「先輩から"このパワー半導体にグリスをちゃんと塗っておいて"と言われたけど、なぜ塗るのか聞けなかった…」
「ヒートシンクは金属だから、直接ネジ止めすれば一番冷えるんじゃないの?なんでわざわざベタベタするものを挟むの?」
こんな疑問を抱えたまま、なんとなくグリスを塗っていませんか?
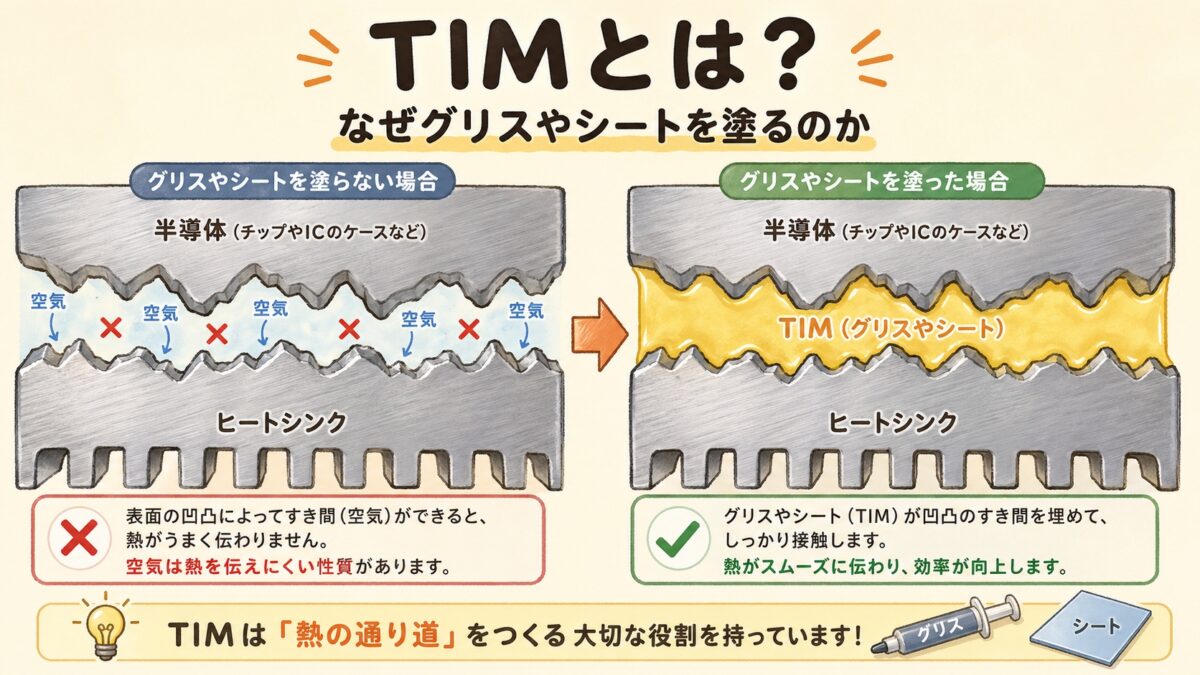
実は、グリスやシートを塗らないと、部品とヒートシンクの間に「見えない空気の層」ができて、熱がほとんど伝わりません。空気の熱伝導率は金属の1万分の1以下。たったコンマ数mmの空気層が、強力なヒートシンクの性能を台無しにします。
- 「グリスを塗る」のが当たり前すぎて、なぜ必要か説明できない
- サーマルグリス・サーマルシート・サーマルパッドの違いが分からない
- グリスを塗りすぎ/塗らなすぎ、どちらが正解か迷う
- データシートの「接触熱抵抗 0.1℃/W」が何を意味するか分からない
- TIMが必要な物理的理由(空気の熱伝導率の問題)
- 金属面が「平らに見えて実は凸凹」である事実
- TIMの種類(グリス・シート・パッド・相変化材)と使い分け
- 正しい塗り方・締め付け方の基本
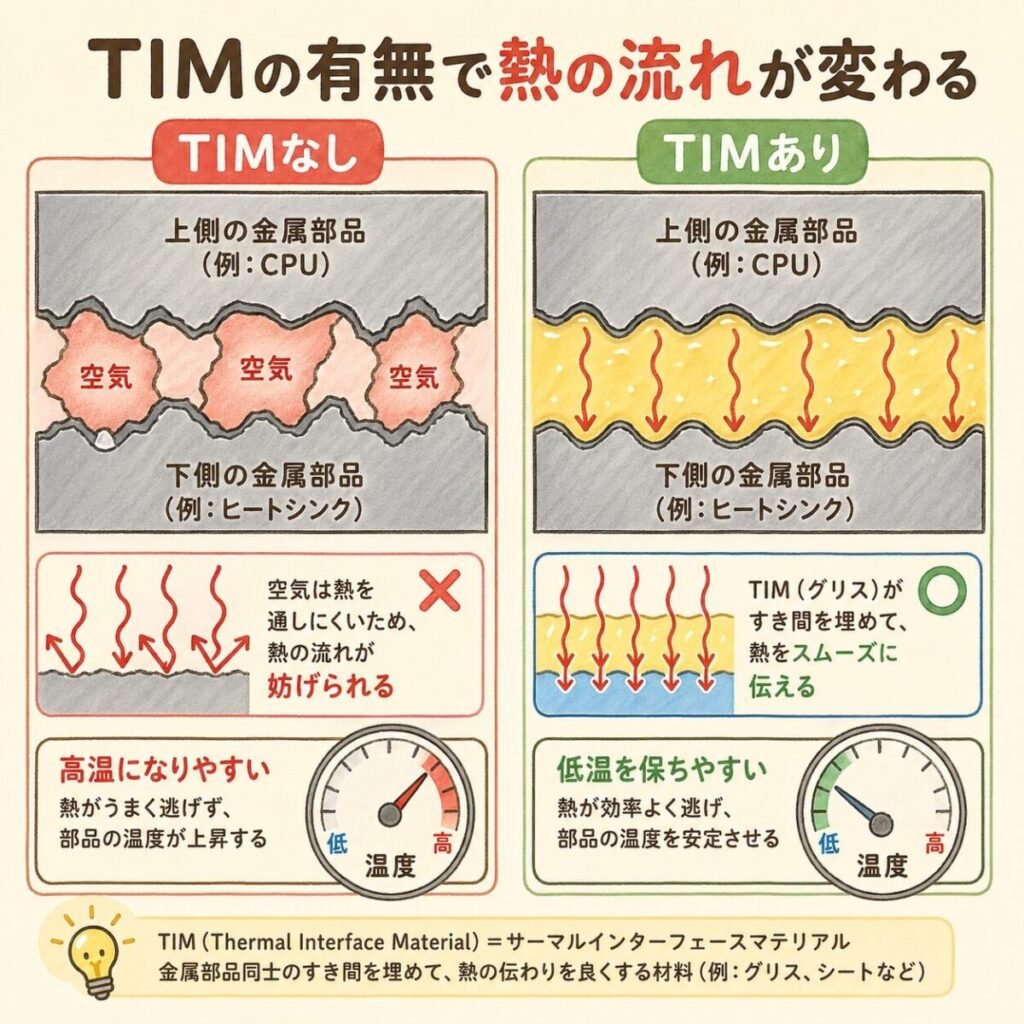
結論を先に言います。TIMの役割は「金属面の凸凹に潜む空気を追い出すこと」です。この記事では、なぜそれが必要なのかを中学校の理科レベルから丁寧に解説します。
TIMとは|「熱の橋渡し」をする材料
TIMはThermal Interface Material(サーマルインターフェースマテリアル)の略で、日本語では「熱伝導材料」や「熱界面材料」と呼ばれます。
役割は単純です。発熱部品(パワー半導体など)とヒートシンクの間に挟んで、熱をスムーズに伝えること。サーマルグリス、サーマルシート、サーマルパッドなど、形状はさまざまですが、目的はすべて同じです。
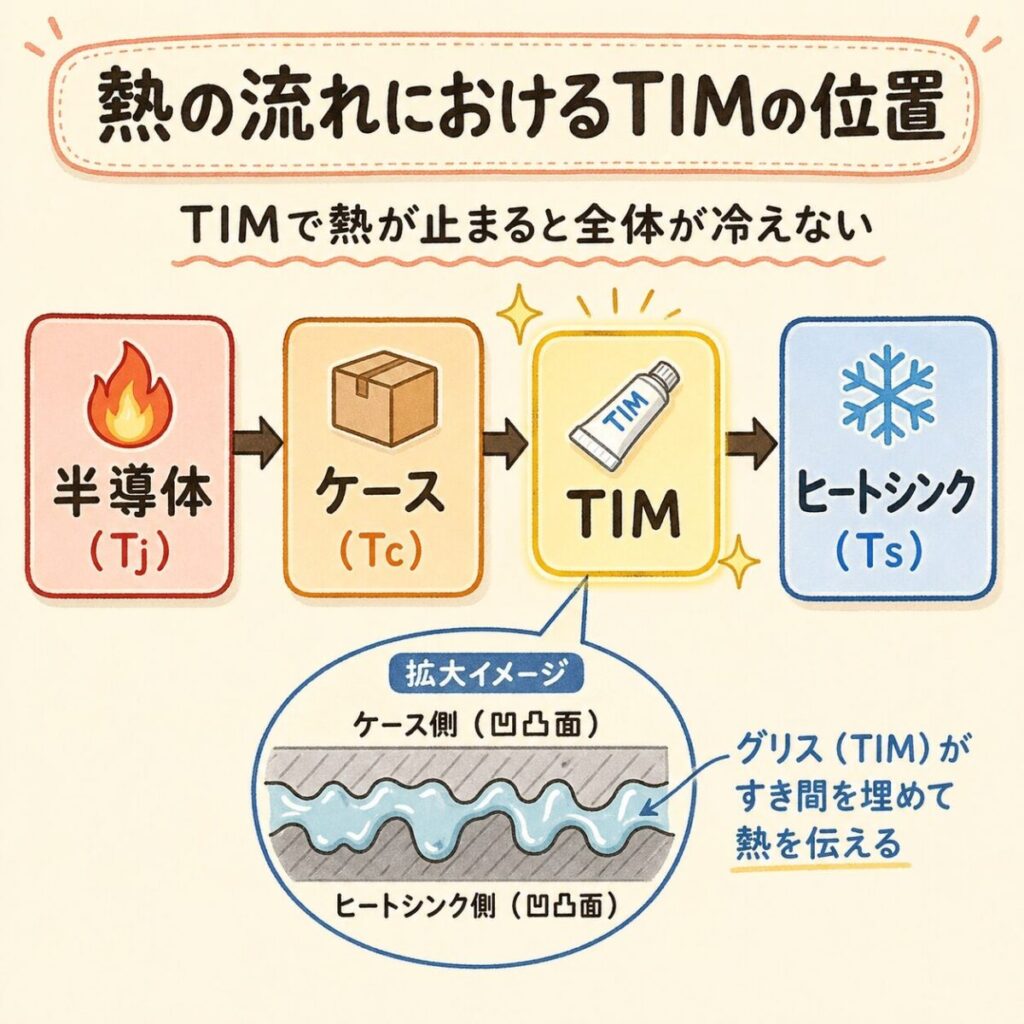
TIMの位置づけ:熱の流れの中で
熱は「半導体 → ケース → TIM → ヒートシンク → 空気」という順番で流れていきます。TIMはその橋渡し役であり、ここで熱が止まると、いくら強力なヒートシンクを使っても部品は冷えません。
熱の流れは「直列の鎖」のようなものです。鎖の中で1つでも弱い輪があれば、全体が切れます。TIMは見落とされがちですが、ここで失敗すると熱設計全体が台無しになります。

金属面は「平らに見えて実は凸凹」だった
ここでTIMが必要な根本的な理由を理解しましょう。
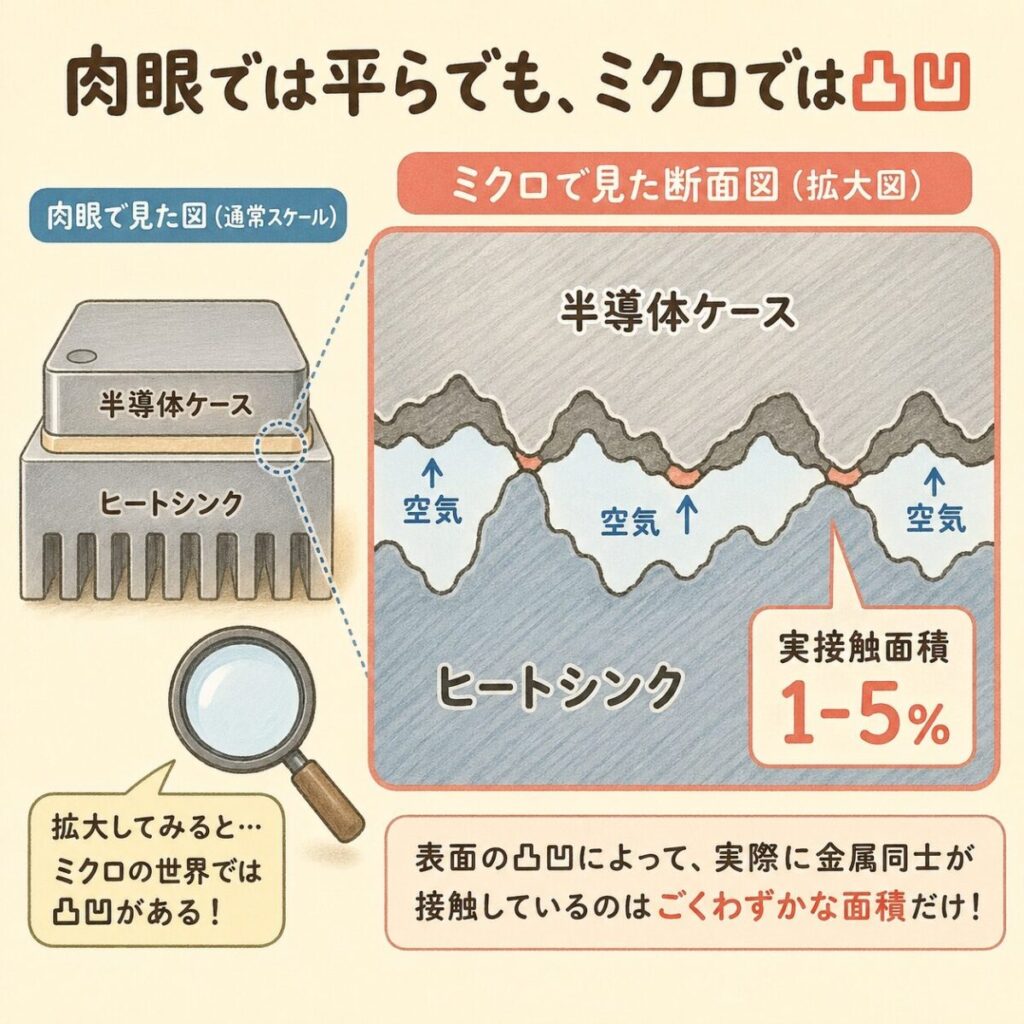
パワー半導体のケースもヒートシンクの取り付け面も、肉眼では「ピカピカで平ら」に見えます。しかし、顕微鏡で見ると数μm〜数十μmの凹凸があります。どんなに精密に研磨されていても、原子レベルで完全な平面を作ることは不可能です。
2つの金属面を密着させると何が起きるか
2枚の金属を重ね合わせると、実際に接触しているのは表面積の1〜5%程度と言われています。残りの95〜99%の隙間には何が入るか——空気です。
TIMなし(直接接触)
- 実接触面積:1〜5%
- 残り95〜99%は空気層
- 空気が熱を遮断する
- 熱抵抗が極端に大きい
TIMあり
- 凹凸の隙間を埋める
- 空気を追い出す
- 実効的な接触面積100%
- 熱抵抗が大幅に低下
「金属同士をネジでギチギチに締めれば空気は抜ける」と思いがちですが、間違いです。どれだけ強く締めても、表面の凹凸は消えません。空気を追い出せるのは、凹凸に流れ込んで隙間を埋められる柔らかい材料(=TIM)だけです。
空気の熱伝導率|なぜ「隙間の空気」が致命的なのか
熱の伝わりやすさを示す指標を「熱伝導率 λ(ラムダ)[W/(m·K)]」と呼びます。値が大きいほど熱を伝えやすい材料です。
材料別の熱伝導率の比較
| 材料 | 熱伝導率 [W/(m·K)] | 空気の何倍 |
|---|---|---|
| 銅 | 400 | 約16,000倍 |
| アルミニウム | 237 | 約9,500倍 |
| サーマルグリス(高性能) | 5〜10 | 約200〜400倍 |
| サーマルグリス(標準) | 1〜3 | 約40〜120倍 |
| 水 | 0.6 | 約24倍 |
| 空気 | 0.025 | 1倍(基準) |
驚きの事実:空気はアルミの約1万分の1
表を見て分かる通り、空気はアルミニウムの約1万分の1、銅の約1万6千分の1の熱伝導率しかありません。空気は事実上の「断熱材」です。
家の壁の断熱材(グラスウール、発泡ウレタン)が「空気を細かい泡として閉じ込める」ことで断熱性を発揮するのと同じ原理です。金属同士の隙間にある空気も、まさに「断熱材」として働いてしまいます。
100Wの発熱を伝える経路に、わずか0.05mmの空気層があるだけで、その層だけで2℃/W以上の熱抵抗が発生します。これだけでジャンクション温度が200℃以上上昇する計算です。空気層の影響がいかに致命的か分かります。
グリスの熱伝導率(1〜10 W/(m·K))は、銅やアルミと比べると遥かに低いです。「TIMは熱を伝える材料」というより「空気よりは40〜400倍マシな代用品」と捉えるのが正確です。だからこそ、TIM層はできるだけ薄く塗るのが鉄則になります。

TIMの種類と使い分け|グリス・シート・パッド
TIMには複数のタイプがあり、用途によって使い分けます。代表的な4種類を紹介します。
①サーマルグリス(熱伝導グリス)
最も一般的なTIM。シリコーンオイルなどに、酸化アルミ・酸化亜鉛・銀粒子などの熱伝導性フィラーを混ぜたペースト状の材料です。
- 長所:薄く塗れる(10〜50μm)、熱抵抗が小さい、安価
- 短所:塗布の手間、ポンプアウト(経年で滲み出す)、大量生産には不向き
- 用途:パワーモジュール、CPU、評価用試作
②サーマルシート(熱伝導シート)
シリコーンゴムなどに熱伝導フィラーを練り込んだシート状の材料。挟むだけで使えます。
- 長所:取り扱いが簡単、量産向き、絶縁性能を兼ねるタイプもある
- 短所:グリスより厚い(0.2〜2mm)、熱抵抗が大きい
- 用途:量産品、絶縁が必要な箇所
③サーマルパッド(ギャップフィラー)
シートよりも厚く・柔らかいタイプ。部品とヒートシンクの間に大きな隙間がある場合に使います。
- 長所:大きな隙間(1〜5mm)を埋められる、複数部品をまとめて冷却可能
- 短所:厚いため熱抵抗が大きい
- 用途:基板上の複数部品を1つのヒートシンクで冷却
④相変化材料(PCM)
常温では固体、動作温度(50〜70℃)になると柔らかくなって隙間を埋めるハイブリッド材料です。
- 長所:初期取り扱いが楽(固体)、稼働後はグリス並みの性能
- 短所:高価、種類が少ない
- 用途:高信頼性用途、ハイエンド機器
比較表:どれを選ぶか
| 種類 | 熱伝導率 | 厚み | 向く用途 |
|---|---|---|---|
| グリス | 1〜10 | 10〜50μm | 高性能・少量生産 |
| シート | 1〜6 | 0.2〜2mm | 量産・絶縁兼用 |
| パッド | 1〜5 | 1〜5mm | 大きな隙間 |
| 相変化材 | 3〜8 | 50〜200μm | 高信頼性・量産 |
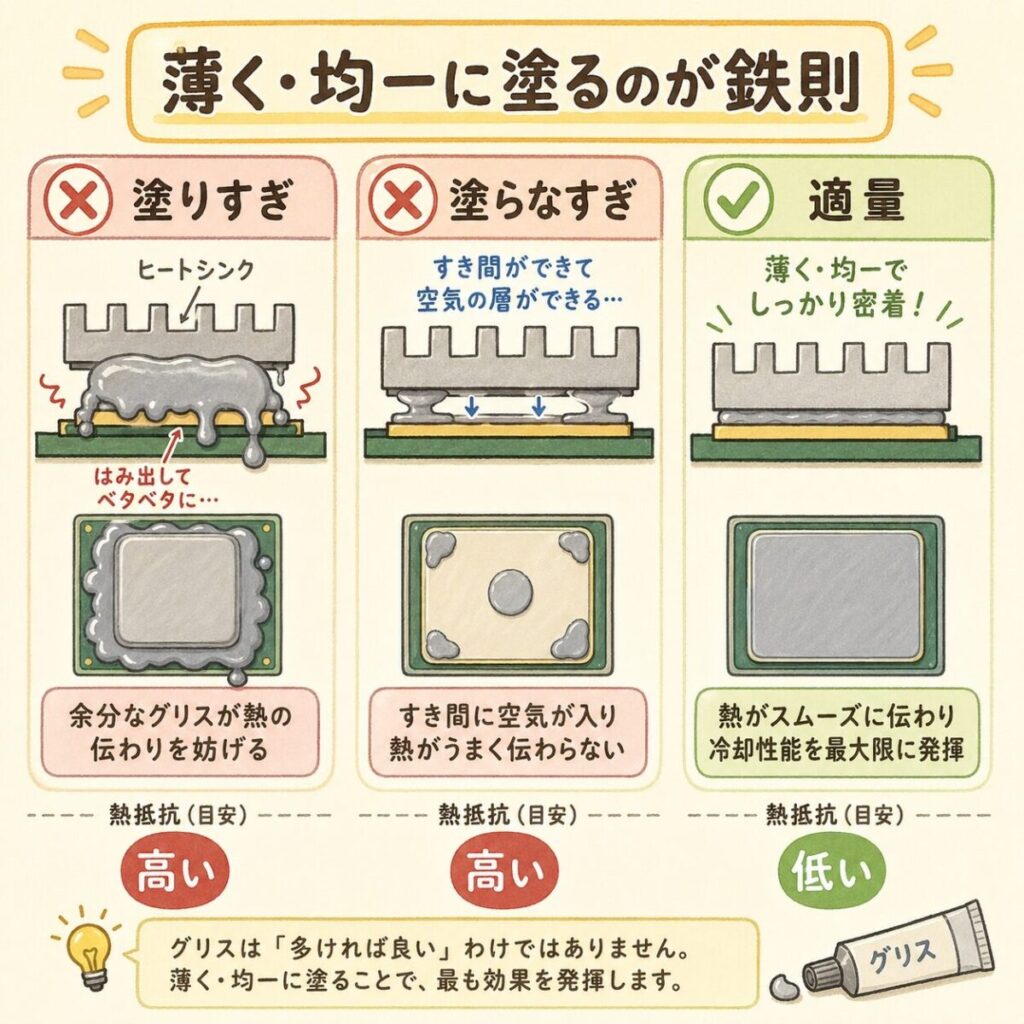
正しい塗り方|「薄く・均一に」が鉄則
TIMで最も多い失敗が「塗りすぎ」です。「たくさん塗ったほうが冷えそう」という直感は、完全に間違いです。
なぜ「薄く塗る」のが正解なのか
TIMの熱伝導率は1〜10 W/(m·K)。金属(200〜400 W/(m·K))の数十分の1〜数百分の1です。つまり、TIM自体も「熱の流れにとっての障害物」なのです。
TIMの役割は「金属面の凸凹に潜む空気を追い出すこと」であって、それ以上の厚みは熱抵抗を増やすだけ。理想は「凸凹を埋める最小限の量」です。
塗りすぎ
- TIM層が厚くなる
- 熱抵抗が増える
- はみ出して周囲を汚す
- 絶縁が必要な箇所に流れ込むリスク
塗らなすぎ
- 凸凹を埋めきれない
- 空気層が残る
- 場所によってムラができる
- 結局TIMなしと変わらない
適量
- 締め付け後にうっすら全体に広がる量
- はみ出しは少しだけ
- 厚みは10〜50μm
- 熱抵抗が最小
塗り方の手順(グリスの場合)
接触面を清掃する
イソプロピルアルコールで油分・ホコリを完全に除去する
適量を中央に乗せる
米粒1〜2粒分が目安(部品サイズによる)
ヒートシンクを乗せて締め付ける
対角線上に少しずつ均等に締めていく
規定トルクで本締め
データシート記載のトルク値を厳守する
締め付けトルクは部品データシートに必ず記載があります。強すぎると基板やパッケージが破損し、弱すぎると密着不足で熱抵抗が増えます。トルクレンチを使用し、対角線順に2〜3回に分けて段階的に締めるのが基本です。

TIMで失敗する3つの典型パターン
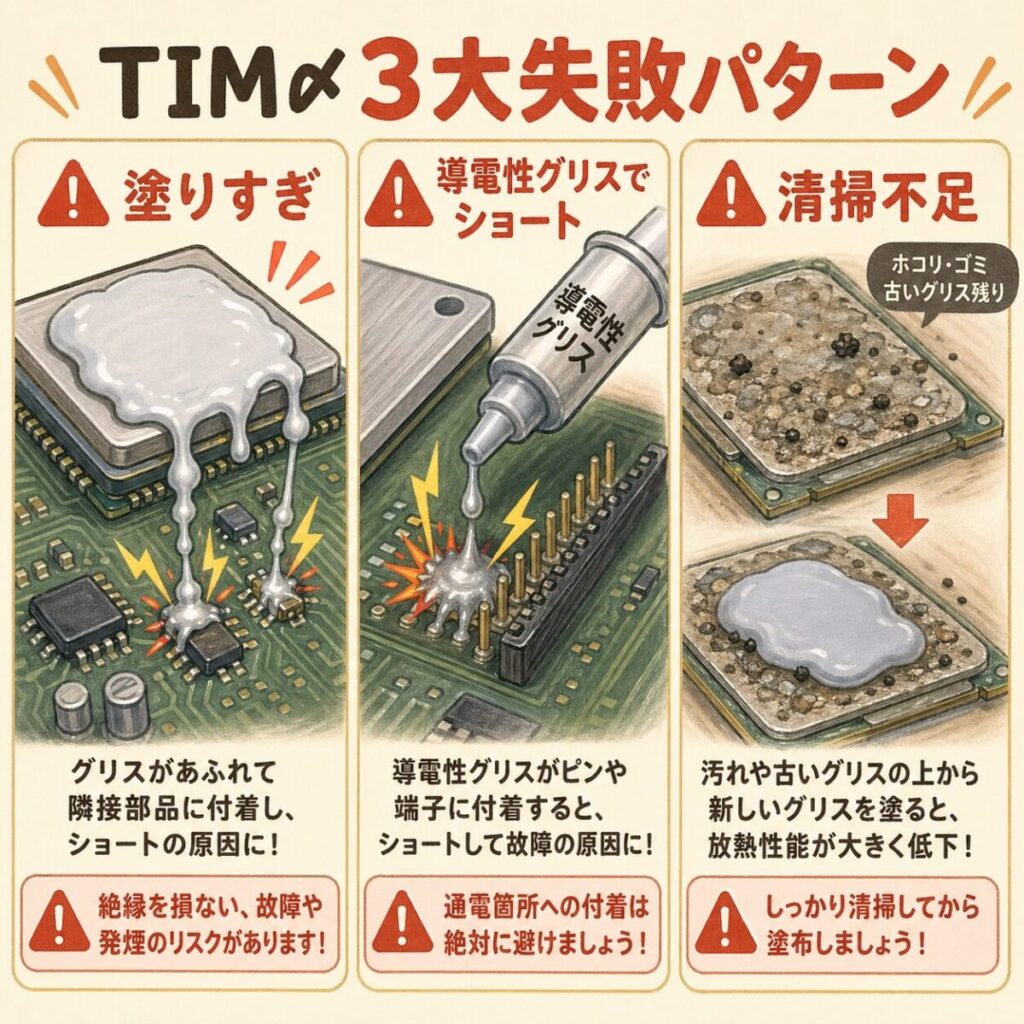
失敗①:グリスを塗りすぎる
「冷えそうだから」と大量に塗るのは逆効果。TIM自体の熱伝導率は金属の数十分の1なので、厚く塗るほど熱抵抗が増えます。米粒1〜2粒分を目安にしてください。
失敗②:絶縁が必要な場所に導電性グリスを使う
銀粒子などを含む高性能グリスは導電性を持つものがあります。パワー半導体のケース(コレクタ電位など)が露出している場合、グリスがはみ出すとショート事故になります。絶縁が必要な箇所では「絶縁タイプ」のシートやグリスを選んでください。
失敗③:塗布前の清掃を怠る
接触面に油分・ホコリ・古いグリスの残骸があると、それが新たな「熱抵抗の壁」になります。組み立て前に必ずイソプロピルアルコール(IPA)でしっかり脱脂してください。
量産現場では「TIMの塗布量・トルク管理・清掃手順」を作業標準書で厳格に管理しています。1台ずつバラつくとロット不良の原因になるため、シリンジによる定量吐出やシート貼り付けの自動化が一般的です。試作段階で「適当に塗っていた」感覚で量産設計をしないように注意してください。
{kind=link}
まとめ|TIMは「空気を追い出す材料」
- TIMの役割は「金属面の凸凹に潜む空気を追い出すこと」
- 金属面は肉眼で平らに見えても、実際の接触面積は1〜5%程度
- 空気の熱伝導率はアルミの約1万分の1=事実上の断熱材
- TIM自体も金属より熱を通さないため、「薄く・均一に」が鉄則
- 種類は用途に応じて選ぶ:グリス(高性能)/シート(量産)/パッド(隙間大)
- 塗布前の清掃と、規定トルクでの締め付けが品質を左右する
TIMは「ただのグリス」ではありません。熱設計全体の成否を握る重要な要素です。次回以降の記事では、グリスの種類選定、シートの選び方、絶縁シートの使い分けなど、より実践的なテーマを取り上げていきます。
📚 次に読むべき記事
TIMで対策する「接触熱抵抗」の物理的なメカニズムを深掘り
TIMの熱抵抗を計算するための基礎概念を理解する
TIMの熱抵抗(Rth(c-s))が熱回路のどこに位置するか理解する
熱設計の全体像を俯瞰したい人向けのロードマップ記事