- 「ガーバーデータ」を出して基板業者に送れば、なぜか緑色の基板が届く。一体何が起きているのか?
- 基板の見積りで「層数」「板厚」「銅箔厚」「レジスト色」を聞かれるけど、製造との関係がピンとこない
- 納期を聞いて「2週間」と言われた。基板製造って、何にそんなに時間がかかるの?
- 「エッチング」「メッキ」「レジスト」…工程の言葉だけ覚えたが、順番や意味がわからない
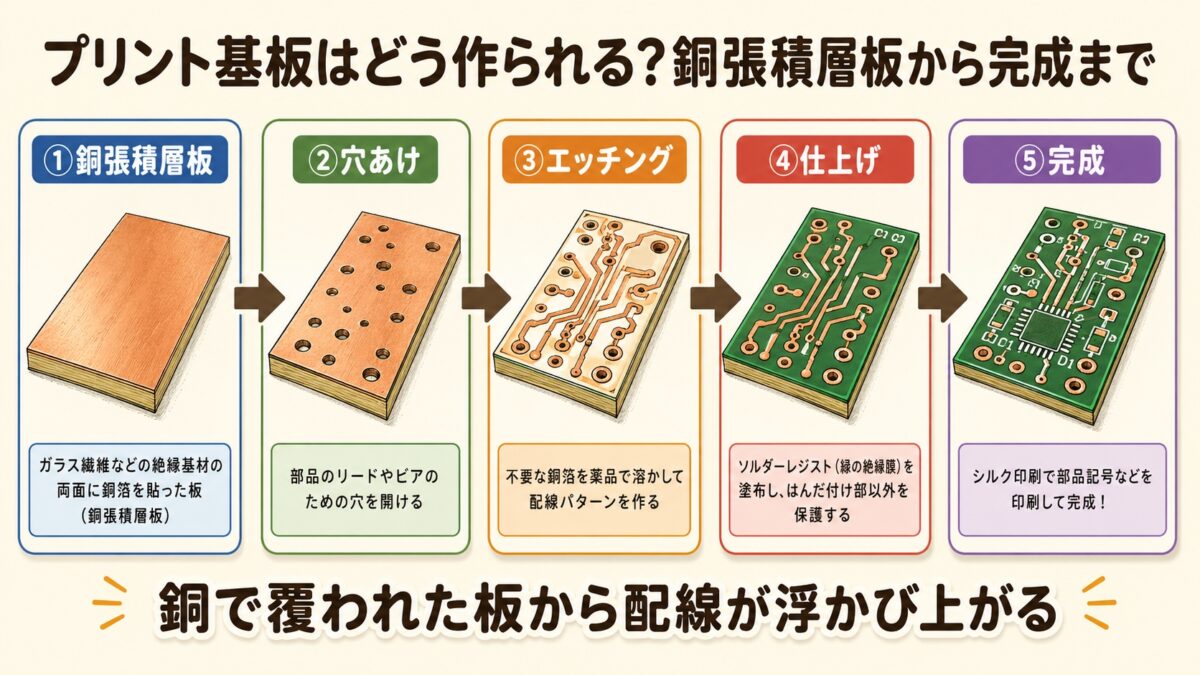
- プリント基板が作られる11の工程を、順を追って完全図解
- 「銅で覆われた板」が「配線パターンのある基板」に変わる仕組み
- 各工程で何が決まるのか(コスト・品質・納期に影響する重要ポイント)
- 設計者として知っておくべき、製造側の制約と注意点
ガーバーデータを業者に送ると、2週間後に緑色の基板が届く。これだけは知っているけど、その2週間で何がどう作られているのか、説明できる人は意外と少ないですよね。
わからなくて当然です。学校では「電気回路」や「アートワーク」までは教えてくれても、製造工程まで踏み込んだ授業はほぼありません。でも実務では、製造工程を知らないと「これコストがやばい」「この設計じゃ作れない」という業者からの差し戻しに対応できません。
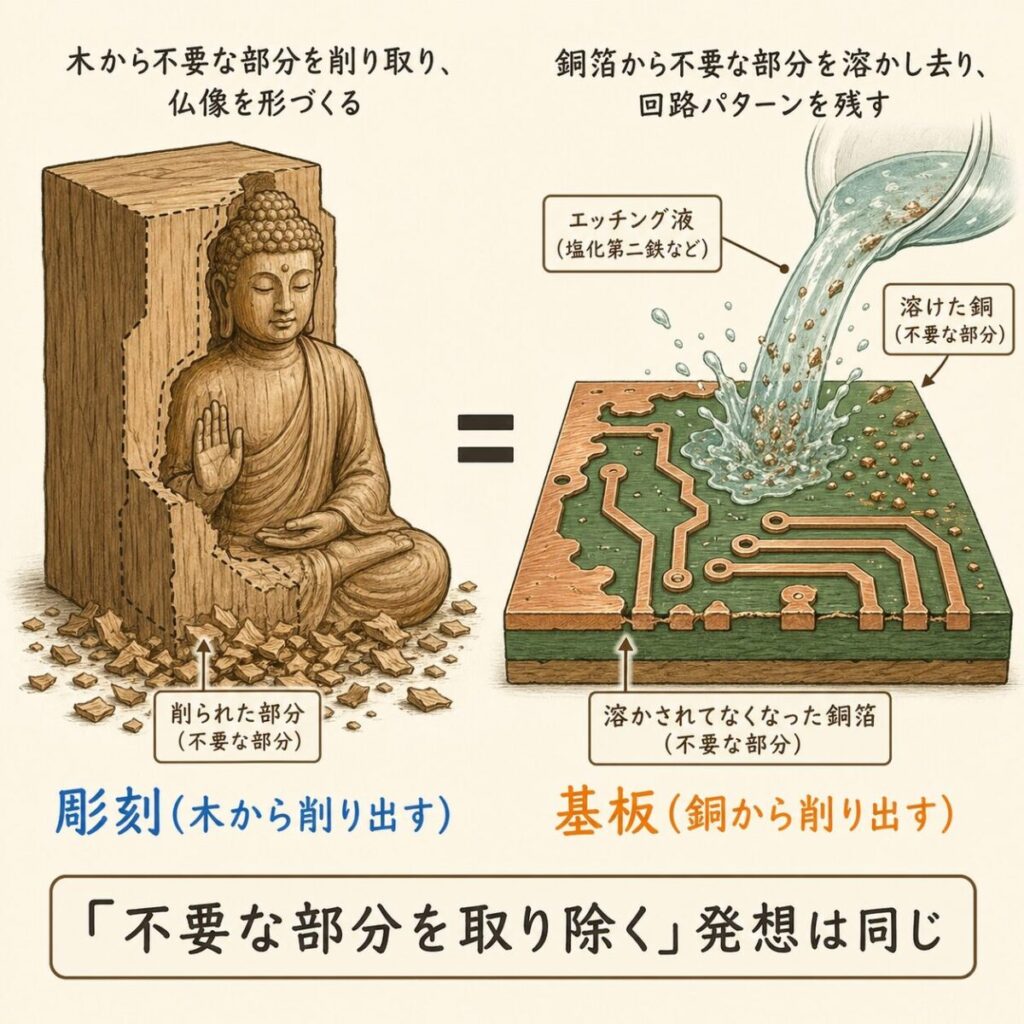
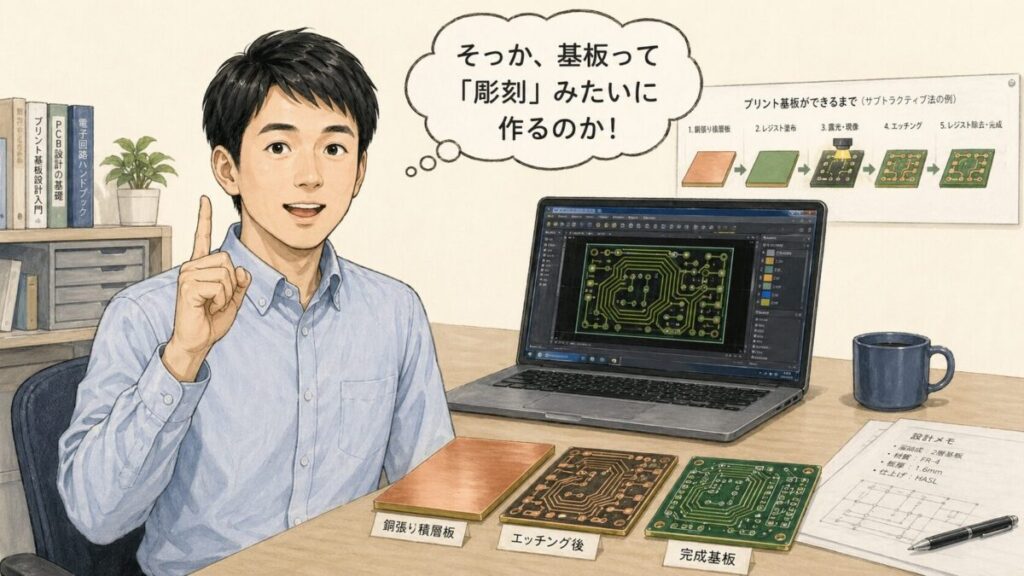
結論を先に言います。プリント基板は「全面が銅で覆われた板から、不要な銅を溶かして配線を残す」という発想で作られます。彫刻と同じ「引き算の作業」です。この記事では、全11工程を完全図解で解説します。
基板製造の発想は「彫刻」と同じ
基板製造の本質を一言でいうと、こうです。
「全面が銅で覆われた板」から、不要な銅を溶かして配線を残す
これを「サブトラクティブ法」(引き算法)と呼びます。木の塊から仏像を彫り出す彫刻と同じ発想ですね。
彫刻=木から削り出す
木の塊から不要な部分を彫って、仏像が現れる。
必要な形だけが残る。
基板=銅から削り出す
銅で覆われた板から不要な銅を溶かして、配線パターンが現れる。
必要なパターンだけが残る。
「配線を後から銅で書いていく」と思っている人が多いですが、逆です。最初から全部銅。あとから不要な部分を溶かす。これが基板製造の発想の核です。
🔰 CADを触る前に知っておくべき「基板作りの基本」を網羅。
初めての基板設計から実装まで、手順に迷子にならないための分かりやすい入門書はこちら👇

プリント基板製造の全11工程
ここからが本題です。一般的な4層基板を例に、全11工程を順番に見ていきます。
銅張積層板(CCL)の準備|原材料となる銅で覆われた板を用意
穴あけ(ドリリング)|ビア・スルーホールの穴を開ける
スルーホールメッキ|穴の内壁を銅でメッキして導通させる
レジスト塗布・露光|配線パターンを「絵」として基板に焼き付ける
エッチング|不要な銅を溶かす(最重要工程)
レジスト剥離|役目を終えたレジストを除去
多層プレス|内層を貼り合わせて多層基板にする(4層以上の場合)
ソルダーレジスト塗布|あの「緑色の膜」を塗る
表面処理|ハンダ付けする部分の表面を保護(HASL・OSP・金メッキ)
シルク印刷|部品番号などの白い文字を印刷
外形加工・検査・出荷|板を切り出して、検査して、納品
それぞれを詳しく見ていきましょう。

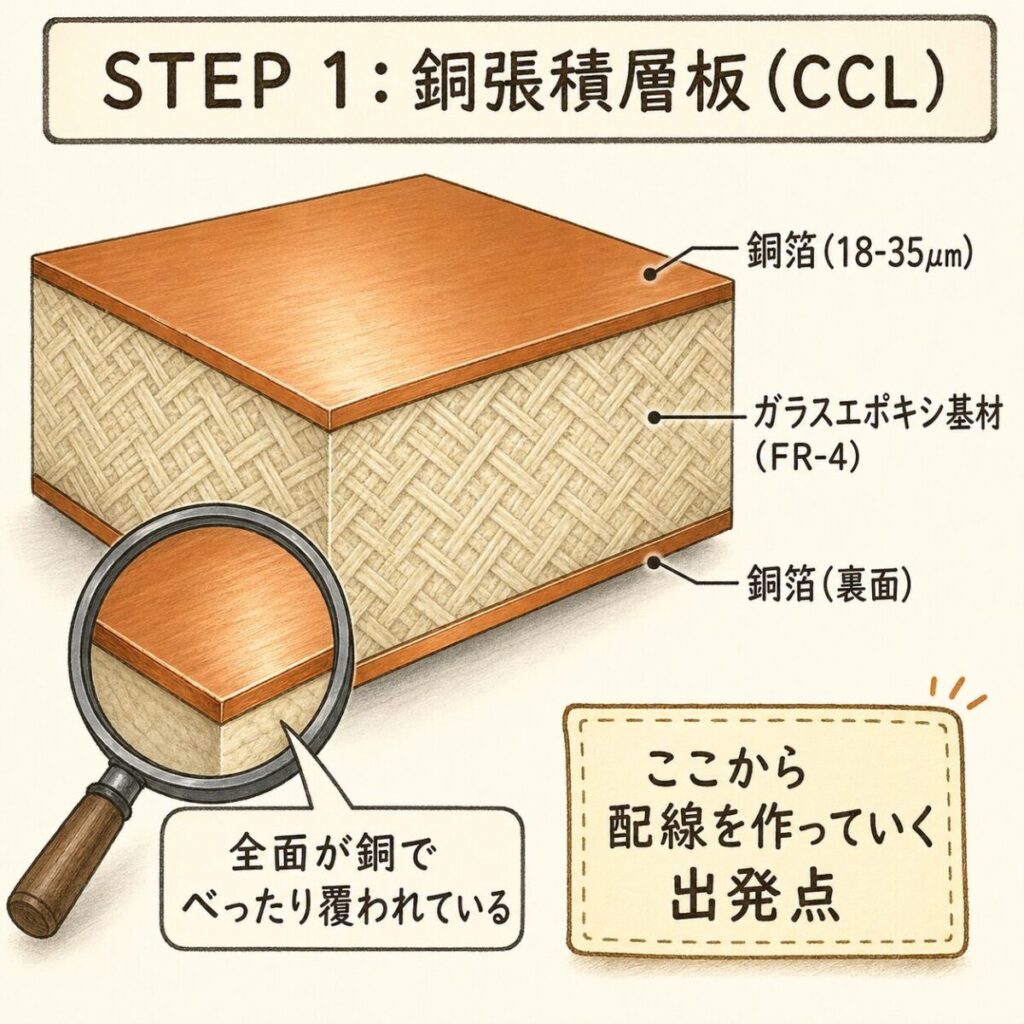
STEP 1|銅張積層板(CCL)の準備
すべての始まりは銅張積層板(Copper Clad Laminate, CCL)です。これは、ガラス繊維とエポキシ樹脂を固めた絶縁体(FR-4など)の表裏全面に、銅箔を貼り付けた板のことです。
原材料の段階では、板全体が銅でべったり覆われている状態。ここから配線パターン以外の銅を削り取っていくのです。
| 構成要素 | 役割 |
|---|---|
| 銅箔 | 配線パターンの元になる金属。厚さは18μmや35μmが一般的 |
| 絶縁基材 | ガラス繊維にエポキシ樹脂を含浸して固めた板。FR-4が標準 |
ガーバーデータで指定する「板厚」「銅箔厚」「材質」は、すべてこのCCLの仕様です。基板業者は、注文に応じて適切なCCLを倉庫から選びます。
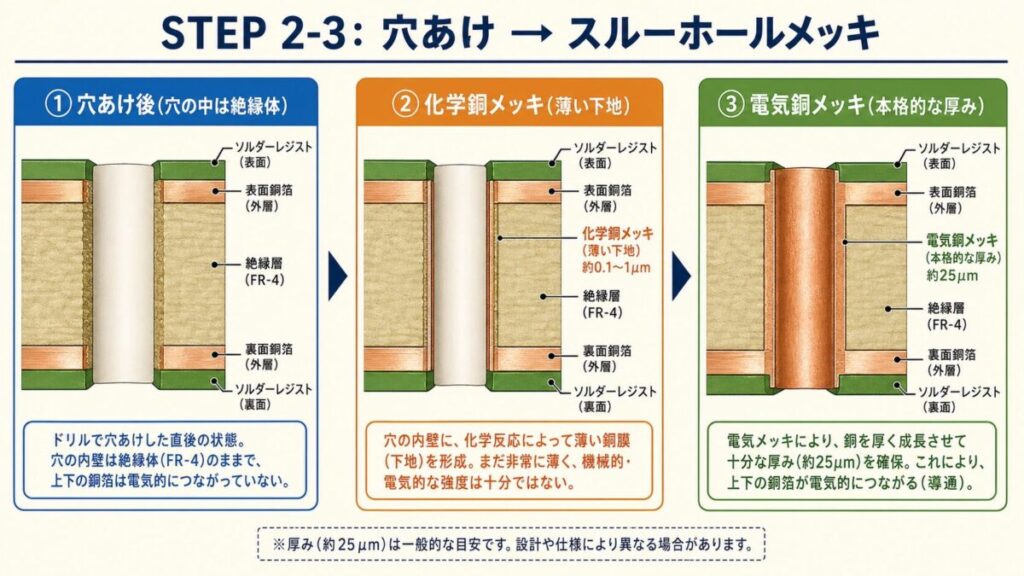
STEP 2-3|穴あけとスルーホールメッキ
次に、ビアやスルーホール用の穴をドリルで開ける工程です。CNC(コンピュータ制御)の高速ドリルが、ガーバーデータの座標データに従って秒単位で穴を開けていきます。
でも、ただ穴を開けただけでは表裏の銅はつながりません。穴の内壁は絶縁体(樹脂)が露出しているからです。
そこでスルーホールメッキの出番。穴の内壁に銅を電気メッキし、表裏の銅箔を電気的につなげます。これで初めて「ビアが導通する」状態になります。
ビアの内壁メッキ厚は約25μmが標準。これが薄いと、熱応力でビアが割れる「クラック」が発生します。基板の信頼性を左右する重要工程です。
【完全図解】スルーホール・ビア・ブラインドビアの違い →
🚀 入門書を読み終え、いざ実務レベルの基板設計へ!
もう一段上の「ノイズに強い・熱がこもらない」プロの設計手法を身につける実践集はこちら👇

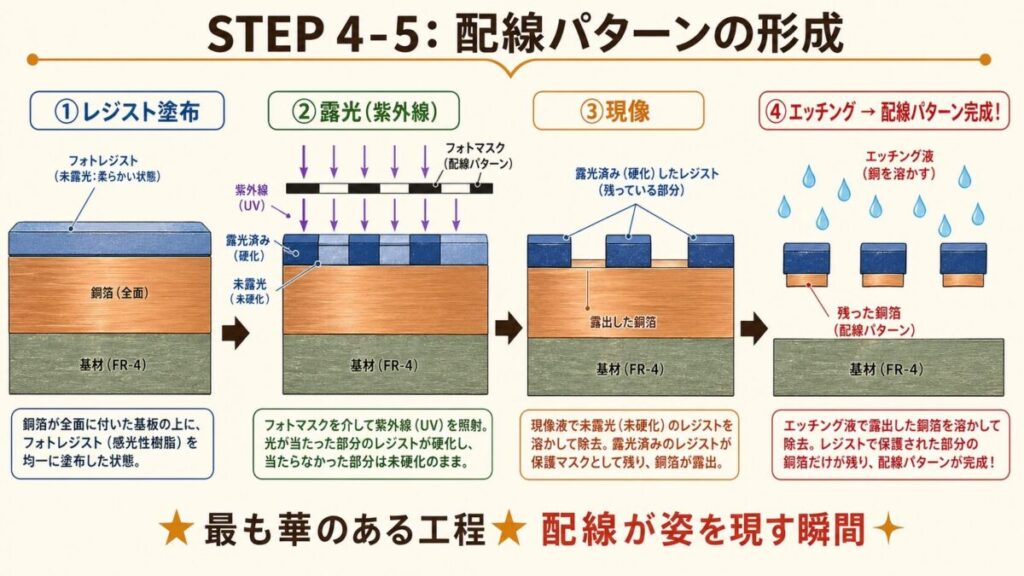
STEP 4-6|配線パターンを作る(核心工程)
ここが製造の核心。「彫刻」の発想で、不要な銅を溶かして配線パターンを残す工程です。
STEP 4:レジスト塗布・露光
基板全面に「レジスト」と呼ばれる感光性の樹脂を塗ります。次に、ガーバーデータから作ったフォトマスクを被せ、紫外線を当てます。
すると、紫外線が当たった部分のレジストだけが固まります。これは写真の現像と全く同じ原理です。固まらなかった部分のレジストは現像液で洗い流され、その下の銅が露出します。
STEP 5:エッチング(最重要)
基板をエッチング液(塩化第二鉄や塩化第二銅などの薬液)に浸します。レジストで保護されていない銅は薬液に溶けますが、レジストで覆われた銅は守られて残ります。
ここで「不要な銅が消えて、配線パターンが姿を現す」というドラマチックな瞬間が訪れます。基板製造でもっとも華のある工程です。
STEP 6:レジスト剥離
役目を終えたレジストを薬品で剥がします。ここで「銅の配線パターンだけが基板に残った状態」が完成します。
細い線や狭い間隔の配線は、エッチング液が回り込みすぎて細くなりすぎたり断線したりします。これが「配線幅の最小値」「配線間隔の最小値」が業者ごとに決まっている理由です。
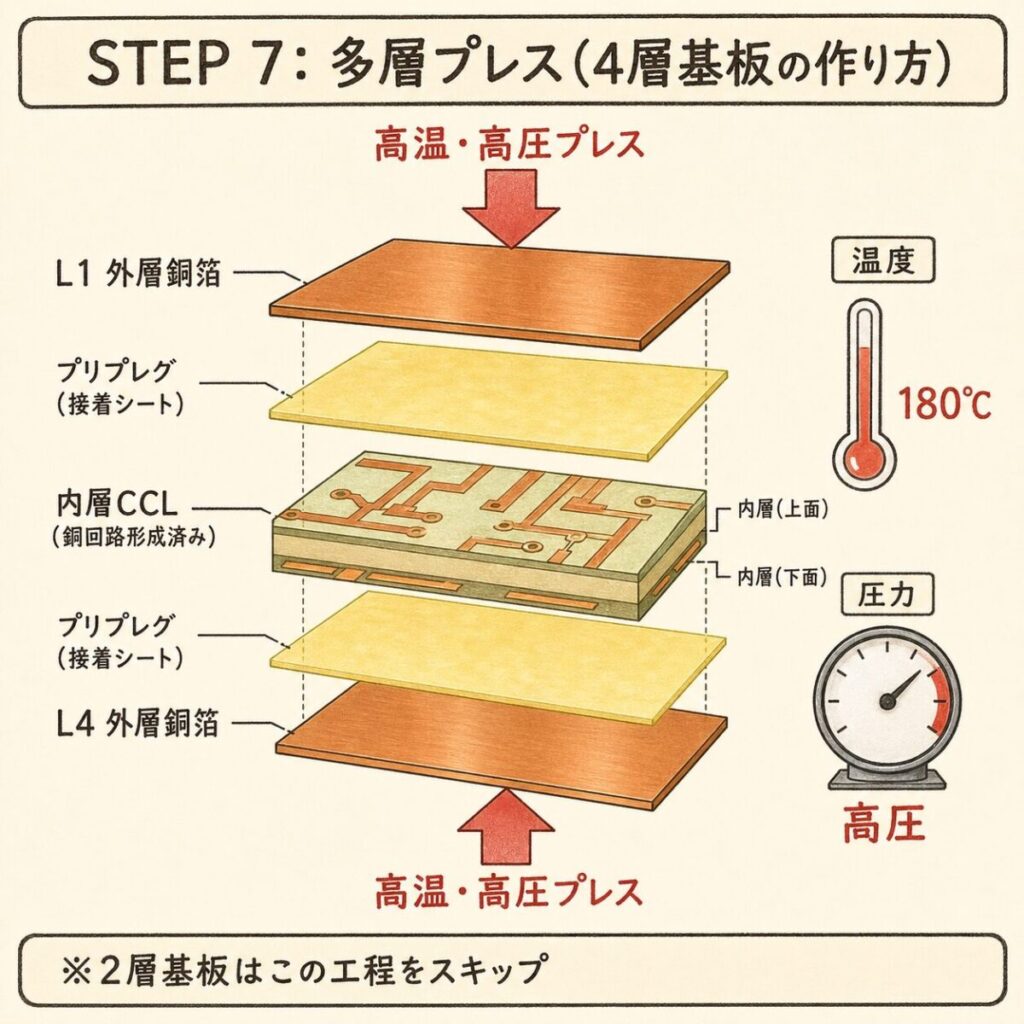
STEP 7|多層プレス(4層以上の場合)
4層以上の基板の場合、「層を重ねる」工程が追加されます。
具体的には、内層用に作った薄いCCL(既にエッチング済み)を複数枚重ね、間に「プリプレグ」と呼ばれる接着シートを挟みます。これを高温・高圧でプレスすることで、層と層が一体化します。
| 層構成 | 材料 |
|---|---|
| L1(表面) | 外層用銅箔 |
| プリプレグ | 接着剤シート(半硬化エポキシ) |
| L2-L3(内層) | 内層用CCL(エッチング済み) |
| プリプレグ | 接着剤シート |
| L4(裏面) | 外層用銅箔 |
プレス後、外層(L1とL4)にも改めて穴あけ・メッキ・エッチングを行い、4層基板が完成します。
「2層基板から4層基板にすると、なぜ価格が2倍以上になるの?」と思ったことはありませんか。理由はこのプレス工程と、その前後の工程が増えるから。製造工程数が単純に倍以上になります。
💡 目に見えないスイッチングや波形の動きを、フルカラーで完全可視化。
数式だらけの専門書で挫折する前に読みたい、パワエレを「直感的に」理解できる決定版はこちら👇
{kind=link}
STEP 8-10|仕上げ工程
STEP 8:ソルダーレジスト塗布
基板の象徴とも言える「あの緑色の膜」を塗る工程です。ソルダーレジストは、銅の配線を保護し、ハンダ付け時のハンダブリッジ(隣のパターンとくっつくこと)を防ぐ役割があります。
緑が定番ですが、業者によっては赤・青・黒・白なども選べます(追加料金がかかる場合が多いです)。
STEP 9:表面処理
ソルダーレジストで覆われていない部分(部品をハンダ付けするランド)の銅を保護する処理です。銅は空気中で酸化しやすく、放置するとハンダ付けできなくなるためです。
| 処理方法 | 特徴 | コスト |
|---|---|---|
| HASL (鉛フリーハンダレベラー) |
標準的。表面が少しデコボコ | ★(安) |
| OSP (有機保護膜) |
表面が平坦。微細部品向き | ★★(中) |
| 金メッキ (ENIG等) |
高品質。BGA・微細パッド向き | ★★★(高) |
STEP 10:シルク印刷
基板に白い文字(部品番号、極性マーク、メーカー名など)を印刷します。インクジェットや感光性インクでパターン化されます。
これは部品実装時の作業性を高めるための情報で、電気的な機能はありません。でも、これがないと「R1ってどこ?」と組立工程で迷ってしまいます。
シルク印刷は「人のためのもの」。設計時には部品の真上にシルクが被らないよう注意しましょう。シルクが部品の下敷きになると、組立後に確認できなくなります。

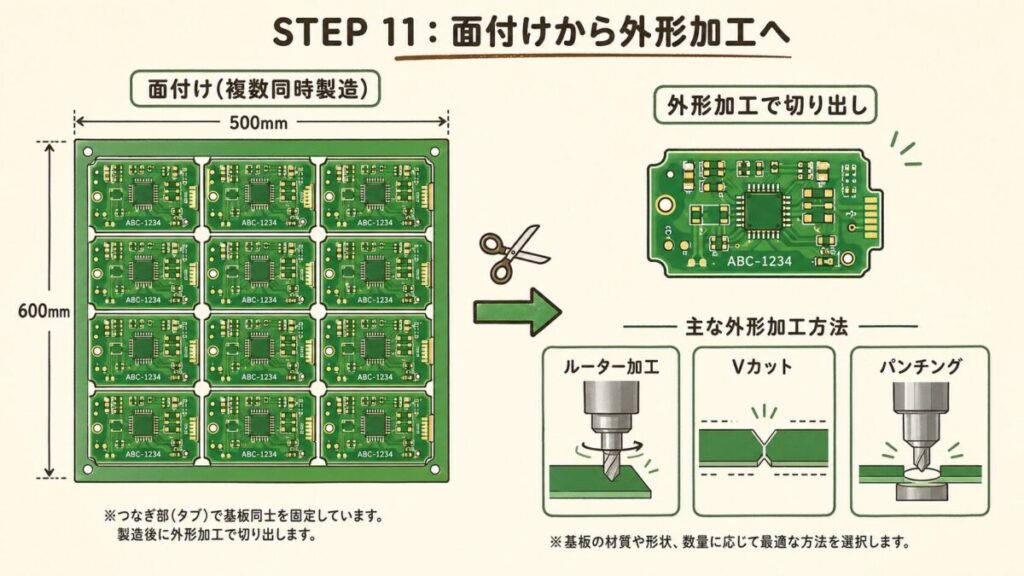
STEP 11|外形加工・検査・出荷
最後の工程です。製造工場では、コスト効率のために大きな板(ワークサイズ、たとえば500×600mm)に複数の基板を並べて製造しています。これを「面付け(パネライズ)」と呼びます。
面付けされた板から、注文された基板の形状に切り出します。切り出しの方法は3種類あります。
| 方法 | 特徴 |
|---|---|
| ルーター加工 | 回転刃で削る。曲線・複雑形状OK。標準 |
| Vカット | 直線のみ。後で手で割る前提。複数枚並べる量産向け |
| パンチング | 金型で打ち抜き。大量生産向け |
切り出された後、外観検査・電気検査(フライングプローブテスト等)を経て、ようやく出荷されます。試作の場合、ここまでで通常2〜3週間。量産品ではもっと早く回ります。
「2週間って何にそんなに時間がかかるの?」と思っていた人も、ここまで読んでいただければわかると思います。11工程+検査+輸送で2週間。むしろ早い方です。
全工程フロー(早見表)
ここまでの内容を、フェーズごとに分けて1枚で整理します。
銅張積層板・穴あけ・メッキ
露光・エッチング・剥離
プレスで貼合せ
レジスト・表面処理・シルク
外形加工・検査
「銅で覆われた板から、不要な銅を溶かして配線を残す」

設計者として知っておくべき製造制約
製造工程を理解すると、「なぜそんな制約があるのか」が腑に落ちます。代表的なものを紹介します。
最小配線幅・最小配線間隔
標準的な業者では0.1mm(4mil)程度が最小です。これより細いと、エッチング工程で配線が断線したり、隣の配線と短絡したりするリスクが急上昇します。
最小ビア径・最小ランド径
ドリルの精度上、最小ビア径は0.3mm程度が標準。これより小さいビアはレーザー加工が必要で、コストが跳ね上がります。
銅箔残率(パターン残し)の偏り
基板の片側にだけ銅が大量に残る設計だと、エッチング後に基板が反ることがあります。表裏の銅残率はなるべく揃えるのがベターです。
シルクの最小文字サイズ
シルク印刷は精度が低いため、文字高さ1mm以下は読めないことが多いです。設計時は1mm以上を確保しましょう。
業者ごとに「製造可能仕様(デザインルール)」がPDFで公開されています。発注前に必ず確認しましょう。「これくらいなら作れるだろう」と思って設計したら作れなかったという事故が一番もったいないです。
まとめ|基板製造は「彫刻」の発想
- 基板製造の本質は「サブトラクティブ法(引き算法)」。銅で覆われた板から不要な銅を溶かす
- 基板製造は全11工程。準備→パターン形成→多層化→仕上げ→出荷の5フェーズ
- もっとも華のある工程はSTEP5「エッチング」。配線パターンが姿を現す瞬間
- 4層以上はSTEP7のプレス工程が追加されるため、コストが跳ね上がる
- 表面処理(HASL/OSP/金メッキ)は用途とコストで使い分ける
- 製造工程を知れば、設計時の「なぜそんな制約があるのか」がわかる
基板製造の全体像がイメージできましたか。「ガーバーを送ったら2週間で届く」という見えない部分で、これだけの工程が動いているのです。
製造を知ると、設計者としての視野が一気に広がります。「この設計、エッチング工程で大丈夫かな」「メッキ厚を考えると…」と、製造側の視点で自分の設計を見直せるようになります。これが「DFM(製造性を考慮した設計)」と呼ばれる、プロの基板設計者が必ず身につけるスキルです。
📚 次に読むべき記事
基板設計の入門ロードマップ。製造を知った今、設計の世界へ進みましょう。
STEP1の「銅張積層板」の中身、つまり基板材質を深掘りした記事です。
CCLの「銅箔の厚さ」をどう選ぶか。電流容量と密接に関わる重要テーマ。
「なぜ4層化でコストが跳ね上がるのか」が腹落ちした人へ。
穴あけ・メッキ工程をさらに深掘りした記事。ブラインドビアのコスト感も納得。
基板ができた後の「部品を載せる工程」を知るならこちら。
そもそも基板とは何か、構造から学びたい方へ。