- 製造現場で「ブリッジ出てるよ」と言われたが、何が問題なのかピンとこない
- 外観検査で「イモハン」「チップ立ち」と書かれた不良票を見るが、それぞれの違いがわからない
- 顕微鏡写真を見せられても、どこが不良なのか判別できない
- 客先から「ボイド率を5%以下にしてください」と言われたが、ボイドが何かもわからない
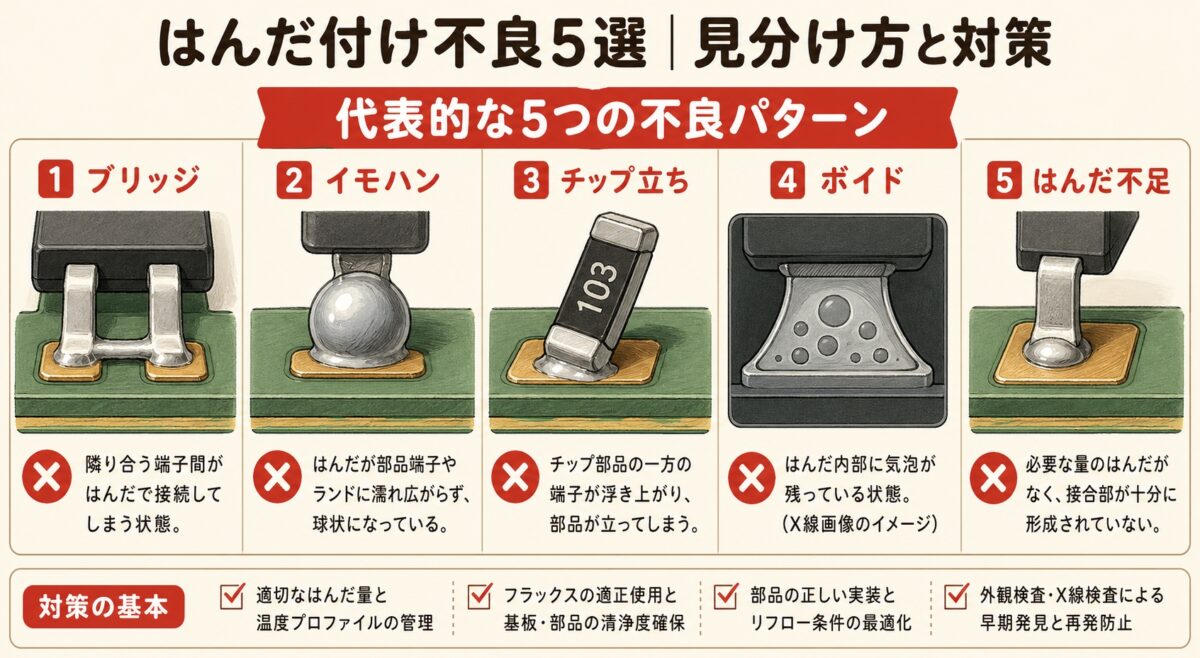
- 代表的なはんだ付け不良5種類の見た目と発生メカニズム
- それぞれの不良の「原因」と「対策」
- 外観検査・断面解析で何を見ているのか
- 設計者が回路図・基板設計で気をつけるべきポイント
電子機器の故障原因として、実は「部品の故障」よりも「はんだ付け不良」のほうが多いことをご存知でしょうか。せっかく良い設計をしても、はんだ付けが正しくできていなければ、その基板は不良品です。
この記事では、製造現場で実際によく見かける5つの代表的な不良を、見た目のイメージとともに解説します。読み終わる頃には、不良票や断面写真を見ても「これはイモハンだな」「これはボイドだな」と即座に判断できるようになります。
代表的なはんだ付け不良5選|全体像
まずは5つの不良の概要を一覧で見ておきましょう。それぞれが「はんだの量・形・位置・内部状態のどこに問題があるか」で分類できます。
| 不良名 | 何が問題? | 一言で言うと |
|---|---|---|
| ①ブリッジ | はんだの位置 | 隣のピンとくっついてショート |
| ②イモハン | はんだの形 | 芋みたいに丸い=接合不良 |
| ③チップ立ち | 部品の位置 | 部品が起き上がる「墓石」現象 |
| ④ボイド | はんだの内部 | 中に空洞ができている |
| ⑤はんだ不足 | はんだの量 | そもそも量が足りない |
これらの不良は、それぞれ「発生する工程」も「原因」も「対策」も違います。見た目の違いを覚えれば、不良が出たときに「どの工程で何が起きたのか」を逆算できるようになります。
🔰 CADを触る前に知っておくべき「基板作りの基本」を網羅。
初めての基板設計から実装まで、手順に迷子にならないための分かりやすい入門書はこちら👇

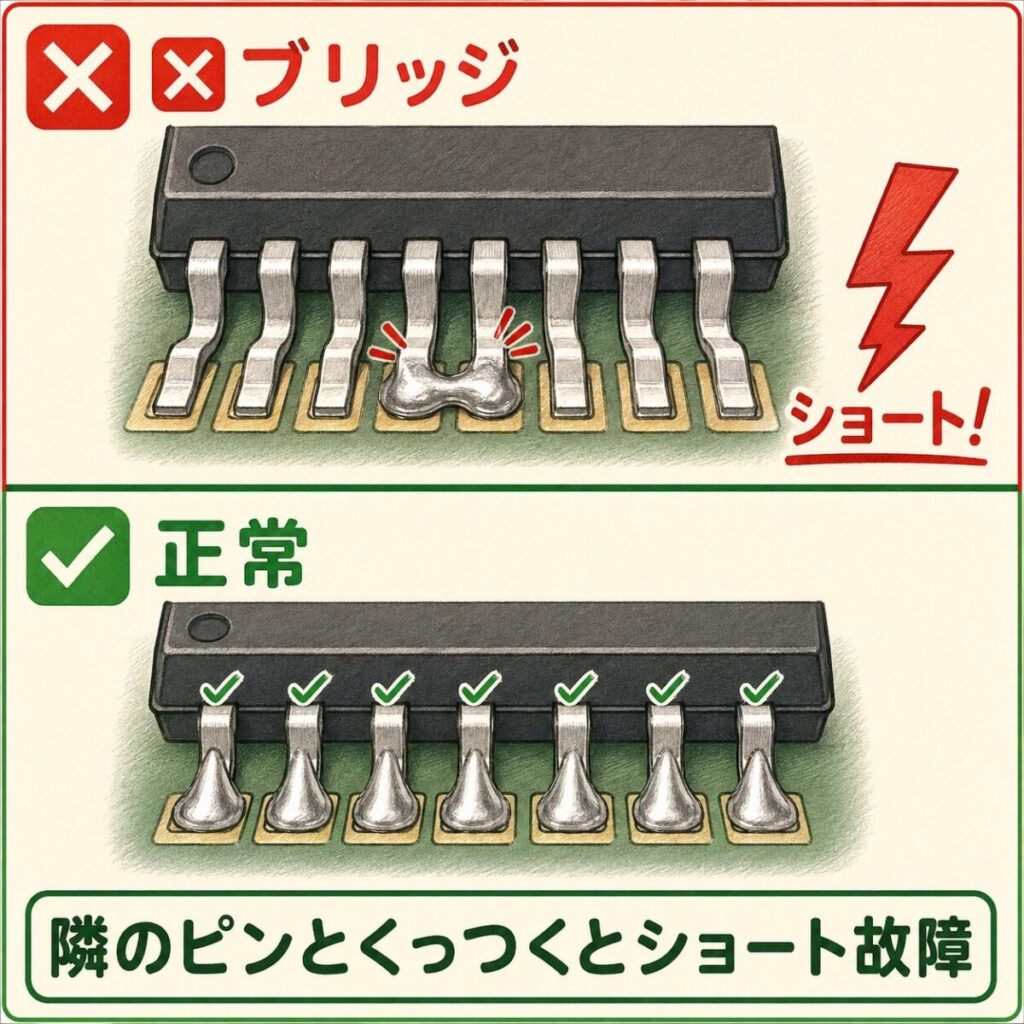
不良①:ブリッジ|隣のピンと「橋」でつながる
ブリッジ(Bridge)は、その名の通り「橋」のようにはんだが隣のピンとつながってしまう不良です。本来は別々の信号線が、はんだでショートしてしまう状態です。
見た目のイメージ
ICのピンとピンの間に、銀色のはんだの「水たまり」ができているように見えます。特にピン間隔が狭いQFN・QFP・SOPパッケージで起きやすく、製造ラインでは最も頻繁に発生する不良の一つです。
発生する原因
- はんだペーストの量が多すぎる(メタルマスクの開口が大きい)
- 部品実装時の押し込み圧が強い(ペーストが横に押し出される)
- 部品の位置ズレ(ペーストの上に正しく載っていない)
- リフロー時の温度プロファイルが急峻(はんだが激しく流動)
対策
メタルマスクの開口を絞る|ペースト塗布量を減らす(標準より20〜30%減)
ランド設計を最適化|パッド間にソルダーレジストを入れて、はんだの流れを物理的にブロック
マウンタの実装精度を上げる|部品が正確にパッド上に載るように調整
ブリッジは目視で見逃されることがあります。特に基板の裏面や、部品の影になる部分はAOI(自動光学検査)でも検出が難しい。X線検査(AXI)が必要になることもあります。
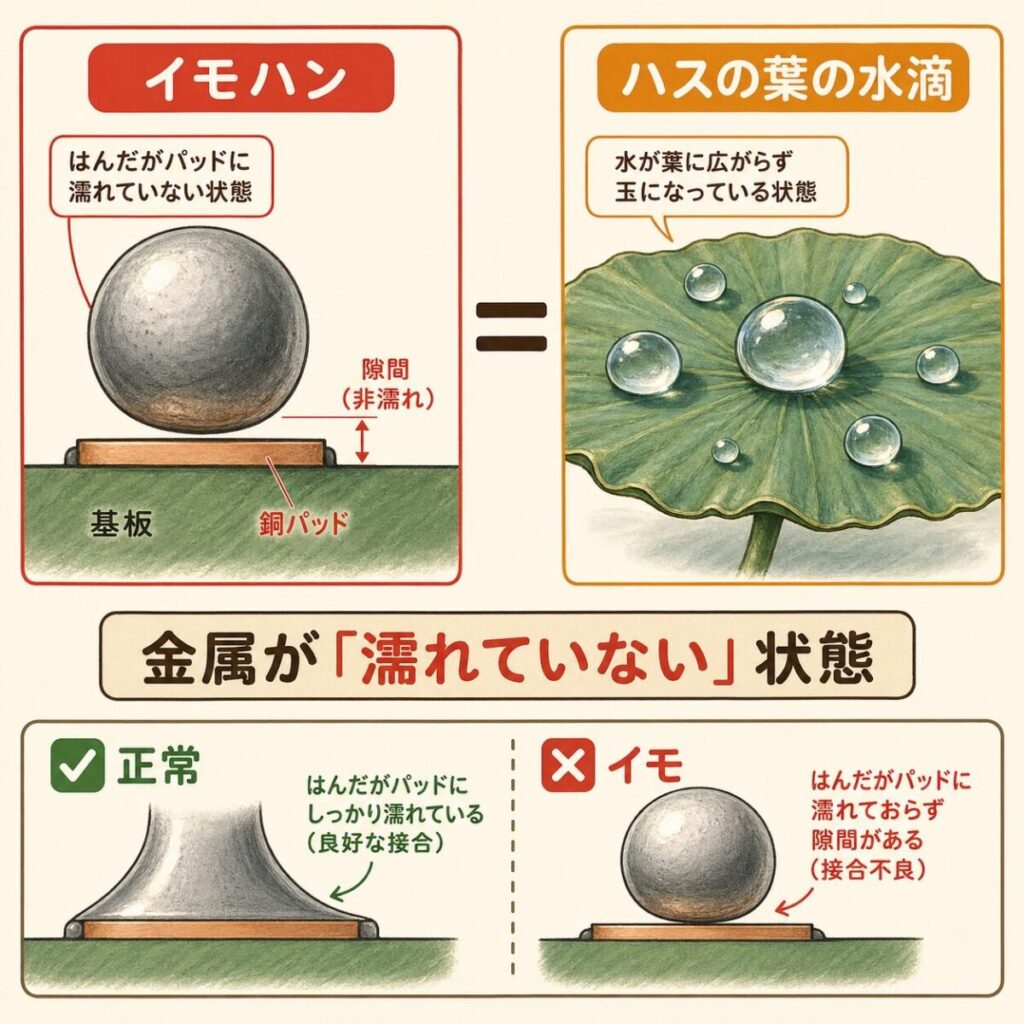
不良②:イモハン|「芋」みたいに丸いはんだの正体
イモハン(芋はんだ)は、はんだが「ジャガイモ」のようにコロッと丸く盛り上がっている不良です。一見しっかりついているように見えますが、実は金属同士が接合できていないのです。
良いはんだ vs イモハン
良いはんだ
- 富士山のような裾広がりの形
- 表面がツヤツヤと光っている
- パッドとリードの両方に「濡れている」
- 金属同士が冶金的に接合
イモハン
- ジャガイモのような球状
- 表面がザラザラ・くすんでいる
- はんだが「乗っているだけ」
- 振動や熱で簡単に剥がれる
キーワードは「濡れ性(wettability)」
イモハンを理解するキーワードは「濡れ性」です。水を弾くハスの葉を想像してください。葉の上で水滴がコロコロと丸まりますよね。これが「濡れていない」状態です。
逆に、キレイなガラスの上に水をたらすと、水は薄く広がります。これが「濡れている」状態。はんだも同じで、銅パッドの上で薄く広がってこそ、金属同士が接合します。
発生する原因
- パッドや部品リードの酸化(古い基板・古い部品)
- フラックスの活性不足(酸化膜を除去できない)
- 加熱温度が低い・加熱時間が短い(はんだが完全に溶けていない)
- 表面に油分・汚れがある(フラックスが効かない)
イモハンが厄介なのは、初期動作はOKでも、振動・温度サイクルで突然オープン故障することです。客先で「動いていたのに急に動かなくなった」というクレームの原因がイモハンだった、というケースは品質保証部門で頻繁に発生します。
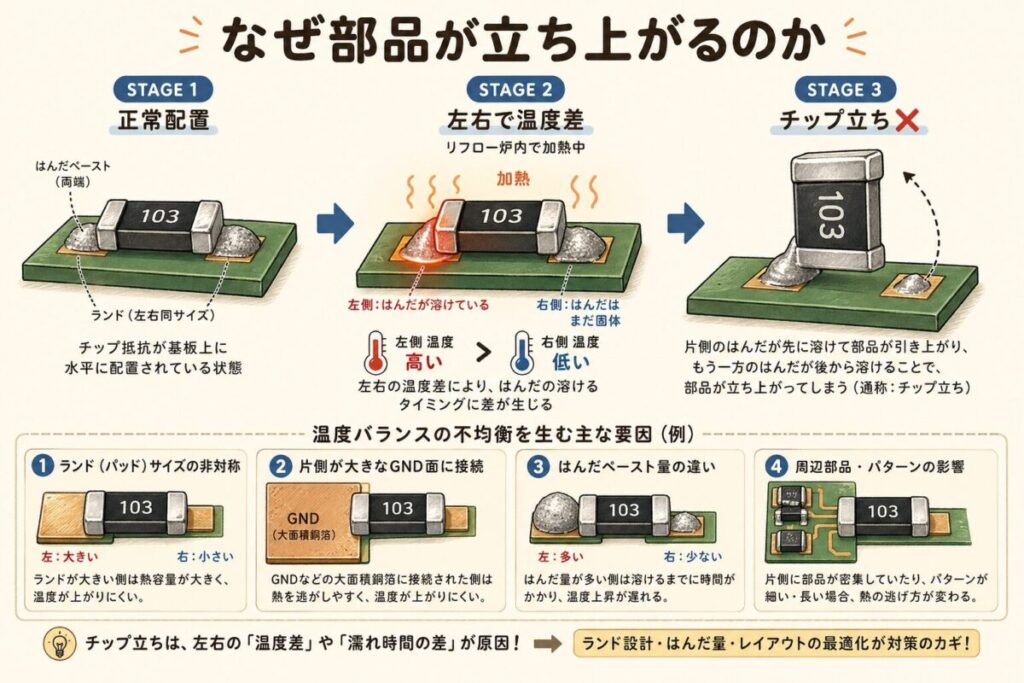
不良③:チップ立ち|部品が起き上がる「墓石現象」
チップ立ちは、本来は寝ているはずのチップ部品が、まるで墓石のように立ち上がってしまう不良です。「ツームストーン現象(Tombstone:墓石)」「マンハッタン現象」とも呼ばれます。
なぜ部品が立ち上がるのか
原因は「はんだの表面張力の不均衡」です。チップ抵抗・チップコンデンサのような両端電極の小さな部品で起きます。
リフロー炉の中で、左右のはんだが同時に溶けないと、先に溶けた側が表面張力で部品を引っ張り上げてしまうのです。イメージとしては、2人で持ち上げる箱を、片方が先に持ち上げると傾いてしまうのと同じ理屈です。
発生する典型シーン
チップ立ちが起きやすいのは、部品の片側だけが大きな銅ベタにつながっているケースです。
例えば、片側がGNDのベタ銅箔につながっていると、その側だけ熱が逃げて温度が上がりにくい。結果として、左右の溶融タイミングがズレて、部品が立ってしまうのです。
発生する原因
- 左右のランドサイズが非対称(熱容量に差ができる)
- 片側だけ大きな銅箔(ベタGND等)につながっている
- リフロー温度プロファイルが急峻(左右で温度差ができる)
- はんだペーストの量が左右で違う
- 0402・0201などの極小部品(影響が出やすい)
設計者ができる対策(重要)
チップ立ちは、製造ラインだけでは完全に防ぎきれません。基板設計の段階で対策するのが最も効果的です。
NG設計
片側のパッドだけがベタGNDに直接接続されている。熱が逃げて温度差が発生→チップ立ち
🚀 入門書を読み終え、いざ実務レベルの基板設計へ!
もう一段上の「ノイズに強い・熱がこもらない」プロの設計手法を身につける実践集はこちら👇

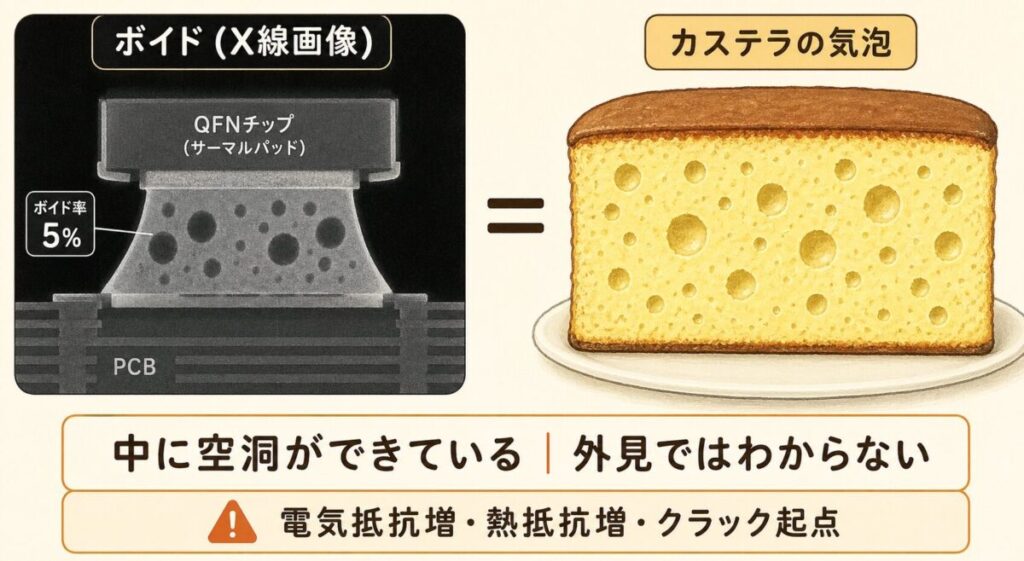
不良④:ボイド|はんだの中の「見えない空洞」
ボイド(Void:空洞)は、はんだの内部に空気の泡が閉じ込められて、空洞になっている不良です。外から見ても全くわかりません。X線検査でしか発見できない、いわば「隠れた敵」です。
イメージは「カステラの気泡」
カステラやスポンジケーキを切ったとき、中に小さな気泡が入っていますよね。あれと同じ現象が、はんだの中で起きています。気泡があると、その分だけ電気が通る断面積が減り、熱も逃げにくくなるのです。
何が問題なのか
| 影響 | 具体的な問題 |
|---|---|
| 電気的 | 電流が通る断面積が減り、抵抗値が増加。発熱の原因に |
| 熱的 | 熱抵抗が増加。パワー半導体では致命的(熱暴走の原因) |
| 機械的 | 温度サイクルでクラックの起点になる。長期信頼性が低下 |
パワーモジュール・大電流デバイスでは、客先から「ボイド率5%以下」のような厳しい規定が課せられます。これはX線検査でボイドの面積を測定して算出します。設計段階での対策が必須です。
発生する原因
- フラックスの揮発成分が抜け切らない(リフロー時間が短い)
- 大面積パッド(ガスが逃げ道を失う)
- サーマルビアの設計が悪い(はんだが穴に吸い込まれる際にガス巻き込み)
- はんだペーストの保管状態が悪い(湿気を吸っている)
対策
ボイドを完全になくすことは不可能ですが、「いかに減らすか」が重要です。
- メタルマスクを「窓開け」パターンにする(大面積パッドを小さく分割してガス抜き経路を作る)
- 真空リフローを使う(炉内を真空引きしてガスを除去する高級機)
- サーマルビアの位置と数を最適化する
- リフロープロファイルの予熱を長めに取る(フラックスを十分に揮発させる)
サーマルビアの設計|放熱パッドからどう熱を逃がすか →
不良⑤:はんだ不足|そもそも量が足りない
はんだ不足(Insufficient Solder)は、文字通りはんだの量が少なすぎる不良です。強度不足・接触不良・断線の原因になります。
見た目のイメージ
ICのリード部分に、「ちょこんと」しかはんだが乗っていない状態です。本来は富士山のような形になるところが、絆創膏を一部だけ貼ったような頼りない見た目になります。
発生する原因
- メタルマスクの開口が小さすぎる(ペースト塗布量が少ない)
- マスクの目詰まり(連続印刷で開口部にペーストが残留)
- スキージ圧の不適切(ペーストがマスクにすくわれて基板に転写されない)
- ペーストの粘度低下(保管温度・期限切れ)
- パッド設計が小さすぎる(部品サイズに対してランドが不足)
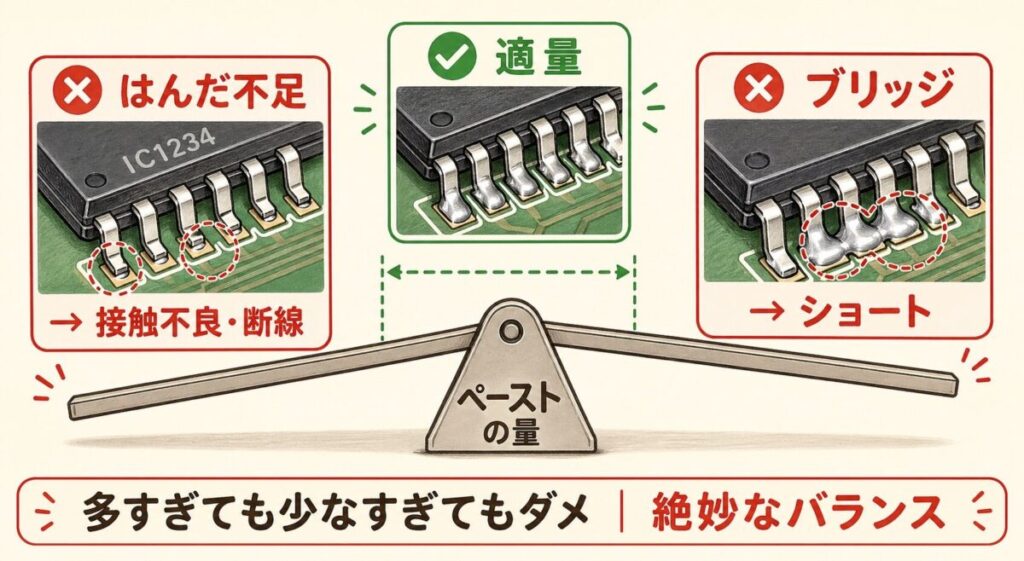
ブリッジとはんだ不足の絶妙なバランス
ここで興味深いのは、ブリッジ(はんだ多すぎ)とはんだ不足が「裏表の関係」にあることです。
ペーストを増やすと…
→ ブリッジが増える
ペーストを減らすと…
→ はんだ不足が増える
製造現場では、この「シーソー」の絶妙なバランス点を見つけるのが品質管理の腕の見せ所です。メタルマスクの開口形状や、リフロー温度プロファイルを細かく調整して、両方の不良を最小化します。
QC検定の試験でも、こうしたトレードオフを管理する手法が出題されます。「実験計画法」を使ってペースト量とリフロー温度の最適条件を見つけるのが、現場での実際のアプローチです。
💡 目に見えないスイッチングや波形の動きを、フルカラーで完全可視化。
数式だらけの専門書で挫折する前に読みたい、パワエレを「直感的に」理解できる決定版はこちら👇
{kind=link}
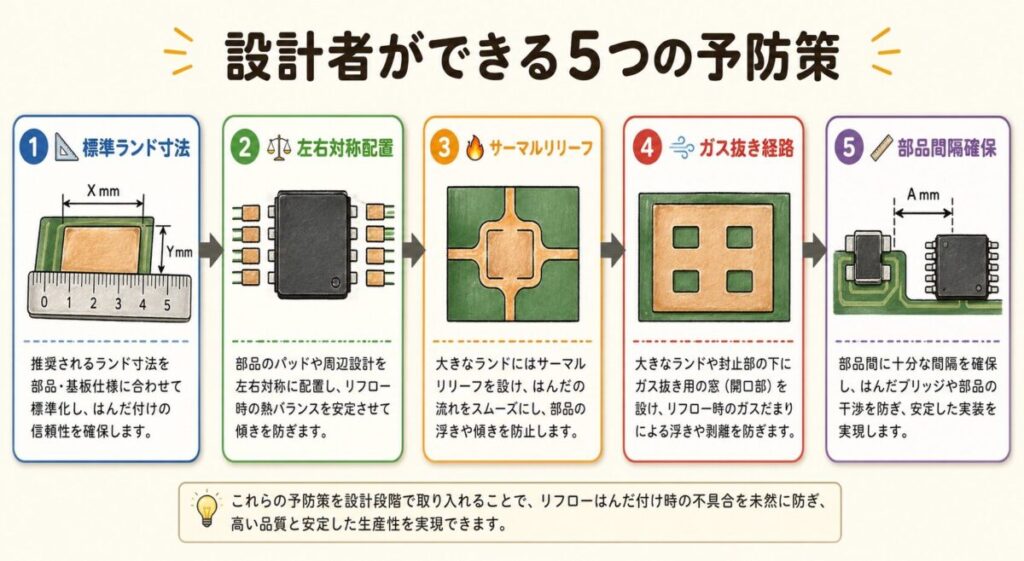
設計者ができる予防策|「製造性を意識した設計」
これらの不良の多くは、製造工程だけの問題ではなく、設計段階で予防できるものです。「製造しやすい設計(DFM:Design For Manufacturing)」を意識することで、不良率を大きく下げられます。
設計でできる5つの予防策
標準ランド寸法を守る|IPC-7351などの規格に基づいたランド設計をする
左右対称の熱バランス|チップ部品の両端は同じ条件にする(チップ立ち防止)
サーマルリリーフを使う|ベタ銅箔への接続は熱を逃がさない構造にする
大面積パッドは「窓開け」|ガス抜き経路を確保(ボイド対策)
部品間隔を十分にとる|後工程の検査・リワークがしやすい配置に
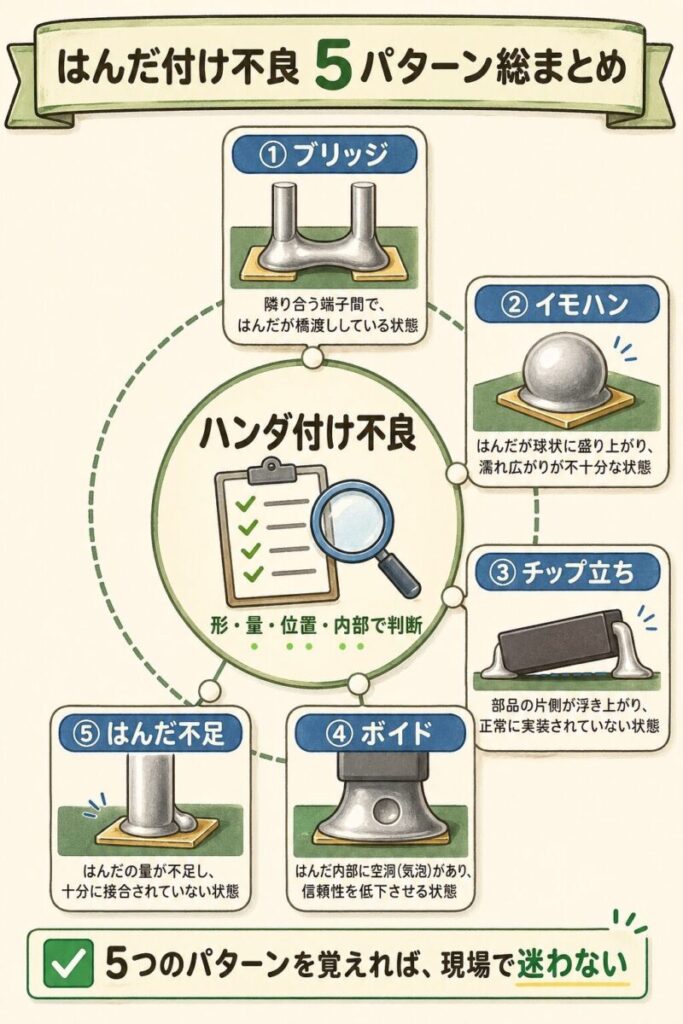
まとめ|不良の見分けは「形・量・位置・内部」で判断
最後に、5つの不良を1枚でおさらいしましょう。
- ブリッジ=隣のピンと「橋」でつながる(ショート)
- イモハン=芋みたいに丸い(接合できていない)
- チップ立ち=部品が起き上がる(左右の温度差)
- ボイド=中に空洞(外見ではわからない)
- はんだ不足=そもそも量が足りない
電子機器の品質は、「動く基板を作ること」と「動き続ける基板を作ること」の両方が必要です。出荷時には動いていても、半年後・1年後にはんだ付け不良が原因で故障する製品は、メーカーの信頼を一気に失います。
設計者・製造担当者・品質保証担当者の三位一体で不良ゼロを目指す。それがメーカーの製品品質を支える基本です。次の客先監査で「なぜこの設計?」と聞かれたとき、自信を持って答えられる設計者になりましょう。
📚 次に読むべき記事
基板設計を体系的に学びたい方へ。本記事を含む基板設計シリーズの全体像が掴めます。
チップ立ち・はんだ不足の予防に直結する重要設計知識。本記事の対策パートを深掘りできます。
不良を発見・解析するための「測定窓口」の話。品質保証の視点から基板を設計する考え方が学べます。
はんだ付け不良が発生したときの対応手順を、QC的視点で体系的に学べます。