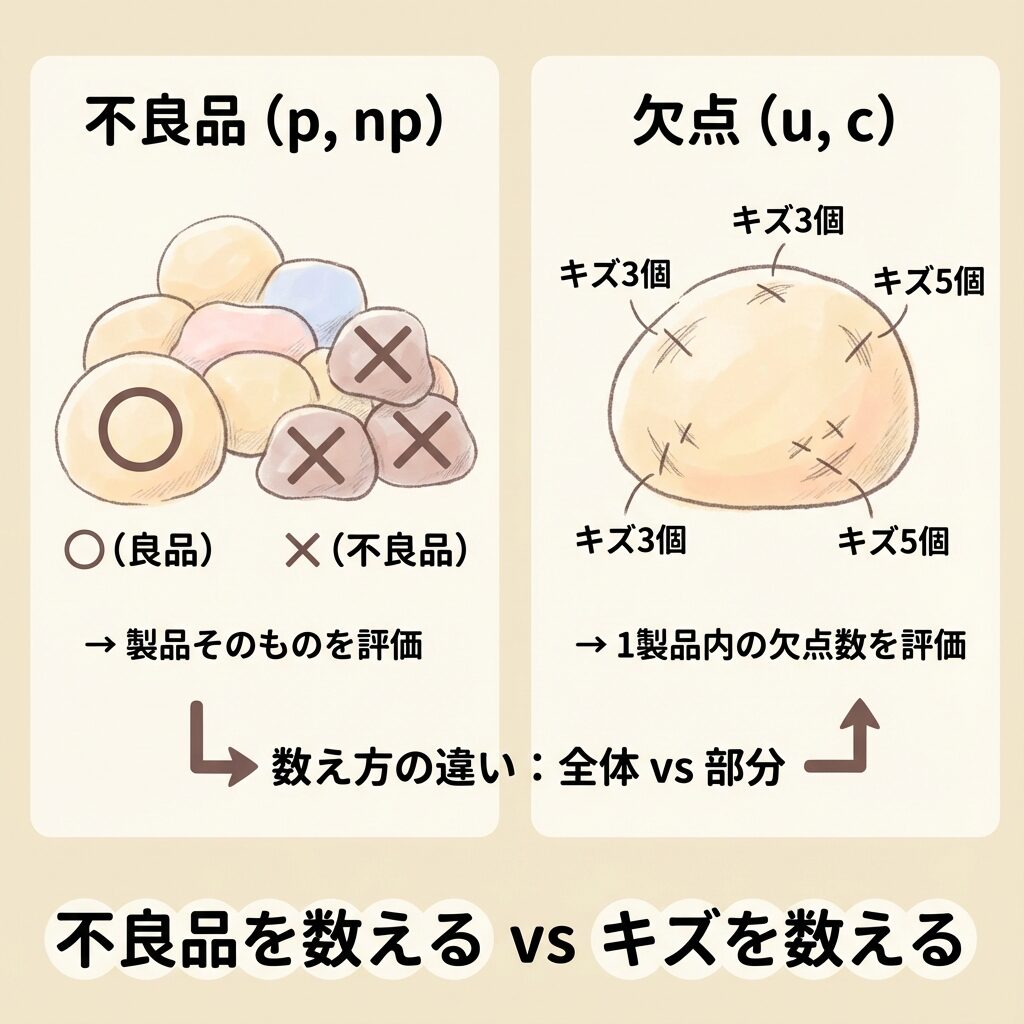
🔹「不良品」と「欠点」の違い(超重要!)
計数値の管理図を選ぶとき、「不良品」と「欠点」の違いが分かっていないと、間違えます。
🍱 不良品(p管理図・np管理図)
お弁当1個が「合格」か「不合格」かを判定
「このお弁当、ご飯がこぼれてる!→ 不良品1個」
→ キズが1個でも5個でも、「不良品1個」とカウント
🔍 欠点(u管理図・c管理図)
お弁当1個の中の「キズの数」を数える
「このお弁当、ご飯こぼれ1箇所、おかずズレ2箇所 → 欠点3個」
→ キズの数そのものをカウント
💡 覚え方のコツ
p = proportion(割合)→ 不良率(◯%)
np = n × p = 個数 → 不良品の個数
c = count(数える)→ 欠点数
u = unit(単位あたり)→ 単位あたりの欠点数
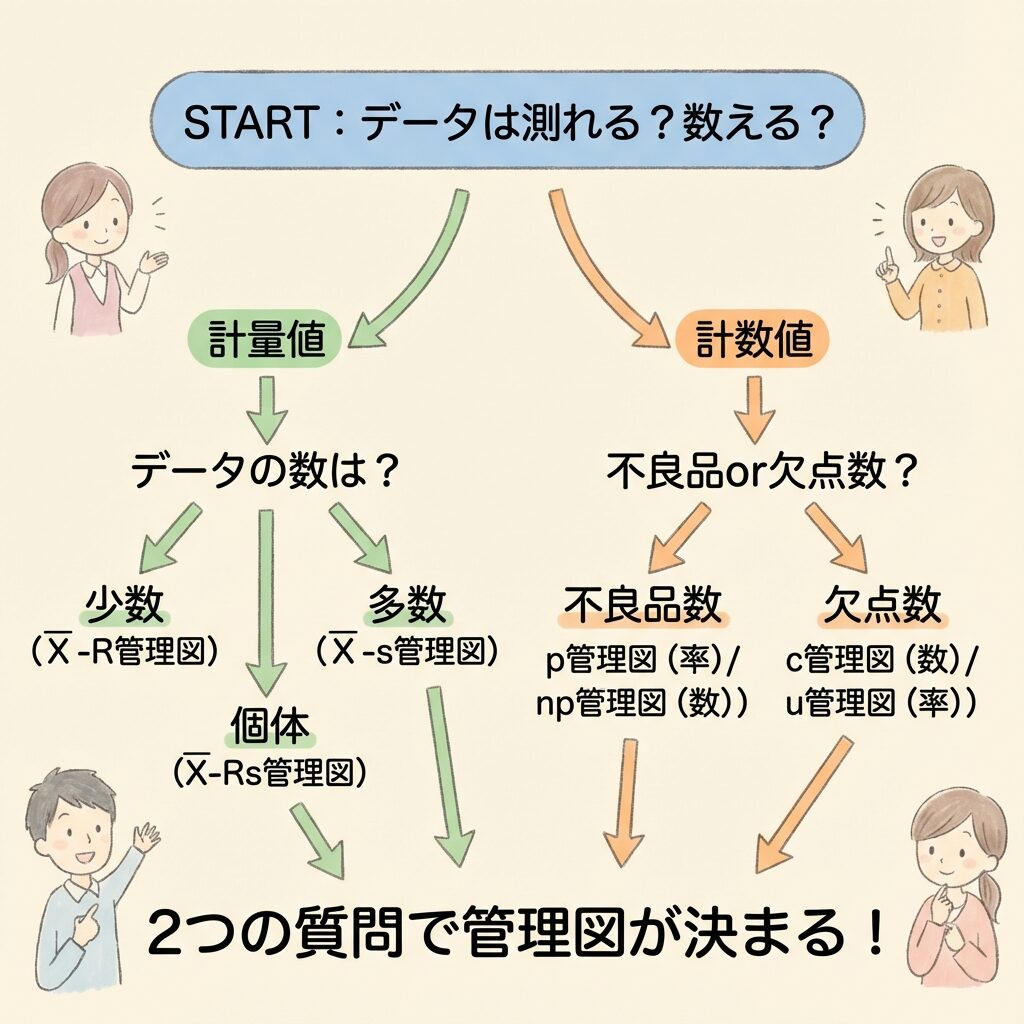
🚦 フローチャートで一発判定!
ここからが本題です。
「2つの質問」に答えるだけで、使うべき管理図が決まります。
🔹 質問①:データは「測れる」?「数える」?
「測れる」データ
→ 長さ、重さ、温度、時間など
→ 計量値 → 緑のルートへ
「数える」データ
→ 不良品の個数、キズの数、クレーム件数など
→ 計数値 → オレンジのルートへ
🔹 質問②:検査する数は「いつも同じ」?「バラバラ」?
計数値の場合、「毎回同じ数を検査するか」で管理図が変わります。
検査数が「いつも同じ」
例:毎日100個ずつ検査する
→ np管理図 または c管理図
検査数が「バラバラ」
例:日によって80個だったり120個だったり
→ p管理図 または u管理図
🔹 管理図選択フローチャート(完全版)
何個ずつ測る?
→ X̄-R管理図
(一番よく使う!)
→ X̄-s管理図
→ X-Rs管理図
何を数える?
検査数が変動 → p管理図
検査数が一定 → np管理図
単位が変動 → u管理図
単位が一定 → c管理図
🎯 迷ったらコレ!
測れるデータ → まずはX̄-R管理図(最も一般的)
数えるデータ → まずはp管理図(検査数が変わっても使える)
📝 QC検定での問題の解き方
QC検定では、「この場面ではどの管理図を使うか?」という問題がよく出ます。
フローチャートを思い出せば、簡単に解けます!
🔹 問題例①(計量値パターン)
📋 問題
「製品の長さを毎時間5個サンプリングして測定している。
どの管理図を使うべきか?」
✅ 解き方
① 「長さ」= 測れるデータ → 計量値
② 「5個」= 2〜10個の間
→ 答え:X̄-R管理図
🔹 問題例②(計数値・不良品パターン)
📋 問題
「毎日の生産数が変動するため、不良率で管理したい。
どの管理図を使うべきか?」
✅ 解き方
① 「不良率」= 数えるデータ → 計数値
② 「不良品」を判定している(キズの数ではない)
③ 「生産数が変動」= 検査数がバラバラ
→ 答え:p管理図
🔹 問題例③(計数値・欠点パターン)
📋 問題
「布地1m²あたりのキズの数を管理したい。
検査する面積は日によって異なる。」
✅ 解き方
① 「キズの数」= 数えるデータ → 計数値
② 「キズの数」を数えている → 欠点(不良品ではない)
③ 「面積が異なる」= 検査単位がバラバラ
→ 答え:u管理図
🔹 試験直前チェック表
| こんなキーワードが出たら… | この管理図! |
|---|---|
| 長さ・重さ・温度 + 2〜10個ずつ | X̄-R管理図 |
| 長さ・重さ・温度 + 11個以上ずつ | X̄-s管理図 |
| 1個ずつしか測れない | X-Rs管理図 |
| 不良率 + 検査数バラバラ | p管理図 |
| 不良品の個数 + 検査数が同じ | np管理図 |
| キズの数 + 面積バラバラ | u管理図 |
| キズの数 + サイズが同じ | c管理図 |
📝 まとめ|管理図の選び方はこれでOK!
この記事では、管理図の種類と選び方を解説しました。
✅ この記事のポイント
| データは2種類 | 計量値(測れる)と計数値(数える) |
| 管理図は8種類 | 計量値4種類 + 計数値4種類 |
| 一番よく使う | X̄-R管理図(計量値)、p管理図(計数値) |
| 選び方のコツ | 「測れる?数える?」→「検査数は同じ?」 |
管理図の選び方は、「データの種類」と「検査数」の2つを確認するだけです。
フローチャートを頭に入れておけば、QC検定の問題も怖くありません。
次は、管理図を見て「異常かどうか」を判断するルールを学びましょう!
🔗 このシリーズの記事一覧
📍 今ここ
管理図の種類一覧と選び方
📘 管理図の基礎
- ・【超入門】品質管理の"バラつき"って何?
- ・管理図とは?UCL・CL・LCLの意味を図解
- ・管理図の種類一覧と選び方 ← 次はこれ!
- ・管理図の異常判定ルール8つを完全図解
- ・管理図の読み方と活用法
📗 管理図の計算方法
📙 工程能力指数
📘 全体像を確認する
管理図と工程能力指数の完全ロードマップ →