- 基板メーカーから「この設計だと反りそうです」と指摘されたが、何が問題かわからない
- 試作基板が反ってしまい、実装機にうまく流せず製造現場から怒られた
- BGAやQFNなどの大型ICが、はんだ付け後に接続不良を起こす原因が「基板の反り」だと言われた
- 設計レビューで「銅箔バランスを考慮しろ」と言われたが、具体的に何をすればいいかわからない
- 客先から「反り規格0.75%以下」と要求されたが、どう設計・検証すればいいか不明
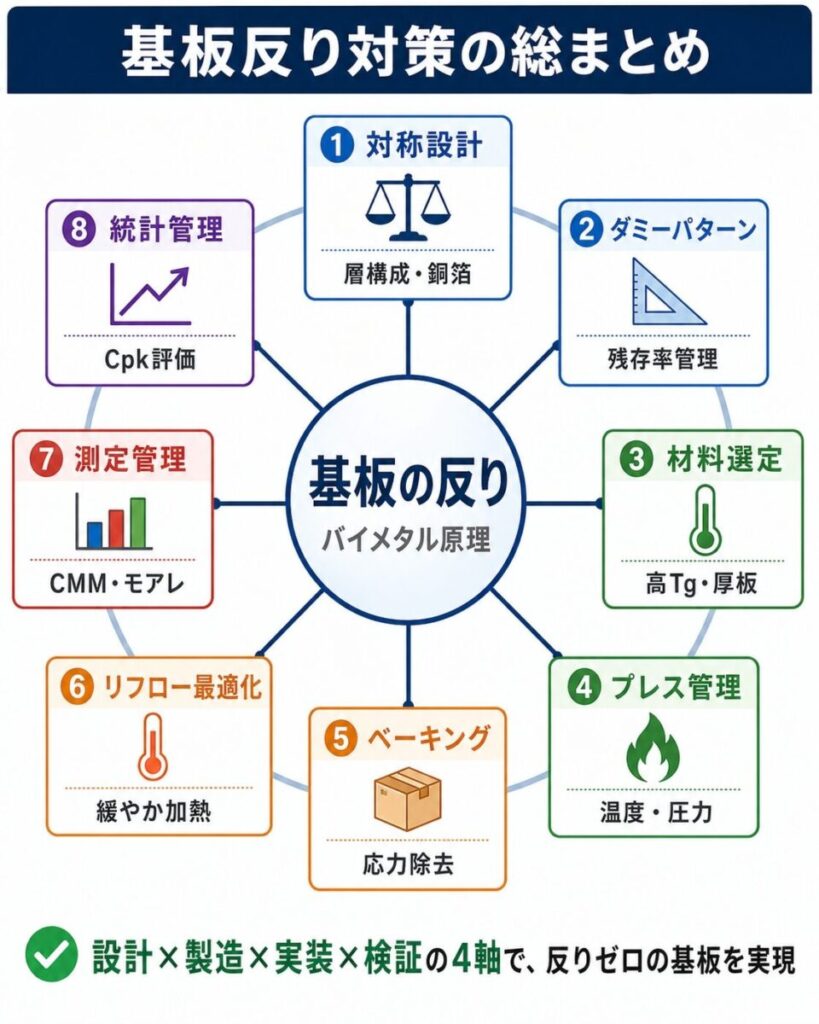
- 基板が反る根本原因「銅箔バランスの偏り」と「熱膨張係数の差」
- 反りが引き起こす具体的トラブル(実装不良・はんだ不良・断線)
- 設計・製造・実装の各段階でできる対策の全体像
- 反りを定量的に評価・検証する方法(規格・測定方法)
- 客先要求に対する正しい対応の仕方
基板の「反り(ワーページ)」は、製造現場で最も嫌われる不良の一つです。せっかくキレイな回路を設計しても、基板がバナナのようにそり返ってしまうと、ICがうまく載らず、はんだ付け不良が大量発生します。
結論を先に言います。基板の反りは「バイメタル」と同じ原理で発生します。異なる素材を貼り合わせて熱を加えると、膨張差で曲がる。あの理科の実験を思い出してください。基板も全く同じ仕組みです。
この記事では、反りの「原因」「影響」「対策」「検証方法」を順番に深掘りしていきます。設計・製造・品質保証のどの立場でも、これ1本で完結する保存版を目指しました。
基板の「反り」とは?3つの形態を理解する
基板の反りは英語で「Warpage(ワーページ)」と呼ばれます。本来は平らであるべき基板が、何らかの原因で曲がったり、ねじれたりした状態を指します。
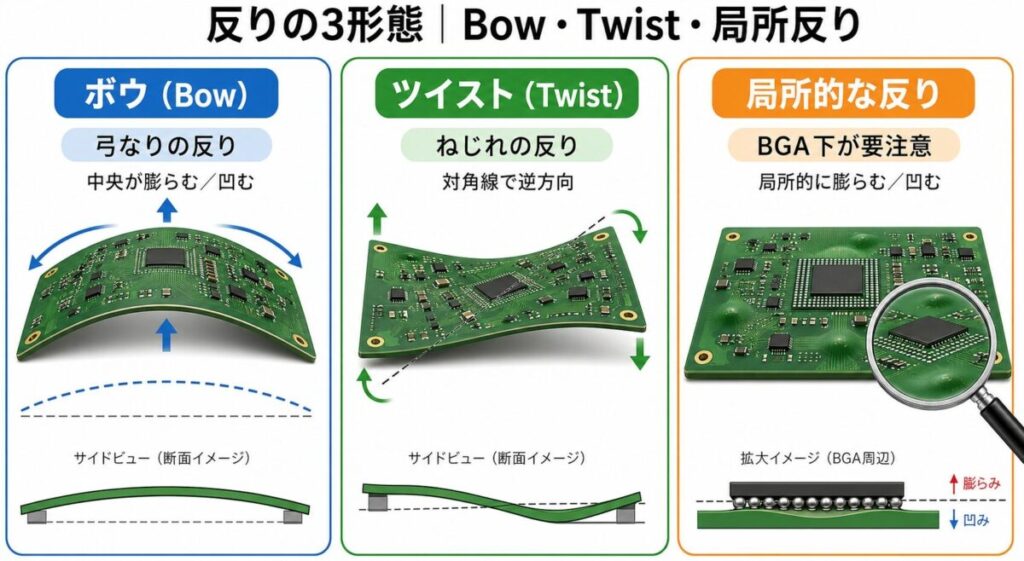
反りは大きく3種類あります。形によって原因も対策も違うため、まず種類を覚えましょう。
反りの3形態
ボウ(Bow)
基板が橋のように湾曲。中央が膨らむか凹む。
=「弓なりの反り」
ツイスト(Twist)
基板がねじれた状態。対角線上の2つの角が逆方向に反る。
=「ねじれの反り」
局所的な反り
部分的なたわみや凹凸。
BGA下などで起きると致命的
JIS規格やIPC規格では、反りの量を「基板の対角線長に対する反りの割合(%)」で規定しています。例えば「0.75%以下」というのが一般的な規格値です。100mm×100mmの基板なら、対角線約141mmの0.75%=約1.06mm以下という意味です。
🔰 CADを触る前に知っておくべき「基板作りの基本」を網羅。
初めての基板設計から実装まで、手順に迷子にならないための分かりやすい入門書はこちら👇

なぜ反るのか?|「バイメタル」で完全理解する
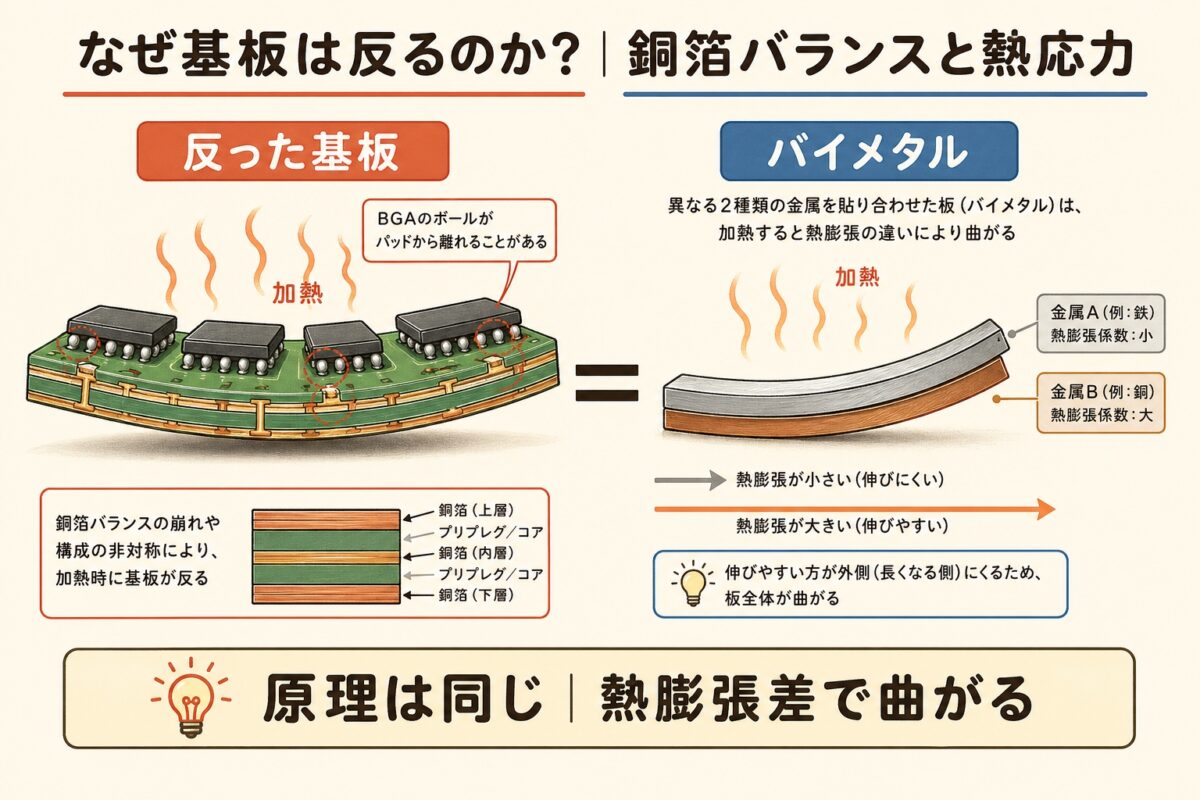
基板が反る根本原因を理解するには、中学理科の「バイメタル」を思い出してください。サーモスタットや火災報知器のセンサーで使われる、あの「熱で曲がる金属板」です。
バイメタルの原理
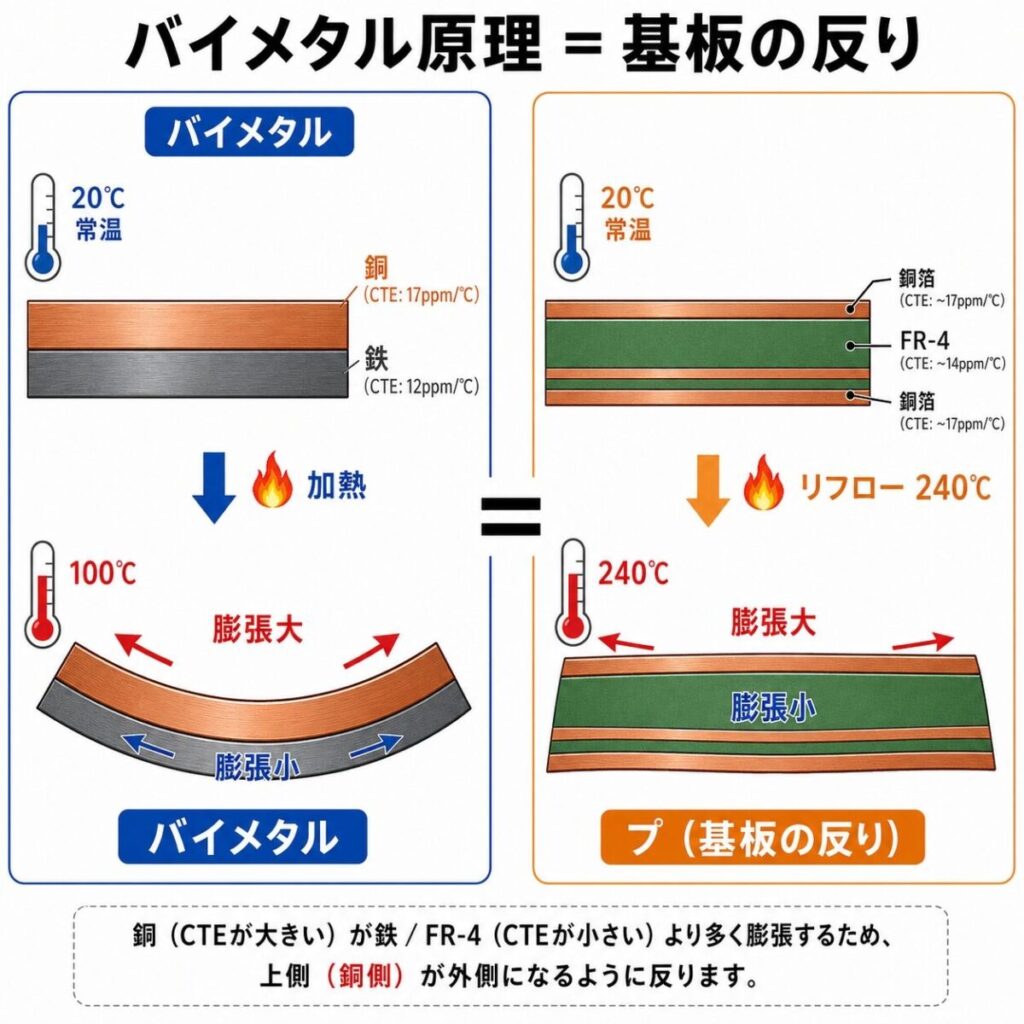
バイメタルは、熱膨張係数の違う2種類の金属(例:銅と鉄)を貼り合わせたものです。温度を上げると、膨張しやすい金属の方が長く伸びるので、伸びにくい側へ向かって「曲がる」のです。
温度が1℃上がると、物体がどれだけ伸びるかを示す係数。単位はppm/℃。例えば銅は約17ppm/℃、ガラスエポキシ(FR-4)は約14〜17ppm/℃(X-Y方向)。Z方向(厚み方向)は40〜70ppm/℃と大きく違います。
基板も「異なる素材の積層体」
プリント基板は、「ガラスエポキシ樹脂(FR-4)」と「銅箔」を交互に積み重ねた積層体です。この2つの素材は、熱膨張係数が異なります。
| 素材 | CTE(X-Y方向) | 特徴 |
|---|---|---|
| 銅箔 | 約17 ppm/℃ | 温度に対して素直に伸び縮み |
| FR-4(ガラエポ) | 約14〜17 ppm/℃ | ガラス転移点(Tg)を超えると急激に膨張 |
| FR-4(Z方向) | 約40〜70 ppm/℃ | 厚み方向はかなり膨張する |
基板が反るメカニズム
基板が反る原因は、結局のところ「上下の層で膨張・収縮の量が違う」ことに尽きます。これは主に2つの理由で起きます。
銅箔の量が表裏で違う|表面が銅ベタ、裏面が細い配線だけ、という構成だと、熱を加えたとき表面の方が大きく膨張・収縮する。結果として基板が湾曲
素材間のCTE差|銅とFR-4の熱膨張係数が違うので、温度変化で内部応力が発生。この応力が層構成のバランスで偏ると、反りとして現れる
基板の反りは「はんだ付け工程(リフロー:240〜260℃)」で最も顕著に出ます。常温で平らに見えても、リフロー炉の中では大きく反って、BGAのはんだボールが基板パッドから離れてしまう。冷えるとまた平らに戻るので、X線検査で初めて「あ、リフロー中に反ってたんだな」と判明することがあります。
最大の犯人「銅箔バランスの偏り」を理解する
反りの原因の中で、設計者が最もコントロールできるのが「銅箔バランス」です。銅箔バランスとは、各層の銅箔残存率(銅で埋まっている面積の割合)のことです。
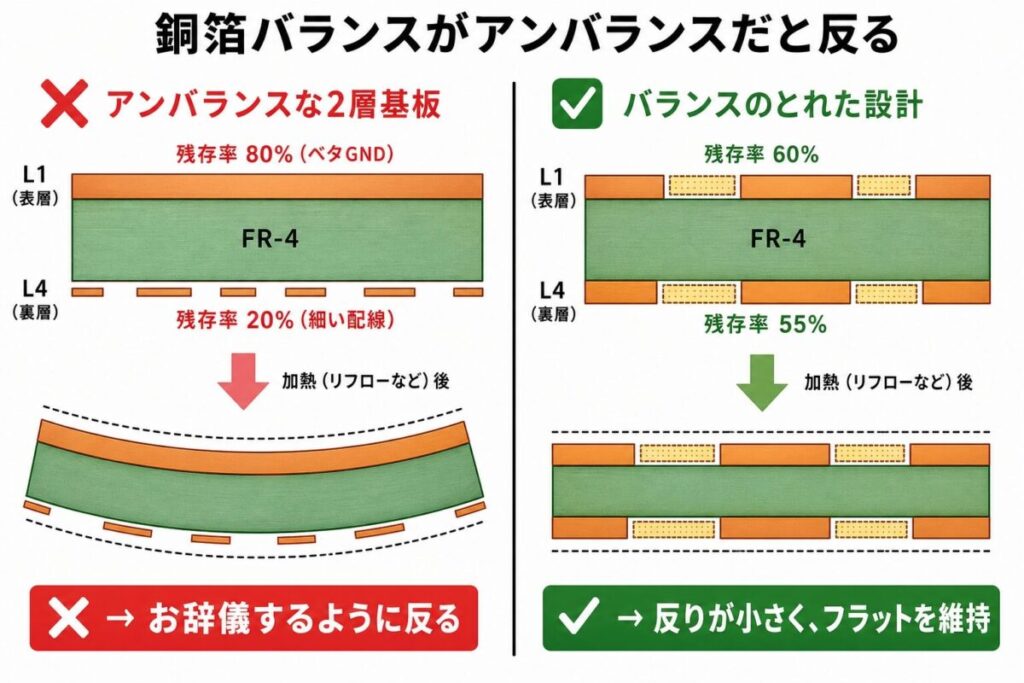
NG設計:表裏でアンバランス
アンバランスな2層基板
- 表面(A面):銅箔残存率80%(ベタGND)
- 裏面(B面):銅箔残存率20%(細い配線のみ)
- → 加熱時、表面の方が大きく動く
- → 「お辞儀」するように反る
バランスのとれた設計
- 表面:銅箔残存率60%
- 裏面:銅箔残存率55%
- → 上下の動きが揃う
- → 反りが最小
銅箔残存率の目安
基板メーカーが推奨する銅箔バランスは以下のとおりです。
| 層構成 | 推奨残存率差 | 注意点 |
|---|---|---|
| 2層基板 | 表裏で±10%以内 | 最も反りやすい構造 |
| 4層基板 | 中心面に対し対称 | L1↔L4、L2↔L3を揃える |
| 6層以上 | 中心面対称 | 層数が増えるほど反りにくい |
解決策:銅箔ダミーパターン(ベタ追加)
裏面に配線が少なくスカスカな場合、「銅箔ダミー」を入れてバランスを取るのが定番テクニックです。回路的には何の機能もない銅の島を、空きスペースに散りばめます。
ダミーパターンはGNDに接続するのが一般的です。フローティングのままだとアンテナとして働きノイズの原因になるからです。GNDに落としておけば、シールドにもなり一石二鳥です。
層構成の「対称性」が反りを決める
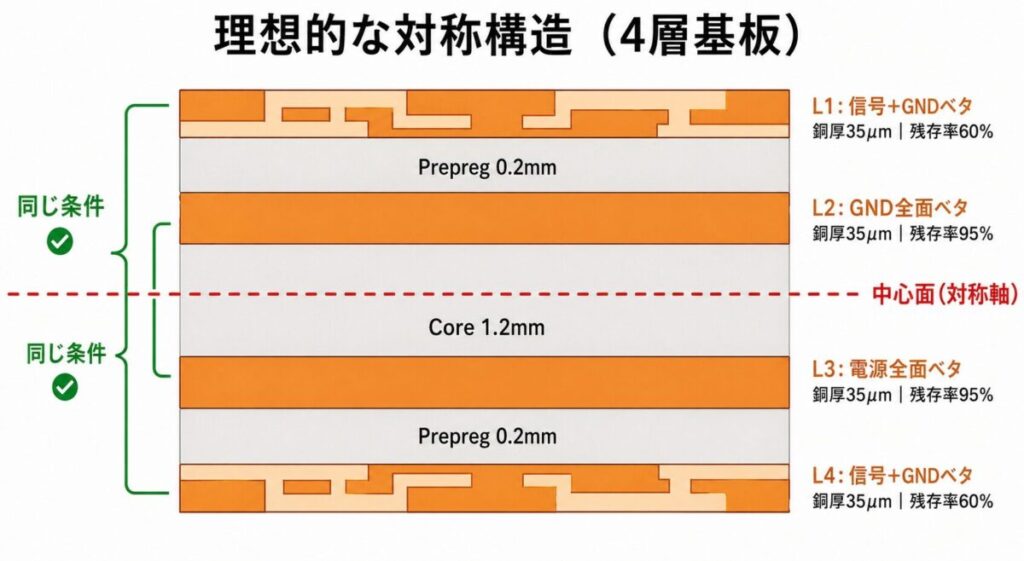
4層以上の多層基板では、「層構成の対称性」が反り対策の核心です。中心面を境に上下が鏡写しになっていれば、上下の応力が打ち消し合い、反りが出にくくなります。
対称的な4層構成(推奨)
L1(表面): 信号 + GND ベタ|銅厚35μm|残存率60%
─── プリプレグ 0.2mm ───
L2: GND全面ベタ|銅厚35μm|残存率95%
─── コア 1.2mm ───
L3: 電源全面ベタ|銅厚35μm|残存率95%
─── プリプレグ 0.2mm ───
L4(裏面): 信号 + GND ベタ|銅厚35μm|残存率60%
中心面を境にL1↔L4、L2↔L3が同じ条件。これが理想的な対称構造です。
非対称な4層構成(NG例)
L1: 信号 + GND ベタ|銅厚70μm|残存率80%
─── プリプレグ 0.1mm ───
L2: GND全面ベタ|銅厚35μm|残存率95%
─── コア 1.0mm ───
L3: 信号|銅厚35μm|残存率40%
─── プリプレグ 0.3mm ───
L4: 信号|銅厚18μm|残存率20%
銅厚も残存率も誘電体厚もバラバラ。これでは確実に反ります。試作で平らでも、量産時の温度変動で反りが出てきます。
対称設計の3つのチェックポイント
銅箔厚の対称|L1とL4、L2とL3の銅厚を揃える(基本的に全層同じ厚みが理想)
残存率の対称|各層の銅箔残存率を中心面対称に。±10%以内が理想
誘電体厚の対称|プリプレグの厚みも中心面対称に
「奇数層基板(3層・5層など)」は構造的に対称になりません。可能な限り偶数層を選びましょう。コスト都合で奇数層を使う場合は、銅箔ダミーで残存率を強引にバランスさせる必要があります。
🚀 入門書を読み終え、いざ実務レベルの基板設計へ!
もう一段上の「ノイズに強い・熱がこもらない」プロの設計手法を身につける実践集はこちら👇

反りが引き起こす実害|「ただ曲がるだけ」では済まない
反りが問題になるのは、見た目の問題ではありません。製造工程・実装品質・長期信頼性のすべてに悪影響を及ぼすからです。代表的な実害を見ていきましょう。
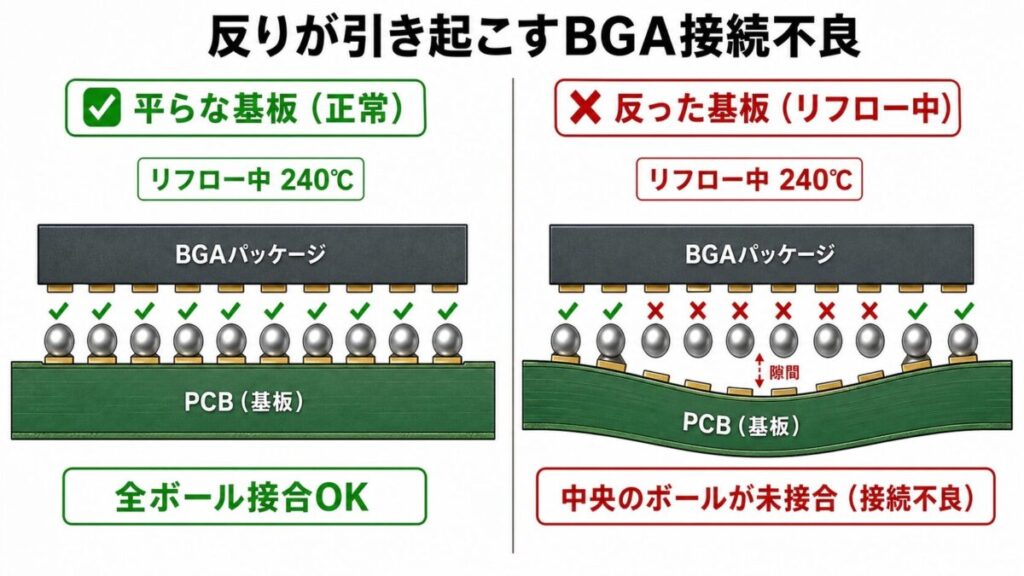
実害①:BGAの接続不良(HiP / NWO)
最も深刻なのがBGA(Ball Grid Array)パッケージの接続不良です。BGAは底面に何百個もの小さなはんだボールが並んでいて、リフロー時にこれが基板パッドと一斉に接合します。
ところが、リフロー中に基板が反ると、BGAの中央付近のはんだボールが基板から「浮いて」しまうのです。これが「HiP(Head in Pillow)」「NWO(Non-Wet Open)」と呼ばれる接続不良です。
HiP不良は外観検査では絶対に見つかりません。X線検査でもボールの形は正常に見えます。電気測定で初めて「あれ、このピン繋がってない?」と発覚する。客先に出荷した後で発覚すると、最悪の市場故障になります。
実害②:実装機への流せない(マウンタトラブル)
反った基板は実装機(マウンタ)のレールにスムーズに流れません。基板搬送中にエラーが出て、製造ラインが止まります。1分のライン停止で何万円の損失です。
さらに、マウンタが部品を載せるとき、基板が反っているとカメラの認識位置と実際の位置がズレて、部品配置がずれる。これがチップ立ちやブリッジの遠因にもなります。
実害③:ケースに入らない・ネジが浮く
製品の最終組立で、反った基板が筐体に収まらないというトラブルもあります。無理にネジを締めると、基板に応力がかかり、はんだ接合部にクラックが入ります。
実害④:長期信頼性の低下
反りによる残留応力が基板内部に残ると、温度サイクルで応力が増減を繰り返し、はんだ接合部やビア部にクラックが発生します。出荷時は問題なくても、客先で半年後・1年後に故障する原因になります。
| 実害 | 発覚タイミング | 影響 |
|---|---|---|
| BGA接続不良 | 電気検査・市場 | 致命的(外見ではわからない) |
| マウンタ停止 | 実装工程 | ライン停止・歩留まり低下 |
| 筐体不具合 | 最終組立 | 組立不能・応力ダメージ |
| クラック故障 | 市場(数ヶ月後) | 市場クレーム・リコール |
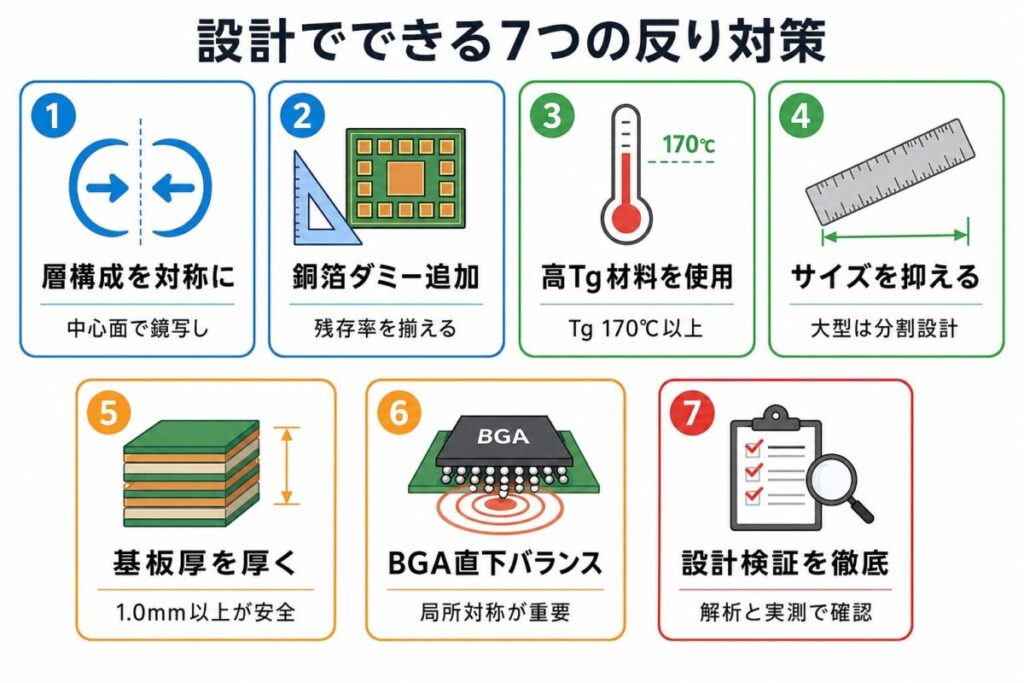
対策①:設計段階でできる7つのこと
反り対策は「設計段階で8割決まる」と言っても過言ではありません。設計者が意識すべき7つのポイントを紹介します。
対策1-1:層構成を対称にする
最重要対策。中心面を境に銅厚・残存率・誘電体厚を鏡写しにする。これだけで反りリスクが大きく下がります。
対策1-2:銅箔ダミーパターンを入れる
スカスカな層には、空きスペースにGNDベタや銅箔ダミーを配置。残存率の偏りを減らします。
対策1-3:高Tg材料を使う
基板材料の「ガラス転移点(Tg)」が高いほど、リフロー温度での膨張が抑えられます。標準FR-4はTg=130〜140℃ですが、高Tg材料はTg=170℃以上です。コストは1.2〜1.5倍になりますが、反りリスクは大幅に低減します。
| 材料グレード | Tg | 用途 |
|---|---|---|
| 標準FR-4 | 130〜140℃ | 民生品・低コスト用途 |
| 中Tg FR-4 | 150〜160℃ | 産業機器 |
| 高Tg FR-4 | 170〜180℃ | 車載・サーバ・高信頼性 |
対策1-4:基板サイズを大きくしすぎない
反りは基板サイズに比例して大きくなります。大型基板は反りが出やすいので、可能なら分割設計を検討します。コネクタで分割するか、片面が薄い場合はリブで補強する手もあります。
対策1-5:基板厚を厚くする
薄い基板(0.4mm、0.6mm)は反りやすい。可能な限り1.0mm以上を選択するのが安全です。剛性が上がり、反りに強くなります。
対策1-6:BGAエリアの局所バランスを最適化
BGAの真下と真上で、銅箔の残存率を揃えます。全体としては対称でも、BGA直下だけアンバランスだと、その部分だけ局所的に反ってHiP不良の原因になります。
対策1-7:基板メーカーへの事前相談
最も確実な対策は基板メーカーに早めに相談することです。メーカーは過去の経験から「この設計は反る」を見抜けます。DFM(Design For Manufacturing)レビューを依頼しましょう。
💡 目に見えないスイッチングや波形の動きを、フルカラーで完全可視化。
数式だらけの専門書で挫折する前に読みたい、パワエレを「直感的に」理解できる決定版はこちら👇
{kind=link}
対策②:製造段階でできる対策
基板メーカー側でも反りを抑える工夫があります。発注時に意識して指定することで、反り品質が安定します。
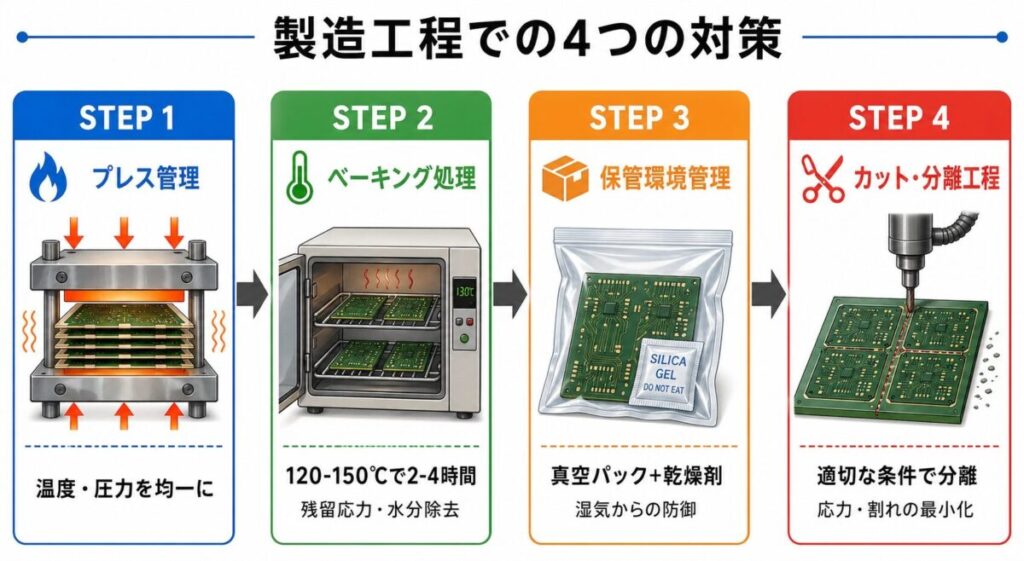
対策2-1:プレス時の温度・圧力管理
多層基板の積層プレス時に、温度の上下勾配や圧力分布がムラだと反りの原因になります。基板メーカーの工程能力を確認することが重要です。
対策2-2:ベーキング(焼き戻し)処理
製造後に120〜150℃で2〜4時間ほど加熱するベーキング工程で、内部の残留応力と吸湿水分を除去します。これにより、後工程のリフロー時の反りを抑制できます。
対策2-3:保管環境の管理
基板は湿気を吸う性質があります。湿気を吸ったままリフローすると、急激な蒸発で「ポップコーン現象」(基板内部が膨らむ)が起き、反りや内部破壊が発生します。
基板は真空パック+乾燥剤で納品されます。開封後は24時間以内(湿度管理された環境では48〜72時間)に実装することが推奨されます。長期保管した基板は、必ず事前ベーキングしてから使用しましょう。
対策2-4:個片化前の応力解放
基板は通常「面付け(パネル)」と呼ばれる大きな単位で製造され、最後に1枚ずつ切り分けられます。この個片化時に内部応力が一気に解放されて反るケースがあります。切断方法(Vカット・ルーター・レーザー)の選択と、切断順序の最適化で改善できます。
対策③:実装段階でできる対策
基板が反っていても、実装工程の工夫である程度カバーできます。
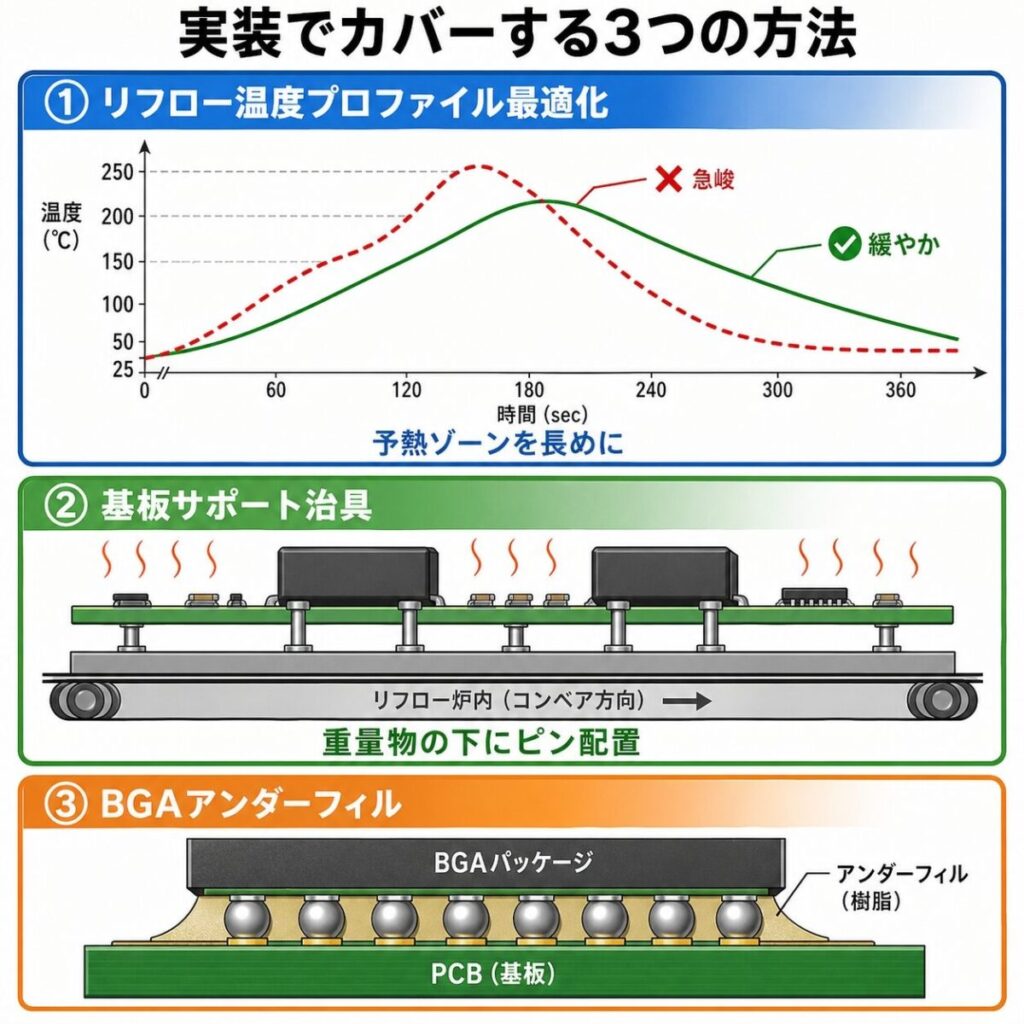
対策3-1:リフロー温度プロファイルの最適化
リフロー炉の温度プロファイルを緩やかにします。急激な温度上昇は反りを誘発するので、予熱ゾーンを長めに取り、温度勾配を抑えます。
対策3-2:基板サポート治具の使用
リフロー時に基板を専用キャリア(パレット)に載せて搬送し、反りを物理的に拘束します。重量物が載っている部分の下にサポートピンを置いて、たわみを防ぎます。
対策3-3:BGAアンダーフィルの使用
BGAパッケージの下に樹脂(アンダーフィル)を流し込んで固める方法。実装後の応力を分散させて、温度サイクルによるはんだクラックを防ぎます。スマホのチップなど、振動・温度ストレスが厳しい用途で使われます。
反りの検証|どう測って、どう評価するか
「反り対策をした」だけでは説得力がありません。定量的な検証データがなければ、客先監査で「具体的にどれだけ反るのか?」と聞かれて答えられません。ここでは反りの測定方法と評価基準を解説します。
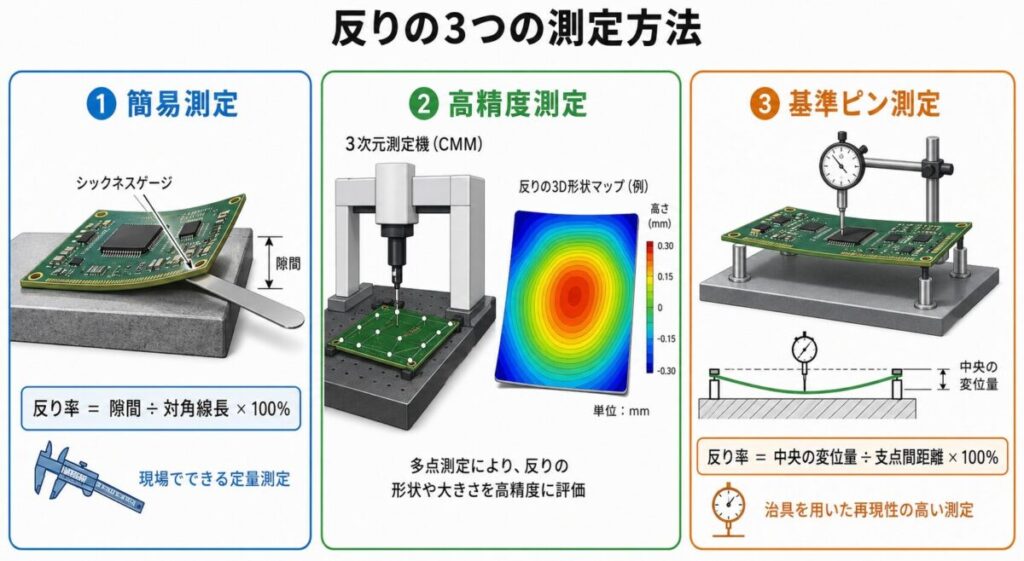
測定方法①:常温での反り測定(簡易)
最も簡単な方法は、定盤(フラットな測定板)の上に基板を置き、四隅または中央の浮き上がり量を測る方法です。シックネスゲージやハイトゲージで測定します。
手順
- 定盤の上に基板を置く
- シックネスゲージを四隅・中央に当てる
- 最大の隙間を測定
- 反り率=隙間 ÷ 対角線長 × 100%
判定例
100mm × 100mmの基板で
対角線長 ≒ 141mm
最大隙間 = 0.8mm
反り率 = 0.8 ÷ 141 = 0.57%
→ 0.75%以下なのでOK
測定方法②:3次元測定機(高精度)
量産ラインや品質保証部門では、3次元測定機(CMM)やレーザー変位計を使って基板表面の凹凸を詳細にマッピングします。基板全体の3D形状が把握できます。
測定方法③:シャドウモアレ法(リフロー時の反り測定)
最も重要なのが「リフロー温度での反り測定」です。常温で平らでも、240℃で激しく反るケースがあるからです。
シャドウモアレ法は、基板表面に格子パターンを投影し、その歪みから3D形状をリアルタイムに測定する手法です。専用装置でリフローと同じ温度プロファイルをかけながら反りを測定できます。
客先(特に車載や産業機器)から「シャドウモアレでの動的反り測定データ」を要求されることが増えています。常温だけの測定では「リフロー時の挙動が証明できない」と判断されるからです。試作段階で1ロットだけでも測定しておくと、後の客先対応がスムーズになります。
規格値(IPC-TM-650 / JIS C 5012)
基板の反りに関する代表的な規格はIPC-TM-650 2.4.22とJIS C 5012です。一般的な要求値は以下のとおりです。
| 用途 | 反り規格(一般) | 備考 |
|---|---|---|
| 民生品(一般) | 0.75%以下 | 標準的な要求 |
| SMT実装基板 | 0.5%以下 | 細ピッチBGA搭載は更に厳しい |
| 車載・産業 | 0.3〜0.5%以下 | リフロー時の動的反りも要求 |
| 高精度実装 | 0.2%以下 | スマホ・サーバなど |
量産での反り管理|統計的アプローチ
1枚や2枚の試作で「反りませんでした」では量産品質は保証できません。統計的に管理するのが品質管理の基本です。
管理図による工程能力評価
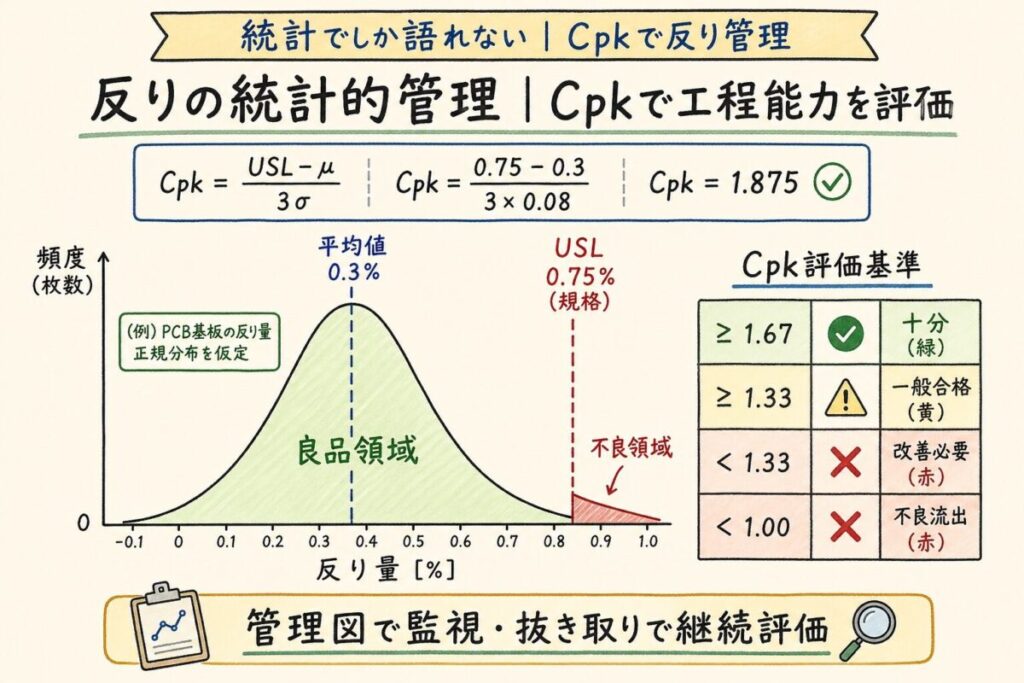
量産工程では、管理図(X̄-R管理図)を使って反り量の推移を監視します。各ロットから抜き取り検査で反りを測定し、工程能力指数(Cpk)を計算します。
- Cpk ≥ 1.67:工程能力十分(量産OK)
- Cpk ≥ 1.33:工程能力あり(一般的な合格基準)
- Cpk < 1.33:工程改善が必要
- Cpk < 1.00:不良品の流出リスク大
反り異常時の対応フロー
反り量が管理限界を超えたロットを隔離・出荷停止
原因調査|材料ロット、製造条件、保管環境の変化を確認
是正処置|製造条件の見直し、再発防止策の策定
有効性確認|次ロットでCpkが回復しているか統計検定で確認
客先要求への正しい対応の仕方
客先から「反り規格0.75%以下を保証してください」と言われたとき、エンジニアとしてどう答えるべきでしょうか。具体的な対応プロセスを解説します。
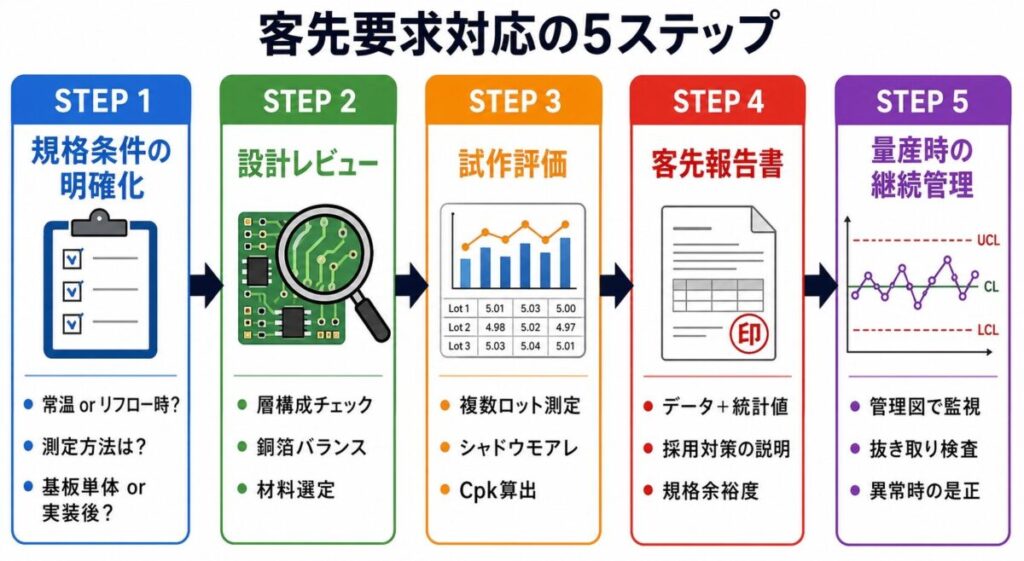
対応プロセス
規格条件の明確化|常温なのか?リフロー温度なのか?測定方法は?基板状態は単体?実装後?
設計レビューの実施|層構成・銅箔バランス・材料を反り観点で再検討。シミュレーションで予測も有効
試作評価|複数ロットで反り測定。常温+シャドウモアレでデータ取得
客先報告書の作成|測定結果と工程能力指数を含めた報告書を提出
量産時の継続管理|管理図で監視・抜き取り検査の頻度を決定
報告書に含めるべき項目
- 測定条件(常温/リフロー温度、測定方法、基板状態)
- 測定データ(個別データ+ヒストグラム)
- 統計値(平均、標準偏差、最大値、Cpk)
- 規格値との比較(合格率、規格余裕度)
- 採用した対策(層構成、銅箔バランス、材料グレード)
- 継続的監視計画(管理図、抜き取り頻度)
客先監査で「なぜ反りを抑えられているのですか?」と聞かれて、「対称設計してます」だけでは不十分。「中心面対称の層構成、L1とL4の銅厚を35μm揃え、銅箔残存率の差を5%以内に抑えています。試作10ロットの反り測定でCpk=1.85を確認しました」まで答えられるようにしておくのが、信頼を勝ち取る品質保証担当のあるべき姿です。
まとめ|反り対策は「対称設計+検証」がすべて
基板の反りは、見た目だけの問題ではなく、製造性・実装品質・長期信頼性を左右する重大な品質課題です。最後にこの記事の要点をまとめます。
- 対称に作る|銅箔バランス・層構成を中心面対称に
- 緩く加熱する|リフロープロファイル最適化+治具で拘束
- 定量で証明する|常温+リフロー時の反りを測定し、Cpkで管理
明日からできる3つのアクション
この記事を読んで「とりあえず何から始めればいいか」と思った方へ。次の3つから始めてください。
自分の設計中の基板の銅箔残存率を確認|CADで各層の残存率を計算し、対称になっているか確認
試作基板の反り測定|定盤とシックネスゲージがあれば今日から測定可能。データを取り始めるのが第一歩
基板メーカーに相談|DFMレビューを依頼。設計初期の段階で反りリスクを潰す
基板の反りを正しく理解し、対策できる設計者・品質保証担当者は、現場で確実に重宝されます。物理的な原理と統計的な管理の両輪を身につけて、頼られるエンジニアを目指しましょう。
📚 次に読むべき記事
基板設計シリーズの全体像が掴めるロードマップ記事。本記事の内容を体系的に位置づけられます。
反り対策の核心である「層構成」を選ぶ判断基準を体系的に学べます。
銅箔バランスの基礎となる銅厚の選定基準を理解できます。
反りが原因で発生する代表的なはんだ付け不良を解説。基板品質の全体像が掴めます。