「先輩から"パワーモジュールのTcを測って報告して"と言われた。熱電対を樹脂モールドの真ん中に貼って測定したら85℃。安全マージンも取れていて完璧だ——と報告したら、"その位置、データシートの定義と違うよ"と返された。」
こんな経験、ありませんか?
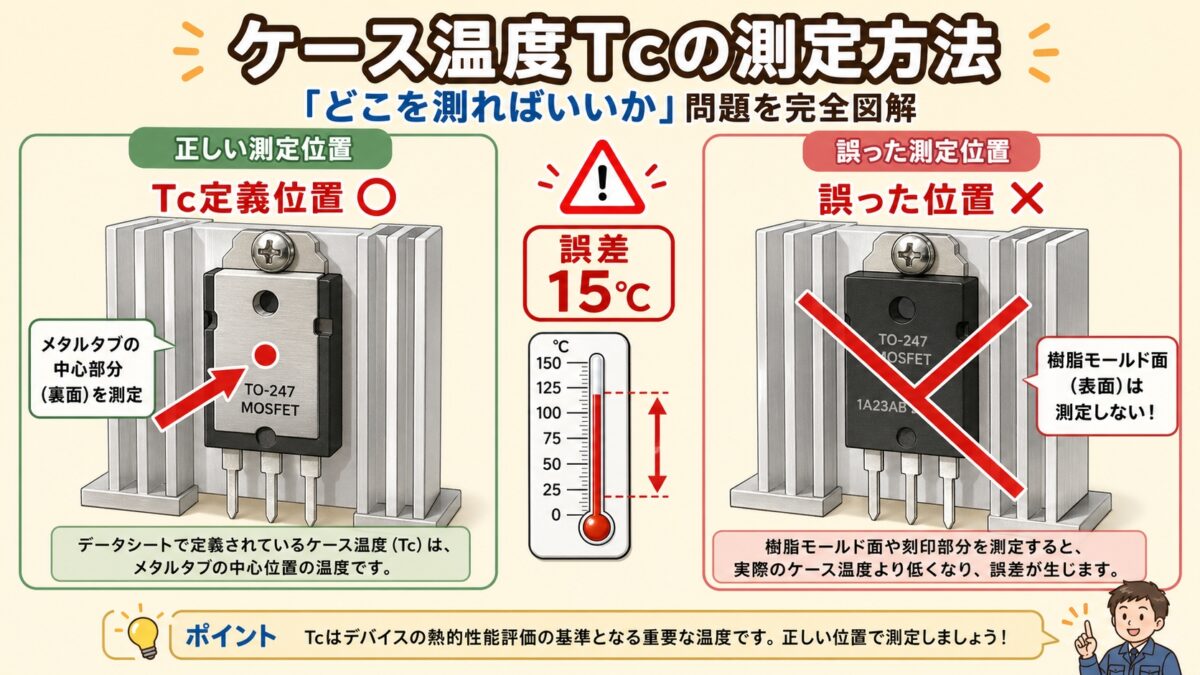
ケース温度Tcは「どこを測るか」で結果が10℃以上変わる、非常にデリケートな測定です。データシートに記載された「Reference Point for Tc」を外して測定すると、データシートのRth(j-c)を使ったTj推定計算がそのまま狂います。
- データシートのどこに「Tc測定位置」が書いてあるか分からない
- 樹脂モールドの表面と金属タブで温度が違いすぎて、どっちが本当か分からない
- 同じ部品を別の位置で測ったら10℃以上違う結果が出た
- ヒートシンクを外せないので、Tc指定位置にアクセスできない
- 「Tcの定義位置」がメーカー間で違う問題の正体
- パッケージ別(TO-220/TO-247/モジュール)の測定位置
- ヒートシンク装着状態でのTc測定の3つの工夫
- 位置ズレ・熱伝導誤差・周囲温度ドラフトによる測定誤差
結論を先に言います。Tcは「データシートに書かれた指定位置」を確認し、ヒートシンクに穴を開けてその位置で測定するのが鉄則です。この記事では、各パッケージの正しい測定位置と、よくある誤差の原因を実務目線で解説します。
なぜTcの「位置」がそれほど重要なのか
答えは1つです。データシートのRth(j-c)が「特定の位置でTcを測ったときの値」として定義されているからです。
Rth(j-c)の定義の仕組み
パワー半導体メーカーは、Rth(j-c)を測定するときに次の手順を踏みます。
部品に既知の損失Pを与えてチップを発熱させる
Vbeメソッド等でTjを推定する
「特定の位置」でTcを熱電対測定する
Rth(j-c) = (Tj − Tc) ÷ P で算出
このSTEP 3の「特定の位置」が違えば、得られるRth(j-c)も違う値になります。逆に言うと、データシートのRth(j-c)を使ってTjを推定するには、メーカーが定義した同じ位置でTcを測らないと意味がありません。
位置ズレで何度くらい違うのか
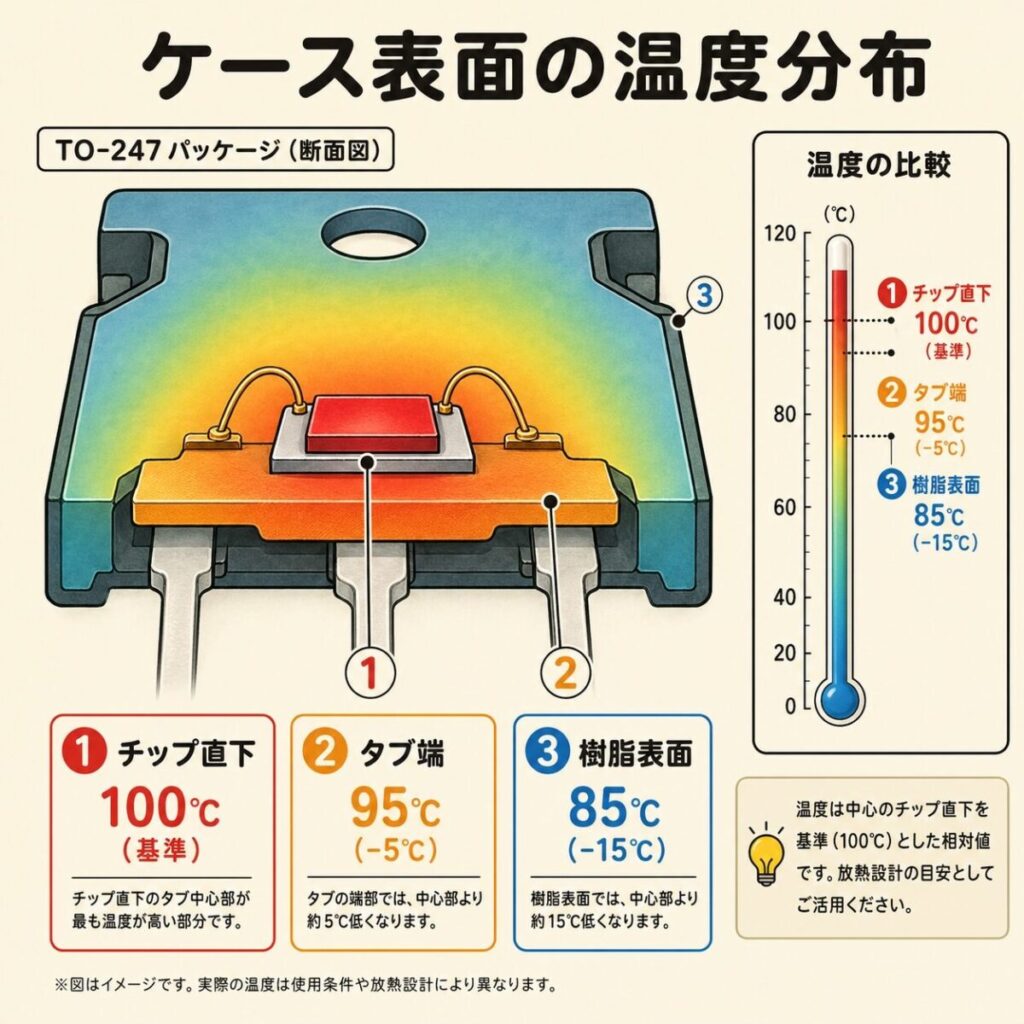
パワー半導体のケース表面では、チップ直下の中心が最も高温で、ケース端ほど低温になります。例えばTO-247パッケージの場合、損失30W程度で、中心とケース端で5〜15℃の差があります。
| 測定位置 | 温度の傾向 | 代表的な誤差 |
|---|---|---|
| チップ直下(指定位置) | 最高温 | 0℃(基準) |
| タブ端(チップから5mm離れ) | やや低い | −3〜5℃ |
| 樹脂モールド表面 | 低い(樹脂は断熱) | −10〜20℃ |
| リード端 | 放熱経路から外れる | 大きくバラつく |
「樹脂モールド表面で85℃だった」という測定結果を、データシートのRth(j-c)で計算してTjを推定すると、真のTjより15〜20℃低く見積もることになります。本当はTj=130℃なのに「Tj=110℃で安全」と判断してしまい、量産後に熱暴走で焼損する——こんな事故が実際に起きています。

データシートでの「Tc定義位置」の探し方
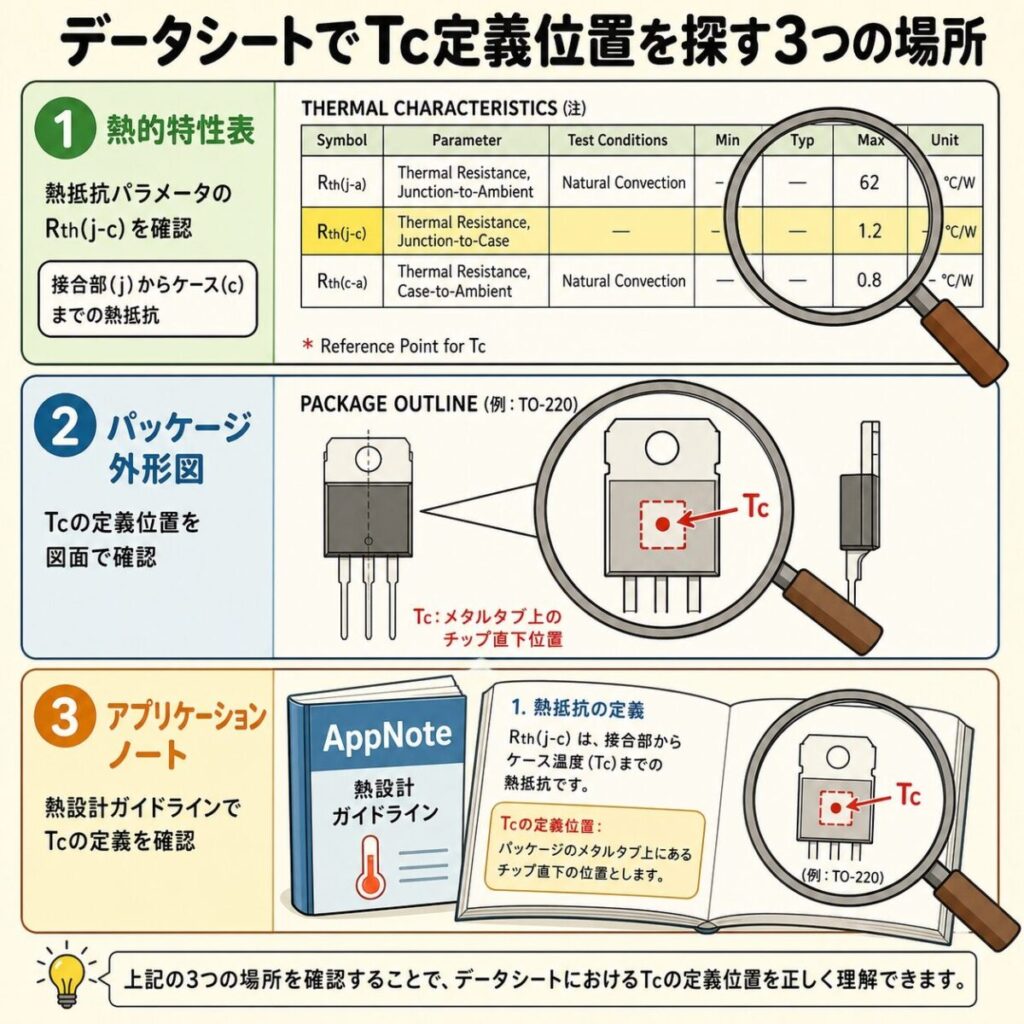
パワー半導体のデータシートには、Tcの測定位置が必ず記載されています。記載場所と表現は次の3パターンが多いです。
データシートでの典型的な表記
- 「Reference Point for Tc Measurement」(Tc測定基準点)
- 「Tc Definition」(Tcの定義)
- 「Case Temperature Reference Point」(ケース温度基準点)
- パッケージ寸法図に矢印と「Tc」の文字で図示
記載位置の探し方
熱抵抗の表(Thermal Characteristics):Rth(j-c)の脚注にTc定義位置の記載があることが多い
パッケージ図面(Package Outline):寸法図に矢印で測定点が示されている
応用ノート(Application Note):別資料として詳細図が公開されている場合
メーカー間で定義が違う問題
ここがやっかいなところで、メーカーやパッケージによってTcの定義位置が異なります。同じTO-247でも、A社は放熱タブの中央、B社は放熱タブの裏面(チップ直下)など。
「同じTO-247だから前回と同じ位置で測定」と思い込むのは危険です。必ず使用する部品の最新データシートで定義位置を確認してください。型番が変わったら、Tc定義位置も変わっている可能性があります。
データシートに記載がない、もしくは曖昧な場合は、FAE(フィールドアプリケーションエンジニア)に確認するのが正解です。「弊社のTcはどこで定義されていますか?」と聞けば、応用ノートや測定治具の図面を出してくれます。客先監査で「Tc測定位置のエビデンスは?」と聞かれたとき、メーカー回答を残しておくと強い証拠になります。
パッケージ別|Tc測定位置の典型例
代表的なパッケージごとに、典型的なTc測定位置を見ていきましょう。あくまで一般的な例であり、最終的にはデータシートで確認してください。
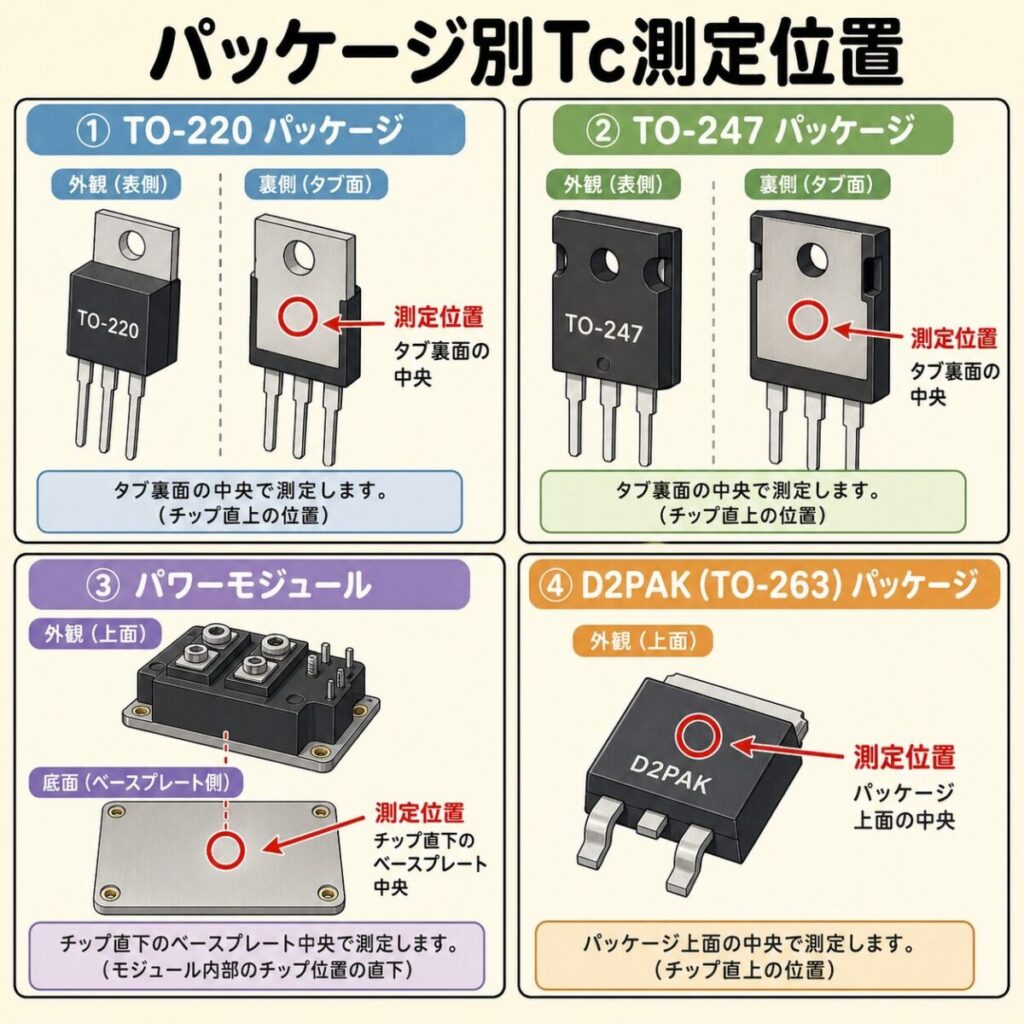
①TO-220 / TO-247(個別パッケージ)
パッケージ裏面の放熱タブ(金属面)で測定するのが基本。チップは放熱タブのほぼ中央にあるため、タブ中央が指定位置になります。
- 正解:放熱タブ裏面の中央(チップ直下)
- 不正解:樹脂モールドの表面(断熱層に阻まれて温度が出ない)
- 不正解:放熱タブの端(チップから離れて低温)
②TO-220F(フルモールド・絶縁タイプ)
TO-220Fは内部で絶縁されていて、放熱タブが樹脂で覆われています。樹脂表面のチップ直下が一般的なTc定義位置ですが、樹脂厚みでRth(j-c)が大きくなるため、データシート確認が必須です。
③パワーモジュール(IGBTモジュールなど)
パワーモジュールは複数のチップが内蔵されているため、「最もホットなチップ直下」が定義位置になることが多いです。メーカー資料に詳細な測定治具の図面があるはずです。
- ベース板(銅板)の指定位置に小穴を開けて熱電対を埋め込む構造
- 応用ノートに「測定用穴あけ位置」の寸法図が掲載されている場合あり
④SMDパッケージ(D2PAK / DPAK / TOLLなど)
表面実装のパワー半導体は、放熱パッドが基板側に接続されます。Tcはパッケージ上面の指定位置または基板裏面の放熱パッド直下が指定されることが多いです。
パッケージ別の測定位置まとめ
| パッケージ | 典型的な測定位置 | 測定難易度 |
|---|---|---|
| TO-220 | 放熱タブ裏面中央 | 中 |
| TO-247 | 放熱タブ裏面中央 | 中 |
| TO-220F | 樹脂面の指定位置 | 易 |
| パワーモジュール | ベース板チップ直下 | 難 |
| SMD(D2PAK等) | パッケージ上面 or 基板裏面 | 中 |
ヒートシンク装着状態でTcを測る3つの工夫
ここが最大の難所です。Tc定義位置は「放熱タブ裏面」であることが多いのに、その面はヒートシンクと密着している——アクセスできません。実機評価では、いくつかの工夫が必要です。
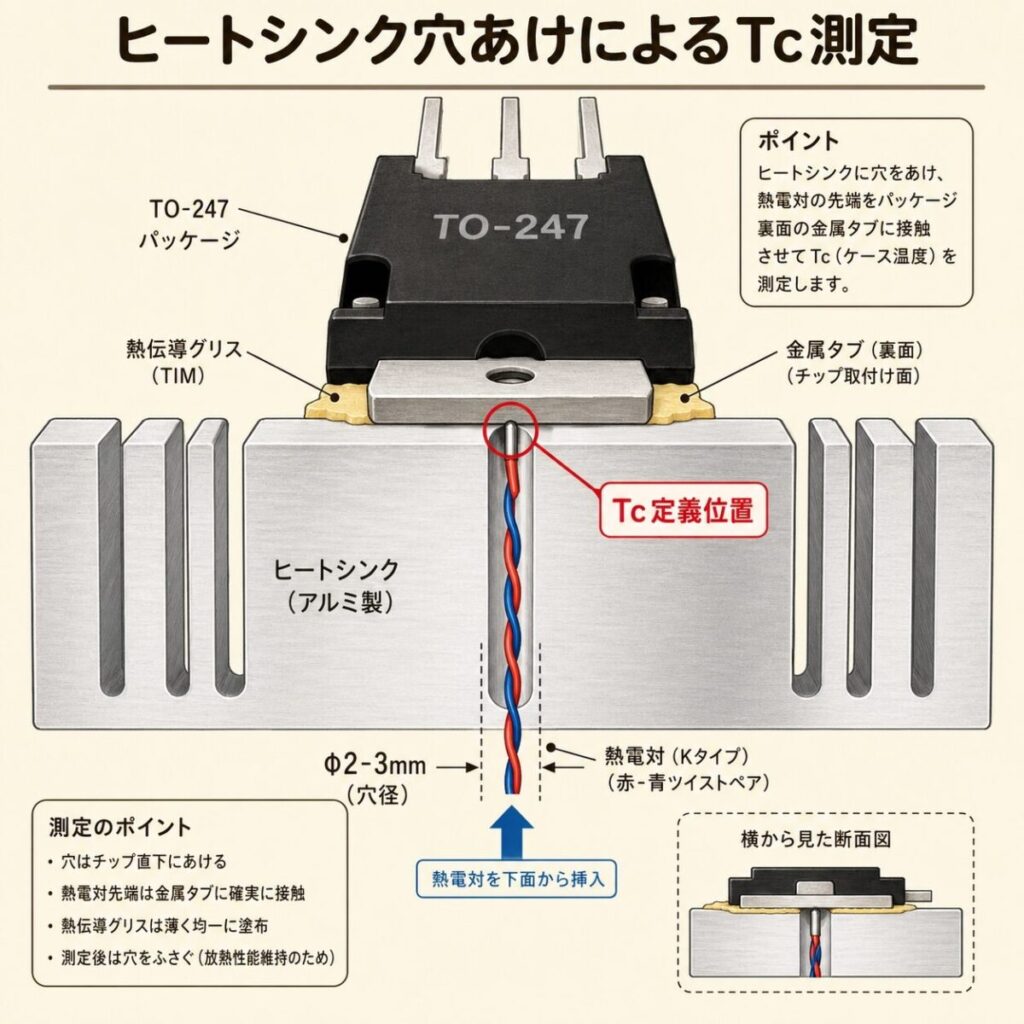
工夫①:ヒートシンクに穴を開ける(最推奨)
ヒートシンクのTc定義位置に対応する箇所に、直径2〜3mm程度の貫通穴を開けます。穴を通して熱電対を放熱タブ裏面に直接接触させます。
- 長所:データシート定義通りの正確な測定が可能
- 短所:ヒートシンクの加工が必要、量産品では使えない
- 用途:評価試験用の専用ヒートシンクに加工
穴を開けた部分は熱抵抗が局所的に変わります。穴の直径は放熱面積に対して十分小さく(数%以下)抑え、穴周辺の温度分布への影響を最小化してください。
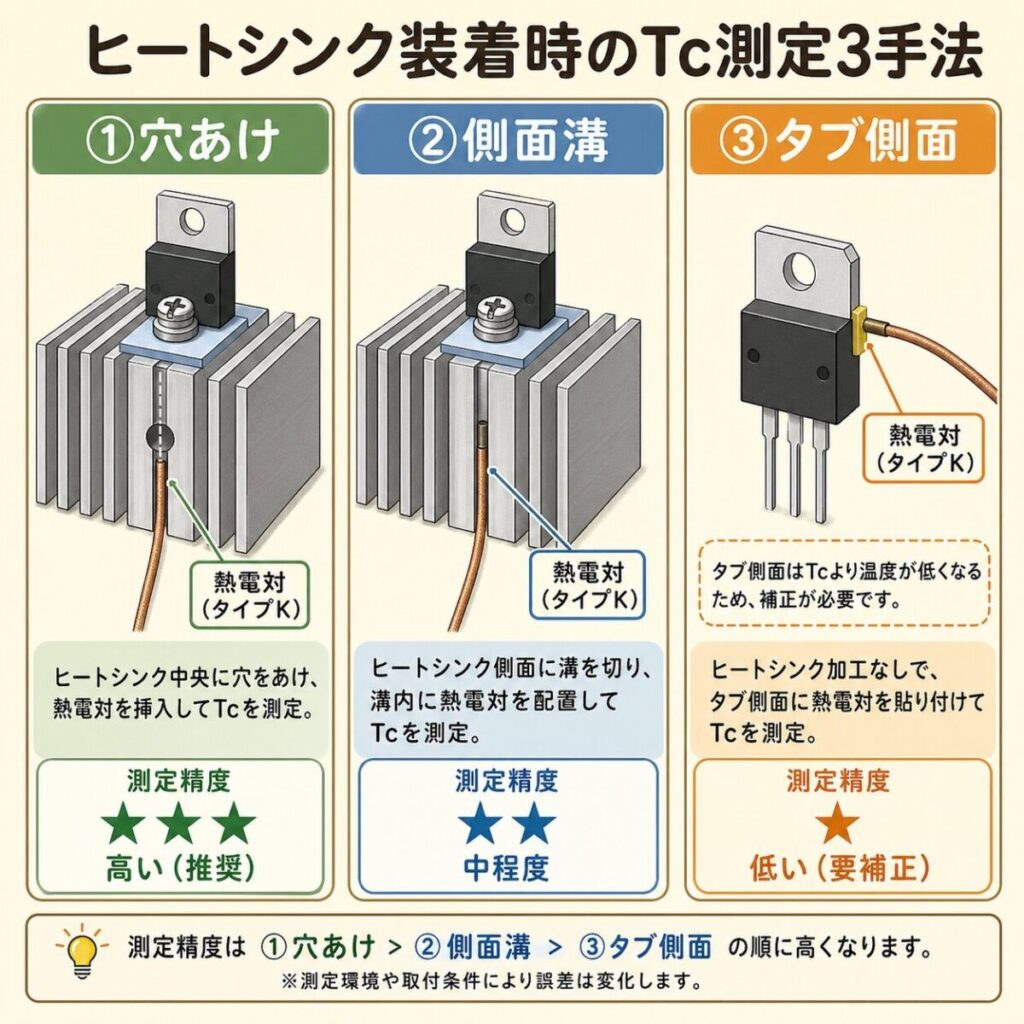
工夫②:ヒートシンク側面から溝加工
ヒートシンク側面からタブ裏面に向かって、細い溝(幅0.5〜1mm)を加工し、熱電対の素線をその溝に通します。穴あけより加工が複雑ですが、放熱面積への影響が少なくなります。
工夫③:パッケージ側面からアクセス
TO-247など放熱タブが大きいパッケージでは、タブ側面(チップ直下に近い位置)に熱電対を取り付ける方法もあります。ただしこの位置はデータシートの定義位置とは異なるため、Rth(j-c)を補正する必要があります。
3つの工夫の比較
| 方法 | 精度 | 加工難易度 | 放熱への影響 |
|---|---|---|---|
| ①穴あけ | ◎ | 易 | 小 |
| ②側面溝 | ◯ | 中 | 極小 |
| ③タブ側面 | △(補正必要) | 易 | なし |
評価試験では「①穴あけ」専用のヒートシンクを1つ用意し、複数の試作機で使い回すのが効率的です。製品出荷用のヒートシンクとは別に、評価治具として準備しておくとTc測定が容易になります。
Tc測定での熱電対固定方法
Tc測定の精度は、熱電対の固定方法に大きく依存します。3つの基本パターンを押さえましょう。
①はんだ付け(金属タブ向け・最高精度)
TO-220やTO-247の金属放熱タブには、熱電対の先端を直接はんだ付けできます。密着が完璧で、応答速度も最速です。
- タブ裏面のはんだ付けポイントを軽く予備はんだ
- 熱電対先端を当てて再溶融+固定
- はんだ量は最小限(盛りすぎると熱抵抗が増える)
②熱伝導性接着剤(樹脂モールド向け)
TO-220Fなど樹脂表面の場合は、はんだは使えません。熱伝導性エポキシや瞬間接着剤で固定します。
- 接着剤は米粒の半分程度の極少量
- 熱電対先端を測定面に押し付けて、上から薄く接着剤を塗布
- 硬化までクリップなどで仮固定
③ヒートシンク穴経由の押し付け
ヒートシンクに開けた穴から熱電対を通し、放熱タブに押し付ける方法。バネ機構や耐熱シリコンゴムで押し付け力を確保します。
押し付け式で最もよくある失敗が「熱電対が穴の中で浮いている」ことです。穴を上から覗き込んで、熱電対先端が確実にタブ表面に接触しているか目視確認してください。穴の入口にシリコンを充填して断熱すると、外気の影響も減らせます。
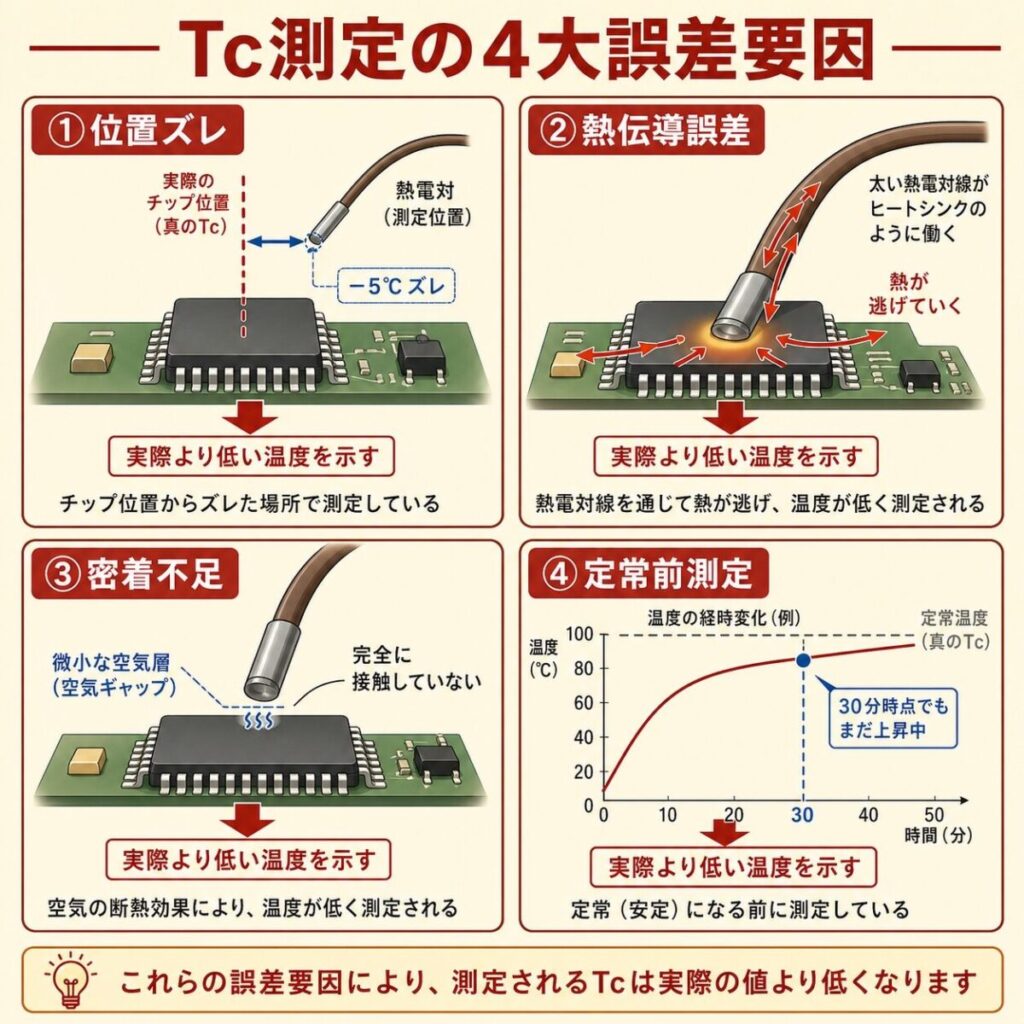
Tc測定で発生する4つの誤差要因
Tc測定は思った以上に誤差要因が多いです。代表的な4つを押さえておきましょう。
誤差①:位置ズレ
データシートの指定位置から数mmずれただけで、3〜10℃の誤差が生まれます。取り付け前に位置を寸法で確認し、見当ではなく数値で位置決めしてください。
誤差②:熱伝導誤差(測定対象から熱を奪う)
熱電対の素線は金属なので、自分自身が「熱の逃げ道」になります。これを熱伝導誤差と呼び、測定値が真の温度より低めに出ます。
- 対策1:細い熱電対(0.1〜0.2mm径)を使う
- 対策2:素線を測定面に密着させる長さを10mm以上確保(熱電対自身を測定面温度に近づける)
- 対策3:素線を測定対象に沿わせて固定する
誤差③:周囲温度の影響(測定面と空気の温度差)
熱電対の先端が測定面から少しでも浮いていると、表面温度と空気温度の中間値を測ってしまいます。密着が不十分な場合、測定値は実温度より低く出ます。
誤差④:定常前の測定
温度が上昇途中の段階で値を読むと、最終温度より低い値が出ます。定常状態(10分で1℃以下の変動)を確認してから記録してください。
誤差の影響度まとめ
| 誤差要因 | 典型的な誤差 | 対策の容易さ |
|---|---|---|
| 位置ズレ | −3〜20℃ | 易(位置確認) |
| 熱伝導誤差 | −1〜5℃ | 中(細線使用) |
| 周囲温度の影響 | −2〜8℃ | 中(密着確認) |
| 定常前測定 | −5〜20℃ | 易(時間確保) |
これらの誤差はすべて測定値を低く見せる方向に働きます。「実機は計算より冷えている、安心」と思っても、実は誤差で低く出ているだけかもしれません。常に「実温度はもう少し高い可能性がある」と疑う姿勢が安全設計の基本です。

{kind=link}
Tc測定の実務チェックリスト
Tc測定で失敗しないための実務チェックリストを示します。試験前に1つずつ確認してください。
事前準備
- ✅ データシートで「Tc Reference Point」を確認した
- ✅ ヒートシンクへの穴あけ位置を寸法で決めた
- ✅ 0.1〜0.2mm径のK型熱電対を準備した
- ✅ 熱伝導性接着剤またははんだ付け工具を準備した
取り付け作業
- ✅ 熱電対先端が指定位置に正確に来ている
- ✅ 先端の球(測温接点)が測定面に密着している(目視確認)
- ✅ 接着剤・はんだ量が最小限になっている
- ✅ 熱電対素線が測定面に沿って10mm以上密着している
測定実施
- ✅ 周囲温度(Ta)を別途測定し、記録している
- ✅ 想定する最大負荷条件で動作している
- ✅ 10分間で温度変化が1℃以下になるまで待った
- ✅ 同条件で複数回測定し、再現性を確認した
データ整理
- ✅ Tc実測値からTjを計算(Tj = Tc + P × Rth(j-c))
- ✅ Tj_maxに対してマージンを確認
- ✅ 測定位置・測定方法を記録(後日の検証用)
- ✅ 周囲温度・湿度・負荷条件を記録
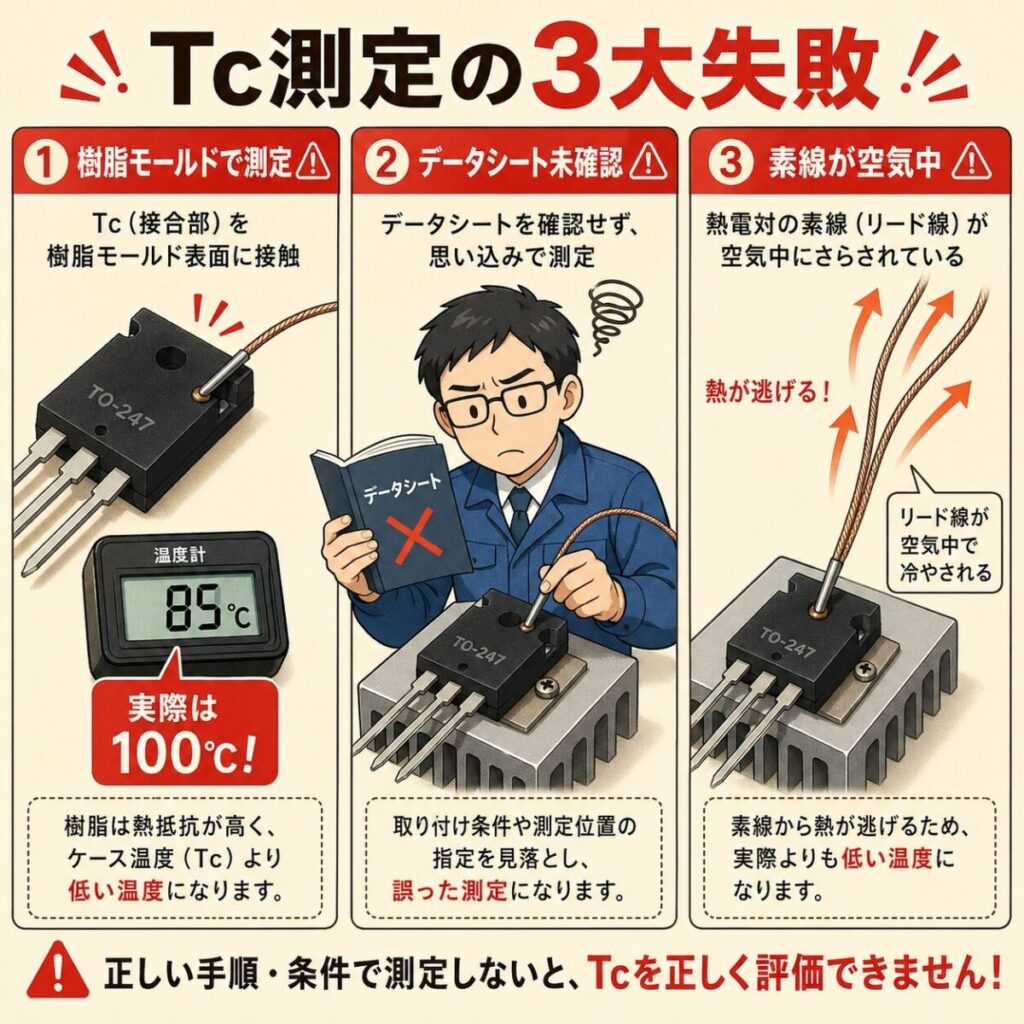
Tc測定でやりがちな失敗3選
失敗①:樹脂モールド表面で測定する
ヒートシンクが邪魔で放熱タブにアクセスできないからと、樹脂モールドの表面で測定してしまう。樹脂は断熱層として働くため、実温度より10〜20℃低い結果が出ます。
対策:必ずヒートシンクに穴を開けて、データシート定義位置で測定する。それが無理なら、補正係数を別途検証する。
失敗②:データシート定義位置の確認を怠る
「TO-247だから前回と同じ位置」と思い込んで測定してしまう。メーカー・型番が変わると定義位置も変わることがあります。データシートと自分の測定位置が一致していることを毎回確認してください。
失敗③:熱電対の素線を空気中に放置
熱電対先端は測定面に貼ったが、素線(リード部分)を測定面から離して空気中に伸ばすと、素線経由で熱が逃げて測定値が低く出ます。素線も測定面に沿わせて10mm以上密着させるのが基本です。
客先監査で「Tcの測定エビデンスを見せてください」と要求されたとき、「測定位置の写真」「データシート該当ページのコピー」「測定方法の手順書」の3点セットがあると説明がスムーズです。日頃から記録を残す習慣をつけてください。
まとめ|Tc測定は「データシート定義位置」が絶対基準
- Rth(j-c)は「特定位置のTc」を前提に定義されている
- Tcの測定位置はデータシートの「Reference Point for Tc」を確認
- 位置がズレると3〜20℃の測定誤差になり、Tj推定が狂う
- ヒートシンク装着状態では「穴あけ」が最推奨
- 熱電対は細線(0.1〜0.2mm径)・密着・素線も沿わせるが基本
- 誤差要因(位置・熱伝導・周囲温度・定常前)はすべて低めに出る方向に働く
- 「測定エビデンス(写真・手順書)」を残しておくと客先監査で強い武器に
Tc測定は熱設計検証の核心であり、「正しい位置で・正しい方法で・定常状態で」測ること。これを徹底すれば、Tj推定の精度が上がり、客先監査でも自信を持って数値を提示できます。次回は、より高度な「ジャンクション温度Tjの直接推定法(Vbeメソッド・内蔵NTC)」を取り上げます。
📚 次に読むべき記事
温度測定の全体像(熱電対・赤外線カメラ)を再確認したい方はこちら
Tc測定からTjを推定するための前提となる熱抵抗概念
Tj推定の計算式の意味を理解するための基礎
Tcから熱回路全体を逆算する考え方