- 設計レビューで先輩が「これリフローで流せる?」と聞いてきたが、リフローが何かわからず黙ってしまった
- 基板メーカーから「フロー面とリフロー面、どちらに部品を配置しますか?」と聞かれて固まった
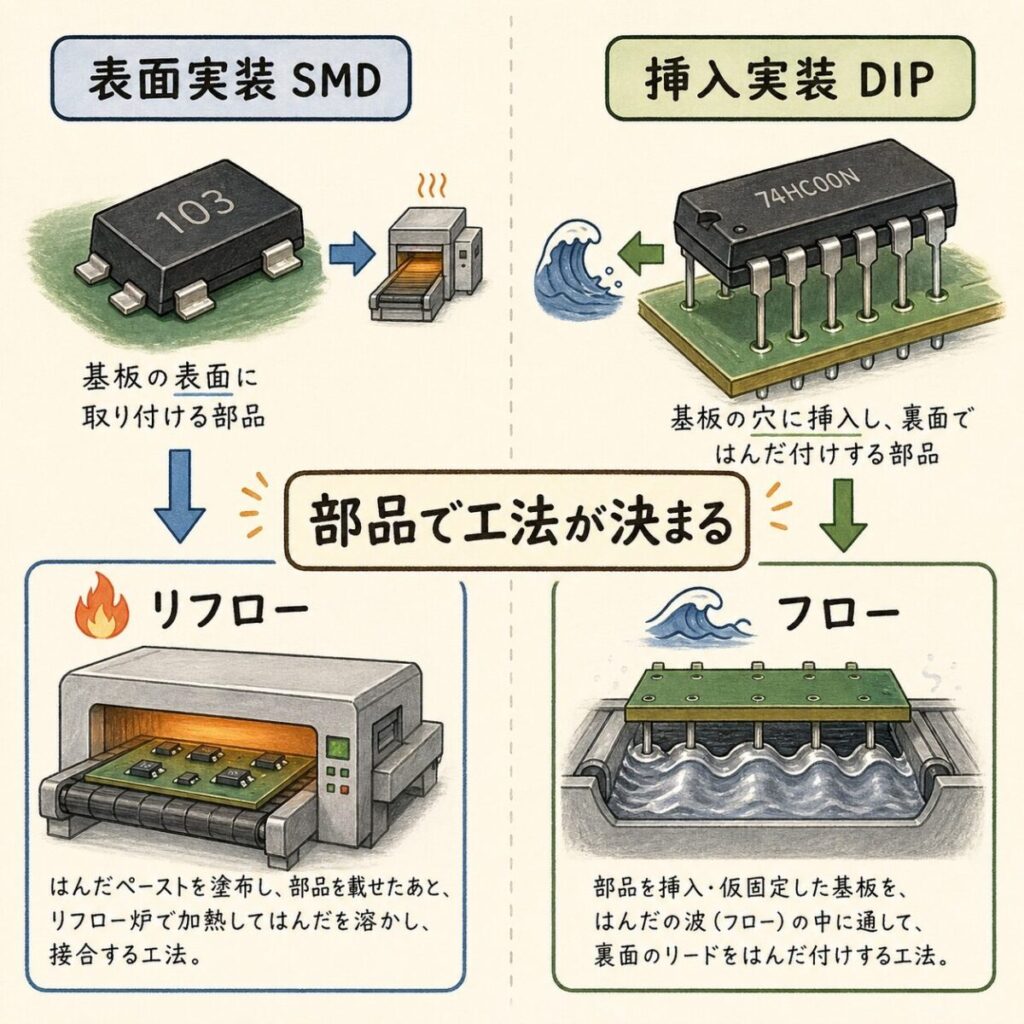
- 表面実装(SMD)と挿入実装(DIP)で、はんだ付け方法が違うことは知ってるけど、具体的にどう違うのか説明できない
- 「両面実装の場合は工程が複雑」と言われたが、なぜ複雑なのかピンとこない
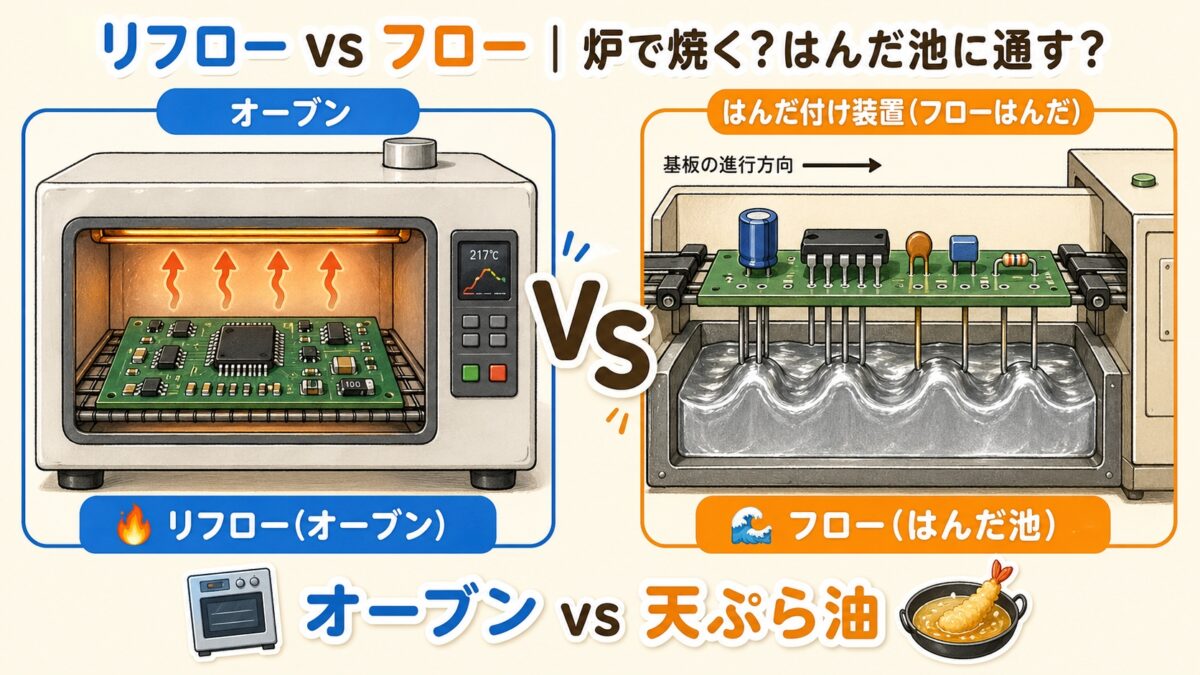
- リフロー実装=「オーブンで温める」、フロー実装=「はんだ池に通す」というイメージ
- 表面実装(SMD)はリフロー、挿入実装(DIP)はフローという基本ルール
- 両面実装で工程が複雑になる理由
- 設計者が知っておくべき「どちらの工法を選ぶか」の判断基準
基板を設計していると、必ず一度は「リフロー」「フロー」という言葉に出会います。なんとなく「はんだ付けの方法」だとはわかっていても、両者の違いを説明しろと言われると、意外と言葉に詰まりますよね。
結論を先に言います。リフローは「お菓子を焼くオーブン」、フローは「天ぷらの油」のようなものです。この記事では、この2つのイメージを軸に、現場で迷わない判断基準まで一気に解説します。
そもそも「はんだ付け」とは?基板と部品をくっつける接着剤
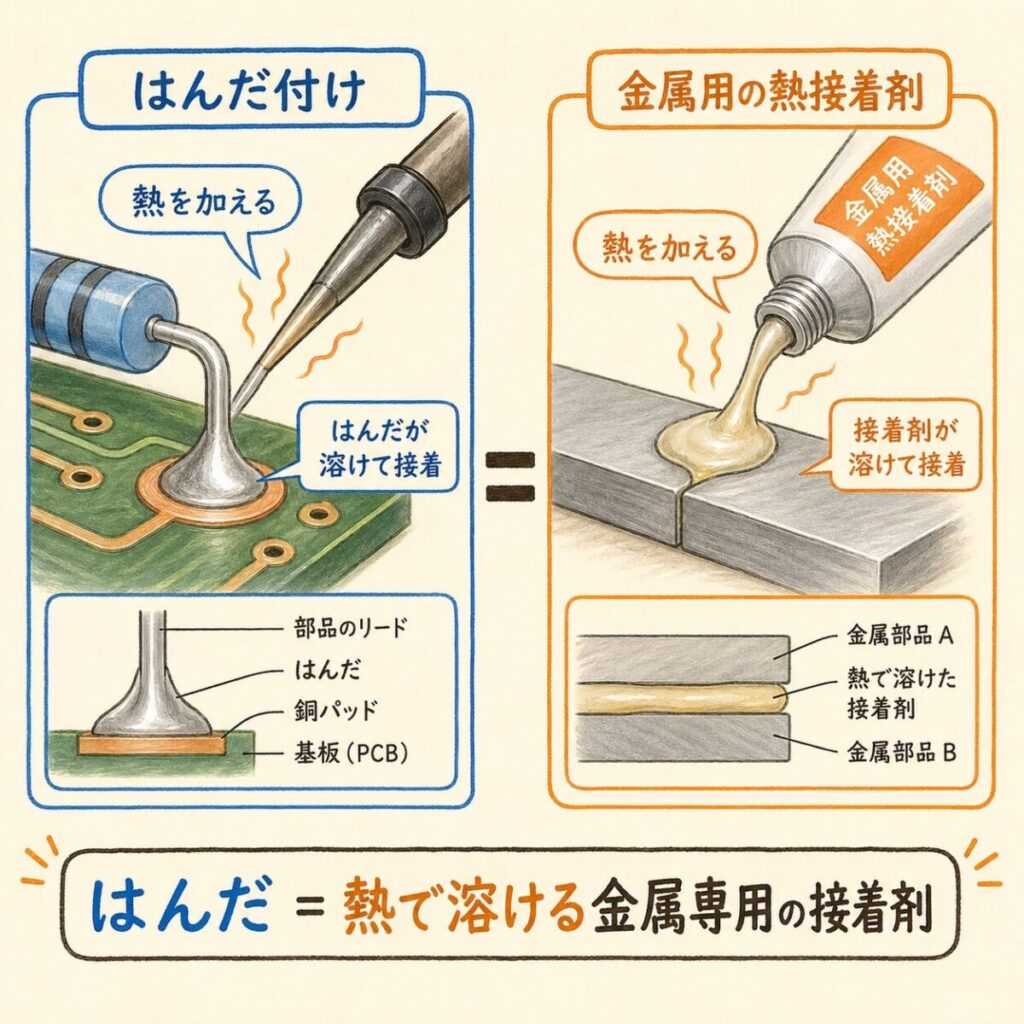
リフローとフローの話に入る前に、はんだ付けの基本をサクッと押さえておきましょう。はんだ付けとは、金属同士を「はんだ」という低融点合金で電気的・機械的に接続する技術です。
イメージとしては、金属専用の「熱で溶ける接着剤」と思ってください。常温では固体ですが、約220℃前後で溶けて、冷えると再び固まります。この「溶けて固まる」性質を使って、基板と部品をくっつけているのです。
はんだ付けで重要なのは「いかに均一に、適切な温度で溶かすか」です。手作業で1個ずつ温めていたら、1枚の基板に何百個もある部品をはんだ付けするのに丸1日かかってしまいます。そこで登場するのが、量産向けの2つの工法「リフロー」と「フロー」です。
🔰 CADを触る前に知っておくべき「基板作りの基本」を網羅。
初めての基板設計から実装まで、手順に迷子にならないための分かりやすい入門書はこちら👇

リフロー実装とは?「お菓子を焼くオーブン」のイメージ
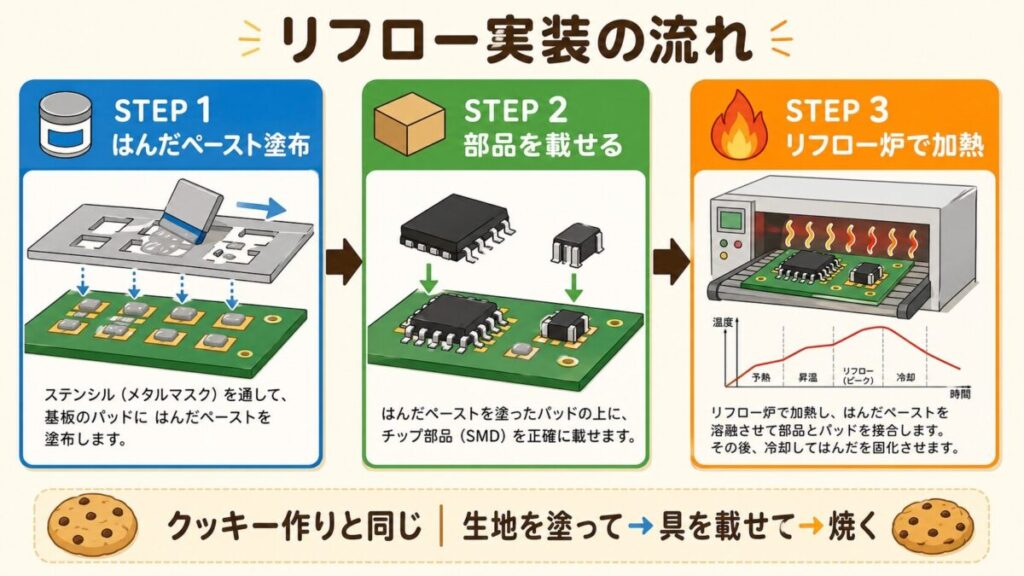
リフロー実装は、英語で「Reflow(再び溶かす)」という意味です。あらかじめ基板にペースト状のはんだを塗っておき、その上に部品を載せて、オーブンで丸ごと加熱する方法です。
リフローの3ステップ
基板に塗る
ペーストの上に載せる
加熱して溶かす
イメージとしてはクッキー作りを思い浮かべてください。生地(=はんだペースト)を天板(=基板)に絞り出し、チョコチップ(=部品)を載せて、オーブン(=リフロー炉)で焼く。これがリフロー実装の流れです。
リフロー炉の中は、ただ熱いだけではありません。「予熱→本加熱→冷却」と温度が階段状に変化する温度プロファイルがあり、これを正しく設定しないと、はんだが溶けきらない・部品が壊れるといった不良が出ます。設計者は「自分の部品がリフロー温度(約240〜260℃)に耐えられるか」をデータシートで必ず確認します。
フロー実装とは?「天ぷら油の池」のイメージ
フロー実装は、別名「噴流はんだ付け」とも呼ばれます。溶けた液体状のはんだが入った"はんだ池"の上を基板の裏面が通過することで、リードがはんだに浸かって接合される方法です。
フローの3ステップ
基板の穴に挿す
裏面に塗布
基板が通過
イメージとしては天ぷら屋さんを思い浮かべてください。串に刺した具材(=部品をリードで固定した基板)を、熱い油(=溶けたはんだ)の上にサッとくぐらせる。基板の裏側に出ているリードだけが「はんだの池」に触れて、接合されるのです。
フロー実装で重要なのは「基板の裏面しかはんだが触れない」という点です。表面に部品が載っていても、基板の表側(部品がある側)ははんだに触れません。だからこそ、リード部品(DIP)の足を裏面まで貫通させる必要があるのです。

リフロー vs フロー|決定的な違いを並べて理解する
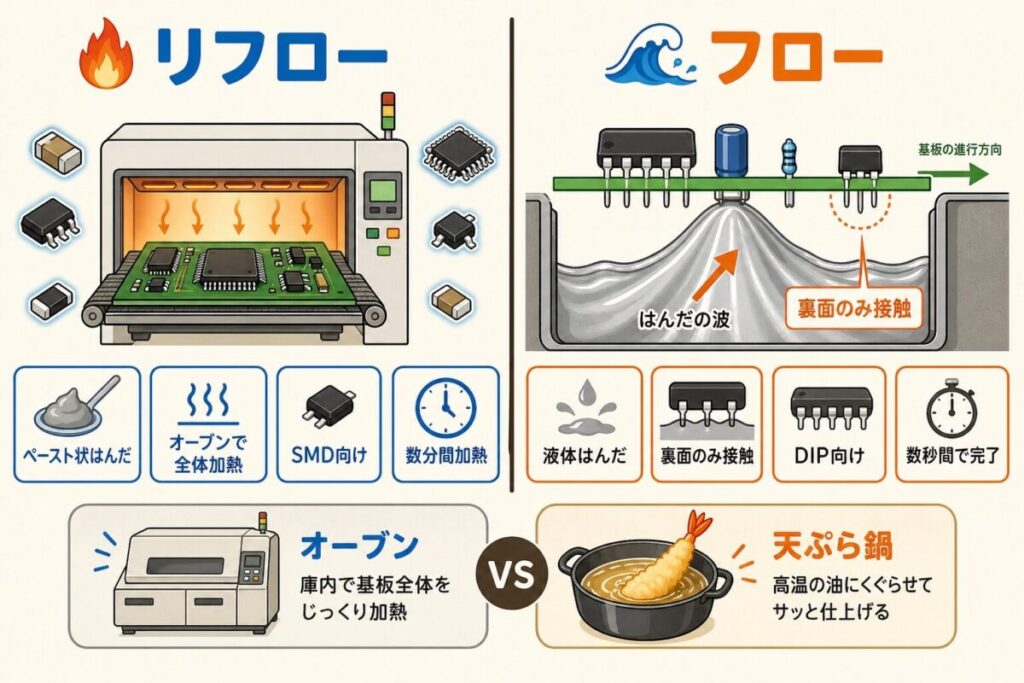
ここまでの内容を、2つの工法を並べて比較してみましょう。一番大事な違いは「はんだの状態」と「加熱方法」です。
リフロー実装
- イメージ:オーブン
- はんだ:ペースト状(半固体)
- 加熱:基板を炉に入れて全体を温める
- 対象部品:表面実装(SMD)
- はんだが触れる面:部品が載っている面
フロー実装
- イメージ:天ぷら油の池
- はんだ:液体状(完全に溶けている)
- 加熱:液体はんだに裏面だけ接触
- 対象部品:挿入実装(DIP)
- はんだが触れる面:基板の裏面のみ
| 比較項目 | リフロー | フロー |
|---|---|---|
| 英語 | Reflow Soldering | Flow Soldering |
| 別名 | リフローはんだ付け | 噴流はんだ付け |
| ピーク温度 | 約240〜260℃ | 約250〜260℃ |
| 部品が熱を受ける時間 | 数分間(じっくり) | 数秒間(一瞬) |
| 小さな部品 | ◎ 得意 | △ 苦手 |
| 大電流部品 | △ 苦手 | ◎ 得意 |
🚀 入門書を読み終え、いざ実務レベルの基板設計へ!
もう一段上の「ノイズに強い・熱がこもらない」プロの設計手法を身につける実践集はこちら👇

部品で決まる|SMDはリフロー、DIPはフロー
ここまで来れば、もう「どちらの工法を使うか」は迷いません。使う部品の種類で、ほぼ自動的に決まるからです。
表面実装(SMD)→ リフロー一択
表面実装部品(SMD: Surface Mount Device)は、基板の表面にペタッと載せるタイプの部品です。チップ抵抗・チップコンデンサ・QFN・BGAなど、現代の電子機器のほとんどがこれに該当します。
SMDはリードが基板を貫通しないので、フロー(裏面のはんだ池)にくぐらせても、はんだが部品の電極まで届きません。だからSMDは必ずリフローで実装します。
挿入実装(DIP)→ 基本はフロー
挿入実装部品(DIP: Dual Inline Package)は、基板に空けた穴にリードを挿し込んで使う部品です。電解コンデンサ、大型コネクタ、トランス、リレーなど、機械的強度が必要な部品や大電流部品に多く使われます。
DIP部品はリードが基板の裏側まで貫通するので、フロー(はんだ池)に裏面をくぐらせれば、リードの先端と基板の銅箔が同時にはんだ付けされます。
両面実装はなぜ複雑?「2回オーブンに入れる」という現実
ここで一つ疑問が出てきます。「基板の両面に部品を載せたい場合は、どうするの?」という問題です。
答えは「2回オーブンに入れる」です。クッキーで例えると、片面焼いて、ひっくり返して、もう片面のチョコチップを載せて、また焼く。これと同じことを基板でもやります。
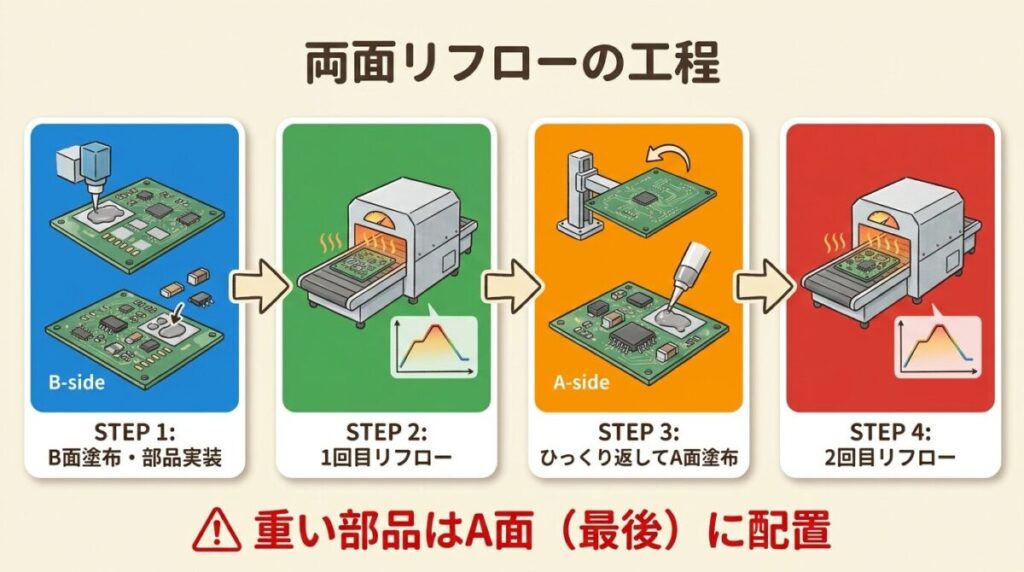
両面リフローの工程
B面(裏側)にはんだペーストを塗り、軽い部品を載せる
1回目のリフロー炉でB面をはんだ付け
基板をひっくり返し、A面(表側)にはんだペーストを塗って部品を載せる
2回目のリフロー炉でA面をはんだ付け(B面の部品は接着剤や表面張力で落ちないようにする)
2回目のリフローでB面のはんだも一緒に再溶融します。重い部品をB面に置くと、自重で落下するリスクがあるため、設計段階で「重い部品をどちらの面に置くか」を決めることが重要です。一般的には軽い部品をB面、重い部品をA面(最後にリフローされる側)に配置します。
SMDとDIPが混在する場合
現実の基板では、SMDとDIPが混在するケースがほとんどです。この場合の標準的な工程はこうなります:
- リフローでSMDを実装(A面・B面それぞれ)
- DIP部品をリードを穴に挿し込む(手挿入または自動挿入機)
- フローでDIPの裏面をはんだ付け
つまり、1枚の基板で「リフロー → リフロー → フロー」と最大3回も加熱工程を通過するということです。だから、両面実装の基板は工程が複雑で、コストも高くなるのです。
💡 目に見えないスイッチングや波形の動きを、フルカラーで完全可視化。
数式だらけの専門書で挫折する前に読みたい、パワエレを「直感的に」理解できる決定版はこちら👇
{kind=link}
設計者が知っておくべき判断基準
ここまで読めば、設計レビューで「これリフローで流せる?」と聞かれても、もう怖くありません。判断基準は次の3つです。
判断基準①:部品の耐熱温度はリフローに耐えられるか?
SMD部品のデータシートには「リフロープロファイル」という項目があります。ピーク温度260℃に耐えられない部品はリフローできません。耐熱性の低い部品(一部のコネクタ、電解コンデンサなど)は、リフロー後に手はんだで取り付けるか、フローで処理します。
判断基準②:機械的強度は十分か?
コネクタや大型部品など、機械的なストレスがかかる部品は、SMDよりもDIP(フロー)のほうが強度が出ます。基板を貫通するリードがアンカーの役割を果たすからです。USBコネクタなどは、SMDタイプもありますが、抜き差しの多い用途ではDIPタイプが選ばれます。
判断基準③:大電流が流れるか?
パワーエレクトロニクス分野では、大電流が流れる部品(パワー半導体、大型インダクタなど)は、リードを基板に貫通させるDIPタイプが選ばれることが多いです。大きなはんだ量で接合できるフローのほうが、電流容量と放熱の面で有利だからです。
まとめ|オーブンと天ぷら油で覚えれば一生忘れない
最後に、この記事の内容を一行で復習しておきましょう。
リフロー=オーブンで焼く(SMD向け)
フロー=天ぷら油の池に通す(DIP向け)
このイメージさえ持っていれば、現場で「リフロー面」「フロー面」と言われても、頭の中で工程をイメージできます。データシートを見るときも、「あ、これはオーブンに耐えないとダメな部品か」と即座に判断できるようになります。
基板設計は、回路図を書くだけでは終わりません。「この基板はどうやって作られるのか」を理解しているかどうかが、現場で頼られる設計者になれるかの分岐点です。次の記事で、さらに一歩踏み込んだ実装知識を身につけていきましょう。
📚 次に読むべき記事
基板設計の全体像を体系的に学びたい人はこちら。本記事を含む基板設計シリーズのロードマップです。
本記事と対になる必読記事。部品側の視点から実装方式を理解できます。
基板の製造工程を知れば、設計時の制約条件が体感的に理解できます。
リフロー実装の品質を決めるのは「部品をのせる土台」の設計です。