{kind=link}
- 品質保証部に異動して、「受入検査」「工程内検査」「出荷検査」と聞くたびに頭が混乱する
- 新人研修で「検査は4ステージある」と聞いたが、それぞれの違いを言葉で説明できない
- 客先監査で「御社の最終検査と出荷検査はどう違うんですか?」と聞かれて返答に詰まった
- 各検査で「全数検査」「抜取検査」のどちらを選ぶべきか判断できない
- 検査4ステージ(受入・工程内・最終・出荷)の役割と違いが一覧表で完全整理
- 各ステージで「全数 or 抜取」を判断する具体的な基準
- 客先監査で問われたときの回答テンプレ
- QC検定2級で頻出の「検査の分類」をスッキリ理解できる
品質保証部に異動した初日。前任者から「とりあえず受入検査と工程内検査の現場を見てきて」と言われたものの、そもそも違いがピンとこない。先輩の佐藤さん(仮)に聞こうとしても、忙しそうで声をかけにくい。山田課長(仮)は「自分で調べて」が口癖——。これは現場で意外と聞きそびれるテーマです。
この記事では、製造業の検査を「4ステージ(受入→工程内→最終→出荷)」で完全整理します。読み終わるころには、客先監査で問われても堂々と答えられる状態になっているはずです。
【最初に全体像】検査は「製品の流れ」に沿って4回ある
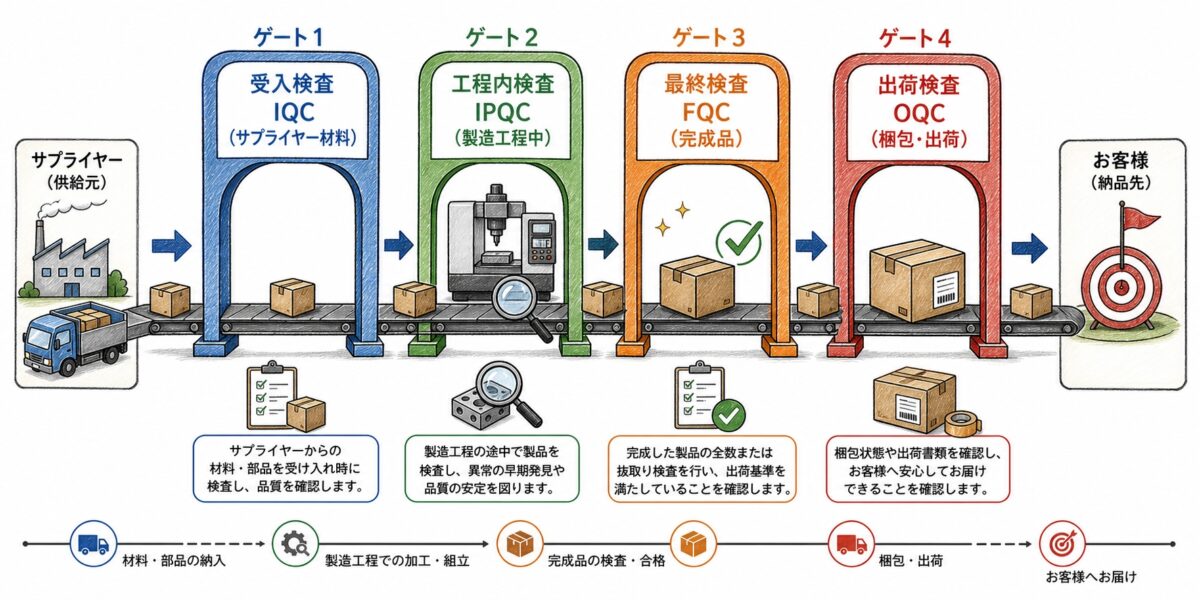
製造業の検査は、製品が原材料から出荷されるまでの「流れ」に沿って4回行われます。それぞれ「誰の責任で、何を、どのタイミングで」を見るかが違います。
① 受入検査:サプライヤーから来た原材料を見る
② 工程内検査:自社の製造途中でばらつきを見る
③ 最終検査:完成品が規格を満たすかを見る
④ 出荷検査:梱包後に客先要求どおりかを見る
📊 4ステージの全体フロー
まず流れを図で押さえましょう。製品(部品)が原材料の状態から、最終的にお客様に届くまでに、4回の検査ゲートを通ります。
📥 受入検査(IQC:Incoming Quality Control)
サプライヤーから入ってきた原材料・購入部品を、自社で受け入れる前にチェック。
「不良を自社のラインに入れない」のが目的。
⚙️ 工程内検査(IPQC:In-Process Quality Control)
製造ラインの各工程の途中で、加工結果が規格内かを確認。
「不良を次工程に流さない」のが目的。管理図やCp/Cpkがここで活躍。
✅ 最終検査(FQC:Final Quality Control)
完成した製品が、図面・規格を満たしているかを判定。
「不良品を倉庫に入れない」のが目的。検査成績書(COA)を発行する重要工程。
📦 出荷検査(OQC:Outgoing Quality Control)
梱包・ラベル貼付後に、客先要求どおりに出荷準備されたかを確認。
「不良を客先に流さない」最後の防波堤。誤出荷防止が主な役割。
英語の略称(IQC/IPQC/FQC/OQC)は、外資系・グローバル企業や客先監査でよく使われます。「IQCで不適合が出た」と言われて瞬時に「あ、受入検査か」と理解できると、コミュニケーションが格段にスムーズになります。

📋 4ステージ完全比較表(これさえ覚えればOK)
4つのステージを「目的・タイミング・対象・主な手法・判定基準」の5軸で比較しました。この表を頭に入れれば、客先で何を聞かれても答えられます。
| 項目 | ①受入検査 | ②工程内検査 | ③最終検査 | ④出荷検査 |
|---|---|---|---|---|
| 略称 | IQC | IPQC | FQC | OQC |
| 目的 | 不良材料を入れない | 不良を次工程に流さない | 不良品を出荷しない | 誤出荷を防ぐ |
| タイミング | サプライヤーからの納入時 | 製造の各工程ごと | 完成品ができた直後 | 梱包・出荷直前 |
| 対象 | 原材料・購入部品 | 仕掛品(WIP) | 完成品 | 梱包品・伝票 |
| 主な手法 | 抜取検査 (JIS Z 9015) |
管理図 Cp/Cpk算出 |
全数 or 抜取 性能試験 |
数量・ラベル・ 梱包状態確認 |
| 判定基準 | 受入仕様書・購買図面 | 工程管理基準 | 製品図面・客先仕様 | 出荷指示書 |
| 主な担当 | 資材部・品質保証 | 製造部・現場作業者 | 品質保証部 | 物流・出荷担当 |
「誰の責任で、何を見るか」を意識すると整理しやすいです。①受入=サプライヤーの責任を見る、②工程内=自社製造の責任を見る、③最終=製品の合否を見る、④出荷=物流の正しさを見る。

①📥 受入検査(IQC)— サプライヤー製品の防波堤
受入検査は、サプライヤーから入ってきた原材料・購入部品をチェックする検査です。「品質は工程で作り込む」という言葉がありますが、そもそも入ってくる材料が悪ければ良い製品は作れません。
🎯 受入検査でやること
| 確認項目 | 具体例 |
|---|---|
| 数量・外観 | 注文書通りの数量か、傷・汚れ・破損がないか |
| 寸法 | 図面寸法 ± 公差内に収まっているか |
| 材質・成分 | ミルシート(成分表)と照合、必要なら自社で再分析 |
| 機能・性能 | 電気特性、強度試験など客先要求の特性を確認 |
| 梱包・トレーサビリティ | ラベル、ロット番号、サプライヤー検査成績書(COA)添付 |
📊 全数か抜取か:JIS Z 9015を使う
受入検査の定番手法は抜取検査です。なぜなら、納入数が数千個・数万個になることも珍しくなく、全数検査するとコストと時間がかかりすぎるから。
日本で最も使われる抜取検査の規格がJIS Z 9015(計数値抜取検査)です。客先からも「JIS Z 9015 通常検査水準II、AQL 1.0で実施してください」のように指定されることがあります。
「JIS Z 9015 のサンプルサイズの決め方」「AQL値の選び方」は、JIS Z 9015 抜取検査の使い方で詳しく書いています。
長期取引で品質が安定しているサプライヤーには「受入検査の簡略化(無検査・スキップロット)」を適用することもあります。これはそのサプライヤーの工程能力(Cp/Cpk)が十分高いと認定された場合の特権です。

②⚙️ 工程内検査(IPQC)— 不良を次工程に流さない
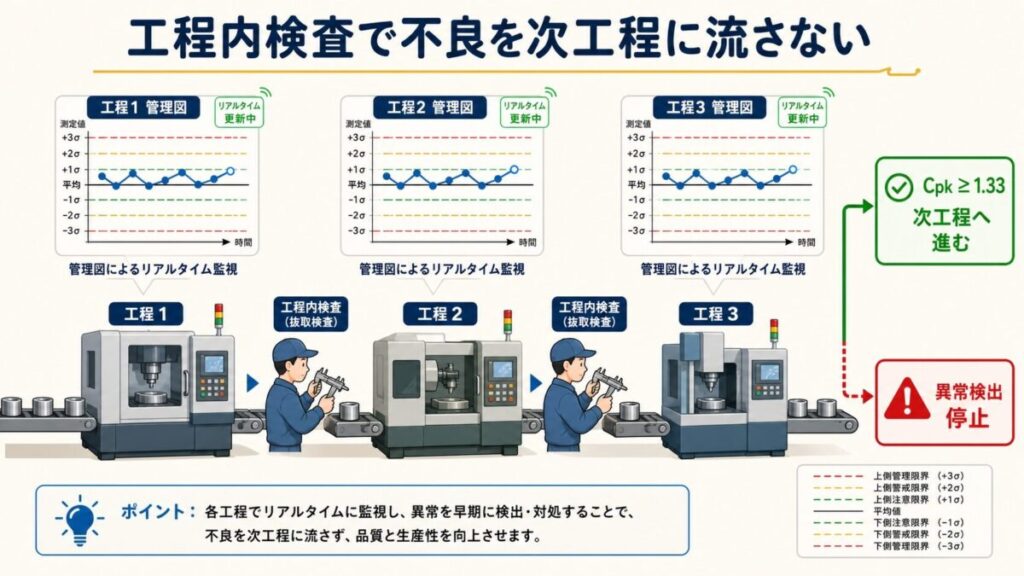
工程内検査は、製造ラインの途中で、各加工工程の結果が規格内にあるかを確認する検査です。「不良を次工程に流さない」「異常があれば早期に検出する」のが目的。
🎯 工程内検査の特徴
統計的工程管理(SPC)が主役
管理図でリアルタイム監視。Cp/Cpkで工程能力を継続評価。異常兆候を早期検出して是正
頻度が高い
通常は1〜2時間ごと、または100個ごとなど高頻度で実施。作業者自身が行う「自工程完結」が基本
🛠️ 工程内検査でよく使う3つの手法
| 手法 | 用途 | 関連記事 |
|---|---|---|
| 管理図 | 時系列で工程の安定性を監視。±3σで管理限界を引く | 管理限界±3σの理由 |
| Cp/Cpk算出 | 工程能力を数値化。客先要求(通常 Cpk≧1.33)を満たすか | Cp・Cpk完全図解 |
| Cpk判定 | 1.33合格・1.00要注意・0.67不合格などの判定と対処 | Cpk判定基準 |
工程内検査の頻度を決めるときは「Cpk値が高い工程ほど頻度を下げる」のがセオリーです。Cpk 1.67以上で安定していれば検査頻度を緩めても良いですが、Cpk 1.0付近の工程は頻度を上げて早期検出に努めます。
「Cpkが1.0を割ったら明日から何をすればいいか?」という対処手順は、工程能力指数の判定基準と対処法で5ステップで解説しています。
③✅ 最終検査(FQC)— 完成品の合否ジャッジ
最終検査は、完成した製品が図面・客先仕様を満たしているかを判定する検査です。ここで合格判定が出てはじめて「完成品」として倉庫に格納されます。
🎯 最終検査の役割
- 製品の合否判定:全寸法・性能・外観を客先仕様に照合
- 検査成績書(COA)の発行:客先に提出する公式エビデンス
- トレーサビリティの確保:ロット番号・製造日・検査者を記録
- 不適合品の隔離:不合格品は赤札を貼って隔離保管
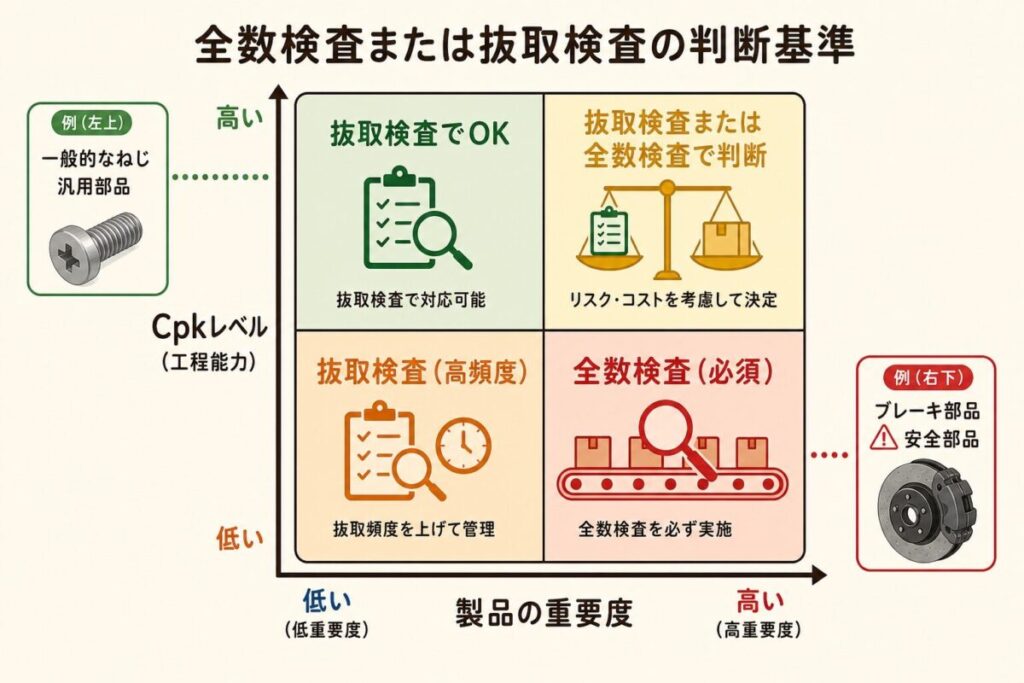
最終検査では「製品の重要度」と「工程内検査でのCpk水準」で判断します。
・安全部品(ブレーキ・エアバッグなど):全数検査が原則
・一般部品でCpk≧1.33が安定:抜取検査でOK
・新規ライン立ち上げ直後:データ蓄積のため一時的に全数検査
④📦 出荷検査(OQC)— 最後の防波堤
出荷検査は、梱包・ラベル貼付後に、客先要求どおりに準備されているかを確認する検査です。最終検査と混同されがちですが、見るポイントが違います。
🤔 最終検査と出荷検査の違い
最終検査(FQC)
製品そのものの品質を見る。寸法・性能・外観など。
「製品OK?」
出荷検査(OQC)
梱包・物流の正しさを見る。数量・ラベル・梱包状態。
「出荷OK?」
🎯 出荷検査でやること
| 確認項目 | 具体例 |
|---|---|
| 数量 | 出荷指示書通りの個数か、過不足はないか |
| ラベル・型番 | 客先指定のラベル、品番、ロット番号が正しいか |
| 梱包状態 | 緩衝材、防湿、輸送中の損傷防止対策 |
| 添付書類 | 納品書、検査成績書(COA)、ミルシートなど |
| 配送先 | 伝票の送付先住所が正しいか(誤出荷の最大原因) |
出荷検査で見つかる不適合の多くは「誤出荷」(品番違い、配送先違い、数量違い)です。製品自体は問題なくても、客先のラインに止まる原因は梱包ミスからが意外と多い。最終検査と出荷検査の両方を通すことで、二重の防波堤を作る思想です。

📊 各ステージで「全数 or 抜取」をどう決めるか
「この検査は全数?抜取?」と聞かれたとき、判断軸を持っているかでエンジニアの実力が出ます。各ステージごとの目安を整理しました。
| ステージ | 推奨 | 判断ポイント |
|---|---|---|
| ①受入検査 | 抜取が原則 | 納入数が多い・サプライヤー実績で判断。JIS Z 9015で計画 |
| ②工程内検査 | 抜取(高頻度) | 管理図でCpk監視。Cpk高ければ頻度を緩める |
| ③最終検査 | 製品次第 | 安全部品=全数、一般部品=抜取(Cpkで判断) |
| ④出荷検査 | 全数が原則 | 数量・ラベル・伝票の確認。検査時間が短いので全数可能 |
以下のいずれかに該当すれば、原則として全数検査を選択します。
・安全部品(ブレーキ・エアバッグ・医療機器など)
・客先指定(契約書に「全数検査必須」と明記がある場合)
・初期流動管理中(新製品立ち上げ後、数ロット間)
・過去に重大不具合があった工程(再発防止策として一定期間)
「抜取検査でサンプルサイズをどう決めるか?」「AQLの選び方は?」は、JIS Z 9015 抜取検査の使い方で詳しく解説しています。
よくある質問(FAQ)
A. 会社や業界によっては、両者を統合して「出荷検査」と呼ぶことがあります。ただし厳密には別物で、最終検査=製品の合否、出荷検査=梱包・物流の正しさ、と役割が違います。客先監査では区別して説明できることが望ましいです。
A. 多くの製造現場では「自工程完結」の考え方で、その工程の作業者自身が行います。これは「不良を次工程に流さない」という IPQC の原則を最も効率的に実現する方法。ただし、品質保証部が定期的に監査・抜き取り確認を行うのが一般的です。
A. サプライヤーの長期実績(納入不適合がほぼゼロ)があり、客先からも承認されれば「無検査受入」「スキップロット検査」を導入できます。条件は会社により違いますが、目安は「12ヶ月連続で不適合ゼロ」「サプライヤーのCpk≧1.67」など。コストダウンに直結する重要な施策です。
A. 検査(inspection)は「規格に合うか合わないか」の合否判定が目的。試験(test)は「特性値を測定する」のが目的で、合否判定は別途行います。例えば「引張強度を測定する」のは試験、その結果が「規格500MPa以上か」を判定するのが検査。実務ではほぼ同義に使われることが多いです。
A. 直接担当はステージごとに違いますが、品質保証部は全ステージの「監督者」として関わります。受入=資材部、工程内=製造部、最終=品証部、出荷=物流部、というのが一般的な分担。品証部は各検査の手順書作成、教育、監査、是正を担います。
A. QC検定2級では「検査の分類」「全数検査と抜取検査の使い分け」「抜取検査の種類(JIS Z 9015等)」が頻出です。本記事の比較表を覚えておけば、選択問題はほぼ得点できます。1級ではさらに「検査計画の立て方」「検査の経済性評価」まで踏み込みます。
まとめ:検査4ステージは「製品の流れ」で覚える
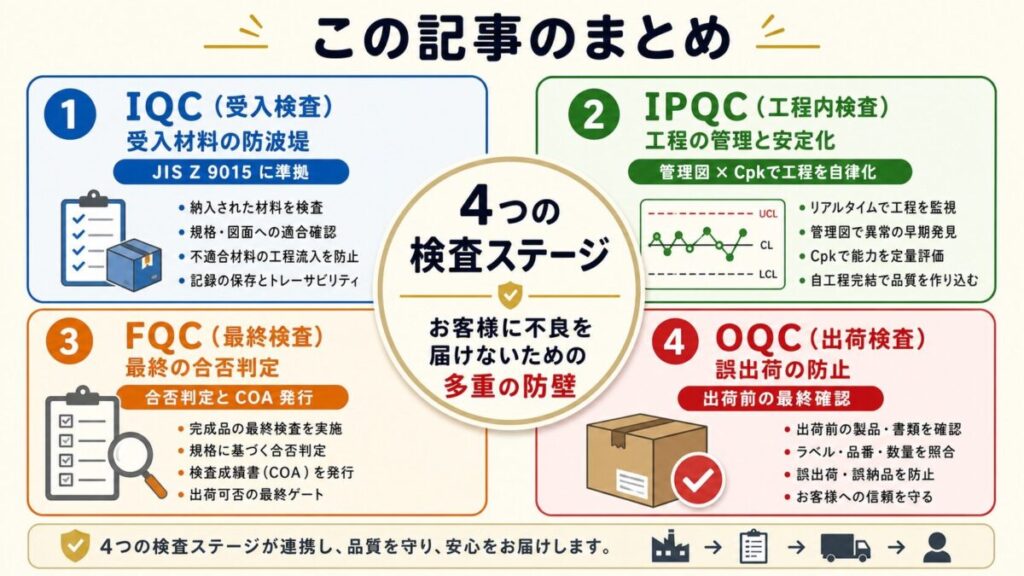
- ①受入検査(IQC):サプライヤー材料の防波堤。抜取検査(JIS Z 9015)が定番
- ②工程内検査(IPQC):製造途中の安定性監視。管理図・Cp/Cpkで判断
- ③最終検査(FQC):完成品の合否判定。検査成績書(COA)を発行
- ④出荷検査(OQC):梱包・物流の正しさ確認。誤出荷防止の最後の砦
- 覚え方:「誰の責任で、何を見るか」を意識すれば整理できる
- 全数 or 抜取:安全部品=全数、一般部品=Cpk水準で判断
- 客先回答テンプレ:「①〜④の4ステージで多重防壁を構成しています」
検査の4ステージは、製造業の品質保証の骨格です。これが頭に入っていれば、客先監査で「御社の検査体制を説明してください」と聞かれても、堂々と答えられます。新人エンジニアが配属直後に押さえるべき必修知識です。
- JIS Z 8101-2:2015『統計 — 用語及び記号 — 第2部:統計の応用』日本規格協会
- JIS Z 9015-1:2006『計数値検査に対する抜取検査手順』日本規格協会
- IATF 16949:2016『自動車産業向け品質マネジメントシステム規格』
- 日本規格協会編『QC検定2級レベル表対応 仕事に役立つ統計的方法』2019年
- 日本品質管理学会『品質管理の基礎(第3版)』日科技連出版社、2020年
📚 次に読むべき記事
受入検査の定番手法。サンプルサイズ・AQLの実務的な決め方をフローチャートで解説。
工程内検査の柱・管理図の理論的背景。客先監査で必ず問われるポイント。
工程内検査で判断基準となるCp/Cpkを、計算手順から具体例まで網羅。
工程内検査でCpkが基準を下回ったときに、明日からどう動くかの5ステップ手順。
検査で扱うあらゆる数値の土台「σ(標準偏差)」を直感で理解する。
- 第1回:検査4ステージの全体像(本記事)
- 第2回:JIS Z 9015 抜取検査の使い方
- 第3回:管理図の管理限界はなぜ±3σ?
- 第4回:Cp・Cpkの計算方法
- 第5回:Cp・Cpkの判定基準と対処法