{kind=link}
- 上司に「このデータ、層別して分析して」と言われたが、何をどう分ければいいかわからない
- パレート図を作って報告したら「これ、ライン別に分けてみた?」と突っ込まれた
- ヒストグラムが二山(ふたやま)になったが、なぜ二山なのか説明できない
- 管理図に異常点が出たが、「どの設備?どのロット?」と聞かれて答えられなかった
- 層別とは何か?──「データの仕分け」の本質と、品質管理でなぜ最重要なのか
- 層別の4つの切り口(4M+時間)──何で分ければいいか迷わなくなる
- 層別 × QC7つ道具──他の6つの道具の分析精度が劇的に上がる組み合わせ方
- 層別の進め方5ステップ──明日の業務ですぐ使える実践手順
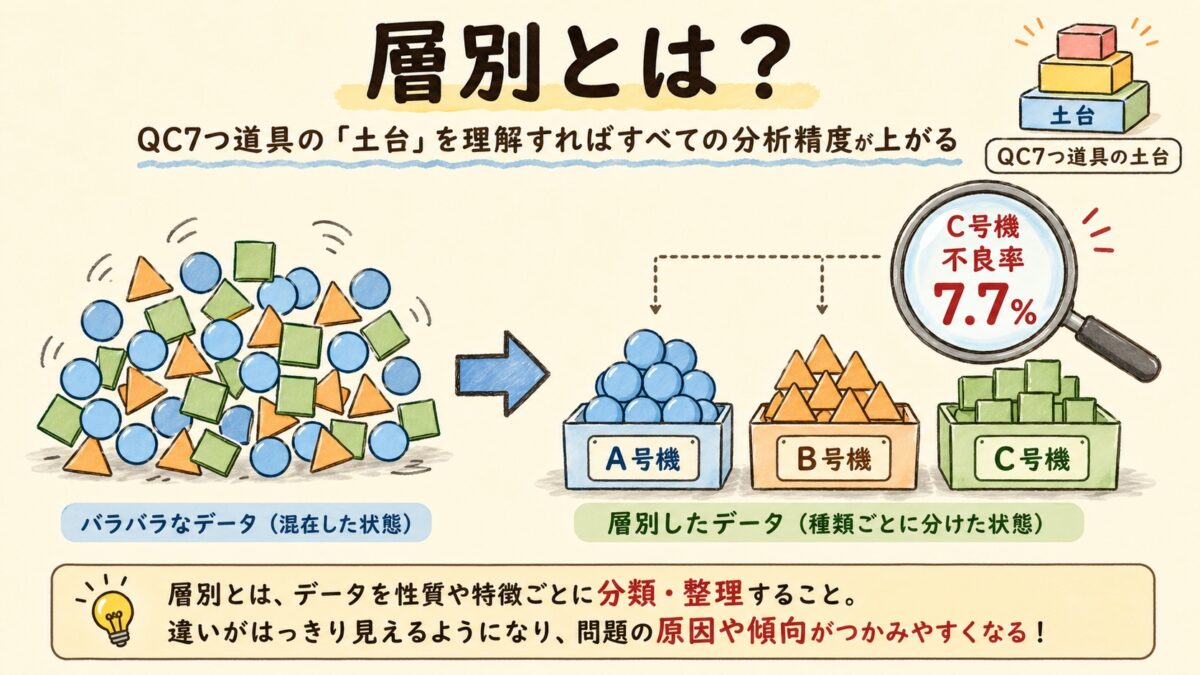
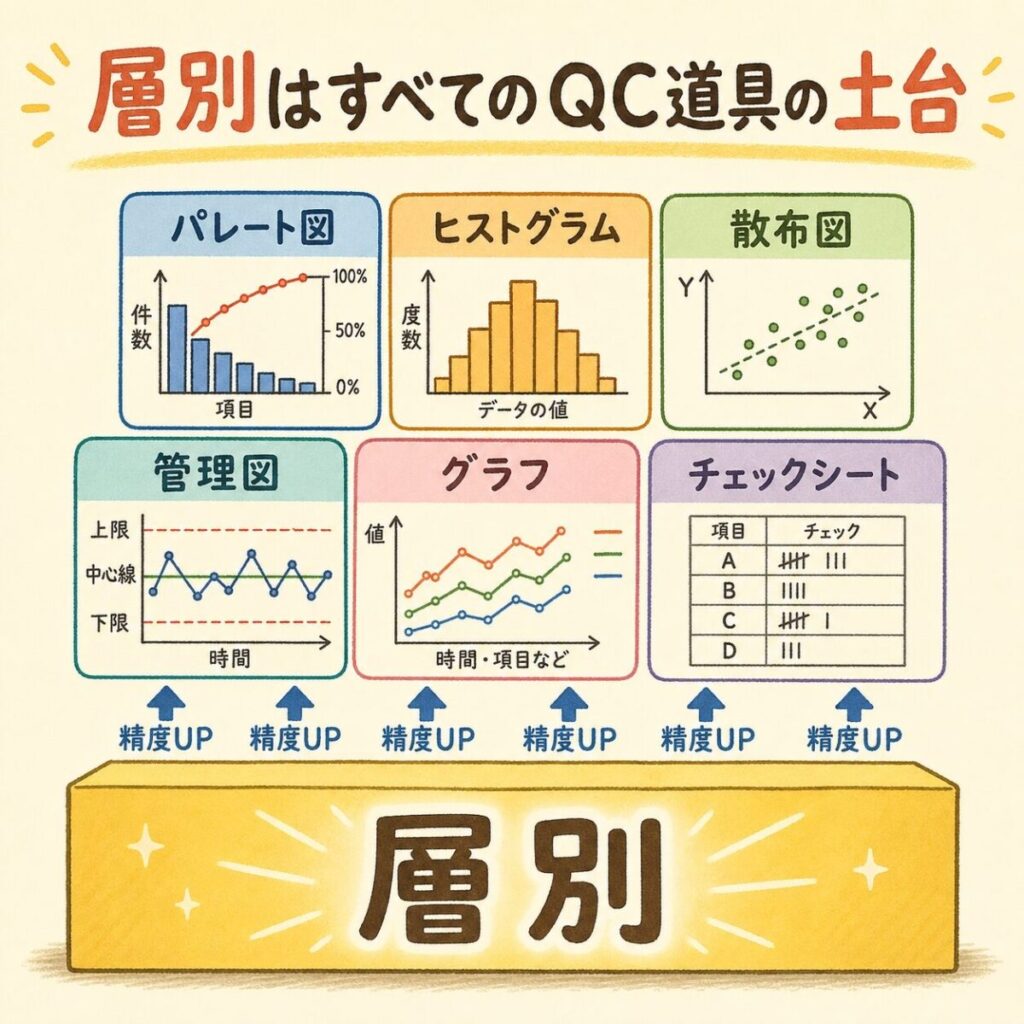
結論を先に言います。層別とは、データを「共通の特徴」でグループ分けすることです。それだけ?と思うかもしれませんが、品質管理において層別は他の6つのQC道具すべての精度を左右する「土台」です。
パレート図もヒストグラムも散布図も管理図も、層別しないまま全体データで分析すると、本当の原因が見えなくなることがあります。層別は地味ですが、品質管理の最重要スキルです。この記事で、その理由と具体的なやり方を徹底的に解説します。
層別とは?──データを「共通の特徴」で仕分けること
集めたデータを、ある共通の特徴(設備・作業者・材料・時間帯など)に基づいて
グループ(層)に分けること。
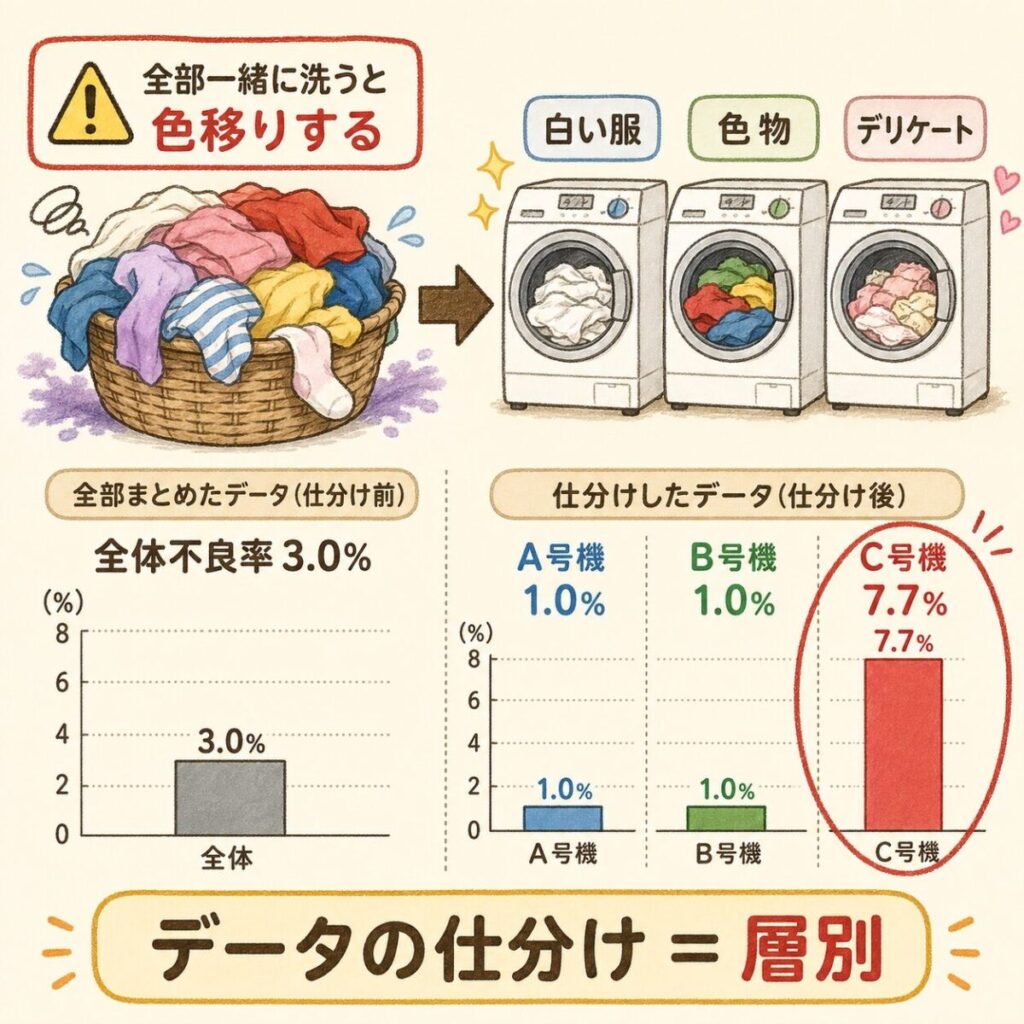
たとえるなら、洗濯物を洗う前に「白い服」「色物」「デリケート素材」に仕分けるのと同じです。全部一緒に洗うと色移りしたり縮んだりする。でも仕分けてから洗えば、それぞれに最適な方法で洗える。データ分析もまったく同じです。
製造現場での具体例
あなたが品質保証部で「先月の不良率が高い原因を調べて」と頼まれたとします。先月の不良データ1,000件をそのまま全体で集計すると、不良率は3.0%。「3.0%です」と報告しても、上司は「で、どこに問題があるの?」と聞くでしょう。
ここで「設備別」に層別してみます。すると──
| 設備 | 生産数 | 不良数 | 不良率 |
|---|---|---|---|
| A号機 | 400 | 4 | 1.0% |
| B号機 | 300 | 3 | 1.0% |
| C号機 | 300 | 23 | 7.7% |
| 全体 | 1,000 | 30 | 3.0% |
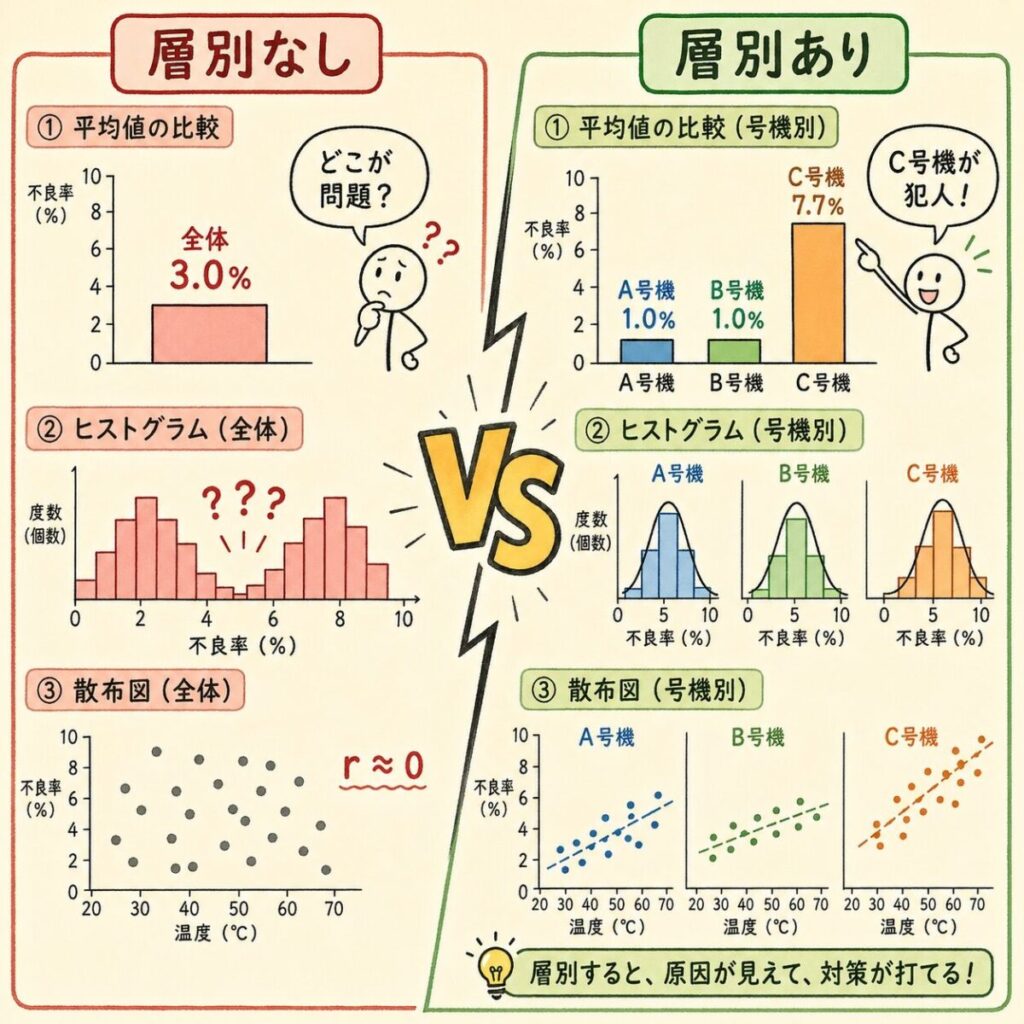
全体では3.0%だった不良率が、設備別に分けた瞬間に「C号機だけ7.7%」という真犯人が浮かび上がりました。A号機とB号機は問題なし。全体のデータだけ見ていたら、この事実は永遠に埋もれたままです。
層別の本質は「全体の平均に隠れた真犯人を見つけ出す」ことです。全体で見ると平均化されて見えなくなる問題が、層別した瞬間にくっきり浮かび上がる。これが層別の威力です。
なぜ層別が必要なのか?──「全体」を見ると判断を間違える恐怖
層別をしないとどうなるか。もっと恐ろしいケースを見てみましょう。
ケース1:ヒストグラムの「二山」問題
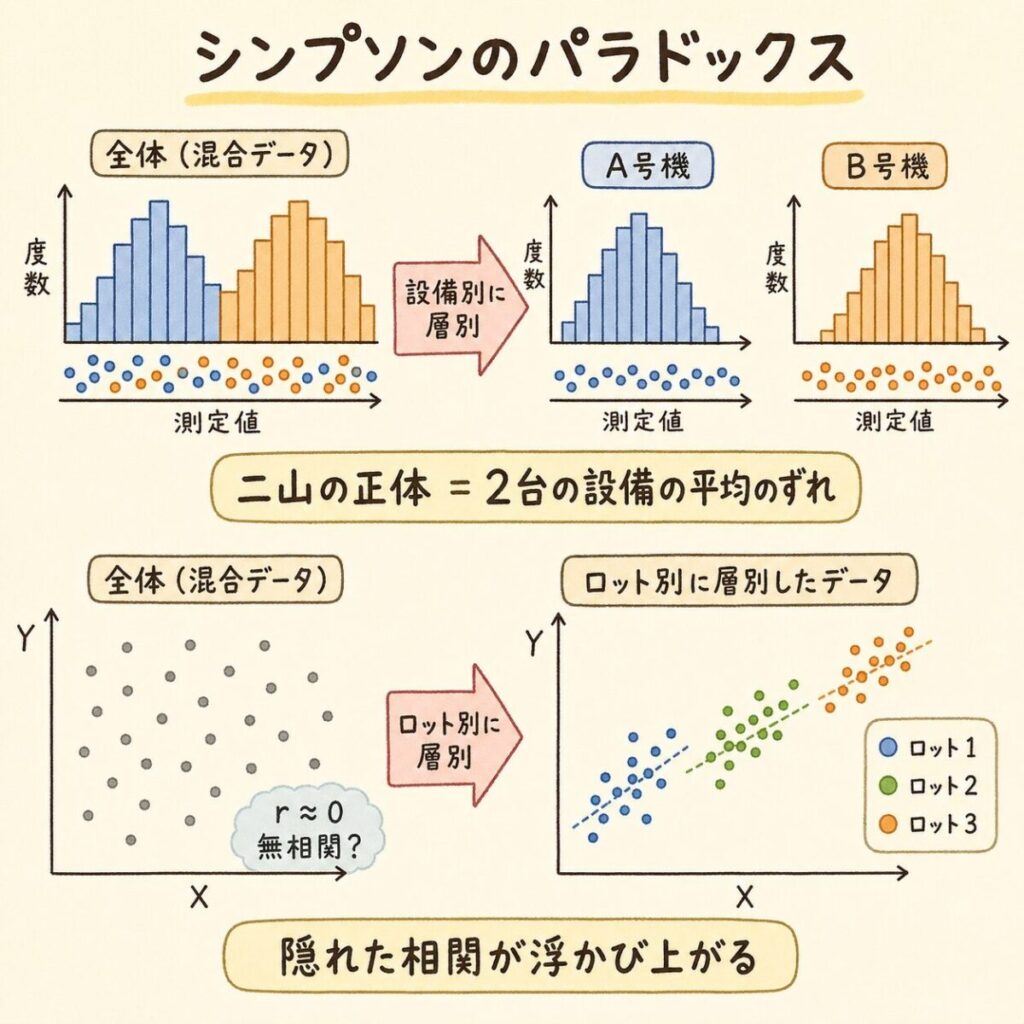
製品の寸法データでヒストグラムを描いたら、山が2つある「二山型」になりました。「データがおかしい」「測定ミスか?」と混乱しますが、設備別に層別してヒストグラムを描き直すと、A号機のデータは左側の山、B号機のデータは右側の山──それぞれは正規分布しています。2台の設備の平均値がずれていただけでした。層別しなければ、この「2台の設備の平均のずれ」という真の原因にたどり着けません。
ケース2:散布図で「無相関」に見えたが……
金型温度と製品寸法の散布図を描いたら、点がバラバラに散らばって無相関(r ≈ 0)に見えました。しかしロット別に色を変えて層別すると、各ロット内では強い正の相関がある。ロットごとに材料の特性が異なるため、全体で見ると相関が打ち消されていたのです。
この現象は統計学で「シンプソンのパラドックス」と呼ばれます。全体のデータで見たときの傾向と、グループ別に分けて見たときの傾向が逆転することがある、という恐ろしい現象です。層別しなければ、正しいデータを持っていても間違った結論を出してしまうことがある。だから層別は品質管理の「土台」なのです。
層別の切り口──「何で分ければいい?」の答えは4M+時間
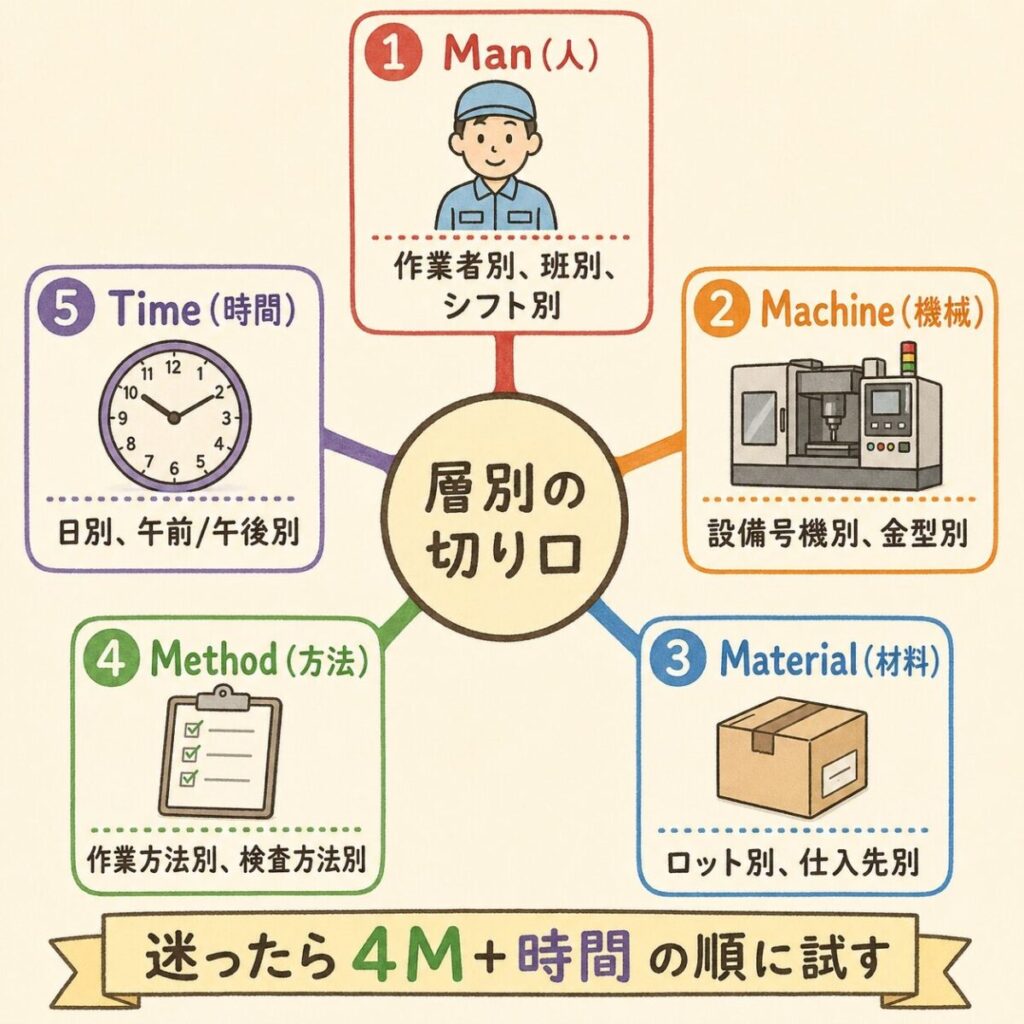
層別するとき、「何で分ければいいんだろう」と迷う人が多いです。答えはシンプルで、製造業では4M(人・機械・材料・方法)+ 時間の5つの切り口で分ければ、ほぼすべてのケースをカバーできます。
| No. | 切り口 | 4Mの分類 | 層別の具体例 | 見つかる問題の例 |
|---|---|---|---|---|
| ① | 👤 人 (Man) |
M1 | 作業者別、班別、経験年数別、シフト別(日勤/夜勤) | 「夜勤の不良率が昼勤の2倍」→ 夜勤の教育が不十分 |
| ② | 🏭 機械 (Machine) |
M2 | 設備号機別、金型番号別、治具別、ライン別 | 「C号機だけ不良率7.7%」→ C号機の金型が摩耗 |
| ③ | 📦 材料 (Material) |
M3 | ロット別、仕入先別、材料グレード別、入荷日別 | 「B社の材料ロットだけ寸法がばらつく」→ 材料品質の問題 |
| ④ | 📋 方法 (Method) |
M4 | 作業方法別、検査方法別、加工条件別(温度・圧力・速度) | 「手動検査と自動検査で合格率が異なる」→ 検査基準の不一致 |
| ⑤ | ⏰ 時間 (Time) |
── | 日別、週別、月別、午前/午後別、季節別 | 「午後の不良率が午前の1.5倍」→ 設備の温度上昇が原因 |
迷ったら「4M+時間」の5つを順番に試してください。「人で分けてみる→差がない→次は機械で分けてみる→差がない→材料で分けてみる→あった!」──このように1つずつ試すことで、問題の原因にたどり着けます。特性要因図の4M分類と同じなので、特性要因図で洗い出した要因をそのまま層別の切り口にすると効率的です。
層別 × QC7つ道具──「土台」が変えるすべての分析結果
層別はそれ単体で使うよりも、他のQC道具と組み合わせたときに真価を発揮します。QC7つ道具それぞれに層別を組み合わせるとどうなるか、具体例で見ていきましょう。
① 層別 × パレート図
全工程をまとめたパレート図では「キズ」が1位。しかしライン別に層別すると、Aラインは「寸法不良」が1位、Bラインは「キズ」が1位と判明。ライン別に異なる対策を打てるようになります。全体のパレート図だけでは「全ラインでキズ対策」という非効率な対策になっていたかもしれません。
② 層別 × ヒストグラム
全体のヒストグラムで「二山型」が出たら、層別のサインです。設備別・ロット別に分けてヒストグラムを描き直すと、各層が正規分布していることが多い。二山の正体=2つの層が混ざっていたとわかります。
③ 層別 × 散布図
散布図で無相関に見えたデータも、ロット別に色分け(層別)すると、各ロット内では強い正の相関が出る。前回の記事で解説した「シンプソンのパラドックス」を防ぐには、散布図に層別を組み合わせることが不可欠です。
④ 層別 × 管理図
全設備をまとめた管理図では管理限界内に収まっていたのに、設備別に層別して管理図を描き直すと、C号機のデータだけ管理限界を超えている──こんなケースがあります。全体の管理図だけでは「問題なし」と判断してしまう危険があります。
⑤ 層別 × チェックシート
チェックシートの設計段階で層別を組み込んでおくことが重要です。記録用紙に「設備号機」「シフト」「ロット番号」の欄を最初から入れておけば、後から層別分析ができます。層別は「データ収集の前」に設計するのがベストです。
⑥ 層別 × グラフ
折れ線グラフで不良率の推移を見るとき、全体の1本線ではなくライン別に色を分けて3本線にする。これだけで「どのラインの不良率が上がっているか」が一目でわかります。棒グラフもシフト別に色を分けた積み上げ棒にすると、全体量と内訳の変化が同時に見えます。
客先監査でよく聞かれるのが「このデータは層別されていますか?」です。全体データだけで報告すると、「設備別に分けてください」「ロット別に見せてください」と追加要求が来ます。最初から層別したデータで報告する習慣をつけると、監査対応がスムーズになります。
層別 × QC道具の効果まとめ──「Before / After」一覧表
層別する前と後で、分析結果がどう変わるかを一覧表で整理します。
| QC道具 | ❌ 層別しない場合 | ✅ 層別した場合 |
|---|---|---|
| パレート図 | 全体で「キズ」が1位→全ラインでキズ対策(非効率) | ライン別に1位が異なることが判明→ライン別に最適な対策 |
| ヒストグラム | 二山型で原因不明→「データがおかしい?」と混乱 | 設備別に分けると各層は正規分布→平均のずれが原因 |
| 散布図 | 無相関(r≈0)→「関係なし」と誤結論 | ロット別に色分け→各ロット内で強い相関あり |
| 管理図 | 全体で管理限界内→「問題なし」と誤判断 | 設備別に描くとC号機だけ異常→真犯人を特定 |
| グラフ | 全体の1本線→どこに問題があるか不明 | ライン別に色分け→問題のラインが一目でわかる |
| チェックシート | 後から「設備別に分けたいのにデータがない」 | 最初から層別項目を設計→いつでも層別分析可能 |
データ分析の「最初の一手」は、常に層別。
層別せずに全体データで分析を始めてはいけない。
層別の進め方──5ステップで実践する
「層別が大事なのはわかった。で、具体的にどうやるの?」──ここからは実務で使える5ステップを解説します。
明確にする
決める
分類する
分析する
比較する
STEP 1:目的を明確にする
「何を知りたいのか」を明確にします。「不良率が高い原因を突き止めたい」「ヒストグラムが二山になった理由を知りたい」「散布図で相関が見えない原因を探りたい」など、分析の目的によって最適な層別の切り口が変わります。
STEP 2:切り口を決める
4M+時間の5つの中から、最も影響が大きそうな切り口を選びます。過去の経験や特性要因図の結果をヒントにしてください。迷ったら「最後に変化があった要因」から試すのが効率的です。たとえば先月から材料の仕入先が変わったなら「仕入先別」で分けてみる。
STEP 3:データを分類する
Excelであれば、データにフィルターをかけるか、ピボットテーブルで層別項目を「行」にドラッグするだけです。重要なのは各層のサンプル数が十分にあること。1つの層にデータが3〜4個しかないと、統計的に信頼できる分析ができません。
STEP 4:層別ごとに分析する
各層のデータで、目的に応じたQC道具を使います。ヒストグラムを描く、散布図を描く、パレート図を作る、平均値と標準偏差を計算する──やること自体は変わりません。ただし「全体データ」ではなく「層ごとのデータ」で行う。これだけの違いです。
STEP 5:層間の差を比較する
各層の分析結果を並べて比較します。「A号機は不良率1.0%だがC号機は7.7%」のように差が大きい層があれば、そこに問題の原因がある可能性が高い。差が見つからなかった場合は、別の切り口(STEP 2に戻る)で層別し直します。
STEP 2〜5は繰り返しです。最初に選んだ切り口で差が見つからなければ、別の切り口で分ける。「人で分けて差がない→機械で分けても差がない→材料で分けたら差があった!」──このように仮説→検証のサイクルを回すのが層別の正しい進め方です。

層別の4つの注意点──やりがちな失敗を防ぐ
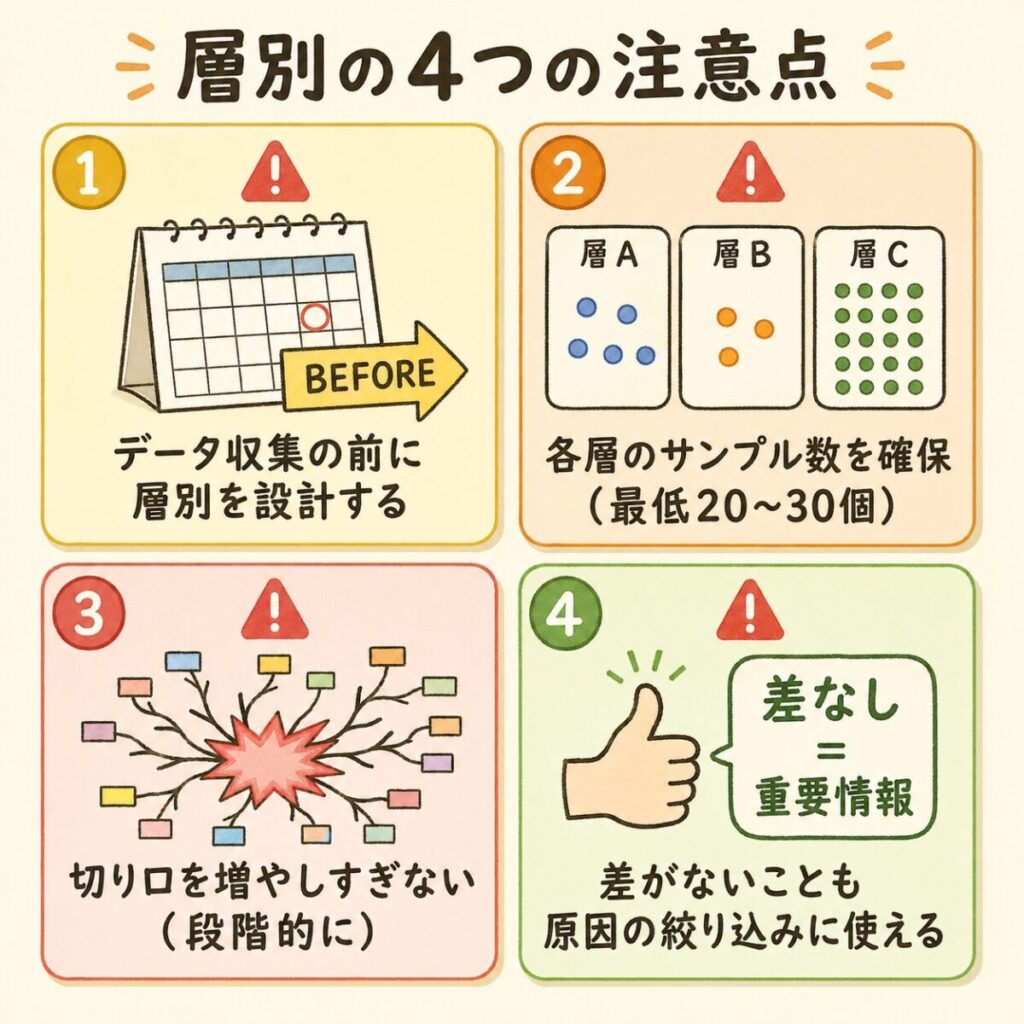
① データ収集の「前」に層別を設計する
最も多い失敗は「データを集めた後に層別しようとしたら、必要な情報が記録されていなかった」です。チェックシートや検査記録に「設備号機」「ロット番号」「作業者名」などの層別項目をあらかじめ入れておくことが重要です。後から追加するのは非常にコストがかかります。
② 各層のサンプル数を確保する
層別しすぎると、1つの層あたりのデータ数が少なくなり、統計的に意味のある分析ができなくなります。たとえば100個のデータを「設備別×作業者別×ロット別」の3段階で層別すると、1つの層に2〜3個しかデータがないことになりかねません。1つの層に最低20〜30個のデータがあることを目安にしてください。
③ 層別の切り口を増やしすぎない
最初から「人×機械×材料×方法×時間」の全組み合わせで層別すると、データが細分化されすぎて逆に何もわからなくなります。まずは1つの切り口で層別し、差が見つかったらその層をさらに別の切り口で分ける──この「段階的な層別」が効率的です。
④ 「差がない」も重要な情報
「設備別に層別したけど差がなかった」──これは失敗ではありません。「設備は原因ではない」という重要な情報です。次の切り口に進む根拠になります。層別は「原因の絞り込み」です。可能性を1つずつ消していく作業こそが、品質管理の論理的なアプローチです。
QC検定では「層別はデータを分析する前に行う」「層別の切り口は4Mが代表的」「層別はQC7つ道具の中で唯一"手法"ではなく"考え方"である」──このあたりが頻出です。特に「層別は他の6つの道具の前段階として使う"土台"」という位置づけを押さえておきましょう。
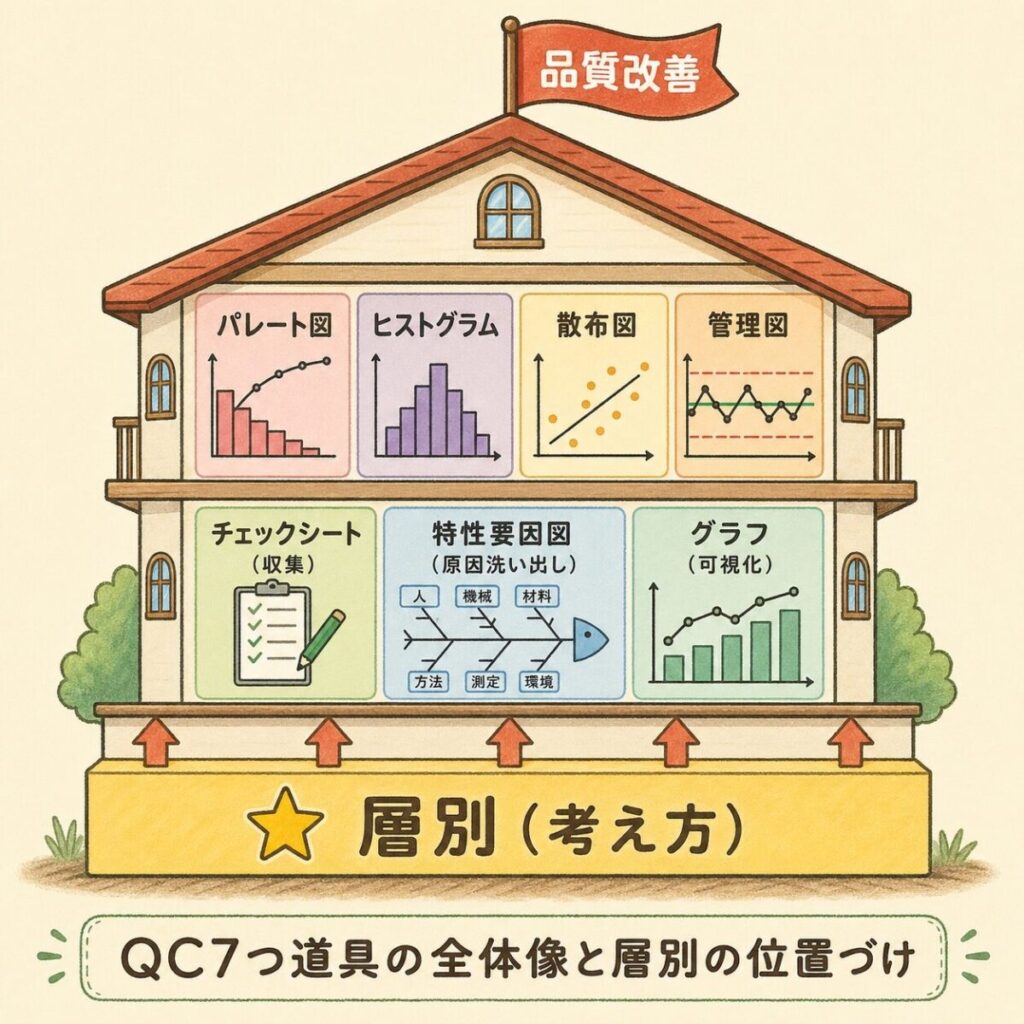
QC7つ道具の全体像──層別は「すべての道具の土台」
最後に、QC7つ道具の全体像の中で層別がどの位置にいるかを整理します。
| No. | 道具の名前 | 種類 | 役割 | 層別との関係 |
|---|---|---|---|---|
| ★ | 層別 | 考え方 | データを仕分ける | ← この記事で解説中。すべての道具の前段階 |
| 1 | パレート図 | 手法 | 重点項目を特定する | 層別して作ると重点項目が変わる |
| 2 | 特性要因図 | 手法 | 原因を洗い出す | 4Mの枝が層別の切り口になる |
| 3 | チェックシート | 手法 | データを収集する | 記録段階で層別項目を設計 |
| 4 | ヒストグラム | 手法 | 分布の形を見る | 二山の正体を層別で解明 |
| 5 | 散布図 | 手法 | 2変数の関係を見る | 層別で隠れた相関を発見 |
| 6 | グラフ | 手法 | データを視覚化する | 色分け・系列分けで層別を表現 |
| 7 | 管理図 | 手法 | 工程の安定性を監視 | 設備別に描くと隠れた異常を発見 |
QC7つ道具の中で、層別だけは「手法」ではなく「考え方」です。他の6つには「こう描く」「こう計算する」という手順がありますが、層別は「データを分けてから分析しよう」という思考法そのものです。だからこそ、他の6つすべてに適用でき、すべての分析の精度を底上げする「土台」になるのです。
まとめ──層別の要点を30秒で復習
| 項目 | ポイント |
|---|---|
| 層別とは | データを「共通の特徴」でグループ分けすること。全体平均に隠れた真犯人を見つけ出す |
| 切り口 | 4M+時間(人・機械・材料・方法・時間)の5つで迷わず分類 |
| 他の道具との関係 | パレート図・ヒストグラム・散布図・管理図・グラフ・チェックシートすべての精度を底上げ |
| 最重要ポイント | 層別は「考え方」であり、データ分析の最初の一手。層別せずに全体データで分析を始めてはいけない |
| 進め方 | 目的設定→切り口選定→分類→層別分析→層間比較の5ステップ |
| QC検定 | 「層別は手法ではなく考え方」「4Mが代表的な切り口」「他の道具の前段階」が頻出 |
📚 次に読むべき記事
層別と最も相性が良いQC道具。ライン別・設備別に層別してパレート図を描くと、重点項目が変わることがあります。
特性要因図の4M分類は、そのまま層別の切り口になります。原因の洗い出しと層別を連動させる方法を解説。
ヒストグラムの「二山問題」は層別で解決できます。データの分布の形から異常を見つける方法を図解。