{kind=link}
- 管理図にプロットしたら「UCLは超えていないのに異常だ」と言われた
- 客先監査で「8つのルールでSPC管理していますか?」と聞かれて答えられなかった
- 「連」「トレンド」「ゾーンA」「ゾーンB」…言葉は聞いたことがあるが、具体的に何点で異常かわからない
- ルールに引っかかったとき、何をすればいいのか手順が決まっていない
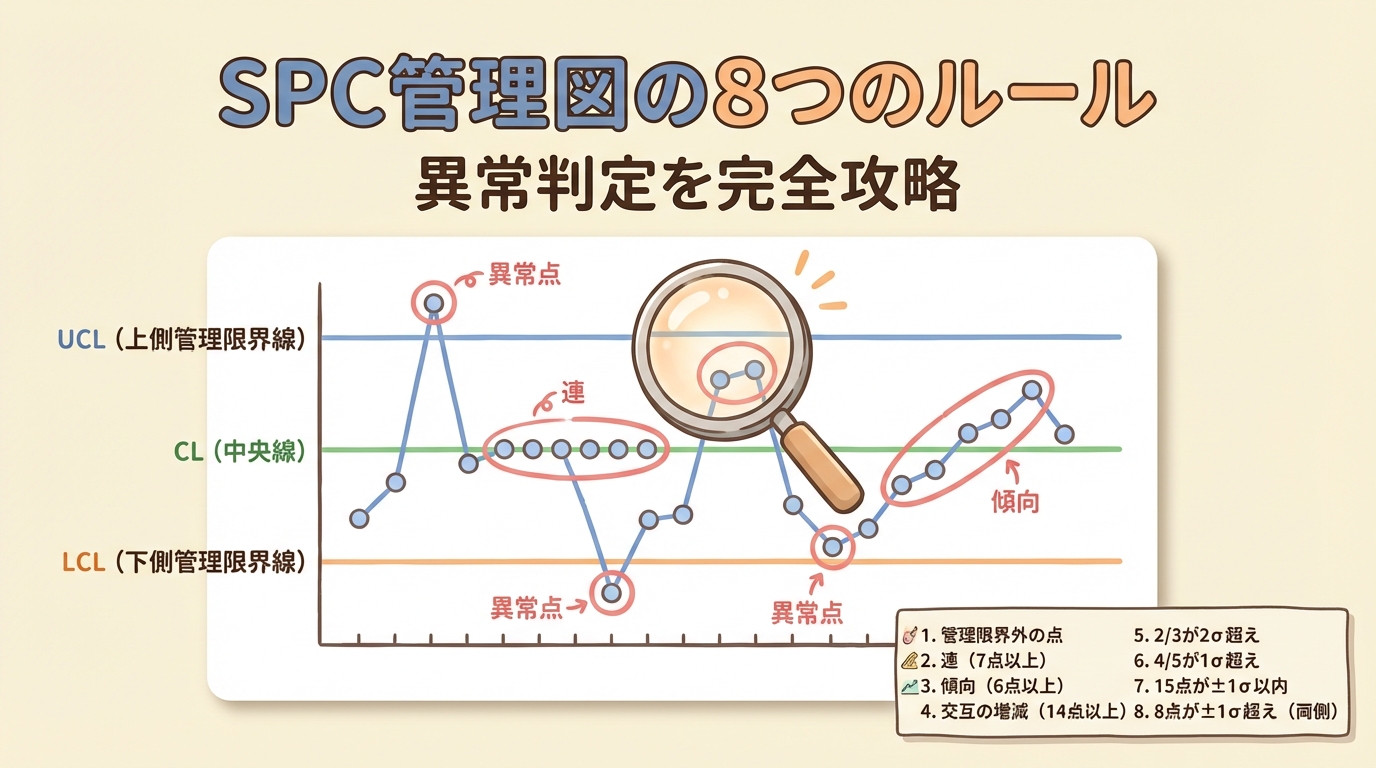
- SPC管理図の8つの異常判定ルール(Nelson Rules)の一覧と各ルールの意味
- 管理図のゾーン(A・B・C)の分け方と使い方
- 異常が検出されたときの「判断フローチャート」
- SPCとCpk/Ppkの関係──「安定」と「能力」は別物
管理図を使ったSPC管理では、「UCL(上方管理限界)を超えたら異常」というルール1だけを見ていませんか?
実は、UCLを超えていなくても「異常」と判定すべきパターンが7つもあります。それがNelson Rules(ネルソンルール)と呼ばれる8つの異常判定ルールです。
IATF16949の客先監査では「御社のSPC管理で、どの異常判定ルールを適用していますか?」と聞かれることがあります。この質問に自信を持って答えられるよう、8つのルールを一覧表・ゾーン図・判断フローチャートで完全攻略しましょう。
目次
そもそもSPC管理図とは?──30秒で全体像をつかむ
SPC(Statistical Process Control:統計的工程管理)とは、製造工程から得られるデータを統計的に監視し、品質不具合を「発生する前に」検知・予防する手法です。SPCの中核ツールが管理図(Control Chart)です。
管理図には中心線(CL)と上方管理限界(UCL)・下方管理限界(LCL)の3本の線があります。データをプロットし、すべての点がUCL〜LCLの範囲に収まり、かつ特定のパターンがなければ、工程は「統計的管理状態(安定状態)」にあると判断します。
管理図は「不良品を見つける」ツールではありません。「工程が安定しているか、異常の兆候があるか」を監視するツールです。不良品を出す前に手を打つ──これがSPCの本質です。
管理図のゾーン(Zone A・B・C)を理解する
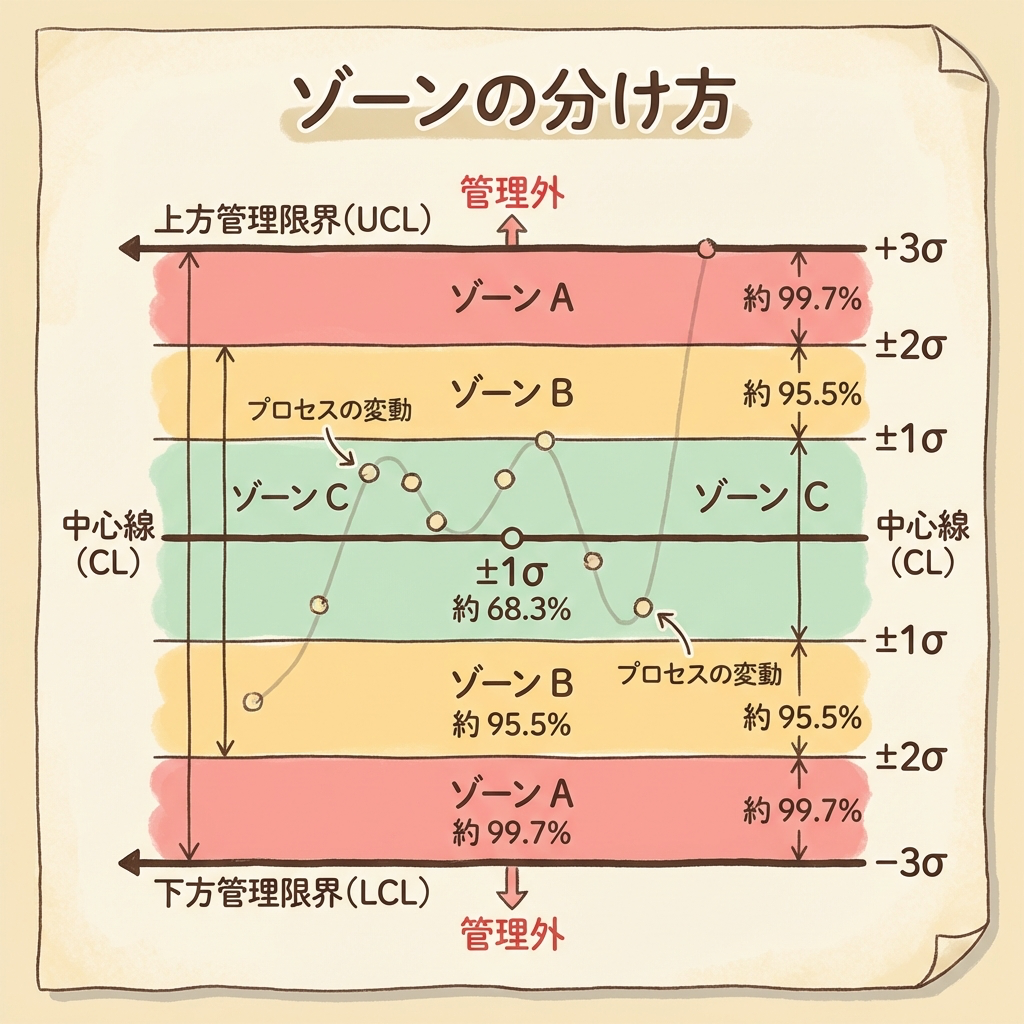
8つのルールを理解するには、管理図を6つのゾーンに分割する考え方が必要です。中心線(CL)を挟んで上下に3つずつ、合計6つのゾーンに分けます。
🎯 ゾーンの分け方──CLから1σ刻みで3つに分割
| ゾーン | 範囲 | たとえ話 | 正規分布での確率 |
|---|---|---|---|
| Zone C | CL ± 1σ | 🟢 安全地帯(いつもこの辺り) | 約68.3% |
| Zone B | 1σ 〜 2σ | 🟡 注意ゾーン(たまに来る) | 約27.2%(片側13.6%) |
| Zone A | 2σ 〜 3σ | 🔴 危険ゾーン(めったに来ない) | 約4.3%(片側2.15%) |
| UCL/LCL超え | 3σ 超 | 🚨 管理外れ(ほぼ起きない) | 約0.27% |
つまり管理図は「中心線の周りに±3σで線を引いた」だけではなく、その内側を1σ刻みで3つの帯(ゾーン)に分けてパターンを見る道具です。製造ラインで言えば、「ラインの中心にいるか」「壁際に寄っているか」「ラインを踏み越えたか」を常にチェックする仕組みです。
ゾーンの「σ」は、管理図の管理限界の計算で使用する工程の標準偏差です。R管理図から推定した σ̂ = R̄/d₂ を使います。規格公差(USL-LSL)とは全く別物ですので混同しないでください。
【一覧表】SPC管理図の8つの異常判定ルール(Nelson Rules)
以下がSPC管理図で使われる8つの異常判定ルールの全体像です。元々はWestern Electric社が提案した4ルール(Rule 1〜4)に、Lloyd S. Nelsonが4ルール(Rule 5〜8)を追加して1984年に体系化されたものです。この表を印刷して現場に貼っておくと便利です。
| No. | ルール名 | 判定条件 | パターン分類 | 製造現場での主な原因例 |
|---|---|---|---|---|
| 1 | 管理限界超え | 1点が3σ(UCL/LCL)を超える | 大きなシフト | 段取りミス、測定エラー、設備故障、工程ステップの抜け |
| 2 | Zone Aテスト | 連続する3点中2点がZone A以遠(2σ超)にある(同じ側) | 大きなシフト | 新人オペレーター、設備の突発変動、停電からの復帰 |
| 3 | Zone Bテスト | 連続する5点中4点がZone B以遠(1σ超)にある(同じ側) | 小さなシフト | 原材料ロット変更、作業標準書の変更、測定機器の校正ズレ |
| 4 | Zone Cテスト(連) | 7点以上が連続して中心線の同じ側にある | 小さなシフト | シフト交替、メンテナンス後の工程変化、環境温度の変化 |
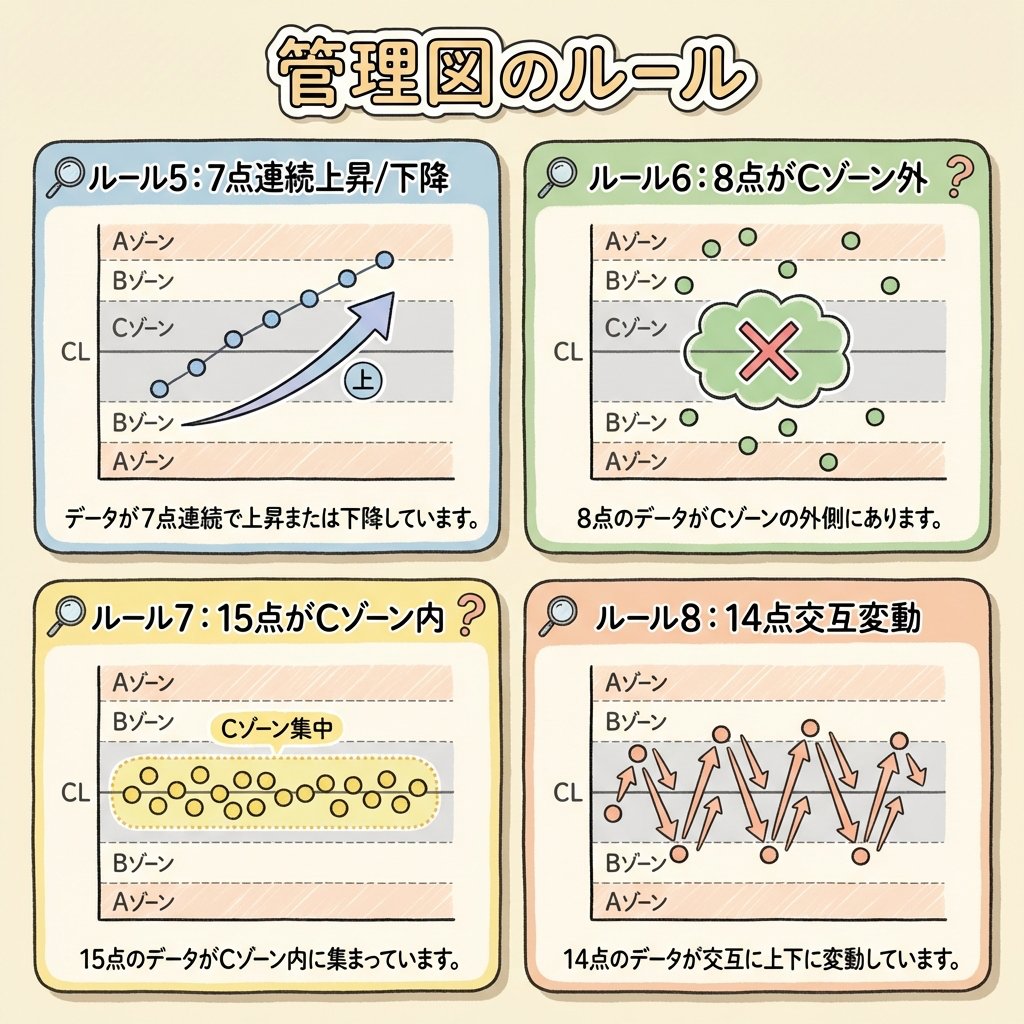
| 5 | トレンド | 7点以上が連続して上昇または下降している | トレンド | 工具摩耗、温度のドリフト、フィルターの目詰まり |
| 6 | 混合(Mixture) | 8点以上が連続してZone Cに入らない(上下両側に散らばる) | 混合 | 複数のラインや原材料が混在、サブグループの取り方が不適切 |
| 7 | 層化(Stratification) | 15点以上が連続してZone C内に留まる | 層化 | サブグループ内に複数プロセスが混在(管理限界が広すぎる) |
| 8 | 過剰調整(Over-control) | 14点以上が連続して交互に上下を繰り返す | 過剰調整 | オペレーターの過剰調整(タンパリング)、2種類の原材料の交互使用 |
ルール4の「連」を「7点」とするソース(SPC参照マニュアル、Nelson原著)と「9点」とするソース(Wikipedia版Nelson Rules)があります。また、ルール5の「トレンド」を「6点」「7点」とするソースもあります。自社のコントロールプランや客先CSR(顧客固有要求事項)で指定された基準を必ず確認してください。本記事ではAIAG SPC参照マニュアルに準拠し、一般的な値を採用しています。
ルール1〜4:シフト検出(大きなズレと小さなズレ)
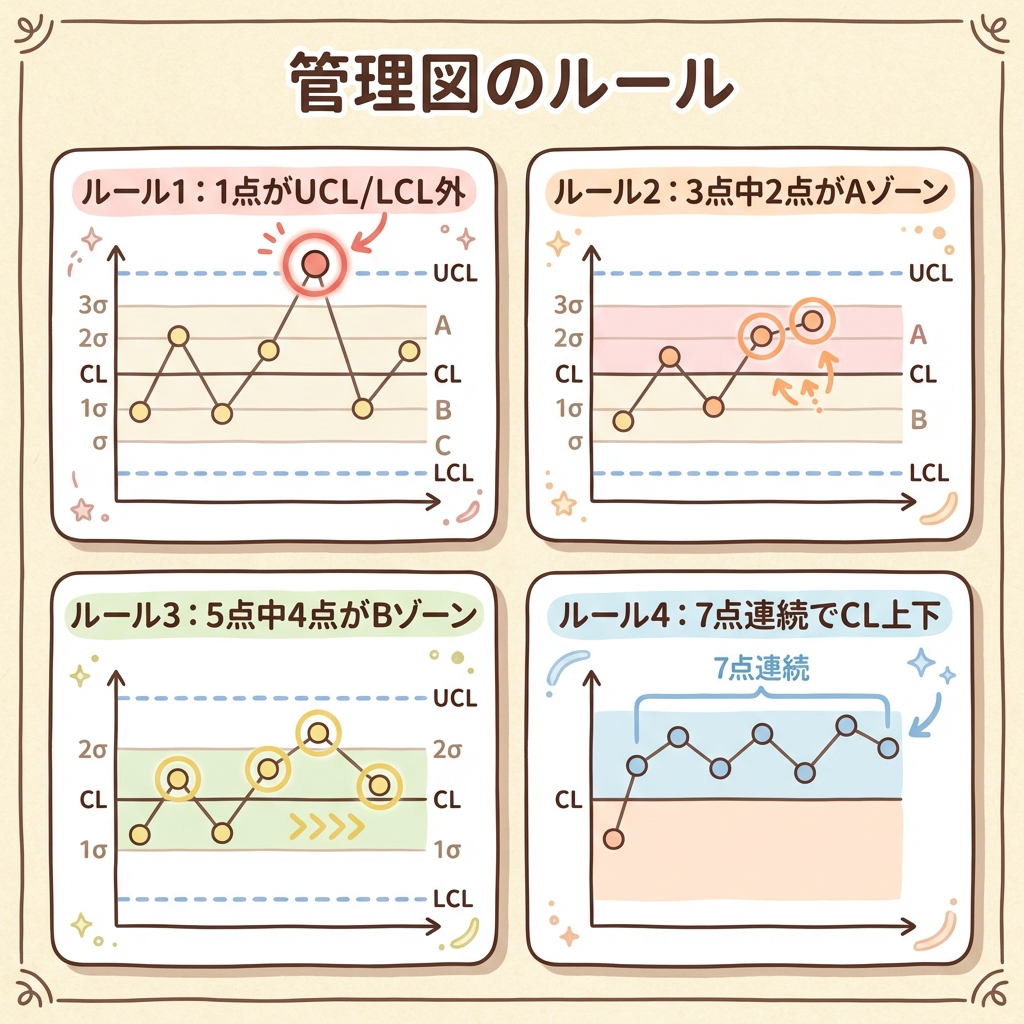
🚨 ルール1:1点がUCLまたはLCLを超える(管理限界超え)
最もわかりやすいルールです。管理図上の1点が、UCL(上方管理限界)の上側、またはLCL(下方管理限界)の下側に飛び出した場合、即座に異常と判定します。
これは「3σを超える確率は0.27%(約370回に1回)」という統計的根拠に基づいています。正常な工程で370回に1回しか起きないはずのことが起きたなら、「偶然ではなく、何か特別な原因がある」と考えるのが合理的です。
「UCLを超えたら段取りミスか、測定器の校正抜けを真っ先に疑います。焦って工程を調整する前に、まず測定系を確認するのが鉄則です」──自動車部品メーカー品質保証部 10年目
🔴 ルール2:連続3点中2点がZone A以遠(同じ側)
UCLは超えていないが、2σ〜3σの「危険ゾーン」に短期間で2回も入るのは、正常な工程ではかなり珍しい事象です。Zone Aに入る確率は片側で約2.15%。それが3点中2点で起きる確率は非常に低いため、「工程の平均が大きくシフトした」と判断します。
製造ラインの比喩で言えば、「ラインの壁ギリギリを連続で走っている車」です。まだ壁にはぶつかっていない(UCL超えではない)が、明らかに何かがおかしい。
🟡 ルール3:連続5点中4点がZone B以遠(同じ側)
ルール2より穏やかだが、それでも異常です。1σ〜2σの「注意ゾーン」に5点中4点も偏るのは、工程の平均が小さくシフトしていることを示します。
よくある原因は原材料のロット変更です。材料ロットが変わっても、加工条件を変えていなければ、仕上がり寸法がわずかにズレることがあります。このズレはルール1では検出できないが、ルール3なら捕まえられます。
🟡 ルール4:7点以上が中心線の同じ側に連続する(連=Run)
「連(ラン)」とも呼ばれます。中心線を挟んで上下にランダムにプロットされるはずのデータが、7点以上連続して片側に偏るのは、「工程の平均がそちらにズレた」ことを意味します。
コイン投げで7回連続で表が出る確率は 0.5⁷ ≒ 0.78% です。「まずありえない」とまでは言えませんが、「何かおかしい」と疑うには十分な確率です。
ルール1・2は「突発的な大きなシフト」を検出します。一方、ルール3・4は「じわじわと続く小さなシフト」を検出します。工具の摩耗や温度ドリフトのように、徐々に進行する異常はルール3・4でしか捕まえられません。
ルール5〜8:トレンド・混合・層化・過剰調整
📈 ルール5:7点以上が連続して上昇または下降(トレンド)
データが一方向に上がり続ける、または下がり続けるパターンです。製造現場で最も多い原因は工具の摩耗です。切削工具が使ううちに摩耗し、寸法が徐々に大きく(または小さく)なっていく。温度ドリフト(設備の暖機によるじわじわとした温度上昇)も典型的な原因です。
水道管の比喩で言えば、「蛇口を少しずつ開いていくと、水量が徐々に増えていく」状態です。1回1回の変化は小さくても、積み重なると大きな問題になります。
🔀 ルール6:8点以上がZone Cに入らない(混合=Mixture)
データが中心線の近くに来ず、上下のZone B・Aに散らばるパターンです。これは2つ以上のプロセスが混在していることを示します。
例えば、昼シフトと夜シフトで工程平均が異なるのに、1つの管理図にまとめてしまった場合。昼のデータはCLより上、夜のデータはCLより下にプロットされ、中心付近に点が来ません。この場合の対策はサブグループの取り方を見直すことです。シフト別、設備別に管理図を分けることで解消できます。
📏 ルール7:15点以上がZone C内に留まる(層化=Stratification)
一見すると「バラつきが少なくて良い工程」に見えますが、実は異常です。正常な工程では、データの約68%がZone Cに入りますが、約32%はZone B以遠に散らばるはずです。15点連続でZone C内に収まる確率は 0.683¹⁵ ≒ 0.7%。つまり「バラつきが不自然に小さい」のです。
原因は、ルール6と逆のパターンです。サブグループの中に複数の異なるプロセスを混ぜていると、平均値同士が打ち消し合い、管理図上のバラつきが不自然に小さくなります。もう一つの原因はデータの選別・改ざんです。平均から外れたデータを除外していないか、確認が必要です。
🔄 ルール8:14点以上が交互に上下を繰り返す(過剰調整=Over-control)
ノコギリの歯のようなジグザグパターンです。原因の多くはオペレーターの過剰調整(タンパリング)です。
たとえば、ある測定値が目標より少し大きかったので、オペレーターが設備を少し下方に調整する。次の測定値は目標より少し小さくなる。するとまた上方に調整する……この繰り返しが「過剰調整」です。本来は工程が安定しているなら調整しないのが正しいのですが、「ズレを見たらすぐ直す」という善意の行動が、逆にバラつきを増やしてしまう典型例です。
「過剰調整は本当によく見ます。特に経験の浅い作業者が"良かれと思って"毎回微調整するケース。管理図を見せて"安定しているから触らないで"と説明するのが品管の仕事です」──品質保証部リーダー

8つのルールを「パターン分類」で整理する
8つのルールを丸暗記するのは大変です。以下のように4つのパターンに分類すると整理しやすくなります。
大きなシフト
ルール1・2
突発的・一過性の異常。段取りミス、設備故障など。すぐに原因特定が可能なことが多い。
小さなシフト
ルール3・4
持続的な平均ズレ。材料ロット変更、環境変化など。見逃しやすいが、Cpkを静かに悪化させる。
トレンド
ルール5
一方向に進行する変化。工具摩耗、温度ドリフト。放置するとUCL/LCLを突き抜ける。
サブグループ問題
ルール6・7・8
管理図の「設計ミス」を示唆。サブグループの取り方、過剰調整の問題。管理図の見直しが必要。
ルール1〜5は「工程そのもの」の異常を検出します。特別原因を見つけて除去する対応が必要です。一方、ルール6〜8は「管理図の設計」の問題を示唆します。サブグループの取り方やオペレーターの調整方法を見直す対応が必要です。
異常が出たらどうする?──判断フローチャート
ルールに引っかかったとき、現場で最も困るのは「で、何をすればいいの?」です。以下のフローに従って対応してください。
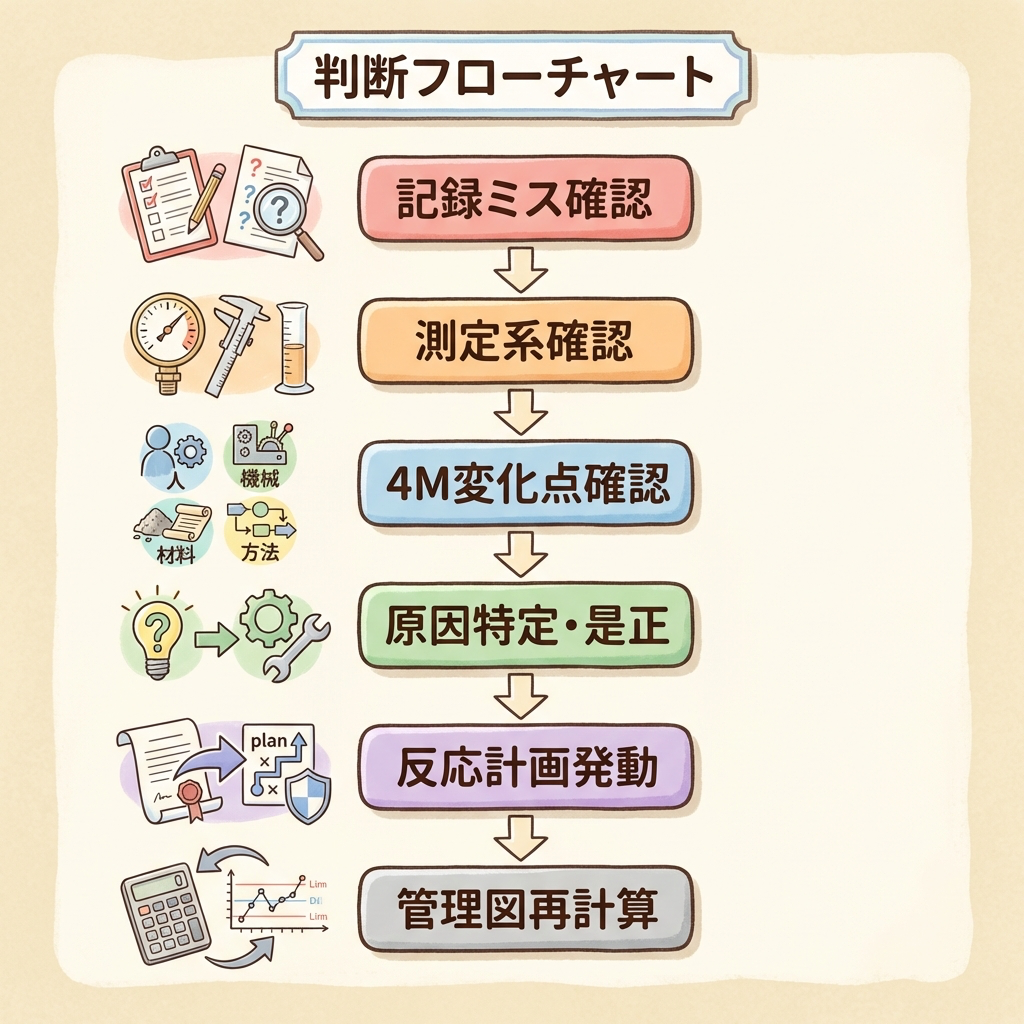
データの転記ミス、計算ミス、プロット位置の誤りがないか確認します。意外にも、管理図の「異常」の一定割合は単なる記録ミスです。
測定器の校正は有効か?ゲージR&Rの結果は良好か?測定者が変わっていないか?工程が変わったのではなく、「測り方が変わった」可能性を先に排除します。
Man(人)・Machine(設備)・Material(材料)・Method(方法)の4Mに変化がなかったか調べます。「シフトが変わった」「材料ロットが変わった」「設備メンテナンス後」──異常のタイミングと変化点が一致すれば、原因の特定は早いです。
特定できた特別原因を除去し、再発防止策を講じます。必要に応じてFMEAの見直し、コントロールプランの更新を行います。
IATF16949では、コントロールプランに「異常時の反応計画」を事前に定めることが要求されています。ルール1(管理外れ)の場合は全数検査+隔離+原因究明。ルール4(連)の場合は工程パラメータの確認+必要に応じてサンプル増加。深刻度に応じて対応を階層化しておくのが実務のコツです。
特別原因のデータ点を除外し、管理限界を再計算します。ただし「除外」は安易に行わず、原因が特定できたデータのみを除外してください。

SPCとCpk/Ppkの関係──「安定」と「能力」は別物
「SPC管理図で異常なし=品質に問題なし」と思い込んでいませんか?それは大きな誤解です。
管理図は「工程が安定しているか(特別原因がないか)」を判定するツールです。一方、Cpk(工程能力指数)は「工程が規格を満たす能力があるか」を判定する指標です。この2つは完全に別の概念です。
⚙️ 4つの組み合わせを理解する
| Cpk ≧ 1.33 ✅ | Cpk < 1.33 ❌ | |
|---|---|---|
| 管理図で安定 ✅ | 🟢 理想状態 安定+能力あり。維持管理を続ける。 |
🟡 能力不足 安定しているがバラつきが大きい。工程の根本改善(設備更新、公差見直し等)が必要。 |
| 管理図で異常あり ❌ | 🟡 不安定 能力はあるが安定していない。特別原因を除去すればOK。 |
🔴 最悪の状態 不安定+能力不足。まず安定化 → その後に工程改善。 |
一般工程:Cpk ≧ 1.33(不良率 ≦ 63ppm)
特殊特性(CC/SC):Cpk ≧ 1.67(不良率 ≦ 0.6ppm)
対応する手順は「①管理図で安定を確認 → ②安定した状態でCpkを算出 → ③基準未達なら工程改善」の順番です。管理図で異常がある状態でCpkを計算しても意味がありません。
よくある疑問FAQ
❓ Q1:8つのルール全部を適用しないとダメ?
必ずしも全部を使う必要はありません。ルールを増やすほど「誤警報(False Alarm)」も増えます。一般的な実務では、ルール1(管理外れ)+ ルール4(連)+ ルール5(トレンド)の3つを最低限適用し、必要に応じてルール2・3を追加するのが現実的です。客先のCSR(顧客固有要求事項)で指定されている場合は、その指示に従ってください。
❓ Q2:R管理図にも8つのルール全部を適用する?
R管理図(範囲の管理図)にはルール1〜4のみを適用するのが一般的です。ルール5〜8はX̄管理図(平均値の管理図)向けのルールであり、R管理図ではパターンの意味が異なります。
❓ Q3:「7点」と「9点」どちらが正しい?
ルール4(連)の判定基準は、ソースによって「7点」「8点」「9点」と異なります。Nelson原著(1984年)では「9点」、AIAG SPC参照マニュアルでは「7点」または「8点」、JIS Z 9021では「9点」を採用しています。正解は「自社のコントロールプランで定めた基準」です。大切なのは基準を社内で統一し、コントロールプランに明記することです。
❓ Q4:管理図で異常なしなのにCpkが低い。どうすればいい?
安定しているが能力が不足している状態です。この場合は特別原因の除去ではなく、工程そのものの改善が必要です。バラつきの幅を縮小する(設備の更新、治具の改善、材料の変更等)か、規格を緩和できないか設計部門と協議する、という2つのアプローチがあります。
まとめ
| ルール | 判定条件(要約) | 検出するもの | 主な原因 |
|---|---|---|---|
| 1 | 1点が3σ超え | 大シフト | 設備故障、段取りミス |
| 2 | 3点中2点が2σ超(同側) | 大シフト | 新人作業者、突発変動 |
| 3 | 5点中4点が1σ超(同側) | 小シフト | 材料ロット変更、校正ズレ |
| 4 | 7点以上が中心線の同じ側 | 小シフト | シフト交替、環境変化 |
| 5 | 7点以上が連続して上昇/下降 | トレンド | 工具摩耗、温度ドリフト |
| 6 | 8点以上がZone Cに入らない | 混合 | 複数プロセスの混在 |
| 7 | 15点以上がZone C内に留まる | 層化 | サブグループ設計の不備 |
| 8 | 14点以上が交互に上下 | 過剰調整 | オペレーターのタンパリング |
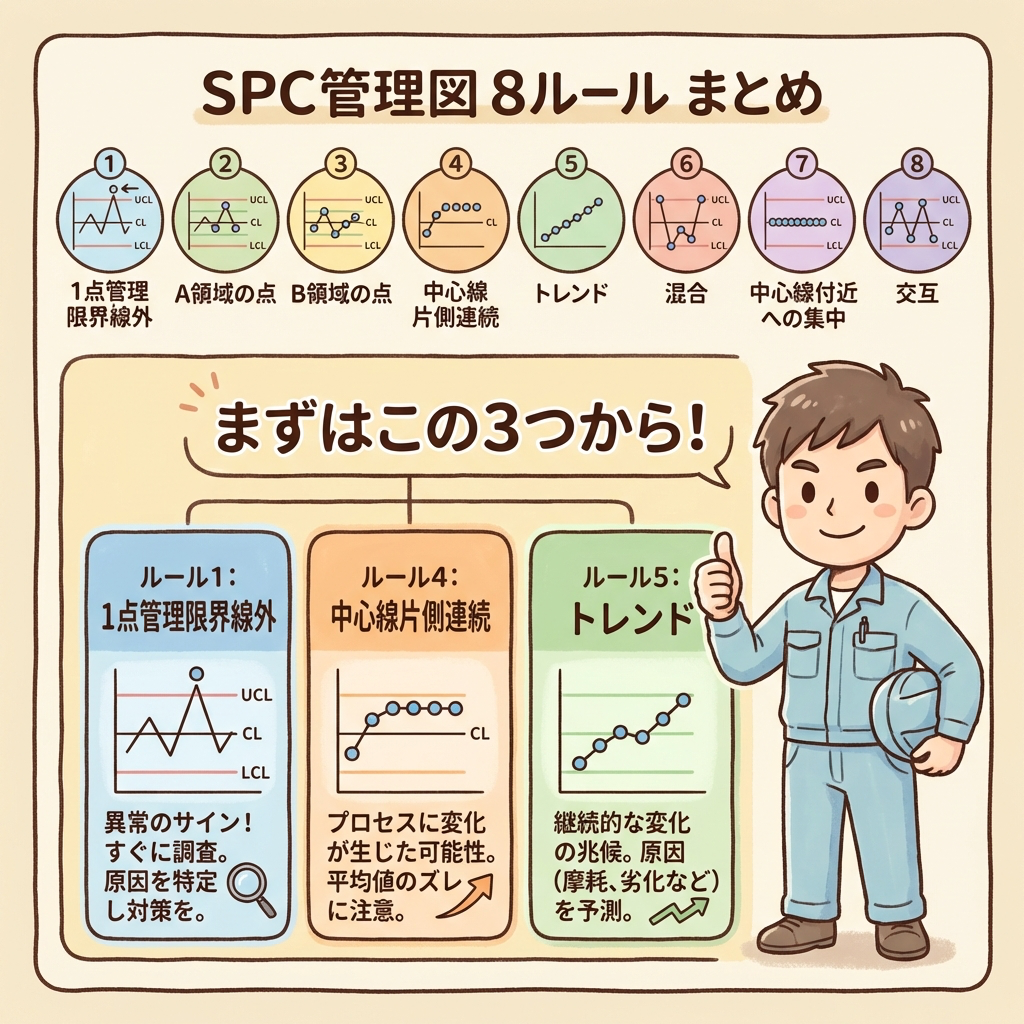
SPC管理図は「UCLを超えたら異常」だけのツールではありません。8つのルールを知ることで、UCLを超える前に異常の兆候を検出できるようになります。これがSPCの本質──「不良が出る前に手を打つ」です。
まずはルール1(管理外れ)+ルール4(連)+ルール5(トレンド)の3つから始めてください。この3つだけで、管理図の検出力は劇的に向上します。
📚 次に読むべき記事
管理図をゼロから作る手順を、例題付きで解説しています。
管理図で「安定」を確認した後、次はCpkで「能力」を評価しましょう。
SPC異常時の反応計画はFMEAとコントロールプランに紐づきます。