- QFNパッケージの裏に「Exposed Pad」と書かれているが、どう設計すればいいかわからない
- 放熱パッドのソルダーペーストを「ベタ塗り」にしたら、X線検査でボイド(気泡)だらけだった
- 製造から「ボイド率が30%超えてるので作り直し」と言われた
- データシートの「Recommended Footprint」を見ても、塗布パターンの意図がわからない
- 放熱パッド(Exposed Pad)の役割と設計の原則
- パターン形状・サーマルビア配置の具体的な決め方
- ソルダーペーストの分割塗布でボイドを減らす方法
- ボイド率の業界基準と、製造との合意の取り方
前回の記事で サーマルリリーフとベタ接続の使い分け を扱いました。「パワーICの放熱パッドはベタ接続」というルールを学びましたが、実は 「ベタ接続するだけ」では不十分 なのが放熱パッドの世界です。
QFN・DFN・パワーパッケージの裏にある「Exposed Pad(露出パッド)」は、ICの中で発生した熱を基板に流すための命綱。ここの設計を間違えると、ICが熱保護で停止したり、最悪は焼損します。
この記事では、放熱パッドのパターン設計、ソルダーペーストの塗布パターン、ボイド対策まで、現場で本当に効くノウハウを「たい焼きの型」のたとえで完全図解していきます。
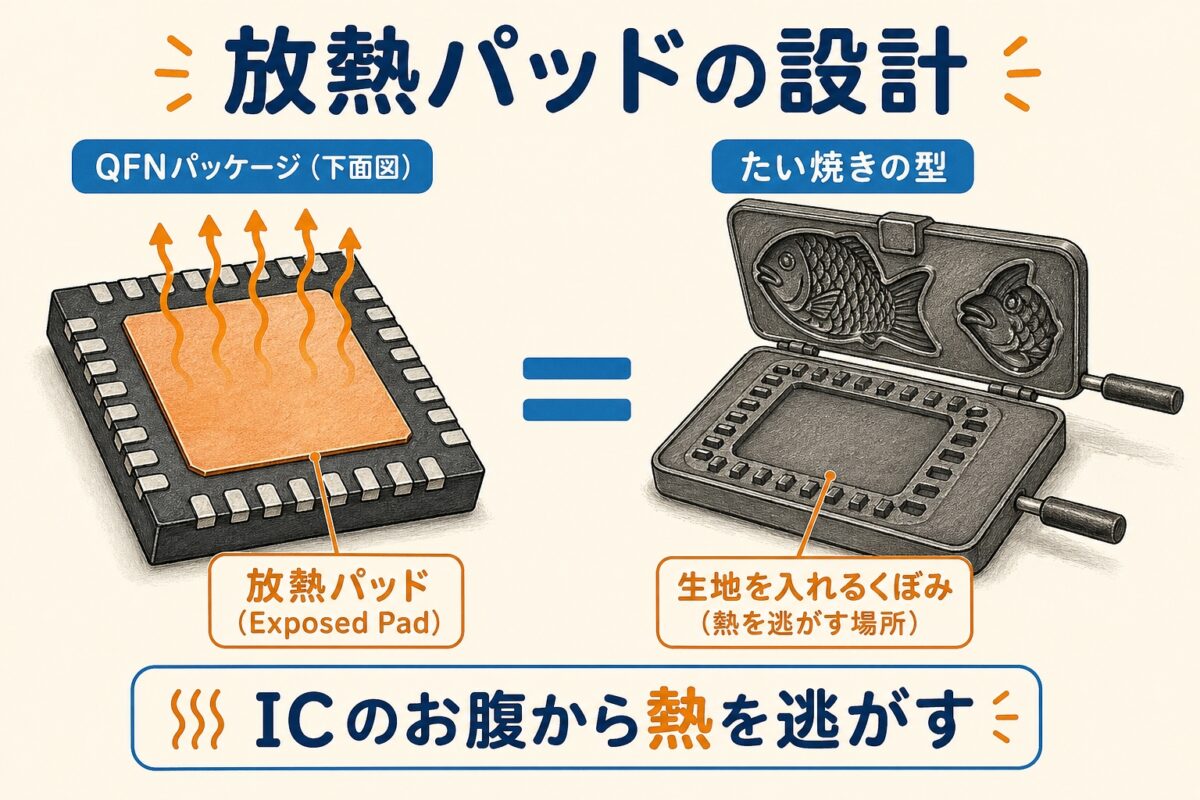
放熱パッド(Exposed Pad)って何?=ICの「お腹」
放熱パッドとは、QFNやDFN、TO-PAKなどのパッケージの裏側に露出した金属面のことです。データシートでは「Exposed Pad」「Thermal Pad」「Die Pad」「Heat Slug」などと呼ばれます。
通常のピン
役割:電気信号の入出力
例えると:ICの「指」
本数:16〜100本
放熱パッド
役割:熱を基板に流す
例えると:ICの「お腹」
本数:1個(中央に大きく1枚)
なぜ「お腹」と呼ぶのか?
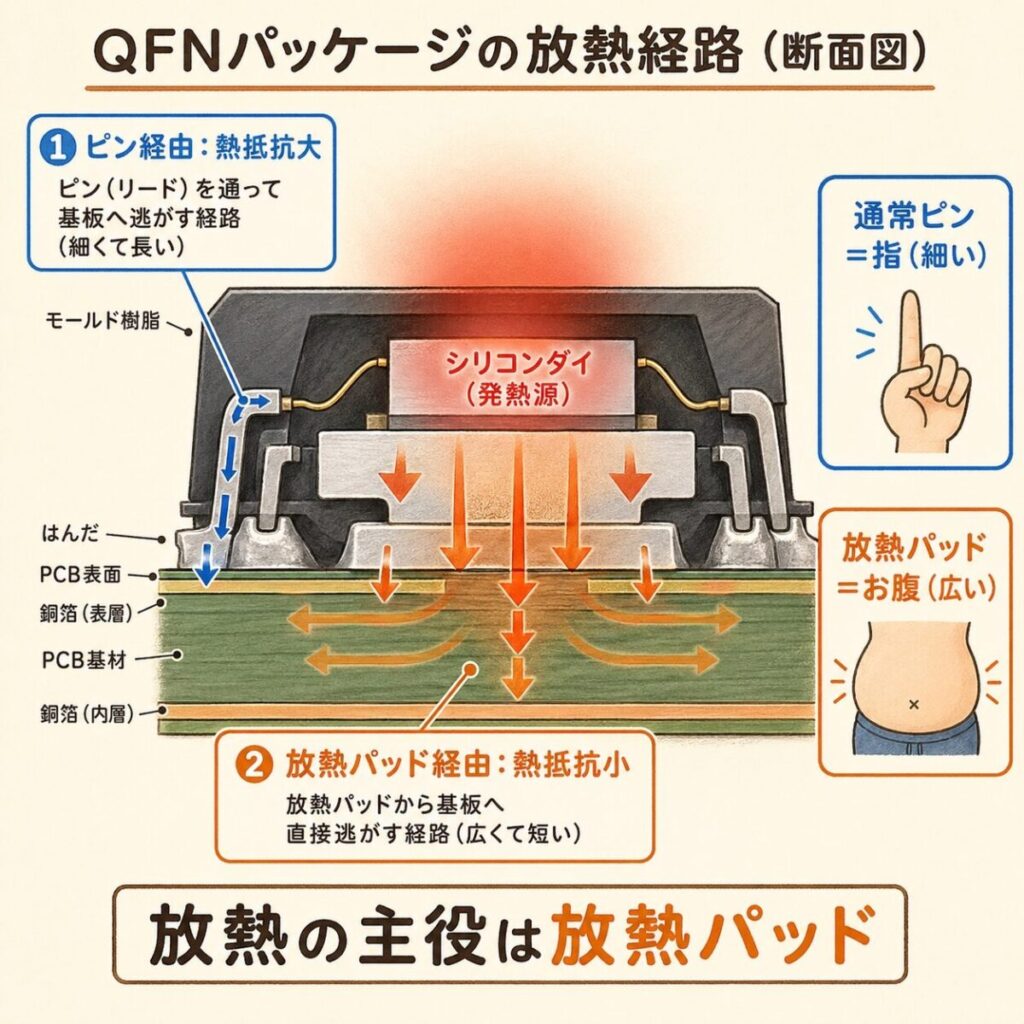
ICの中ではシリコンチップ(ダイ)が熱を発生します。その熱を逃がす経路は主に2つ。「ピンを伝って外へ」と「お腹(=放熱パッド)を伝って下へ」です。
パワーICでは、後者の お腹側からの放熱が圧倒的に効く。なぜならピンは細くて熱抵抗が高いのに対し、放熱パッドはダイのほぼ真下にあり、面積も広いから。
つまり放熱パッドは 「ICの命綱」 なのです。
放熱パッドは「電気的にGND」になっていることが多いですが、必ずしもGNDとは限りません。フローティング(電気的に未接続)や、内部VDDに繋がっている場合もあります。データシートで必ず確認してください。
サーマルビアの設計|放熱パッドからどう熱を逃がすか →
🔰 CADを触る前に知っておくべき「基板作りの基本」を網羅。
初めての基板設計から実装まで、手順に迷子にならないための分かりやすい入門書はこちら👇

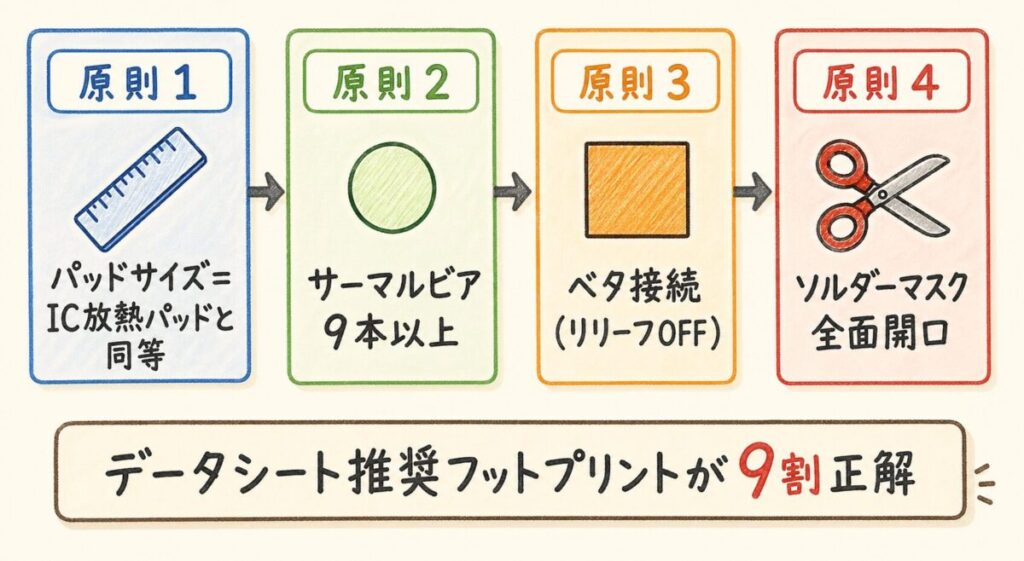
パターン設計の基本=「データシート推奨フットプリント」が9割正解
放熱パッドのパターン(フットプリント)は、データシートの「Recommended Footprint」に従うのが鉄則です。メーカーが熱解析済みの設計値だからです。
ただし、データシートの図を見るだけでは「なぜこの形なのか」がわからないと応用が効きません。基本ルールを押さえましょう。
パッドサイズはICの放熱パッドと同サイズ or 少し大きく
例:QFN5×5mm(放熱パッド3.1×3.1mm)→ 基板側パッドも3.1×3.1mm程度。大きすぎると周辺ピンとブリッジしやすくなる。
サーマルビアを内側に均等配置
前回記事で解説した通り、φ0.3mm・ピッチ1.0〜1.2mmで碁盤目状に。最低9本(3×3)、パワーICなら25本(5×5)以上。
サーマルリリーフはOFF(ベタ直結)
放熱パッドはベタGNDに直接接続。リブ越しの接続では放熱性能が大幅に下がる。
ソルダーマスクは開ける(パッド全体を露出)
放熱パッド全体にはんだが乗るよう、ソルダーマスク(緑のレジスト)はパッド全面を開口する。
データシートと違う設計をすると、客先の品質審査で必ず指摘されます。「メーカー推奨と違う理由を説明してください」と。よほどの理由がない限り、データシートに従いましょう。
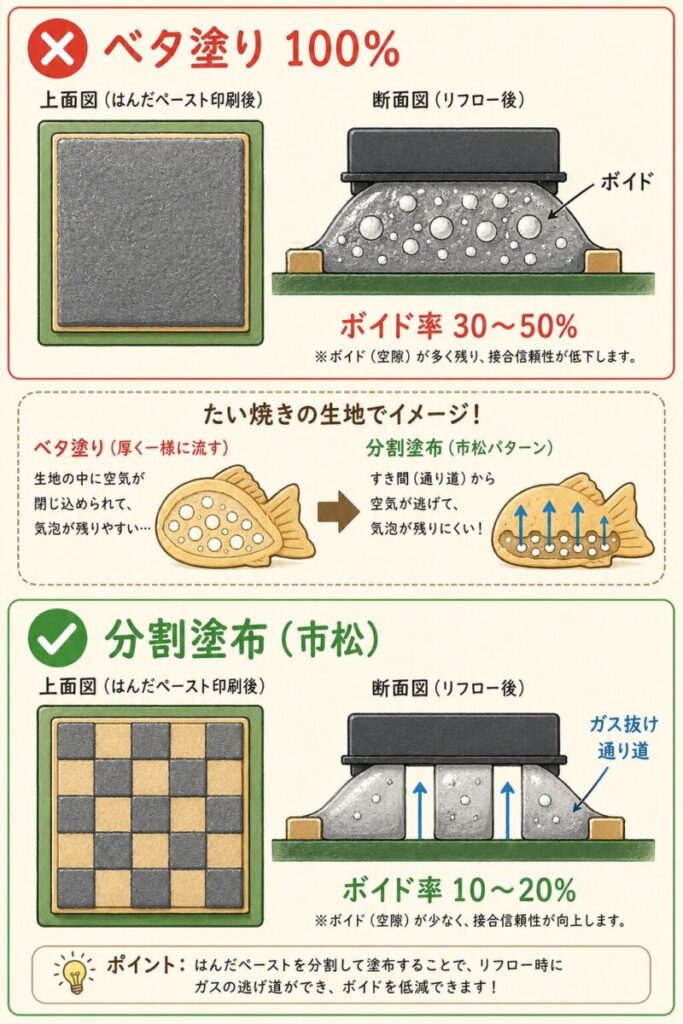
ソルダーペーストの塗布=「ベタ塗り」は実は失敗
放熱パッドの設計で最も誤解されているのが、この ソルダーペーストの塗布パターン です。
「広いパッドだから、ペーストもベタっと全面に塗ればいい」――これが 典型的な失敗パターン です。
ベタ塗り(100%)
結果:ボイド大量発生
理由:ガスが逃げ場を失う
ボイド率:30〜50%
分割塗布(50〜70%)
結果:ボイドが減る
理由:ガスが隙間から抜ける
ボイド率:10〜20%
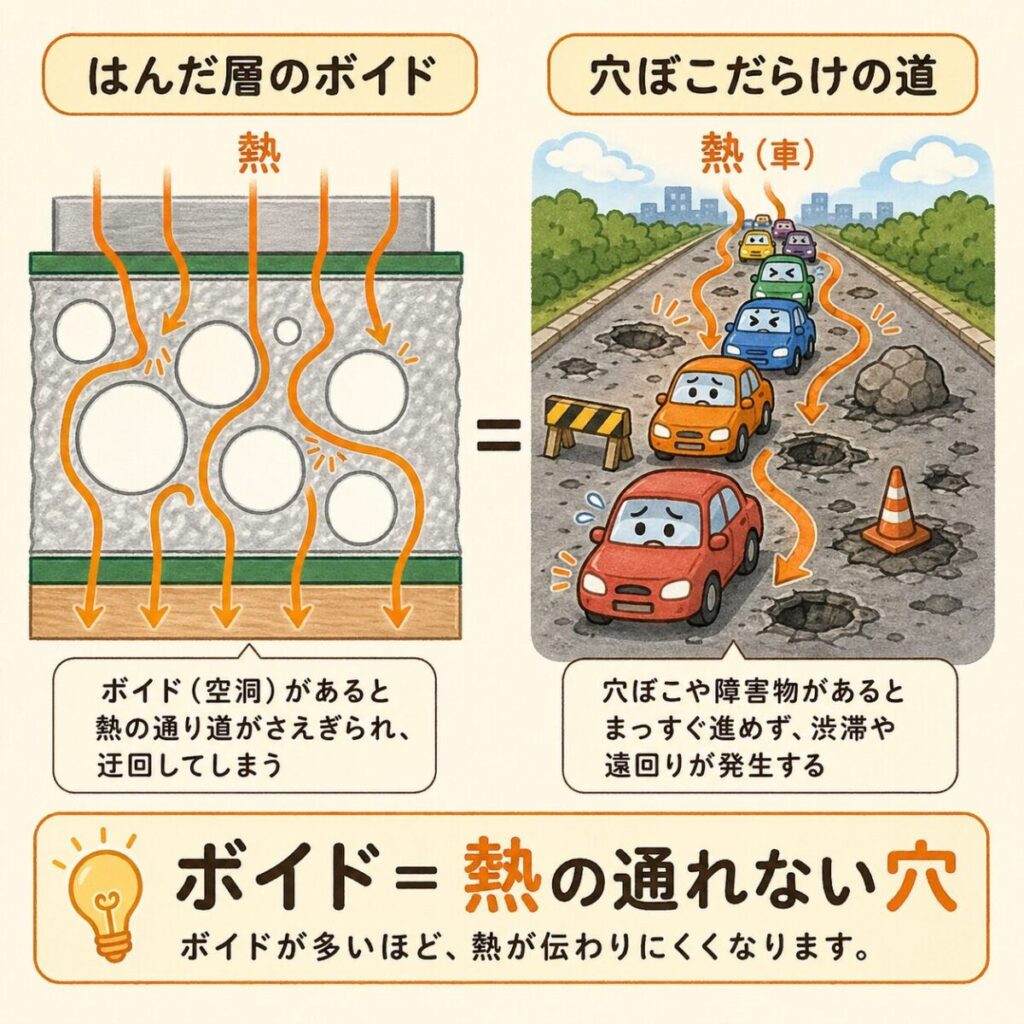
なぜベタ塗りだとボイドができるのか?
ソルダーペースト(はんだクリーム)には、フラックスという成分が含まれています。リフロー炉ではんだが溶ける際、フラックスは 蒸発してガス になります。
広い面積にベタ塗りすると、このガスが 「はんだの真ん中に閉じ込められて」、逃げ場を失います。結果、はんだ層の中にガスの泡=ボイドができてしまうのです。
「たい焼きを焼くとき、生地が厚すぎると中に空気が残る」のと同じ理屈です。
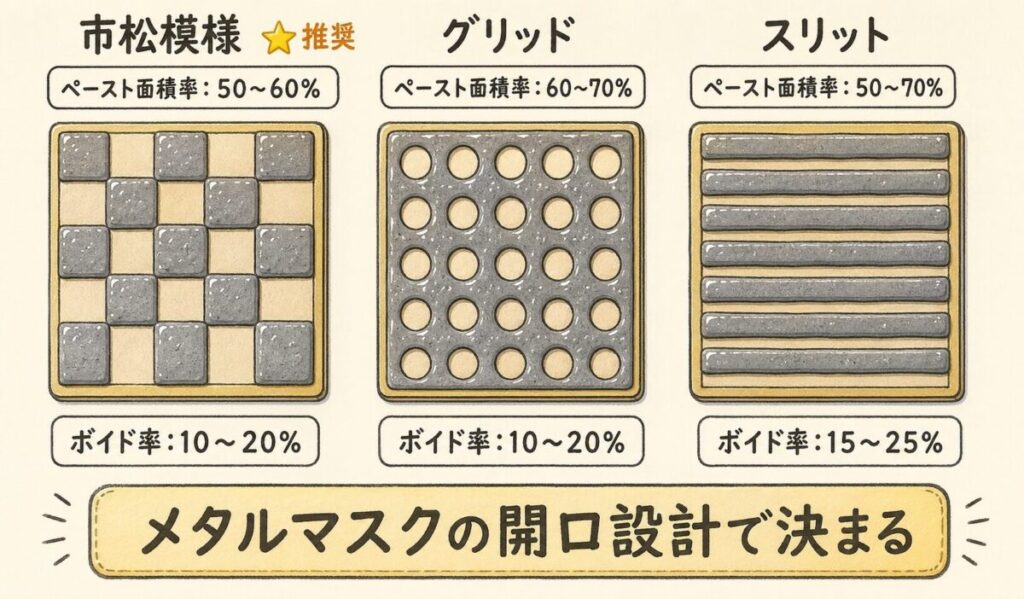
ペーストを 分割(市松模様・グリッド・スリット) で塗布すると、隙間からガスが抜けやすくなり、ボイドが激減します。データシートの「Stencil Aperture」がこのパターンです。
推奨される分割塗布パターン3選
業界で標準的に使われる分割塗布パターンは、主に3つです。
市松模様(チェッカーボード)
正方形のペースト塗布領域を市松状に配置。塗布率50〜60%。最もポピュラーで、多くのICデータシートで推奨されている。
グリッド(碁盤目)
サーマルビアの配置に合わせて、ビアの間にペーストを塗布。塗布率60〜70%。ビア配置と相性が良い。
スリット(縞模様)
細い線状にペーストを塗布。塗布率50〜70%。シンプルで製造しやすいが、ガスの抜けは市松よりやや劣る。
| 塗布パターン | 塗布率 | ボイド率の目安 | 推奨度 |
|---|---|---|---|
| ベタ塗り | 100% | 30〜50% | ❌ |
| 市松模様 | 50〜60% | 10〜20% | ◎ |
| グリッド | 60〜70% | 10〜20% | ○ |
| スリット | 50〜70% | 15〜25% | △ |
塗布パターンは 「メタルマスク(ステンシル)」の開口設計 で決まります。設計者は「どのパターンにするか」を決めて、製造部門にメタルマスクを発注します。CADデータの「ペーストレイヤー」を正しく作る必要があります。
🚀 入門書を読み終え、いざ実務レベルの基板設計へ!
もう一段上の「ノイズに強い・熱がこもらない」プロの設計手法を身につける実践集はこちら👇

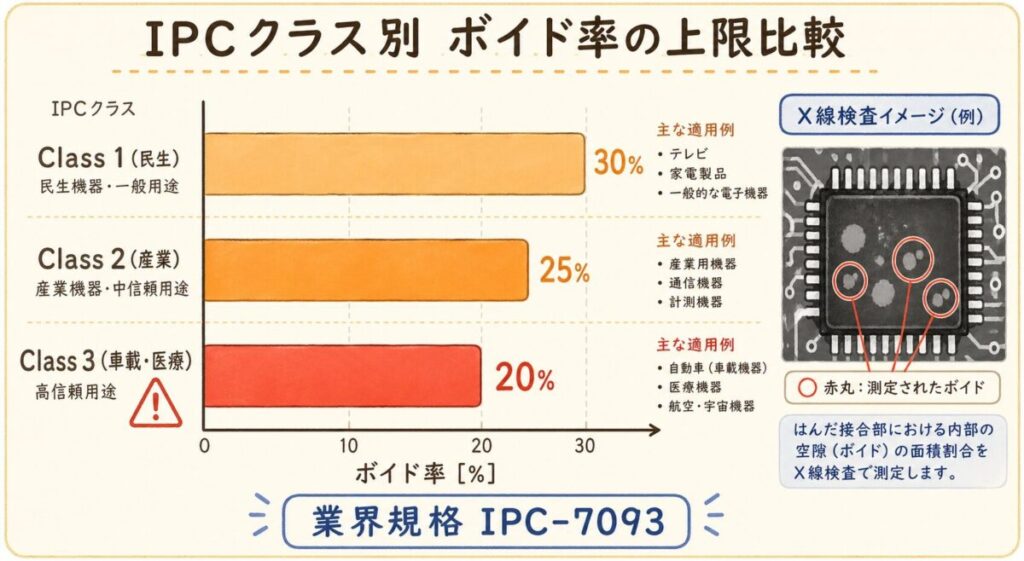
ボイド率の業界基準=「IPC-7093」を知っておく
「ボイド率10%以下にしろ」と言われても、何を根拠に?と疑問に思いますよね。実はこれ、IPC-7093 という業界規格で決められています。
| クラス | 用途 | ボイド率の目安 |
|---|---|---|
| Class 1 | 民生品(おもちゃ・家電) | 30%以下 |
| Class 2 | 産業機器・通信機器 | 25%以下 |
| Class 3 | 医療・航空宇宙・車載 | 20%以下(より厳しい) |
車載用であれば Class 3 が標準です。「ボイド率20%以下」を目指して設計・製造することになります。
ボイドが多いとどうなる?
ボイドは「はんだ層の中の空洞」です。空気は熱をほとんど通さないため、ボイドが多いと 熱抵抗が悪化 します。
🔥 熱抵抗が悪化:ICが冷えにくくなる
⚡ 電気抵抗が増加:大電流で発熱増・電圧降下
💥 機械的強度が低下:振動でクラックが入りやすい
⏰ 長期信頼性が低下:温度サイクルで疲労破壊が早まる
量産品では X線検査でボイド率を測定 し、規格を超えたら不良として弾きます。設計時にボイドが多くなるパターンにしてしまうと、量産歩留まりが下がる=コストアップに直結します。
サーマルビアとペーストの「相性問題」
放熱パッドの設計でもう一つ重要なのが、サーマルビアとペースト塗布の関係です。前回の記事で「ビア径φ0.3mm」を推奨しましたが、それでもまだ問題が起きるケースがあります。
問題①:ビアの真上にペーストを塗ると吸い込まれる
ビアの真上にペーストを塗ると、リフロー時に 溶けたはんだがビアの中に吸い込まれて、放熱パッドのはんだ量が足りなくなります。
対策は2つ:
✅ ペースト塗布は「ビアを避けて」配置(市松・グリッド設計)
✅ ビアを「埋める(filled via / capped via)」仕様で発注
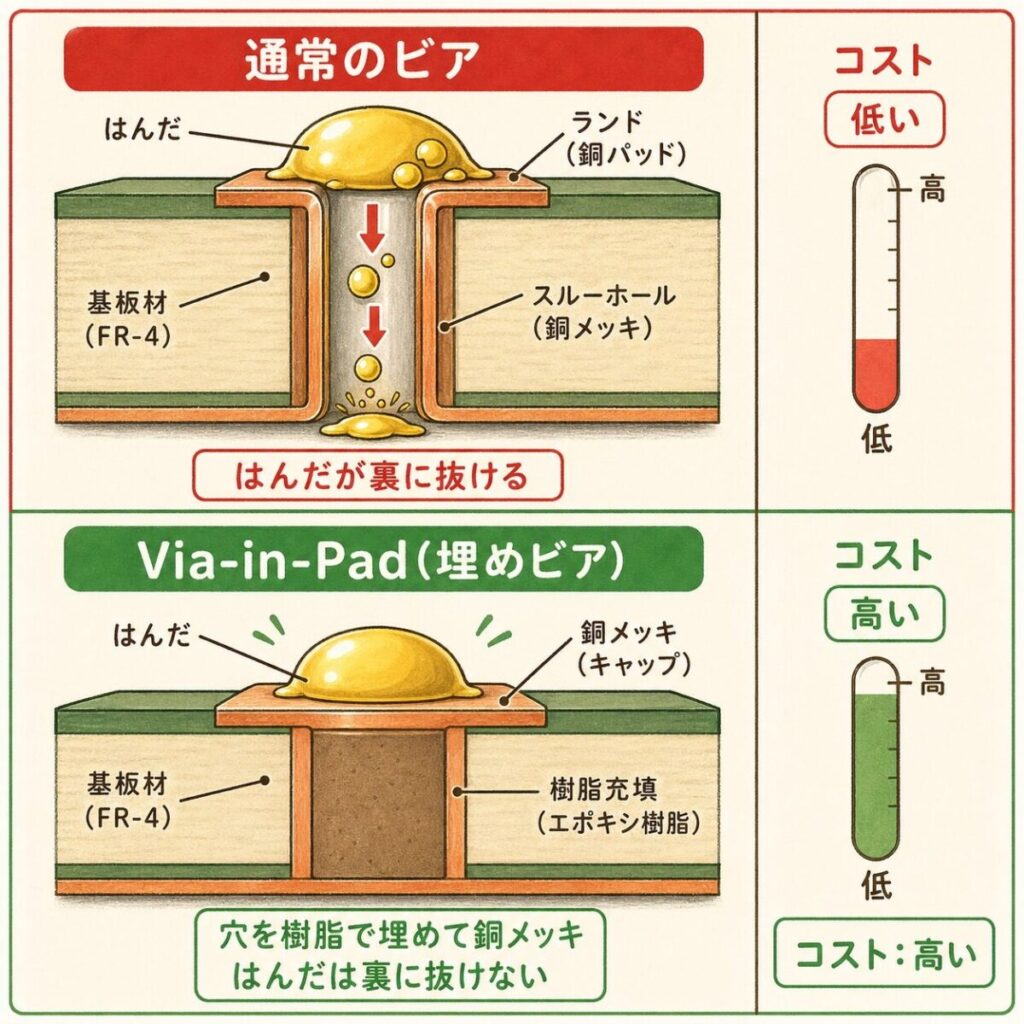
問題②:ビア埋めvia-in-padの選択
高密度実装が必要なときに使う 「Via-in-Pad(ビアインパッド)」 という手法があります。これは 放熱パッドの中にビアを開けて、その穴を樹脂で埋め、上に銅メッキでフタをする 仕様です。
通常のビア
穴がそのまま開いている
ペーストが吸われる
コスト:◎
Via-in-Pad(埋めビア)
樹脂で埋めて銅メッキフタ
ペーストの吸い込みなし
コスト:高い
Via-in-Pad はコストが上がりますが、「高密度・高放熱・低ボイド」を全部叶えるため、ハイエンドの車載・産業機器では標準仕様になりつつあります。
Via-in-Pad は基板メーカーによって 対応可否や追加コストが大きく異なります。設計初期に必ず基板メーカーに見積もりを取りましょう。コスト感覚なしで指定すると、量産時に痛い思いをします。
💡 目に見えないスイッチングや波形の動きを、フルカラーで完全可視化。
数式だらけの専門書で挫折する前に読みたい、パワエレを「直感的に」理解できる決定版はこちら👇
{kind=link}
放熱パッド設計の手順=5ステップで完成
ここまでの話を、設計手順としてまとめます。
データシートの「Recommended Footprint」を確認
パッドサイズ、ビア配置、ペースト塗布パターンを確認。
パターン設計(CADで反映)
放熱パッドをベタGND直結、サーマルリリーフOFF、ビアを9〜49本配置。
ペースト塗布パターン設計
市松模様・グリッドで塗布率50〜70%に設定。CADの「ペーストレイヤー」を作成。
ビア仕様の決定
通常ビア or Via-in-Pad(埋めビア)を選択。コストと性能のバランスで判断。
試作後の評価
X線検査でボイド率測定、サーモグラフィでIC温度測定。規格内(IPC-7093)か確認。
迷ったら
「データシート推奨+市松塗布50%+ビア9本以上」
まとめ=放熱パッドはICの「命綱」
今日のまとめです。
✅ 放熱パッドは ICの「お腹」=熱の命綱
✅ パターンは 「データシート推奨」が9割正解
✅ ペーストは 市松模様で50〜70%塗布(ベタ塗りNG)
✅ ボイド率は IPC-7093 Class 2/3で20〜25%以下
✅ 高密度なら Via-in-Pad を検討(コストとのバランス)
放熱パッドの設計は、CADを触る前に データシートを熟読する習慣 が肝心です。「Recommended Footprint」「Stencil Aperture」「Solder Paste Coverage」の3つは必ず確認してください。
そして試作後は、必ず X線検査とサーモグラフィ で実機評価を。机上の設計だけでは絶対に見えない「ボイドの世界」が、X線写真で初めて見えてきます。
次回は、放熱パッドと並んで重要な「ヒートシンクの取り付け設計」について解説していきます。お楽しみに。

📚 次に読むべき記事
放熱パッドの設計は熱設計の中の「伝熱」部分。全体像を理解することで、放熱パッドがどこに位置するかわかります。
放熱パッドからGNDへの「下流」設計編。本記事の続編としてセットで読むと、放熱経路全体が完成します。
放熱パッドが「ベタ接続」推奨である理由を、はんだ付け性とのトレードオフから解説。本記事の前提知識。
「ボイドが熱抵抗を悪化させる」の原理を理解するための前提知識。熱抵抗の概念を完全マスターできます。
放熱パッドのボイドは「Rth(c-s)」を悪化させます。熱抵抗の「区間」の意味を理解する必読記事。
放熱パッドの設計を真剣にやらないとどうなるか、半導体が熱で壊れるメカニズムから入門できます。
放熱パッドの不良が引き起こす焼損事例を含む、設計NG集。本記事の対策で何を防げるかが具体化されます。