{kind=link}
- 不良の原因を聞かれて「たぶん○○だと思います」としか答えられなかった
- 上司に「特性要因図で要因を整理して」と言われたが、何を書けばいいかわからない
- ブレインストーミングで出た意見がバラバラで、結局どれが真因か絞れなかった
- QC検定の過去問で「特性要因図」が出てきたけど、4Mの使い方がピンとこない
- 特性要因図(フィッシュボーン図)とは何か?なぜ「魚の骨」の形をしているのか
- 4M(Man・Machine・Material・Method)の大骨を使った書き方の全手順
- 製造業の具体例で「背骨→大骨→中骨→小骨」を実際に展開する方法
- 特性要因図となぜなぜ分析の違いと使い分け
- 初心者がやりがちな失敗5選と回避策
客先からクレームが来た。上司に「原因を調べて報告して」と言われた。あなたはどこから手をつけますか?
「たぶん作業者のミスだと思います」──こう答えてしまうと、上司は「たぶんじゃなくて、ちゃんと調べてくれ」と返してきます。そして客先には「原因分析が不十分」と突き返されます。
結論を先に言います。特性要因図(フィッシュボーン図)は、「思いつきの犯人探し」を「漏れのない要因リスト」に変えるための道具です。4M(Man・Machine・Material・Method)という4つの視点で要因を洗い出せば、「見落とし」がなくなります。この記事を読めば、今日から特性要因図を書けるようになります。
特性要因図とは?|「魚の骨」の形に原因を整理する手法
🐟 完成形が「魚の骨」に見えるからフィッシュボーン図
特性要因図とは、ある「結果(特性)」に対して、それを引き起こしている可能性のある「原因(要因)」を体系的に洗い出し、魚の骨のような図で整理する手法です。QC7つ道具の1つで、英語ではFishbone Diagram(フィッシュボーン図)、または考案者の名前からIshikawa Diagram(石川ダイアグラム)とも呼ばれます。
1950年代に東京大学の石川馨教授が考案したこの手法は、品質管理の世界で70年以上使われ続けている「古典にして最強」の原因分析ツールです。
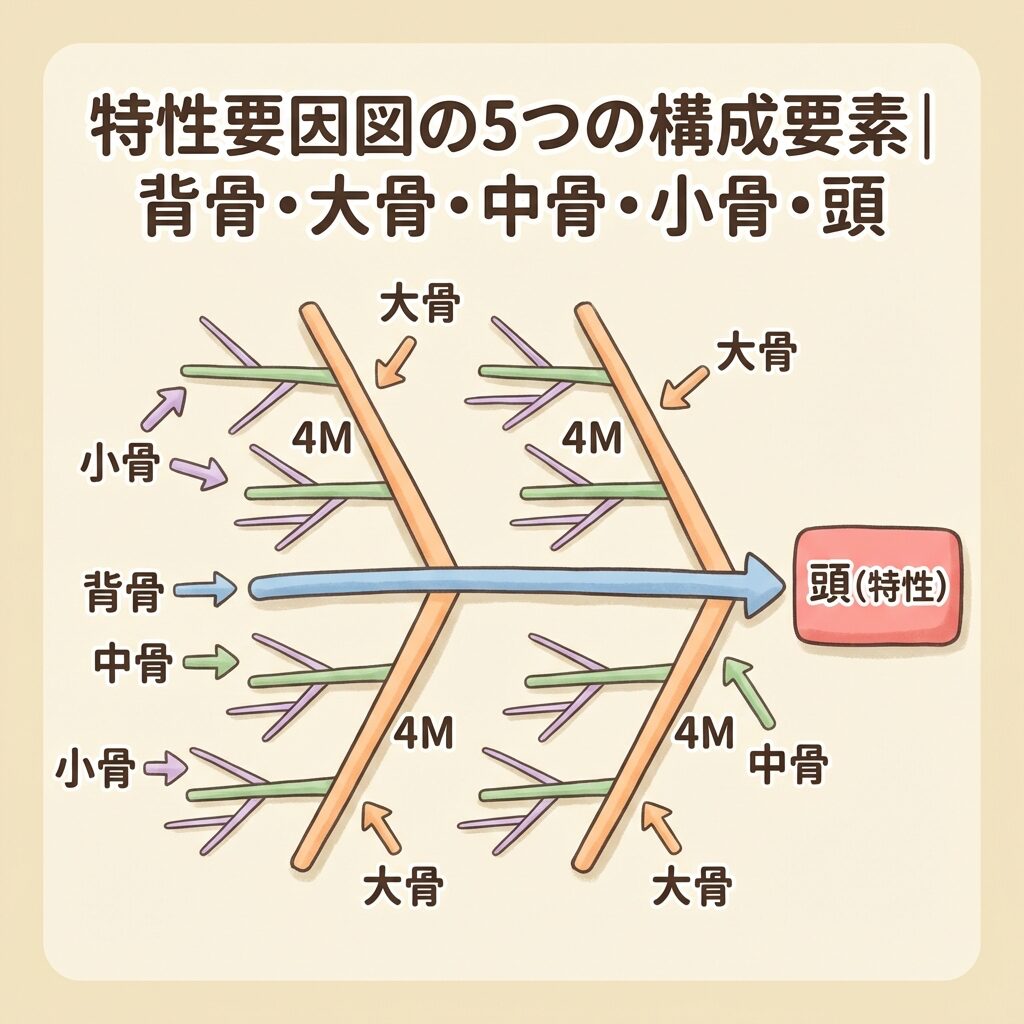
🐟 特性要因図の構造イメージ
(特性)
※実際の図では各大骨から中骨・小骨がさらに枝分かれします
① 頭(右端):解決したい問題=特性(例:「キズ不良が多い」)
② 背骨:頭に向かう太い横線(結果に向かう幹)
③ 大骨:背骨に斜めに入る太い枝=要因の大分類(4M:Man, Machine, Material, Method)
④ 中骨:大骨から枝分かれする=要因の中分類(例:「作業手順」「教育」など)
⑤ 小骨:中骨からさらに枝分かれ=具体的な要因(例:「手順書の版が古い」)
つまり特性要因図は、「なぜこの問題が起きたのか?」をツリー状に展開して、原因の候補を"漏れなく"リストアップするための地図です。「犯人はこいつだ!」と決め打ちするのではなく、「犯人候補を全員洗い出す」のが特性要因図の役割です。
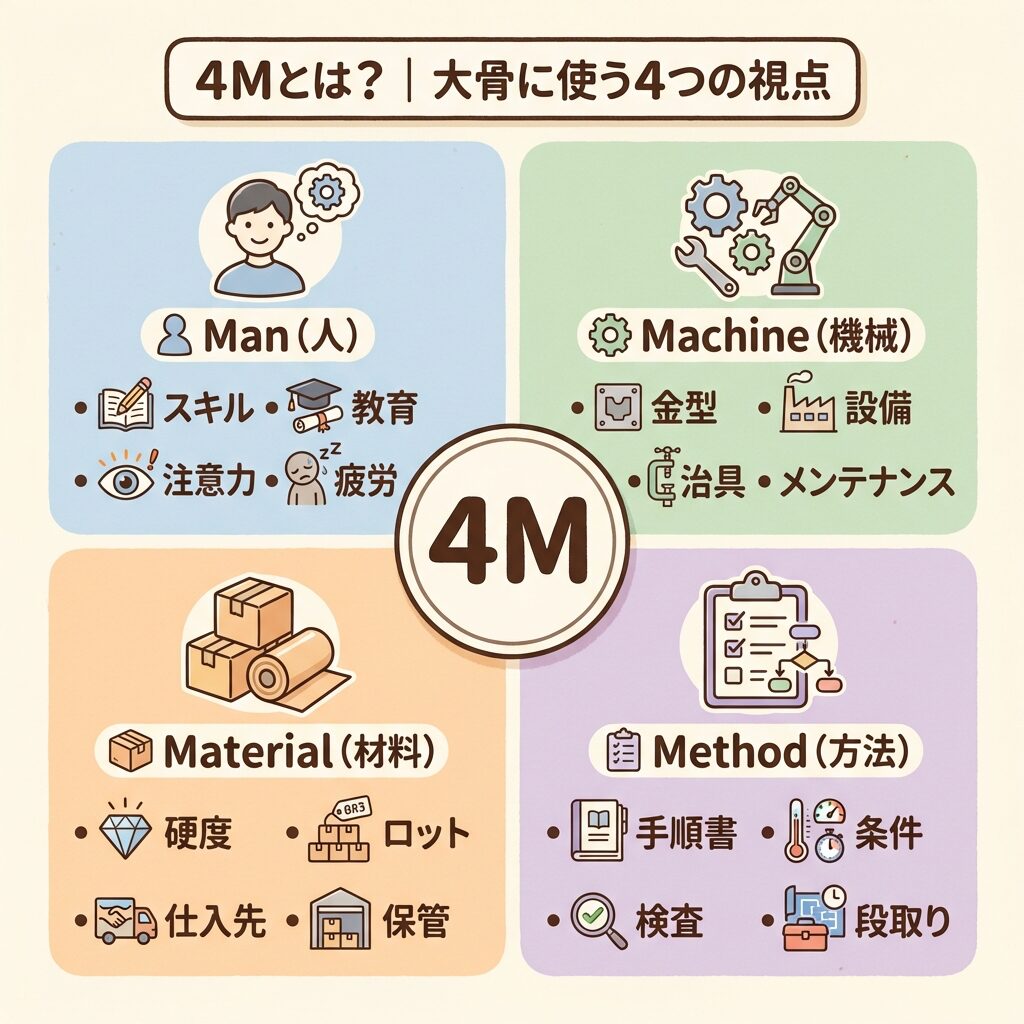
4Mとは?|大骨に使う「4つの視点」で原因の見落としを防ぐ
🔍 Man・Machine・Material・Methodの頭文字で「4M」
特性要因図を書くとき、いきなり「原因を思いつくままに書いて」と言われても困りますよね。そこで登場するのが4Mというフレームワークです。製造業で発生する問題の原因は、ほぼ必ずこの4つのカテゴリのどれかに分類できます。
Man(人)
作業者のスキル、経験年数、教育訓練、注意力、疲労、体調、シフト、人員配置など
Machine(機械)
設備の状態、治具・工具、金型、メンテナンス頻度、経年劣化、精度、キャリブレーションなど
Material(材料)
原材料の品質、ロットばらつき、仕入先の変更、保管状態、受入検査の基準、副資材など
Method(方法)
作業手順書、工程条件(温度・圧力・速度)、検査方法、段取り替え手順、標準作業の有無など
📊 4M → 5M → 6M:場面に応じて大骨を増やす
4Mは基本形ですが、分析テーマに応じて大骨を追加することもあります。以下の拡張版を知っておくと、応用が効きます。
| 名称 | 大骨 | 主な用途 |
|---|---|---|
| 4M | Man, Machine, Material, Method | 製造業の基本形(最もよく使う) |
| 5M | 4M + Measurement(測定) | 検査・測定の問題を切り分けたい場合 |
| 5M+1E | 5M + Environment(環境) | 温度・湿度・クリーン度が影響する場合 |
| 6M | 5M + Management(管理) | 管理体制・仕組みの問題を含めたい場合 |
迷ったらまずは4Mで始めてください。大骨が多すぎると図が複雑になり、かえって整理できなくなります。4Mで書いてみて「測定系の要因が多いな」と感じたら、その時に5Mに拡張すればOKです。
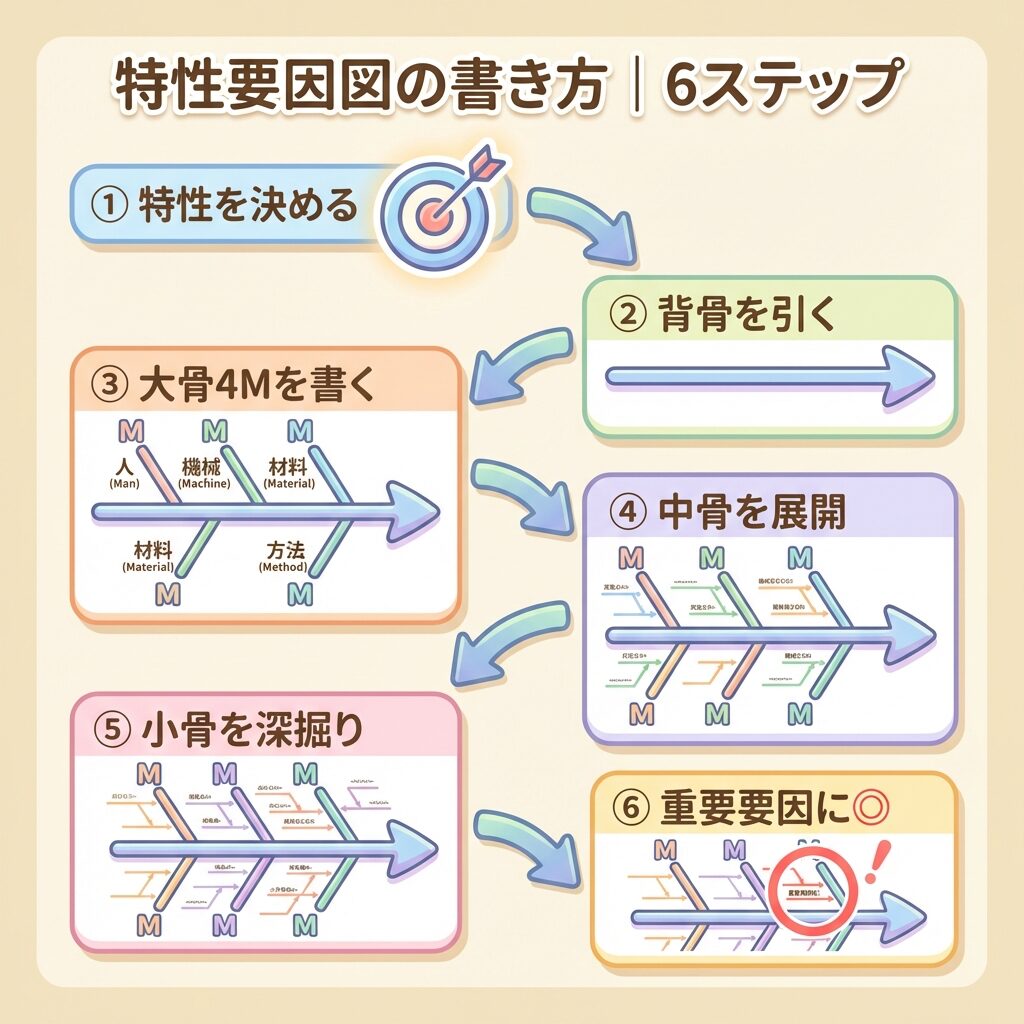
特性要因図の書き方|6ステップで完成する手順
✏️ 紙とペンがあれば10分で書ける
特性要因図はExcelやツールがなくても、A3用紙とペンがあれば作れます。ホワイトボードに書いてもOK。以下の6ステップに沿って進めましょう。
「特性」を決めて右端に書く
解決したい問題(=特性)を具体的に書きます。「不良が多い」ではなく「プレス工程のキズ不良が月45件発生」のように、数値を含めて具体的に。右端に四角で囲んで書きます。
特性があいまいだと、要因もあいまいになります。「品質が悪い」ではなく「外径寸法がφ10±0.05に対して上限を超える」のように限定してください。
「背骨」を引く
特性に向かって左から右へ太い横線を引きます。これが「背骨」です。矢印の先端を特性(右端の四角)に向けます。
「大骨」を4本書く(4M)
背骨から斜め上・斜め下に4本の太い枝(大骨)を引きます。それぞれの先端に「Man(人)」「Machine(機械)」「Material(材料)」「Method(方法)」と書きます。上2本・下2本にするのが一般的です。
「中骨」を書く(各4Mの要因を掘り下げる)
各大骨に対して「この4Mの中で、何が原因の候補か?」を考え、中骨として枝分かれさせます。例:「Man(人)」の大骨に対して「スキル不足」「注意力低下」「新人」などの中骨を書きます。
「小骨」を書く(さらに深掘りする)
中骨に対して「なぜそれが起きるのか?」をさらに掘り下げます。例:「スキル不足」→「教育訓練が不十分」→「OJTのチェックリストがない」。この小骨レベルまで掘り下げると、具体的なアクションが見えてきます。
要因に漏れがないかチェックし、重要要因に印をつける
図が完成したら、4Mの各骨を見渡して「抜けている視点はないか?」を確認します。その後、チーム全員で議論し、特に影響が大きそうな要因に赤丸(◎)をつけます。この赤丸がついた要因が「次に検証すべき最有力候補」です。
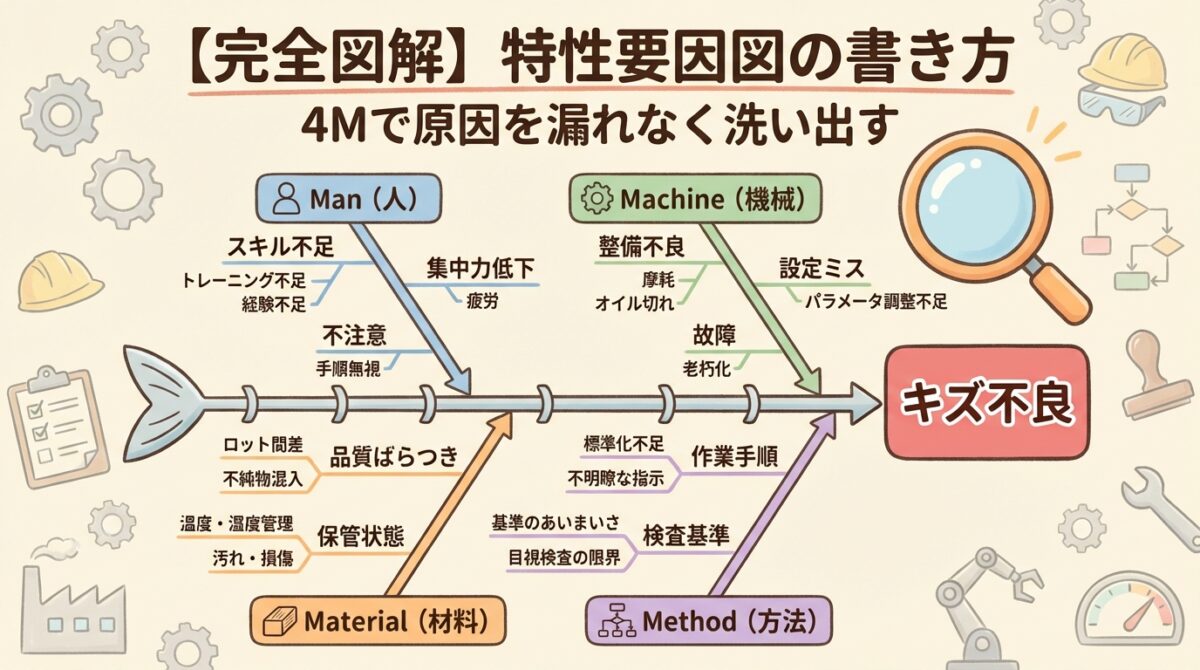
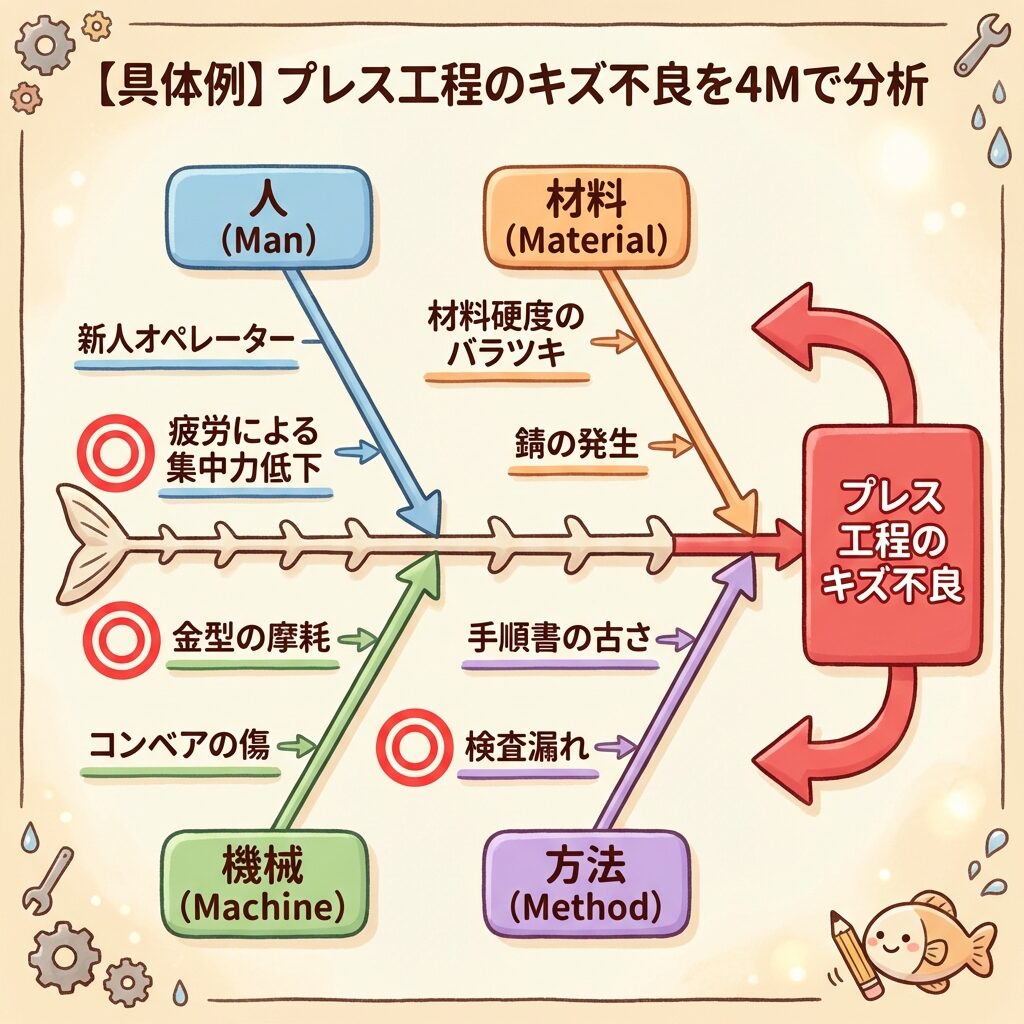
【具体例】プレス工程の「キズ不良」を特性要因図で分析する
🏭 製造業の実例で4Mの展開を体感しよう
ここでは、「プレス工程でキズ不良が月45件発生」という特性に対して、4Mで要因を展開する具体例を示します。実際に手を動かして自分の工程に置き換えてみてください。
特性:プレス工程でキズ不良が月45件発生
| 中骨 | 小骨(具体的な要因) |
| スキル不足 | 新人が多い/OJTチェックリストがない/教育時間が不足 |
| 注意力低下 | 残業過多で疲労/夜勤明けのヒューマンエラー/ながら作業 |
| 人員配置 | 1人で2ライン掛け持ち/応援者が工程を知らない |
| 中骨 | 小骨(具体的な要因) |
| 金型の劣化 | ショット数が管理基準を超過/磨耗チェック未実施 |
| 搬送装置 | コンベアのガイドにバリ/シューターの表面が荒れている |
| メンテナンス | 定期点検が遅れている/予防保全の基準がない |
| 中骨 | 小骨(具体的な要因) |
| 材料硬度 | ロット間で硬度ばらつきがある/受入検査で硬度を測っていない |
| 表面状態 | コイル材の表面にスケール付着/保管中に錆が発生 |
| 仕入先変更 | 先月から仕入先Bに変更/材料成分が微妙に違う |
| 中骨 | 小骨(具体的な要因) |
| 作業手順 | 手順書の版が古い/手順書通りに作業していない |
| 工程条件 | プレス圧力の設定値が適切でない/ストローク長の管理幅が広すぎる |
| 検査方法 | 自主検査の頻度が少ない(1回/100個)/目視検査の限度見本が曖昧 |
完成した特性要因図を見渡すと、「あれ、この視点は考えていなかった」という発見が必ずあります。たとえば「Man(人)ばかり疑っていたけど、よく見たら金型のショット数が管理基準を超えていた」というケースは製造業あるあるです。4Mの力は「自分の思い込みの外側にある原因」に気づけることです。
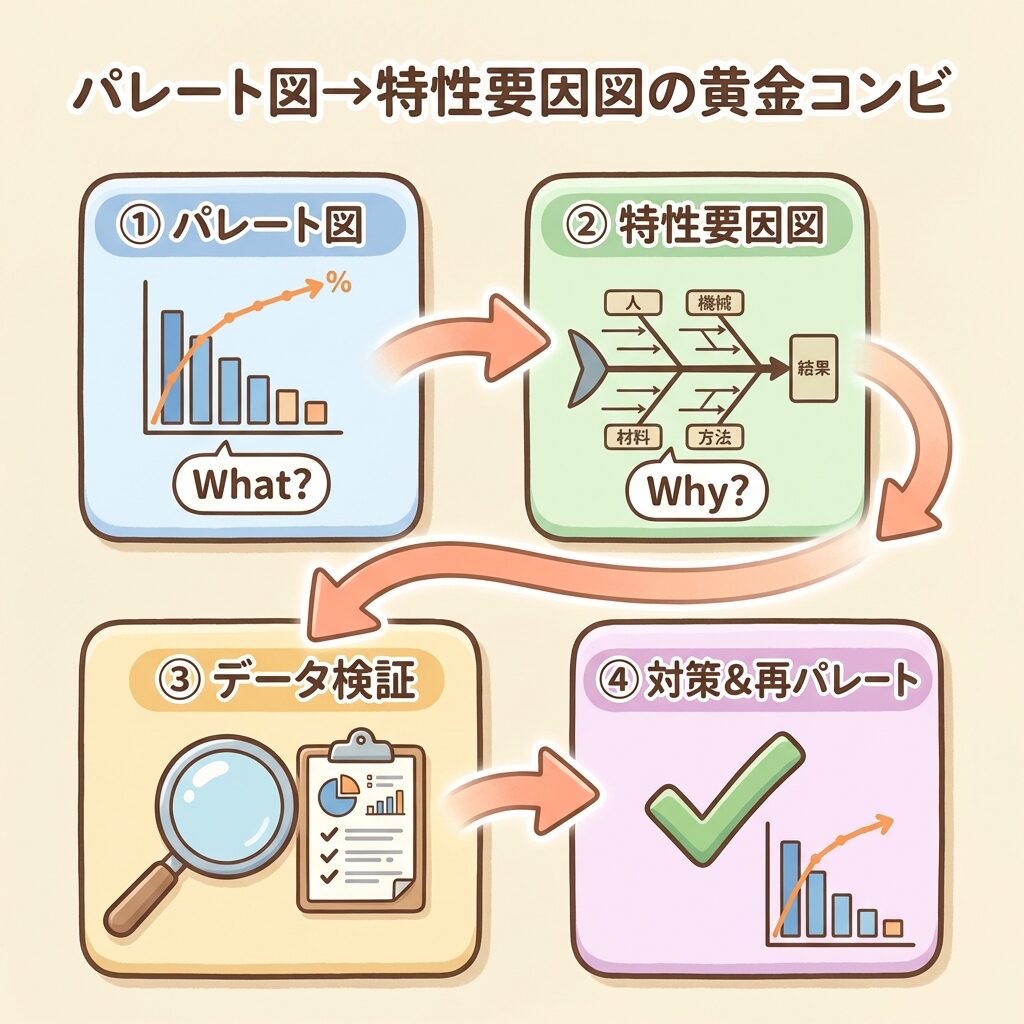
パレート図 → 特性要因図の「黄金コンビ」で使う
🤝 パレート図で「何を」、特性要因図で「なぜを」
パレート図と特性要因図は、QC7つ道具の中でもセットで使うと最強の組み合わせです。パレート図が「何が問題か(What)」を教えてくれるのに対して、特性要因図は「なぜ問題が起きるか(Why)」を教えてくれます。
「なぜキズが
起きるか」展開
重要要因を
裏付ける
効果を確認
前の記事で解説したパレート図で「キズ不良が最大の問題だ」と特定した後、この記事の特性要因図で「なぜキズが発生するのか」を4Mで分析する。この流れがQCストーリーの基本形です。
「どの不良を先に潰すか」を決めるのがパレート図です。特性要因図の“前工程”として最初に使う道具。Excelで5分で作れる手順を図解しています。
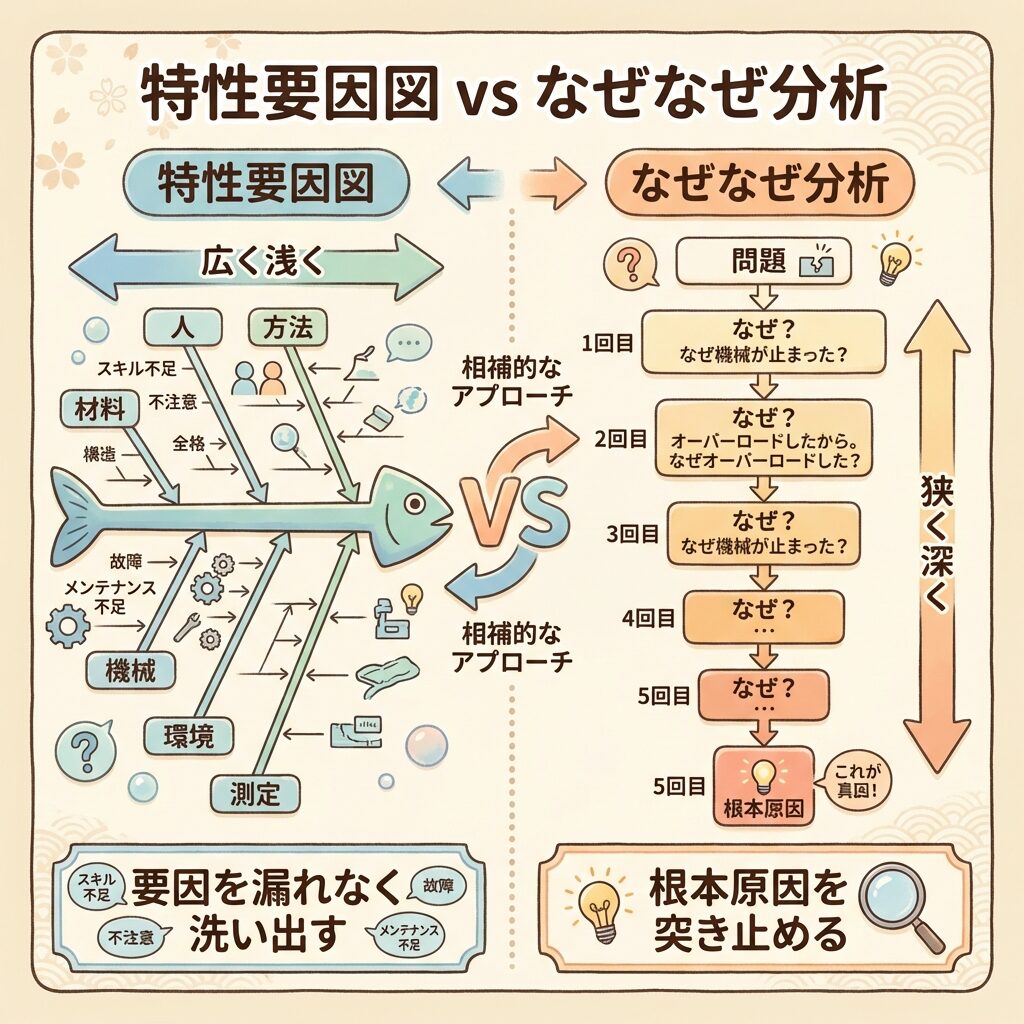
特性要因図と「なぜなぜ分析」の違い|どっちを使えばいい?
🆚 「広く浅く」 vs 「狭く深く」
品質管理で原因分析というと、「特性要因図」と「なぜなぜ分析」の2つが定番です。どちらも原因を追究する手法ですが、役割がまったく違います。
特性要因図
| 目的 | 原因の候補を漏れなく洗い出す |
| 方向 | 広く浅く(横展開) |
| 使うタイミング | 「原因が何かわからない」とき |
| アウトプット | 要因の候補リスト(仮説一覧) |
なぜなぜ分析
| 目的 | 1つの原因を根本まで深掘りする |
| 方向 | 狭く深く(縦展開) |
| 使うタイミング | 「原因はわかったが、なぜそれが起きたか」を知りたいとき |
| アウトプット | 根本原因(真因)1つ |
① まず特性要因図で要因を広く洗い出す(20〜30個の候補が出る)
② その中からデータや経験で重要要因を2〜3個に絞る(赤丸をつける)
③ 絞った要因に対して、なぜなぜ分析で深く掘り下げる(「なぜ?」を5回繰り返す)
④ 根本原因が特定できたら、対策を立てる
特性要因図で要因を洗い出したあと、深掘りに使うのが「なぜなぜ分析」です。ですが多くの現場で「作業者の確認不足」で止まってしまいます。その落とし穴と直し方を5つの実例で解説しています。
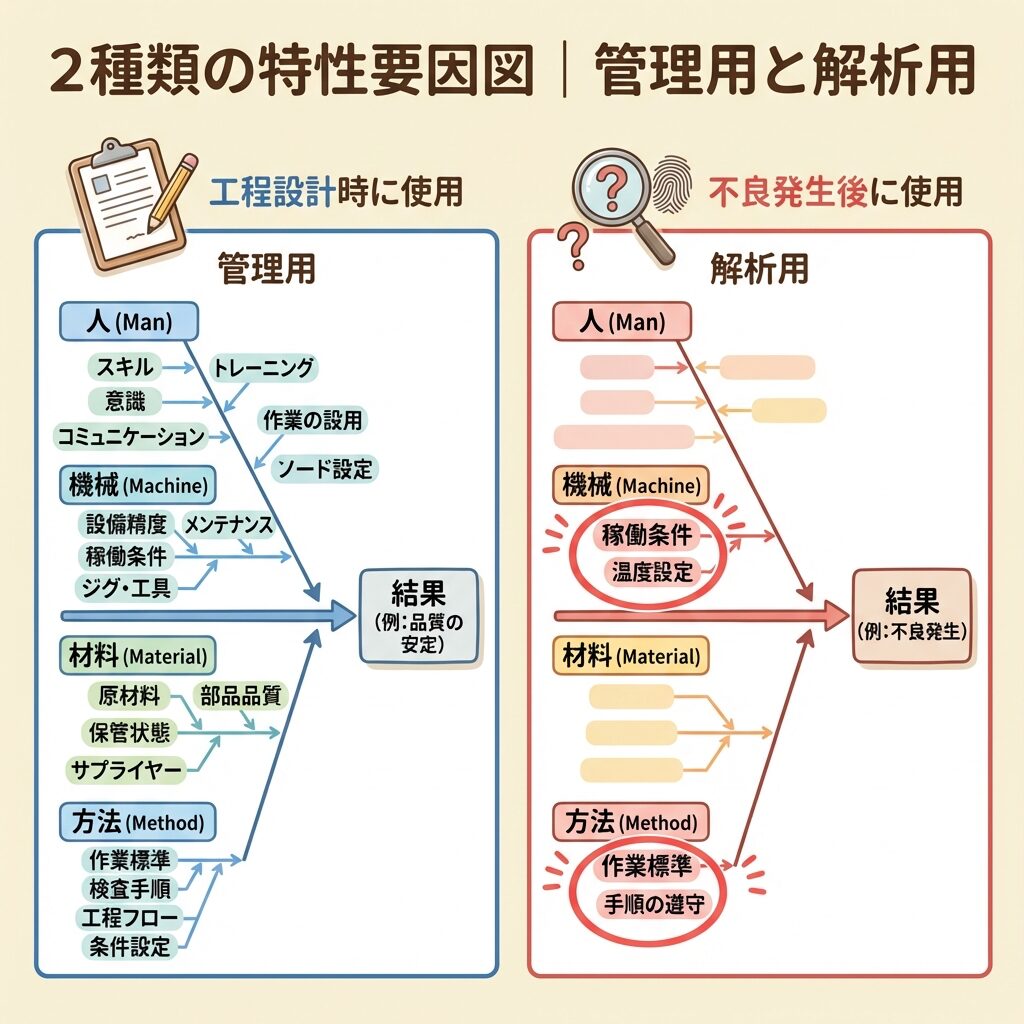
特性要因図には2種類ある|「管理用」と「解析用」の違い
📋 目的が違えば、書き方のスタンスも違う
QC検定で出題されるポイントとして、特性要因図には「管理用」と「解析用」の2種類があることを知っておいてください。
| 管理用特性要因図 | 解析用特性要因図 | |
|---|---|---|
| 目的 | 品質を維持するため、管理すべき要因をあらかじめ整理する | 問題が起きた後、原因を特定するために要因を洗い出す |
| 作成タイミング | 工程設計時・標準作業書の作成時(事前) | 不良発生時・クレーム対応時(事後) |
| 書き方 | 考えられる要因を網羅的に書き出す | 現象から逆算して重要な要因に絞って深掘りする |
| イメージ | 「この工程で品質を守るためのチェックリスト」 | 「この不良の犯人探しの捜査マップ」 |
| 関連ツール | QC工程図、コントロールプランに展開 | なぜなぜ分析、8D報告書に展開 |
この記事で解説してきた書き方は主に「解析用」です。不良やクレームが発生して「原因は何だ?」と追究する場面で使います。一方、工程設計の段階で「どの要因を管理すべきか」を洗い出す場合は「管理用」を作ります。QC検定ではこの2つの違いが選択肢で問われることがあるので注意してください。
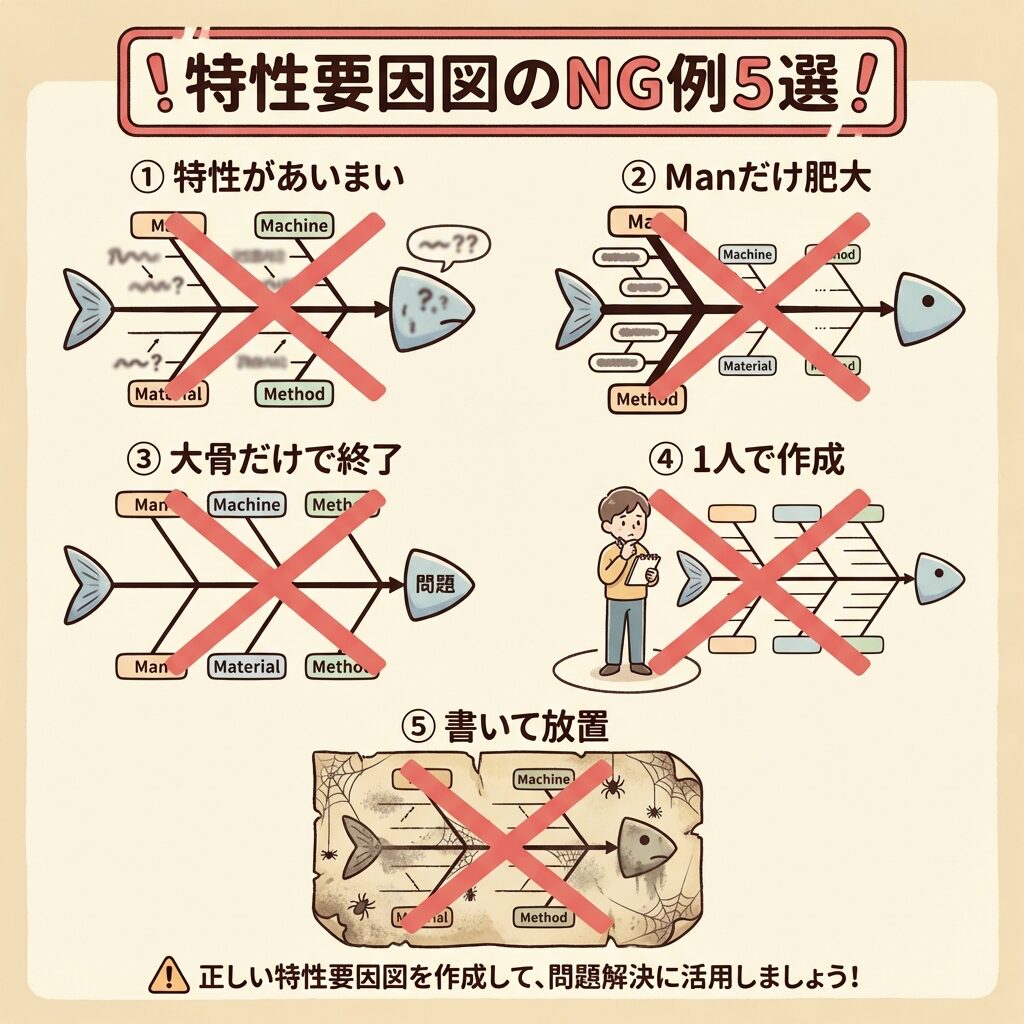
特性要因図のよくある失敗5選|初心者がやりがちなNG例
❌ これをやると「形だけの特性要因図」になってしまう
| # | ❌ よくある失敗 | 😱 何が起きるか | ✅ 正しいやり方 |
|---|---|---|---|
| 1 | 特性があいまい 「品質が悪い」 |
要因が拡散して収拾がつかない | 「プレス工程A1ラインのキズ不良が月45件」のように工程・不良モード・件数を限定する |
| 2 | 大骨が「人のせい」だけ Man偏重型 |
「結局ヒューマンエラー」で思考停止する | 4M全てに必ず中骨を書く。Machine・Material・Methodが空白ならやり直し |
| 3 | 大骨しかない 中骨・小骨の掘り下げ不足 |
「人」「機械」と書いただけで終わり、具体的なアクションにつながらない | 各大骨に最低3つの中骨を書く。中骨には最低1つの小骨をつける |
| 4 | 1人で黙々と書く | 自分の経験の範囲でしか要因が出ない(視野が狭い) | 作業者・設備保全・品質管理・生産技術など異なる立場の3〜5人で書く |
| 5 | 書いて満足して終わり 検証しない |
「要因を洗い出した」だけで真因がわからないまま | 重要要因に◎をつけ、データや実験で検証する。特性要因図はあくまで「仮説の一覧」 |
特性要因図は「原因を特定する図」ではなく、「原因の候補を洗い出す図」です。特性要因図を書いた後は、重要要因をデータで検証し、真因を特定してから対策に進んでください。書いただけで満足するのが最大のNGです。

特性要因図がグッとよくなる3つのコツ
🎯 プロっぽい特性要因図を書くための実践テクニック
要因は「名詞+動詞」で書く
NG例:「金型」(名詞だけ) → これでは何が問題かわかりません。
OK例:「金型の磨耗が進んでいる」(名詞+動詞) → 何がどうなっているかが明確です。要因を書くときは「○○が△△している(していない)」の形にしてください。
「対策」を書かない。あくまで「原因」を書く
NG例:「教育を強化する」 → これは対策であって原因ではありません。
OK例:「教育訓練が不十分である」 → 原因です。特性要因図に対策を混ぜると、原因分析が中途半端になります。対策は特性要因図の後のステップで考えましょう。
「現場を見ながら書く」──デスクで空想しない
最もよくある失敗は、会議室で座ったまま特性要因図を書くことです。実際の不良品を手に取り、現場の設備を見て、作業者に話を聞きながら書くと、デスクでは絶対に出てこない要因が見つかります。これは「三現主義(現場・現物・現実)」と呼ばれる品質管理の基本思想です。
特性要因図の完成度を上げるのは「書き方のテクニック」ではなく、「参加メンバーの多様性」と「現場の観察」です。製造・品証・設備保全・生産技術の4部門から1人ずつ参加するだけで、見落としが激減します。

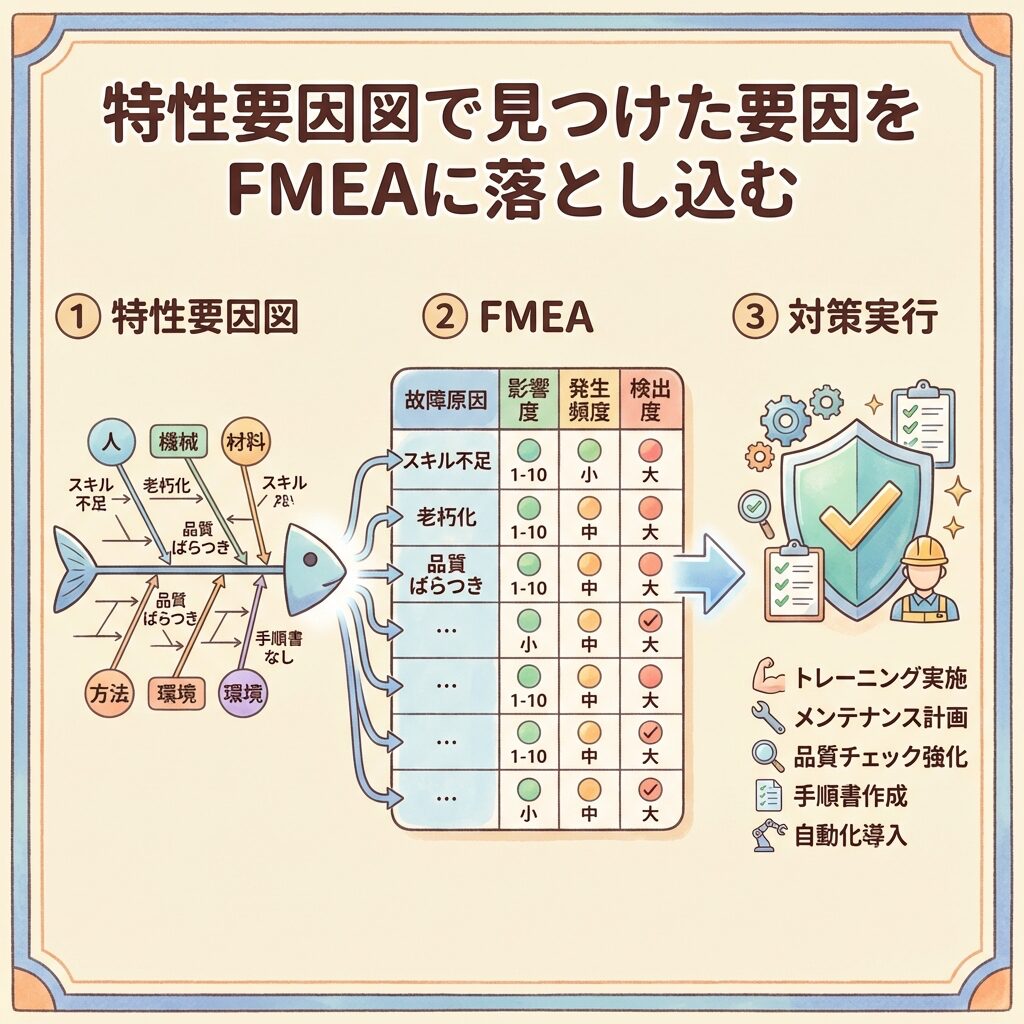
特性要因図の「その先」へ|FMEAとの連携で再発防止を仕組み化する
🔗 特性要因図で見つけた要因をFMEAに落とし込む
特性要因図で洗い出した要因は、そのままFMEA(故障モード影響解析)の「潜在的な故障原因」の欄に転記できます。特性要因図が「いま起きている問題の犯人探し」だとすれば、FMEAは「将来起こりうる問題を事前に潰す仕組み」です。
自動車業界ではIATF 16949の要求でFMEAが必須です。FMEAの「故障原因」欄を埋めるのに苦労している人は、まず特性要因図で4Mの要因を書き出してから転記すると、漏れなく効率的に作業できます。
特性要因図で見つけた要因を「起きる前に潰す」ための手法がFMEAです。様式例つきで作り方を実務目線でまとめています。
客先へ原因と対策を報告する定番フォーマットが8Dです。特性要因図の結果をそのまま展開できる書き方を例文つきで解説しています。
まとめ|特性要因図は「思い込みの外側」にある原因に気づくための地図
| 特性要因図とは | 結果(特性)に対する原因(要因)を魚の骨の形で整理する手法 |
| 4M | Man(人)・Machine(機械)・Material(材料)・Method(方法)の4つの大骨 |
| 書き方 | 特性を決める → 背骨 → 大骨(4M) → 中骨 → 小骨 → 重要要因に◎ |
| パレート図との連携 | パレート図で「何が問題か」→ 特性要因図で「なぜ起きるか」 |
| なぜなぜ分析との違い | 特性要因図は「広く浅く」、なぜなぜ分析は「狭く深く」 |
| 2種類 | 管理用(事前に要因を管理)と解析用(事後に原因を追究) |
特性要因図の本当の価値は、「自分が思いもしなかった原因に気づける」ことです。「たぶん作業者のミスだろう」という思い込みを4Mの枠組みで壊し、Machine・Material・Methodの視点から漏れなく要因を洗い出す。これが特性要因図の力です。
次にクレーム対応や不良分析の場面が来たら、まずA3用紙を1枚取り出して、右端に特性を書き、4本の大骨を引いてみてください。10分で「原因の全体像」が見えるようになります。
📚 次に読むべき記事
特性要因図を書く前に「何が最大の問題か」をパレート図で特定しましょう。パレート図→特性要因図の黄金コンビが問題解決の基本です。
特性要因図で要因を特定し対策を打ったら、管理図で工程が安定しているか監視しましょう。
特性要因図を含むQC7つ道具の全体像を15分で把握。パレート図・管理図・ヒストグラムとの使い分けもわかります。
特性要因図はQC7つ道具の1つ。残り6つの道具を「いつ使うか」フローチャートで一気に把握できる、全体像がわかるハブ記事です。
要因を洗い出したあと「で、次どうする?」に答える実務記事。手法をどの順番で使えばいいかがわかります。
特性要因図は「問題解決の流れ」の中の一工程。全8ステップの中での位置づけがわかり、QC検定対策にも役立ちます。