
 ネットで調べても教科){kind=link}
- 上司から「4月の新人研修、QC7つ道具の講義お前やって」と言われた
- 自分も曖昧にしか覚えていない道具がある(層別って何だっけ…?)
- ネットで調べても教科書的な解説ばかりで、後輩に「何の役に立つの?」と聞かれたら詰む
- QC検定の勉強を始めたいが、まず全体像を15分でつかみたい
- QC7つ道具の全体像と「それぞれ何のために使うのか」
- 7つの道具を製造現場のリアルな事例で一気通貫解説
- 後輩に説明するときにそのまま使える「覚え方」と「使い分けフローチャート」
- 各道具をさらに深掘りしたいときの学習ルート
「来月の新人研修、QC7つ道具の講義やっといて」——上司からの一言に、心臓がキュッと縮んだ経験はありませんか。
日常業務でパレート図くらいは作る。管理図もなんとなく見ている。でも「7つ全部を体系的に説明しろ」と言われると、正直あやしい。層別って道具なの? チェックシートって当たり前すぎて何を教えればいいの?——そんなモヤモヤを抱えた30代エンジニアのための記事です。
この記事では、QC7つ道具を「1つの不良品が発生してから、工程を安定させるまで」というストーリーに沿って一気通貫で解説します。読み終わる頃には、後輩の前でホワイトボードに7つの道具を迷いなく書き出せるようになっているはずです。
目次
- QC7つ道具とは? ── 全体像を1枚の地図でつかむ
- ❶ パレート図 ── 「どこから手をつけるか」を決める
- ❷ 特性要因図 ── 「なぜキズが出るのか」を魚の骨で洗い出す
- ❸ チェックシート ── データ収集の「設計図」
- ❹ ヒストグラム ── データの「形」を見る
- ❺ 散布図 ── 「2つの要因に関係はあるか?」を点の雲で確認する
- ❻ 管理図 ── 工程の「健康状態」をリアルタイムで監視する
- ❼ 層別 ── すべての道具の「精度」を上げる隠れた主役
- 後輩に教えるときに使える「覚え方」と「使い分けフローチャート」
- QC7つ道具とQC検定の関係 ── ここから先の学習ロードマップ
- まとめ ── QC7つ道具は「品質改善のストーリー」で覚える
QC7つ道具とは? ── 全体像を1枚の地図でつかむ
QC7つ道具とは、品質管理(Quality Control)の現場でデータを「見える化」するための基本ツール7つのことです。1950年代に日本の製造業が品質向上のために体系化したもので、統計の専門知識がなくても現場の誰もが使えるように設計されています。
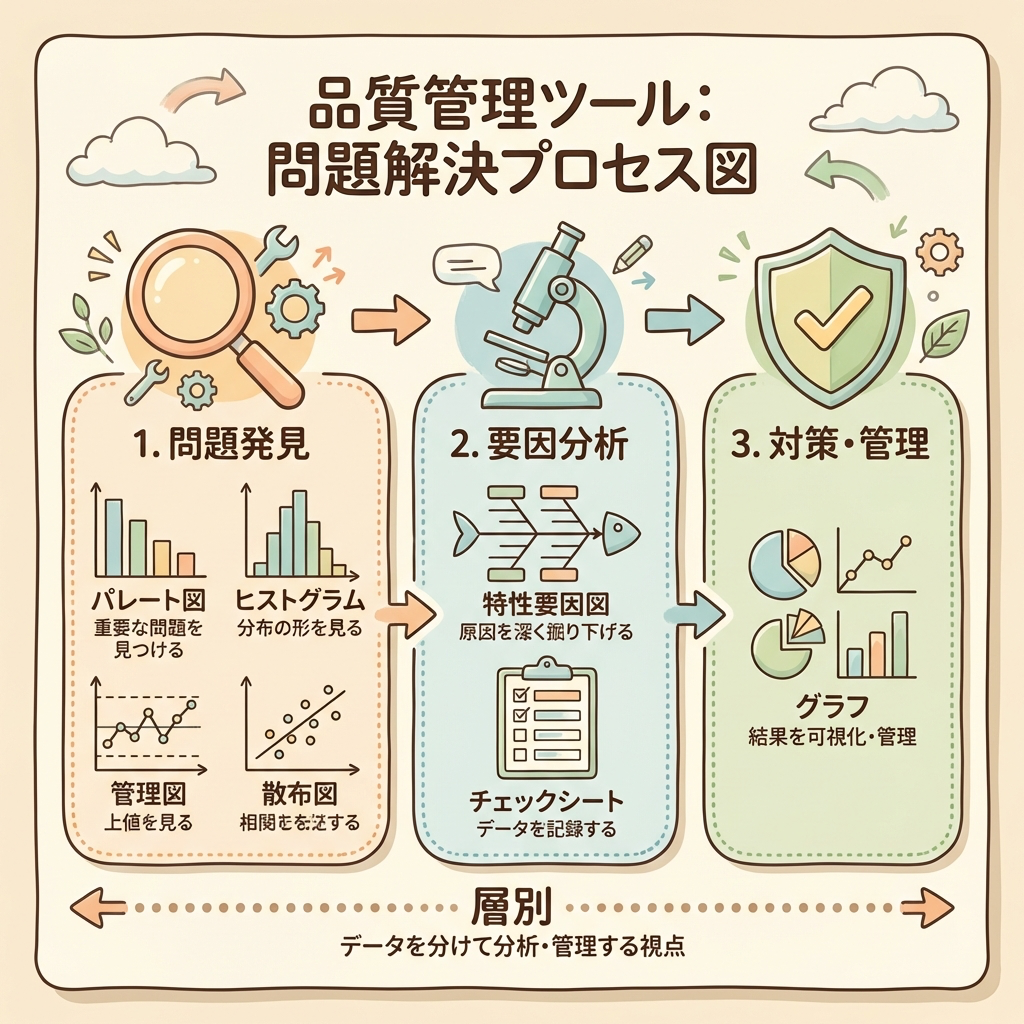
ポイントは、7つの道具はバラバラに存在しているのではなく、「問題発見 → 原因分析 → 対策・管理」という品質改善のストーリーの中で、それぞれ役割が決まっているということです。
QC7つ道具の一覧と役割
| No. | 道具 | ひと言でいうと | 品質改善での役割 |
|---|---|---|---|
| ❶ | パレート図 | 「どの不良が一番多い?」を棒グラフ+折れ線で見える化 | 🔍 問題の優先順位をつける |
| ❷ | 特性要因図 | 「なぜその不良が起きた?」を魚の骨で原因を洗い出す | 🔎 原因を漏れなく探す |
| ❸ | チェックシート | 「データを正確に集める」ための記録用紙 | 📋 データを効率よく収集する |
| ❹ | ヒストグラム | 「データのばらつき具合」を棒グラフ(柱状図)で見る | 📊 分布の形を把握する |
| ❺ | 散布図 | 「2つの要因に関係がある?」を点の分布で確認 | 🔗 要因同士の相関を調べる |
| ❻ | 管理図 | 「工程は安定している?」を時系列の折れ線で監視 | 📈 工程の安定を維持する |
| ❼ | 層別 | 「データをグループ分けして比較する」考え方 | 🗂️ 他の6つの道具の精度を上げる |
「7つの道具」と言いますが、❼の層別だけは「グラフや表」ではなく「データの分け方という考え方」です。残りの6つはすべて「目に見えるグラフや図」です。層別は他の6つと組み合わせて使う「調味料」のようなものだと説明すると、後輩も腑に落ちやすくなります。
品質改善ストーリーの中での使いどころ
チェックシート
ヒストグラム
散布図
※ ❼層別はSTEP 1〜3のすべてで横断的に使う「切り口」
ここからは、この「問題発見 → 原因分析 → 対策・管理」の順番に沿って、1つずつ具体例で解説していきます。すべての例は「ある自動車部品工場で、樹脂成形品のキズ不良が増えた」というシナリオで統一します。1つのストーリーで7つ全部を追えるので、後輩への説明にもそのまま使えます。
❶ パレート図 ── 「どこから手をつけるか」を決める
工場の品質月報を見たら、先月の不良件数が前月比で1.5倍に跳ね上がっていた。「キズ」「バリ」「寸法NG」「色むら」「変形」——不良の種類はいくつもある。さて、どこから手をつけますか?
このとき最初に使うのがパレート図です。
パレート図とは?
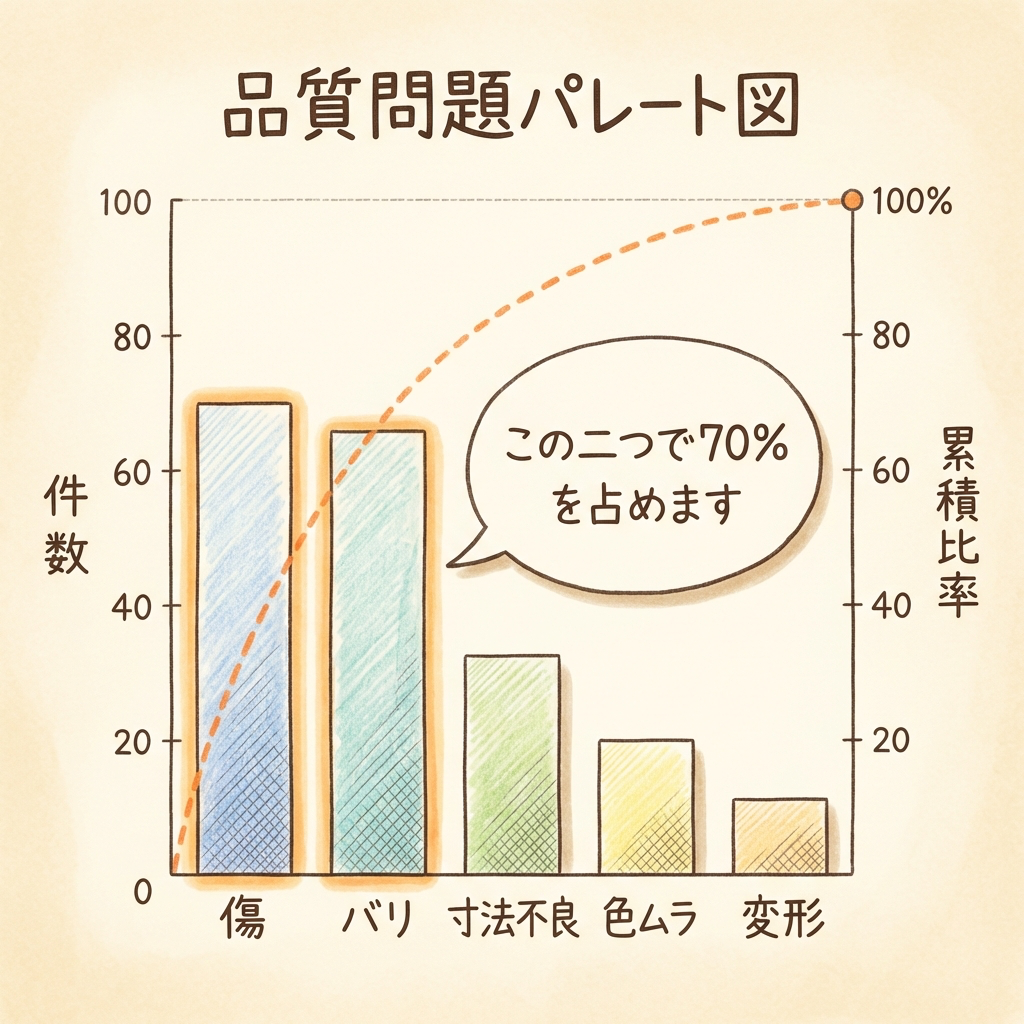
パレート図は、不良や問題を「件数が多い順」に棒グラフで並べ、累積比率を折れ線で重ねた図です。これを見るだけで「上位2〜3項目を潰せば、全体の不良の70〜80%がなくなる」ということが一目でわかります。
製造現場での使用例
先ほどの樹脂成形品の例で、1ヶ月間の不良データをパレート図にすると、こうなったとします。
| 不良項目 | 件数 | 累積比率 |
|---|---|---|
| キズ | 45件 | 45% |
| バリ | 25件 | 70% |
| 寸法NG | 15件 | 85% |
| 色むら | 10件 | 95% |
| 変形 | 5件 | 100% |
「キズ」と「バリ」の2項目だけで全体の70%を占めています。つまり、この2つに集中して対策すれば、不良の7割を消せる可能性がある。これが「パレートの法則(全体の80%は上位20%の要因で決まる)」の実践です。
パレート図の本質は「やらないことを決める道具」です。5項目すべてに手を出すのではなく、上位2〜3項目に資源を集中する。後輩には「これは不良の優先順位表だよ」と伝えるとスッと入ります。
❷ 特性要因図 ── 「なぜキズが出るのか」を魚の骨で洗い出す
パレート図で「キズ不良が最大の問題」とわかりました。次のステップは「なぜキズが発生するのか?」の原因を洗い出すことです。ここで登場するのが特性要因図です。
特性要因図(フィッシュボーンダイアグラム)とは?
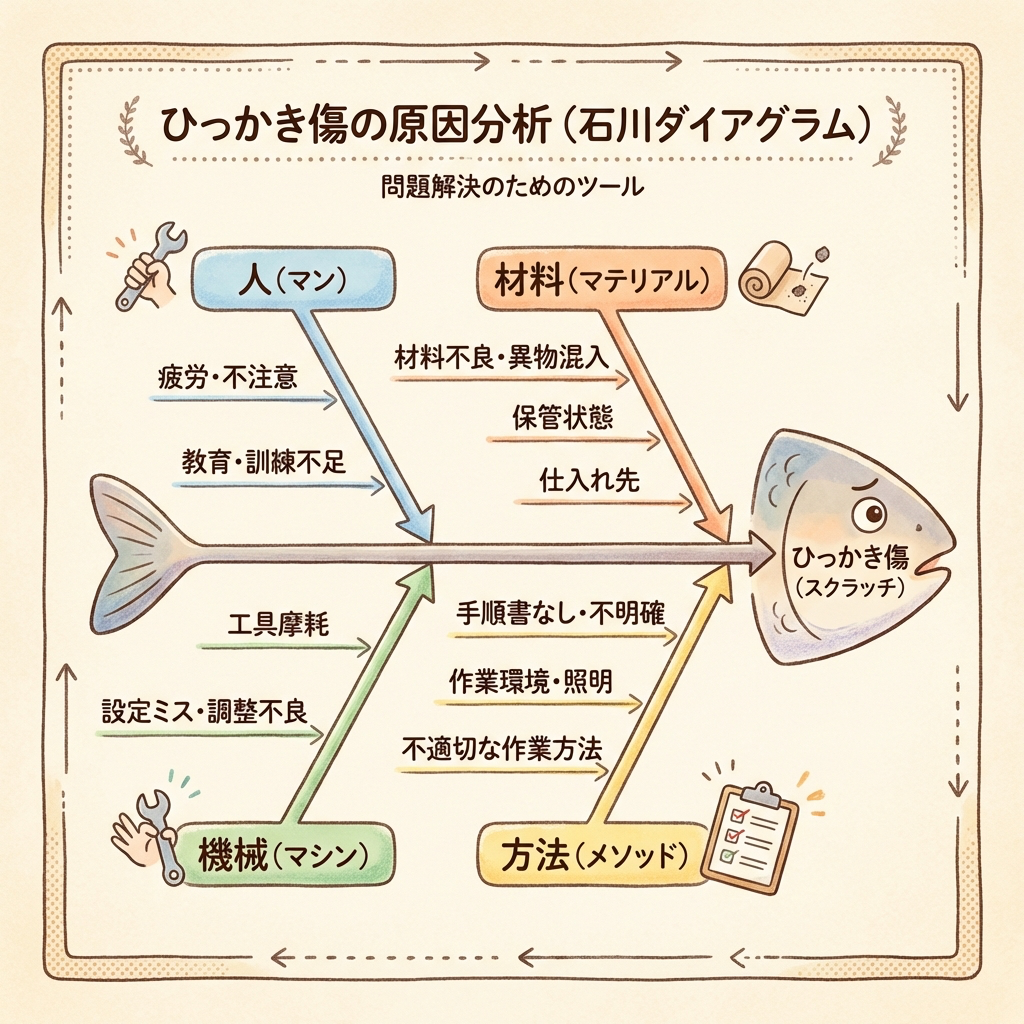
特性要因図は、結果(特性)に影響を与える原因(要因)を、魚の骨のような図で整理するツールです。別名「フィッシュボーンダイアグラム」「石川ダイアグラム」とも呼ばれます。
構造はシンプルです。右端に「結果(問題)」を書き、左に向かって伸びる背骨から「大骨」として分類を分岐させ、そこからさらに「中骨」「小骨」と原因を掘り下げていきます。
製造現場では「4M」で大骨を立てる
製造業で特性要因図を書くときの鉄板フレームワークが「4M」です。
| 大骨 | 意味 | キズ不良での具体例(中骨・小骨) |
|---|---|---|
| Man | 人 | 作業者の経験差 → 新人の取り出し動作が荒い → 教育不足 |
| Machine | 機械 | 金型の摩耗 → ゲート付近のバリがキズに → メンテ周期の遅延 |
| Material | 材料 | 樹脂ロットの変更 → 流動性の変化 → 充填ムラ |
| Method | 方法 | 成形条件(温度・圧力・冷却時間) → 冷却時間が短すぎる → 標準書未改訂 |
「4M以外にも、Measurement(測定)やEnvironment(環境)を加えて5M1Eや6Mにする場合もあります。ただし、最初から骨を増やしすぎると発散するので、後輩にはまず4Mで書かせてみるのがおすすめです。」
特性要因図は「ブレスト(アイデア出し)の道具」であり、「正解を出す道具」ではありません。チームでホワイトボードを囲んで「思いつく原因を全部書き出す」ことに価値があります。「原因を絞る」のは次のステップ(データ収集・散布図)で行います。
❸ チェックシート ── データ収集の「設計図」
特性要因図で「キズの原因候補」が出揃いました。ここから先はデータで裏付ける必要があります。「金型摩耗が原因かも」と仮説を立てても、データがなければ対策会議で「根拠は?」と返されて終わりです。
そこで登場するのがチェックシートです。
チェックシートとは?
チェックシートは、集めたいデータを効率的・正確に記録するために、あらかじめフォーマットを設計した用紙(帳票)のことです。「正」の字でカウントするような、あの集計表です。
「当たり前すぎて道具と呼ぶほどか?」と思うかもしれません。しかし、データの質は「集め方」で決まります。フォーマットが悪いと、あとで分析しようとしたときに「いつ・どこで・誰が」がわからず使い物になりません。チェックシートは「分析の品質」を支える縁の下の力持ちです。
2種類のチェックシート
記録用チェックシート
目的:データを集計・分析するために記録する
例:不良項目別に「正」の字で件数をカウントする表。1日のキズ発生件数をシフト別・金型別に記録する。
点検用チェックシート
目的:作業や点検の漏れを防ぐために確認する
例:成形機の始業点検表。「冷却水温度 OK/NG」「金型温度 OK/NG」のように項目にチェックを入れる。
QC7つ道具の文脈で重要なのは「記録用チェックシート」のほうです。今回のシナリオでは、「キズ不良の発生件数を、金型番号別・シフト別に1週間記録する」チェックシートを作ります。このデータが、次のヒストグラムや散布図の材料になります。
チェックシートを設計するときに必ず入れるべき項目は「いつ(日時)」「どこで(ライン・機番)」「誰が(作業者・シフト)」「何を(不良項目)」「いくつ(件数)」の5つ。これが揃っていれば、あとから層別もヒストグラムもパレート図も自由自在に作れます。

❹ ヒストグラム ── データの「形」を見る
チェックシートでデータが集まりました。たとえば「キズが発生した製品の肉厚データ 100個分」が手元にあるとします。このデータを眺めるだけでは何もわかりません。ここでヒストグラムの出番です。
ヒストグラムとは?
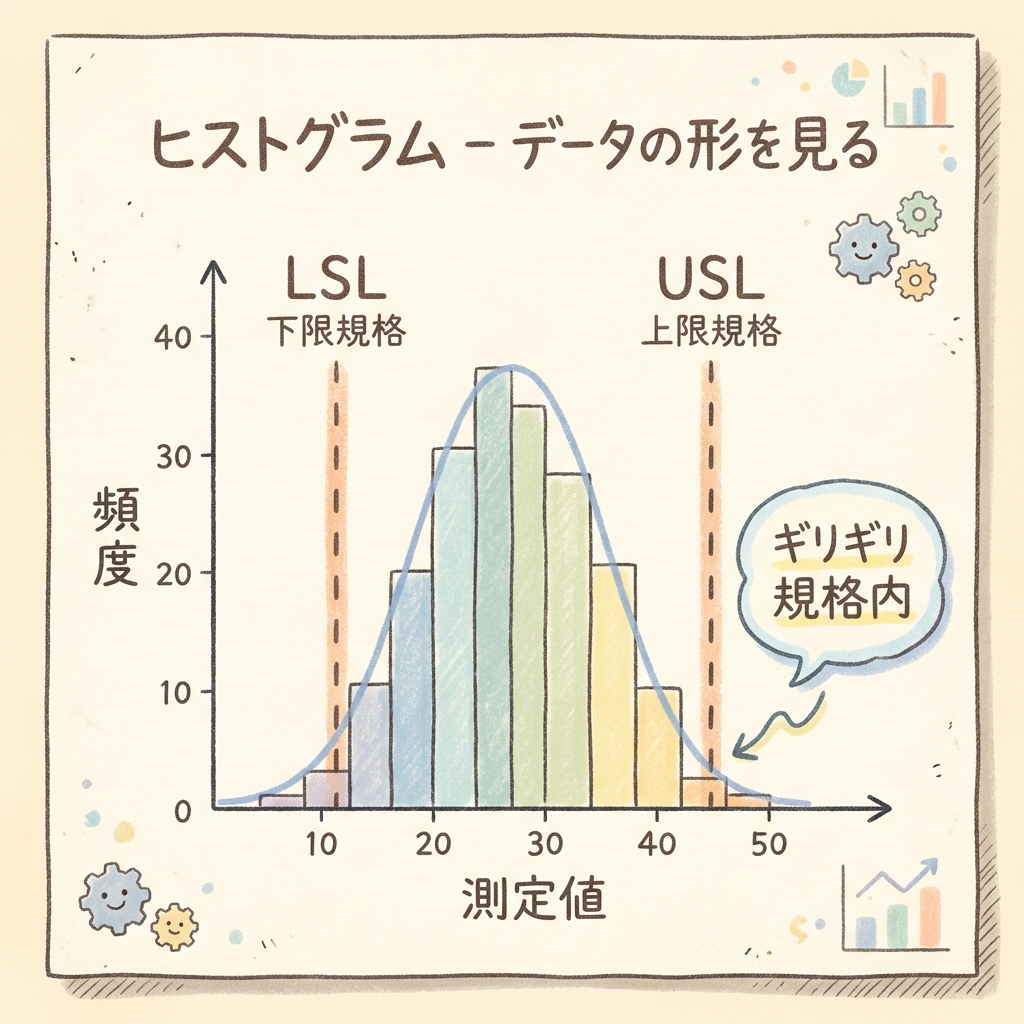
ヒストグラムは、計量データ(長さ・重さ・温度などの連続データ)を区間に分けて棒グラフにし、データの分布の「形」を見える化するグラフです。パレート図と見た目は似ていますが、横軸が「不良の種類」ではなく「数値の区間」である点がまったく異なります。
ヒストグラムで何がわかるのか?
ヒストグラムを見ると、以下のことが一目でわかります。
| 見るべきポイント | わかること |
|---|---|
| 中心の位置 | 狙い値(規格の中心)に対して、実際のデータがどこに集中しているか |
| ばらつきの幅 | データが広く散らばっているのか、狭くまとまっているのか |
| 分布の形 | 左右対称か(正規分布)、左右どちらかに偏っているか、山が2つあるか |
| 規格との関係 | 上限規格(USL)や下限規格(LSL)からはみ出していないか |
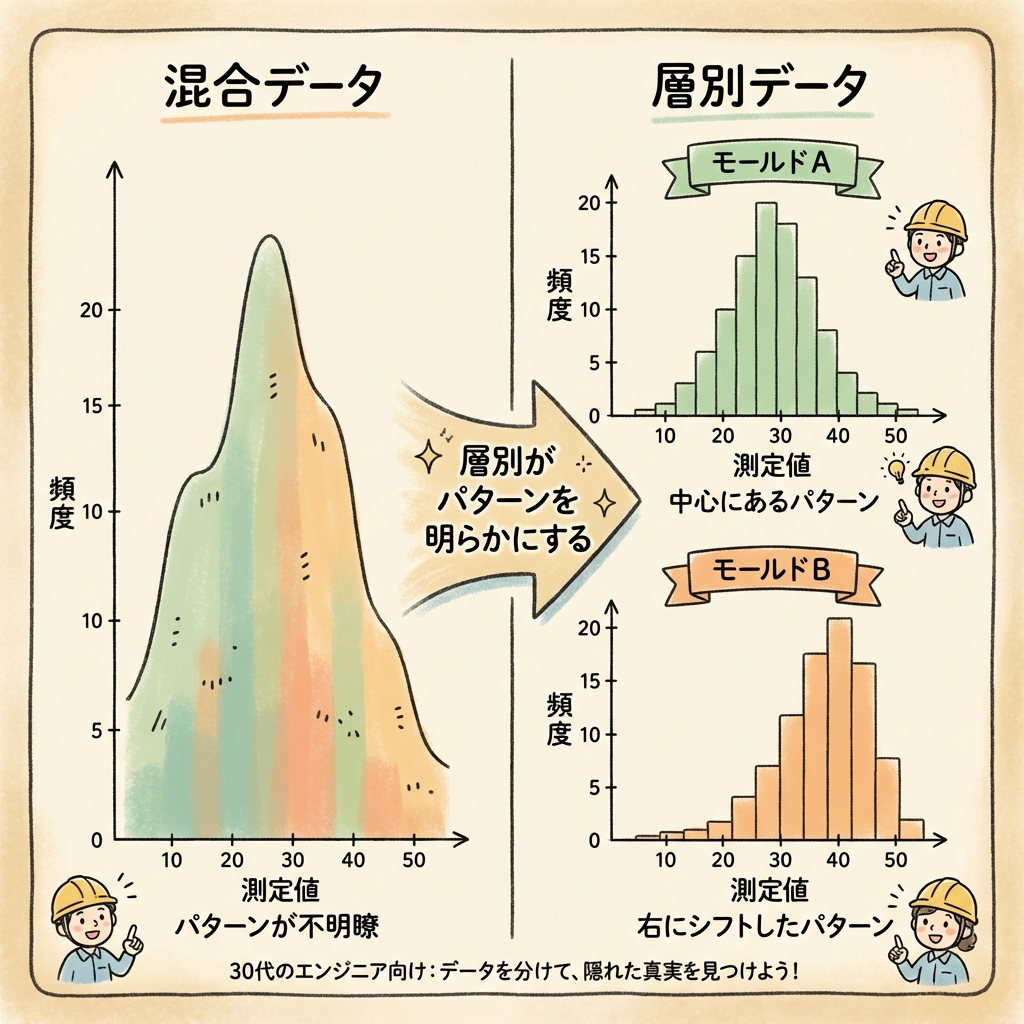
たとえば肉厚データのヒストグラムを描いたら「山が2つある(二山型)」になった場合、それは2つの異なる条件のデータが混ざっていることを示しています。「もしかして金型AとBで肉厚が全然違う?」という仮説が生まれ、次の層別につながります。
後輩が混同しやすいポイントです。パレート図の横軸は「不良の種類(カテゴリ)」、ヒストグラムの横軸は「数値の区間(連続データ)」です。パレート図は「何を改善すべきか」を決め、ヒストグラムは「データのばらつきの実態」を把握します。
❺ 散布図 ── 「2つの要因に関係はあるか?」を点の雲で確認する
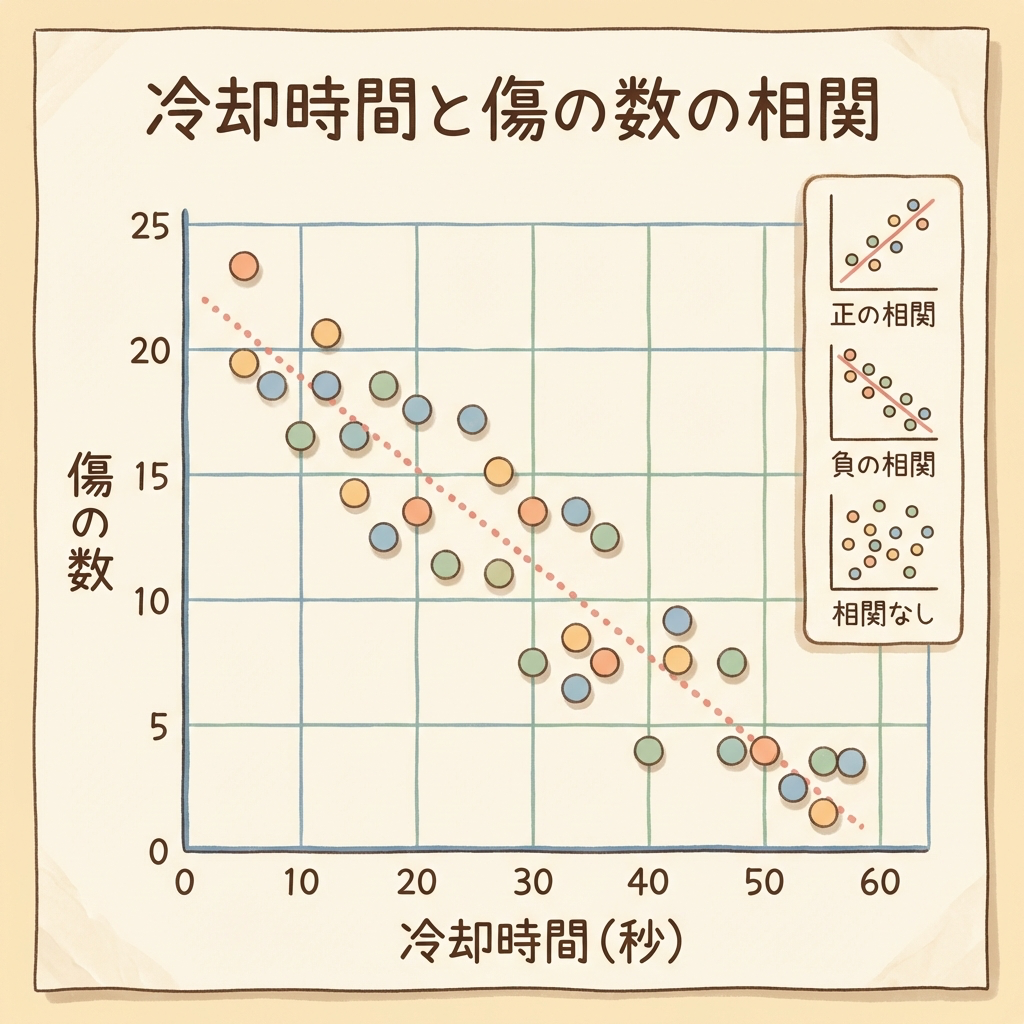
特性要因図で「冷却時間が短いとキズが増えるのでは?」という仮説が出ました。この仮説を確かめるには、横軸に「冷却時間」、縦軸に「キズ件数」をとって、データを点で打ってみます。これが散布図です。
散布図とは?
散布図は、2つの変数(要因と結果、または要因同士)の関係をX-Y平面上の点で表すグラフです。点が右上がりに集まれば「正の相関(一方が増えるともう一方も増える)」、右下がりなら「負の相関」、バラバラなら「相関なし」と判断します。
製造現場での使用例
今回のシナリオでは、チェックシートで集めた「冷却時間(秒)」と「キズ件数(個/100ショット)」のペアデータを散布図にします。
もし右下がり(冷却時間が長いほどキズが少ない)の傾向が見えたら、「冷却時間を延ばすことがキズ対策になる」という仮説がデータで裏付けられたことになります。逆に点がバラバラなら、「冷却時間は犯人ではない。他の原因を探ろう」と方向転換できます。
正の相関
例:温度が上がると不良が増える
負の相関
例:冷却時間が長いとキズが減る
相関なし
例:湿度とキズは無関係
散布図で強い相関が見えても、それだけでは「因果関係がある」とは言い切れません。たとえば「アイスクリームの売上」と「水難事故」は強い正の相関がありますが、原因は「気温」という第三の変数です。これを擬似相関と呼びます。散布図はあくまで「関係がありそうか?」のスクリーニングであり、因果の確認は実験や工程変更で行います。
「点の雲」を読む!はじめての散布図ガイド →
❻ 管理図 ── 工程の「健康状態」をリアルタイムで監視する
散布図の分析をもとに「冷却時間を15秒→20秒に延長」という対策を打ちました。キズ不良は減ったようです。しかし、ここで気を抜いてはいけません。「対策後、工程は安定しているのか?」を継続的に監視する必要があります。その道具が管理図です。
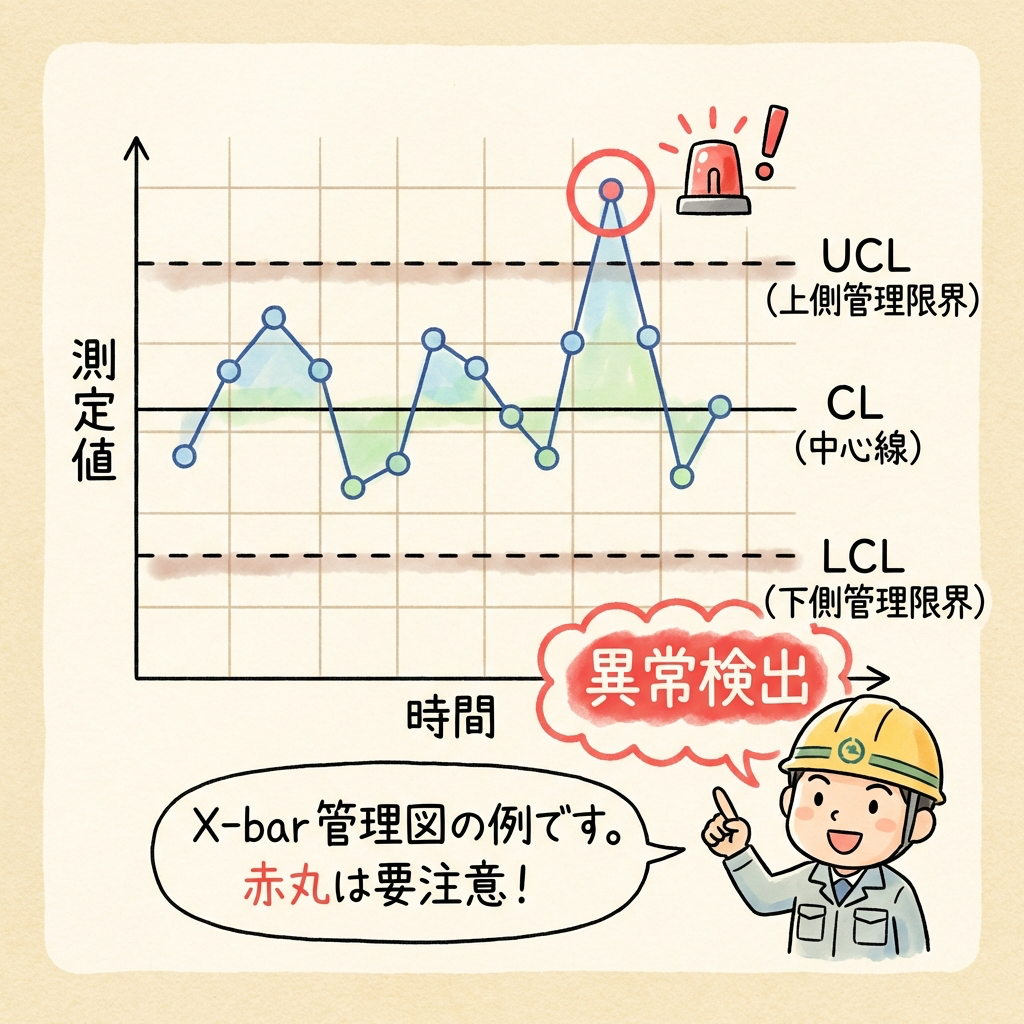
管理図とは?
管理図は、データを時系列で折れ線グラフにし、そこに「管理限界線(UCL:上方管理限界とLCL:下方管理限界)」と「中心線(CL)」を引いたグラフです。工程が正常なら、データは管理限界線の中に収まります。もしデータが限界線を超えたり、特定のパターン(連続して上昇するなど)が現れたら、「工程に異常が起きている」と判断します。
| UCL(上方管理限界) | = CL + 3σ ── これを超えたら「異常あり」 |
| CL(中心線) | = データの平均値 ── 工程の「あるべき姿」 |
| LCL(下方管理限界) | = CL − 3σ ── これを下回っても「異常あり」 |
「なぜ3σなのか?」——正規分布に従うデータの場合、平均±3σの範囲に全体の99.73%が入ります。つまり、この範囲を超えるデータが出る確率はわずか0.27%。「ほぼありえないことが起きた=何か異常が発生した」と判断するわけです。
管理図で見つける「異常」の例
| パターン | 現場で起きていること(例) | 対処 |
|---|---|---|
| 管理限界を超えた | 金型に異物が挟まり、急に寸法が飛んだ | 即座にラインを止めて原因調査 |
| 7点連続で片側に寄った | ヒーターが少しずつ劣化し、温度がジワジワ下がっている | ドリフト(偏り)を調査 |
| 連続して上昇/下降 | 刃具の摩耗が進行し、寸法が一方向にズレ続けている | 工具交換のタイミングを前倒し |
管理図は「過去の分析」ではなく「未来への監視」の道具です。パレート図〜散布図が「すでに起きた問題を解決する」ためのツールなのに対し、管理図は「次の不良を未然に防ぐ」ためのツール。7つの道具の中で唯一、毎日使い続けるべき道具です。
❼ 層別 ── すべての道具の「精度」を上げる隠れた主役
最後に紹介するのは「層別」です。7つの中で最も地味ですが、実は最も重要な考え方です。
層別とは?
層別とは、データを共通の特徴ごとにグループ(層)に分けて比較・分析する考え方です。グラフでも表でもなく、「データを分けるという行為そのもの」が道具です。
たとえば、全体の肉厚データでヒストグラムを作ったら正規分布に見えた。でも「金型A」と「金型B」に分けて(=層別して)もう一度ヒストグラムを作ったら、Aは規格内に収まっているのにBだけ右にズレていた——こういった発見が層別によって可能になります。
製造現場でよく使う「層別の切り口」
| 分類 | 具体例 |
|---|---|
| 時間 | 午前 / 午後、日勤 / 夜勤、曜日別、月別 |
| 機械 | ライン1号機 / 2号機、金型A / 金型B |
| 作業者 | ベテラン / 中堅 / 新人、Aさん / Bさん |
| 材料 | ロット番号別、仕入先別 |
| 条件 | 温度設定別、冷却時間別 |
層別は他の6つの道具すべてに「かけ算」で効果を発揮します。
・パレート図をシフト別に作る → 夜勤のほうが不良が多いと判明
・ヒストグラムを金型別に作る → 金型Bだけ分布がズレていると判明
・管理図をライン別に作る → 2号機だけ変動が大きいと判明
層別をサボると、「全体で見たら問題なさそう」と見逃すリスクがあります。データは必ず分けて見る。これが品質管理の鉄則です。
「層別するためには、チェックシートの段階で"金型番号""シフト""作業者"などの情報を記録しておく必要があります。あとから層別しようとしても、データに分類情報がなければ不可能です。だからこそチェックシートの設計が重要なんです。」
後輩に教えるときに使える「覚え方」と「使い分けフローチャート」
7つの道具の中身はわかった。でも後輩に教えるには「覚え方」のフックがあると助かりますよね。現場でよく使われる語呂合わせと、「どの場面でどの道具を使うか」を判断するフローチャートを紹介します。
語呂合わせで覚える「QC7つ道具」
「パッと 特ちょう チェックして
ヒストで 散歩 管理して 層別」
パ(パレート図)・特(特性要因図)・チェ(チェックシート)・ヒスト(ヒストグラム)・散(散布図)・管理(管理図)・層(層別)
語呂合わせはお好みのものを使ってください。大事なのは「7つ全部をスラスラ言える状態」をまず作ること。名前が出てこない道具は、いざというとき使えません。
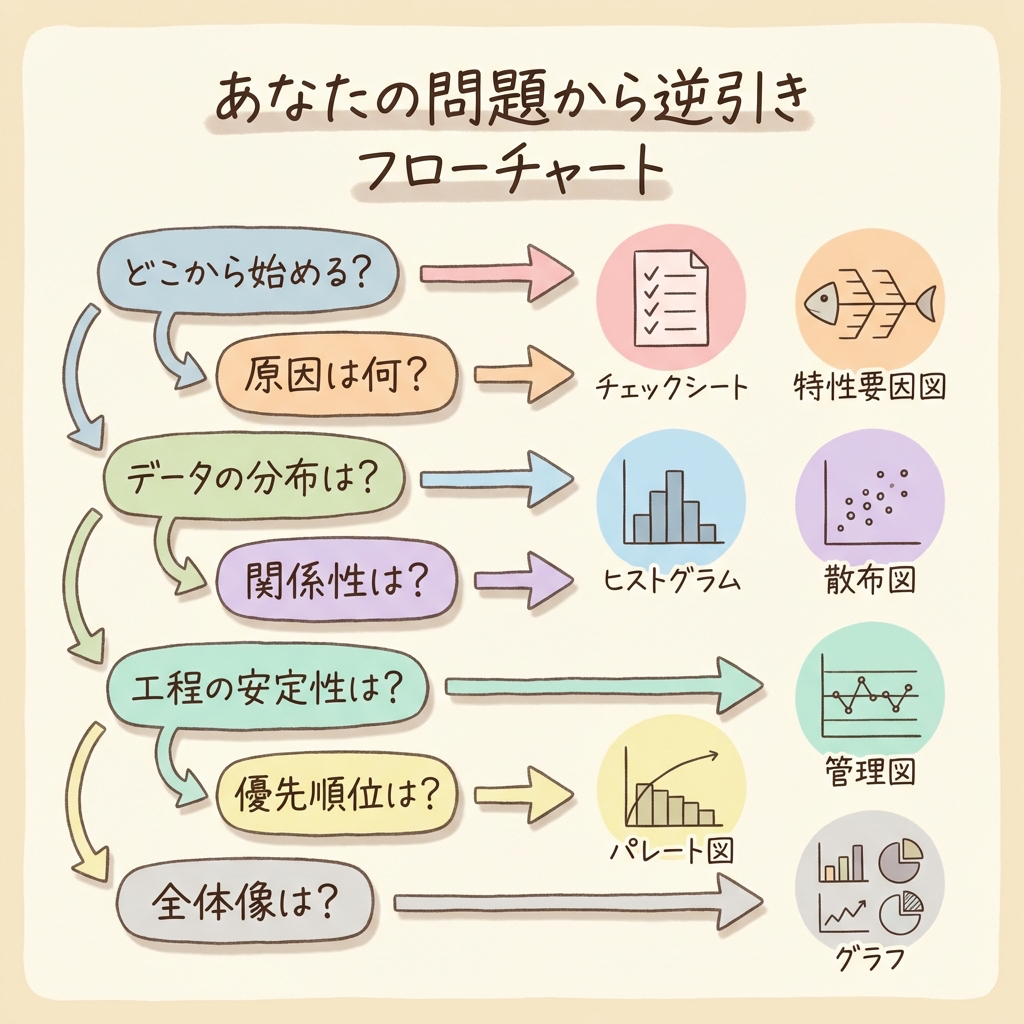
使い分けフローチャート ── 「今の場面で何を使う?」
「不良の種類がたくさんある。どこから手をつける?」
→ パレート図で優先順位を決める
「原因が思い浮かばない。チームで洗い出したい」
→ 特性要因図で4Mの大骨から掘り下げる
「データがまだ手元にない。これから集めたい」
→ チェックシートで集計フォーマットを設計する
「データのばらつき具合を知りたい。規格に入ってる?」
→ ヒストグラムで分布の形と規格との関係を確認する
「2つの要因に関係があるか調べたい」
→ 散布図でXY平面に点を打って相関を確認する
「対策後、工程が安定しているか継続的に監視したい」
→ 管理図で時系列のデータを監視する
「全体で見ると問題なさそうだけど、本当に大丈夫?」
→ 層別でデータを分けて見直す(全道具に適用可)
7つの道具を「名前と定義」で教えるより、「困りごと → 使う道具」の順番で教えるほうが圧倒的に記憶に残ります。「不良が多い?→パレート図」「原因がわからない?→特性要因図」——この"逆引き"ができるようになることがゴールです。
QC7つ道具とQC検定の関係 ── ここから先の学習ロードマップ
QC7つ道具は、QC検定(品質管理検定)のすべての級で出題される最重要テーマです。3級・4級では「各道具の定義と使い方」が問われ、2級・1級では「管理図の計算」「工程能力指数の算出」「分散分析との関連」など、より実践的な問題が出題されます。
この記事で全体像をつかんだら、次はそれぞれの道具を深掘りするステップに進みましょう。特に管理図・工程能力指数はQC検定2級の計算問題の定番です。
各道具を深掘りするための学習ルート
| 道具 | 深掘り記事 | QC検定の出題範囲 | 対応級 |
|---|---|---|---|
| パレート図 | パレートの法則の記事で応用を学ぶ | 手法の定義・読み方 | 4級〜1級 |
| ヒストグラム | ヒストグラム完全図解 → | 作成方法・分布の型 | 4級〜1級 |
| 散布図 | 散布図ガイド → | 相関の読み取り | 4級〜1級 |
| 管理図 | 管理図ロードマップ → | UCL/LCL計算・異常判定 | 3級〜1級(計算あり) |
| Cp / Cpk | 工程能力指数完全図解 → | 計算・判定基準 | 3級〜1級(計算あり) |
新人研修の講師を任されたということは、あなたは組織の中で「品質管理を理解している人」と見なされています。これを機にQC検定2級まで取得すれば、その評価は確実なものになります。「教えるために勉強したら、自分のスキルが一番上がった」——これは多くの教育担当者が口を揃える真実です。

まとめ ── QC7つ道具は「品質改善のストーリー」で覚える
最後に、この記事の要点を振り返ります。
| ❶ パレート図 | 問題の優先順位をつける(上位20%の要因で80%を解決) |
| ❷ 特性要因図 | 原因を4M(人・機械・材料・方法)で漏れなく洗い出す |
| ❸ チェックシート | データを正確に集めるための「設計図」 |
| ❹ ヒストグラム | データのばらつきの「形」と規格との関係を見る |
| ❺ 散布図 | 2つの変数の相関(関係の強さ)を確認する |
| ❻ 管理図 | 工程の安定を「未来に向けて」継続的に監視する |
| ❼ 層別 | 他の6つすべての「精度」を上げる、データの分け方 |
覚え方のコツは、個々の道具をバラバラに暗記するのではなく、「問題発見 → 原因分析 → 対策・管理」というストーリーの中で、どの道具がどの場面で活躍するかをセットで理解すること。このストーリーを頭に入れておけば、後輩の前で堂々と講義できます。
この記事があなたの新人研修の一助になれば幸いです。「教えることは、最高の学び」です。後輩に教えるこの機会を、あなた自身のスキルアップにも活かしてください。
後輩の教育、日々の品質管理、自分の勉強——30代エンジニアの毎日は「見えないタスク」で溢れています。もし最近「なんとなく疲れが取れない」「このままこの会社でいいのか」と感じているなら、それはあなたの心が発しているサインかもしれません。
📚 次に読むべき記事
QC7つ道具の中で最も深い「管理図」の世界を体系的に学べます。X̄-R管理図の作り方から異常判定ルール8つまで。
ヒストグラムの「ばらつき」を数値化する工程能力指数。QC検定2級の定番問題を攻略できます。
QC7つ道具の知識をさらに体系化するなら、QC検定2級の取得が最短ルートです。