{kind=link}
- 上司に「QC7つ道具を使って改善報告をまとめて」と言われたが、7つの名前を全部言えない
- パレート図と特性要因図は知っているが、残りの5つがあやふや
- 道具の名前は知っていても「この場面ではどれを使えばいいか」がわからない
- QCサークルの発表で「なぜこの道具を選んだの?」と聞かれて答えられなかった
- QC検定の勉強で「QC7つ道具の使い分け」が毎回出題されるが、体系的に整理できていない
- QC7つ道具の全体像──7つの手法+層別の役割と関係を1枚の表で完全整理
- 各道具の「3行でわかる」解説──名前と役割だけをまず一気に頭に入れる
- 「いつ・何を使うか」判断フローチャート──目的から逆引きで道具を選べる
- QC7つ道具 × PDCAサイクル──改善活動のどの段階でどの道具を使うか
- 各道具の詳細解説記事への完全リンク集──この記事を起点にすべてを学べる
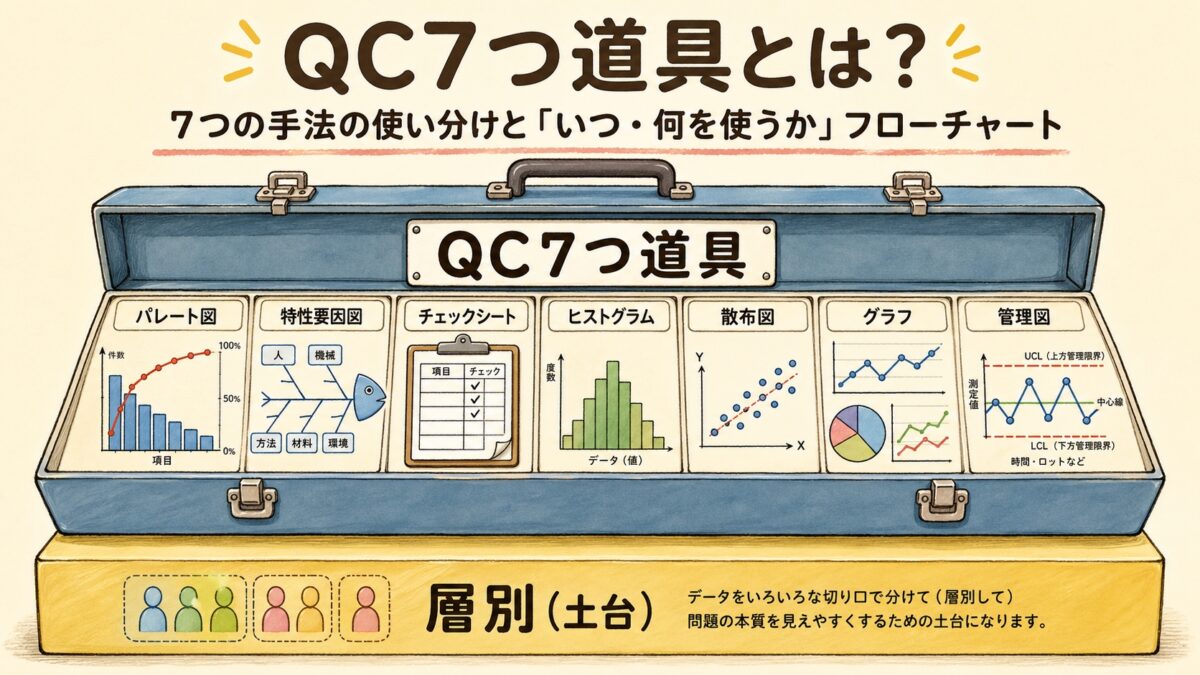
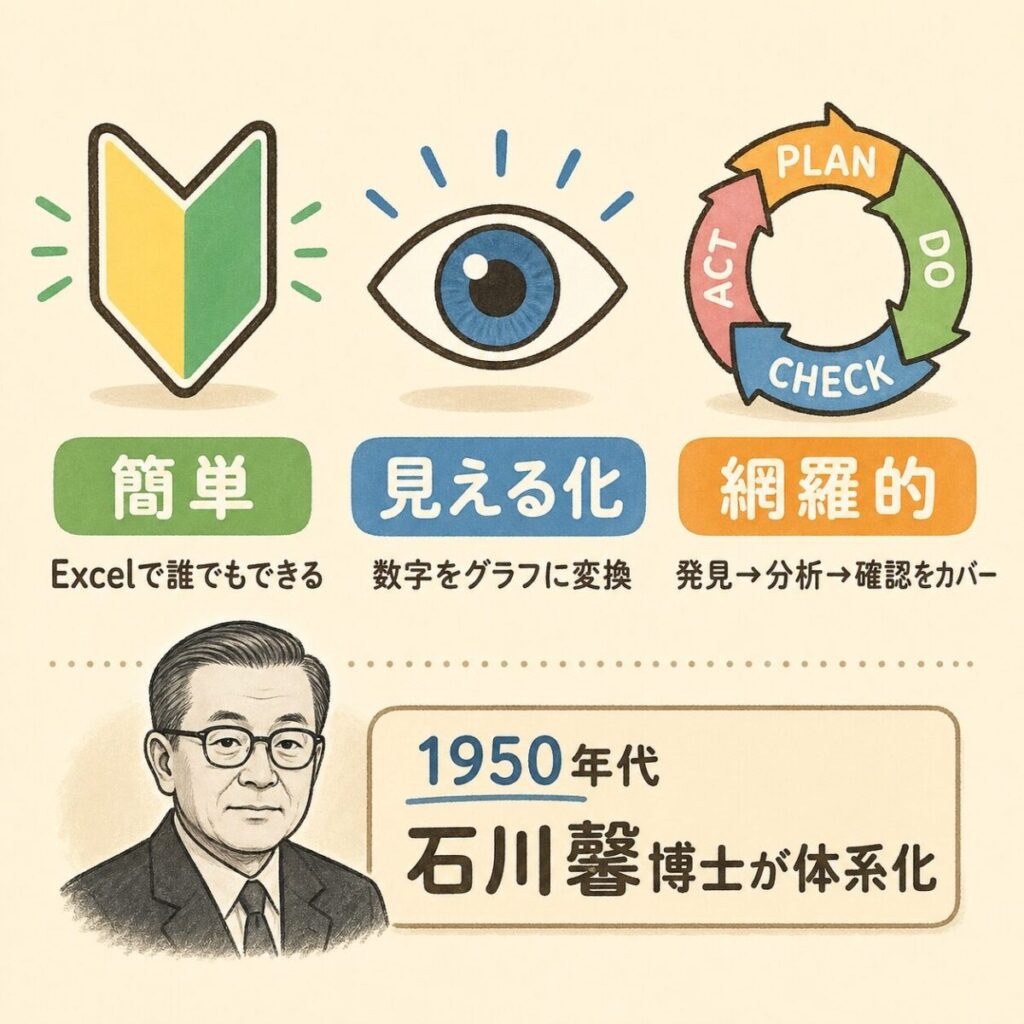
QC7つ道具は、品質管理の現場で問題を発見し、原因を突き止め、対策の効果を確認するために使う7つのデータ分析ツールです。1950年代に日本の品質管理の父と呼ばれる石川馨博士が体系化しました。
「7つも覚えるのか」と思うかもしれませんが、安心してください。この記事ではまず全体像を一覧表で掴み、その後「この場面ではこの道具」と逆引きできるフローチャートを提示します。この記事を1回読めば、QC7つ道具を「名前を覚えている」レベルから「使い分けて説明できる」レベルに引き上げられます。
QC7つ道具とは?──品質管理の「基本装備」
品質管理における問題解決のために使われる、7つの基本的な統計的手法のこと。
数値データを「見える化」し、問題の発見・原因の特定・対策の効果確認を行う。
QC7つ道具は、弁慶の七つ道具(薙刀・鉄の熊手・大槌…)にちなんで名付けられました。武蔵坊弁慶が戦場で7つの武器を状況に応じて使い分けたように、品質管理の現場でも問題の種類に応じて適切な道具を選んで使うことが重要です。
QC7つ道具が「基本」である理由
QC7つ道具が70年以上にわたって使い続けられている理由は3つあります。
簡単
高度な統計知識がなくても使える。Excelがあれば誰でも実践可能。
見える化
数字の羅列をグラフや図にして「ひと目でわかる」状態にする。会議で共有しやすい。
網羅的
問題発見→原因分析→対策効果確認まで、改善活動の全工程をカバーする。
QC7つ道具の構成には、テキストによって若干の違いがあります。最も一般的なのは「パレート図・特性要因図・チェックシート・ヒストグラム・散布図・グラフ・管理図」の7つです。一部のテキストでは「グラフ」の代わりに「層別」を7つ目に入れる場合がありますが、この記事ではJIS規格やQC検定の標準に従い、グラフを7つ目とし、層別は7つすべての「土台」として別枠で解説します。
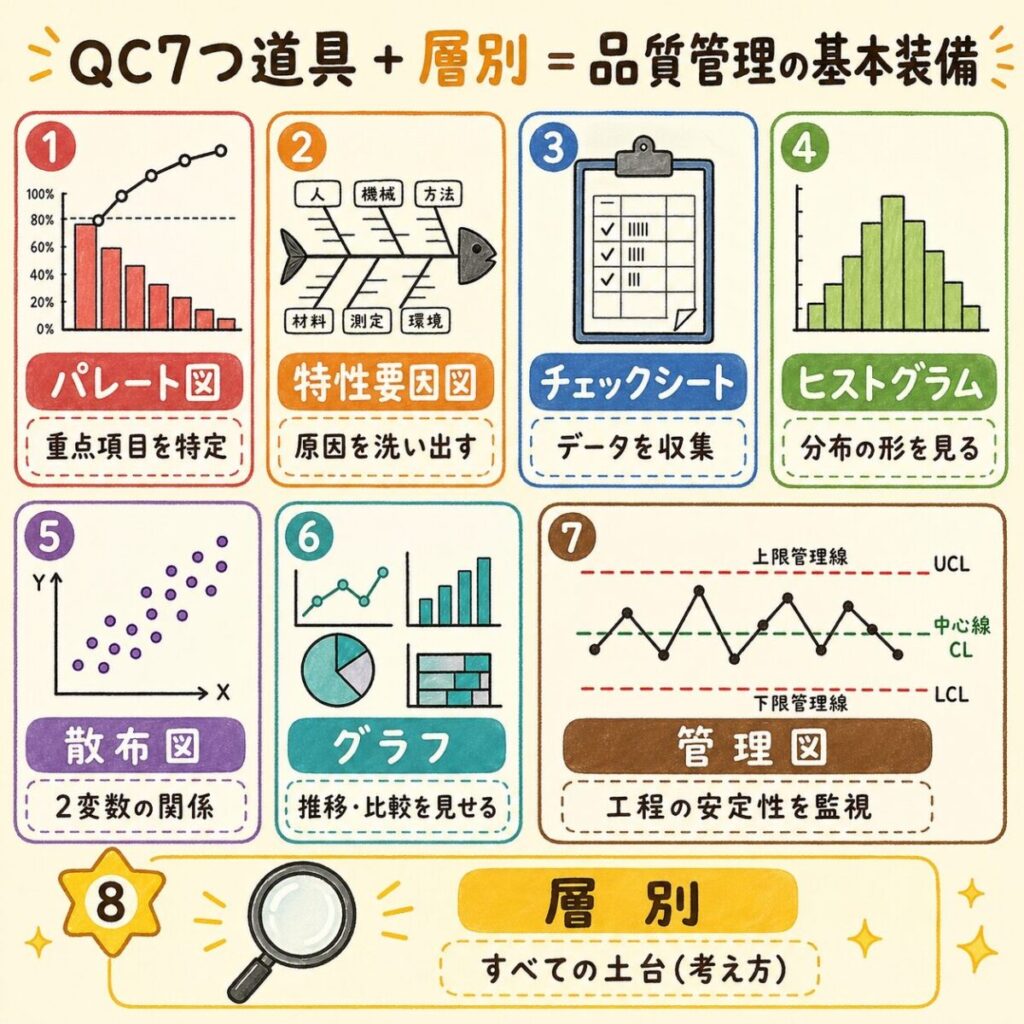
QC7つ道具 + 層別──全体像の一覧表
まずは全体像を1枚の表で掴んでください。各道具の「ひと言で言うと何?」「いつ使う?」がこの表でわかります。
| No. | 道具の名前 | ひと言で言うと | 答える問い | 製造現場での使用例 | 使うデータ | 詳細記事 |
|---|---|---|---|---|---|---|
| 1 | 📊 パレート図 | 重点項目を見つける「優先順位づけ」のグラフ | どれから手をつける? | 不良項目の件数を多い順に並べ、上位20%の項目に集中対策 | 計数値 | 詳細 → |
| 2 | 🐟 特性要因図 | 原因を漏れなく洗い出す「魚の骨」図 | なぜ起きた? | 4M(人・機械・材料・方法)で不良原因をブレスト | 言語情報 | 詳細 → |
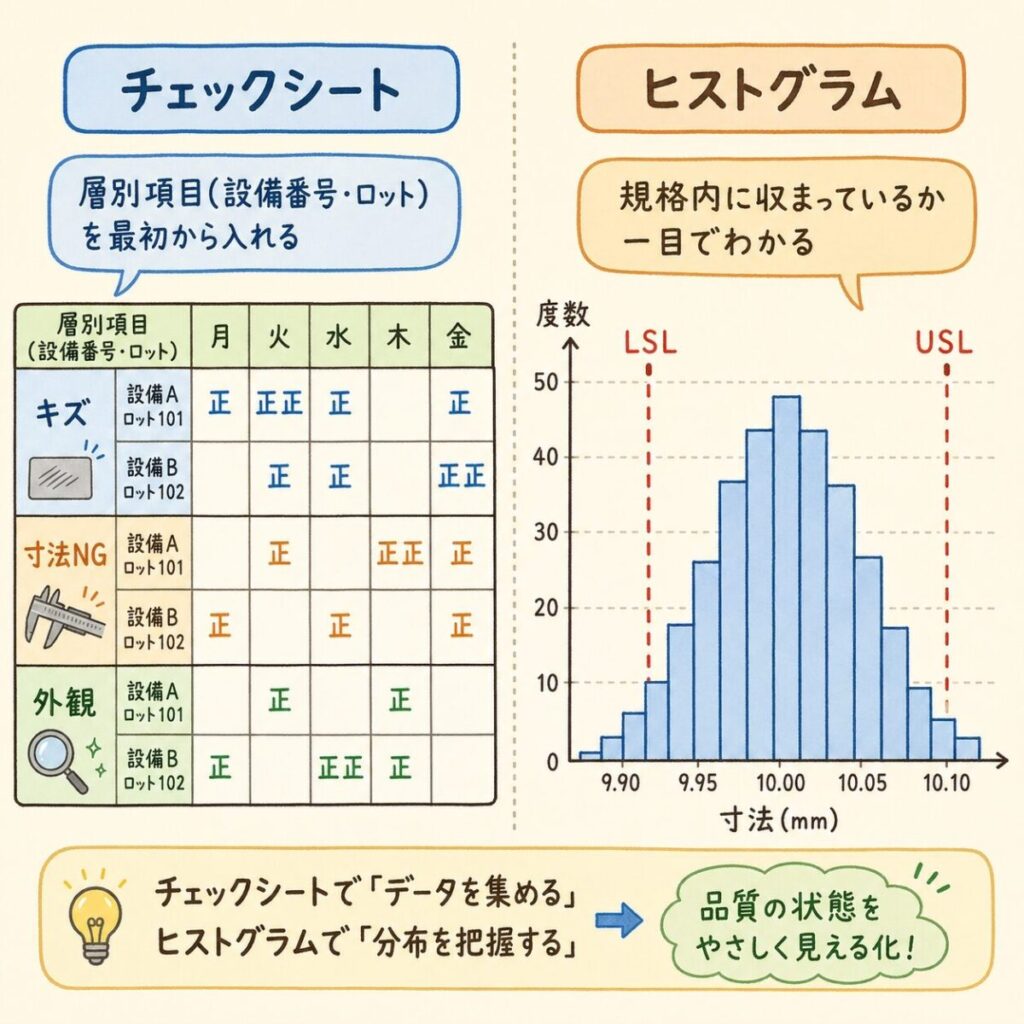
| 3 | 📋 チェックシート | データを簡単・正確に収集するための記録用紙 | 事実はどうなっている? | 不良種別ごとに「正」の字でカウントする記録シート | 計数/計量 | 詳細 → |
| 4 | 📐 ヒストグラム | データの「分布の形」を見るための棒グラフ | バラつきは正常? | 製品寸法の測定値を区間ごとに集計し、正規分布かどうかを確認 | 計量値 | 詳細 → |
| 5 | 🔵 散布図 | 2つの変数の関係を「点の雲」で可視化 | この2つは関係ある? | 金型温度と製品寸法の相関を確認 | 計量値 | 詳細 → |
| 6 | 📈 グラフ | データを視覚化する汎用ツール(棒・折れ線・円など) | 傾向は?比較は? | 月別の不良率推移、工程別の生産量比較 | 計数/計量 | 詳細 → |
| 7 | 📉 管理図 | 工程が安定しているかを時系列で監視する折れ線+管理限界 | 工程は安定?異常? | 毎日の寸法データをプロットし、UCL・LCLを超えていないか確認 | 計量値/計数値 | 詳細 → |
| ★ | 🔍 層別 | データを共通の特徴で仕分ける「考え方」(手法ではない) | どこに問題がある? | 設備別・ロット別・シフト別にデータを分けて分析 | ── | 詳細 → |
7つの道具を「パ・ト・チェ・ヒ・サ・グ・カ」と頭文字で覚えると便利です。パレート図・特性要因図・チェックシート・ヒストグラム・散布図・グラフ・管理図。さらに土台として層別がある──これで8つ全部です。
各道具の解説①②──パレート図と特性要因図
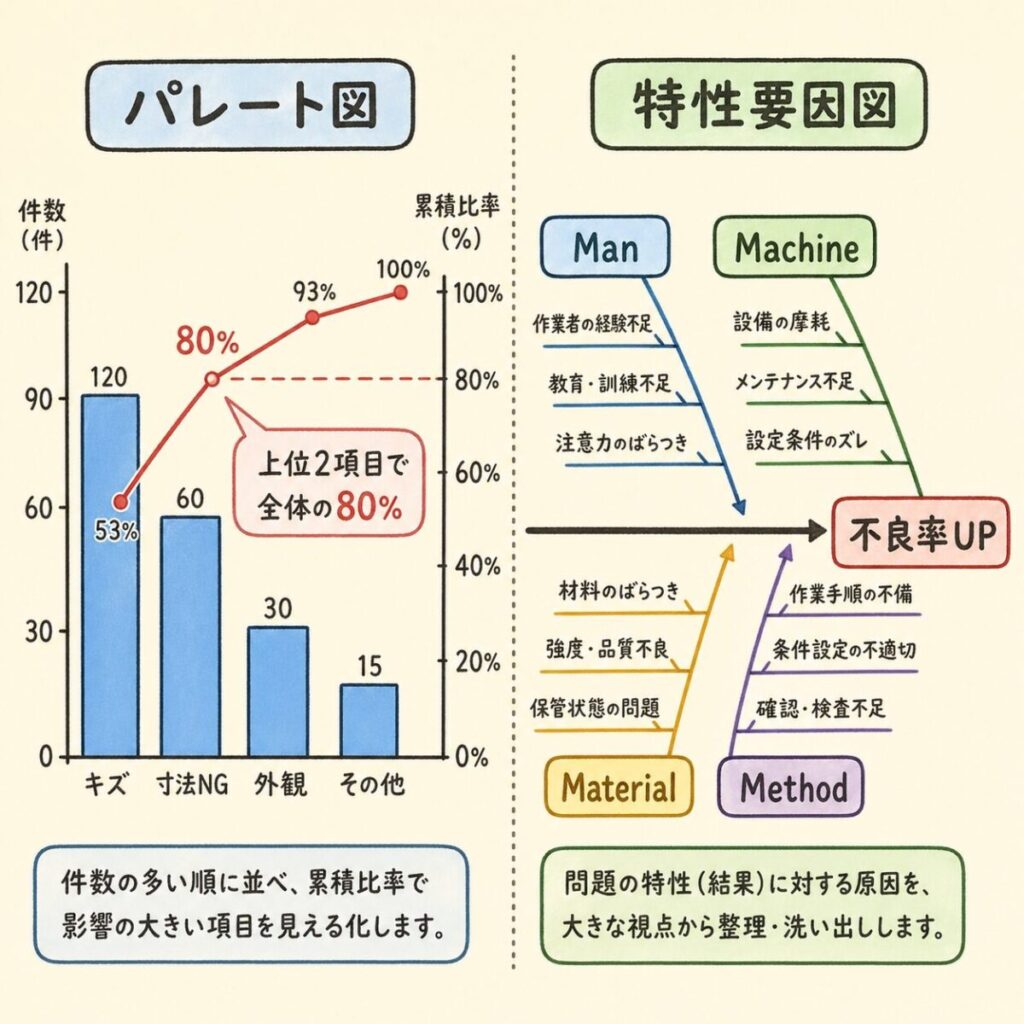
📊 ① パレート図──「どれから手をつける?」に答える
パレート図は、不良項目や問題の種類を件数の多い順に並べた棒グラフ+累積折れ線グラフです。「全体の80%の問題は、上位20%の原因で起きている」──このパレートの法則(80:20の法則)を活用し、最も効果の大きい改善ポイントを特定します。
使う場面
改善活動の「最初の一手」。問題を数値で見える化し、何から取り組むべきかの優先順位を決定。
ポイント
累積比率が70〜80%になるまでの上位項目に集中して対策を打つ。改善後に再度パレート図を作り、効果を確認する。
🐟 ② 特性要因図(フィッシュボーン)──「なぜ起きた?」に答える
特性要因図は、問題(特性)の原因(要因)を魚の骨の形に整理した図です。「フィッシュボーン図」「石川ダイアグラム」とも呼ばれます。右端に問題(結果)を書き、そこから左に伸びる大骨に4M(人・機械・材料・方法)の大分類を並べ、さらに小骨で具体的な原因を書き出していきます。
使う場面
問題の原因をチームで洗い出すブレスト。「なぜこの不良が起きたのか」を漏れなく整理。
ポイント
4Mの大骨はそのまま層別の切り口に使える。特性要因図で原因を洗い出し→層別で検証する流れが最強。
各道具の解説③④──チェックシートとヒストグラム
📋 ③ チェックシート──「事実はどうなっている?」を正確に記録する
チェックシートは、データを簡単・正確・効率的に収集するための記録用紙です。不良項目ごとに「正」の字で件数をカウントする「記録用チェックシート」と、点検項目を順番に確認する「点検用チェックシート」の2種類があります。
使う場面
パレート図やヒストグラムを作る「前段階」。正確なデータ収集がすべての分析の出発点。
ポイント
チェックシート設計時に層別項目(設備番号、ロット、シフトなど)を組み込んでおくと、後から層別分析がスムーズにできる。
📐 ④ ヒストグラム──「バラつきは正常?」を分布の形で判断する
ヒストグラムは、計量値(測定値)のデータをいくつかの区間(級)に分けて棒グラフにしたものです。データの「分布の形」を視覚化することで、正規分布かどうか、偏りはないか、規格内に収まっているかを一目で判断できます。
使う場面
工程の現状把握。「データのばらつきが規格内に収まっているか」「分布の形に異常はないか」を確認。
ポイント
「二山型」が出たら層別のサイン。設備別やロット別に分けてヒストグラムを描き直すと原因が見える。工程能力指数(Cp・Cpk)と組み合わせて使うことが多い。
各道具の解説⑤⑥──散布図とグラフ
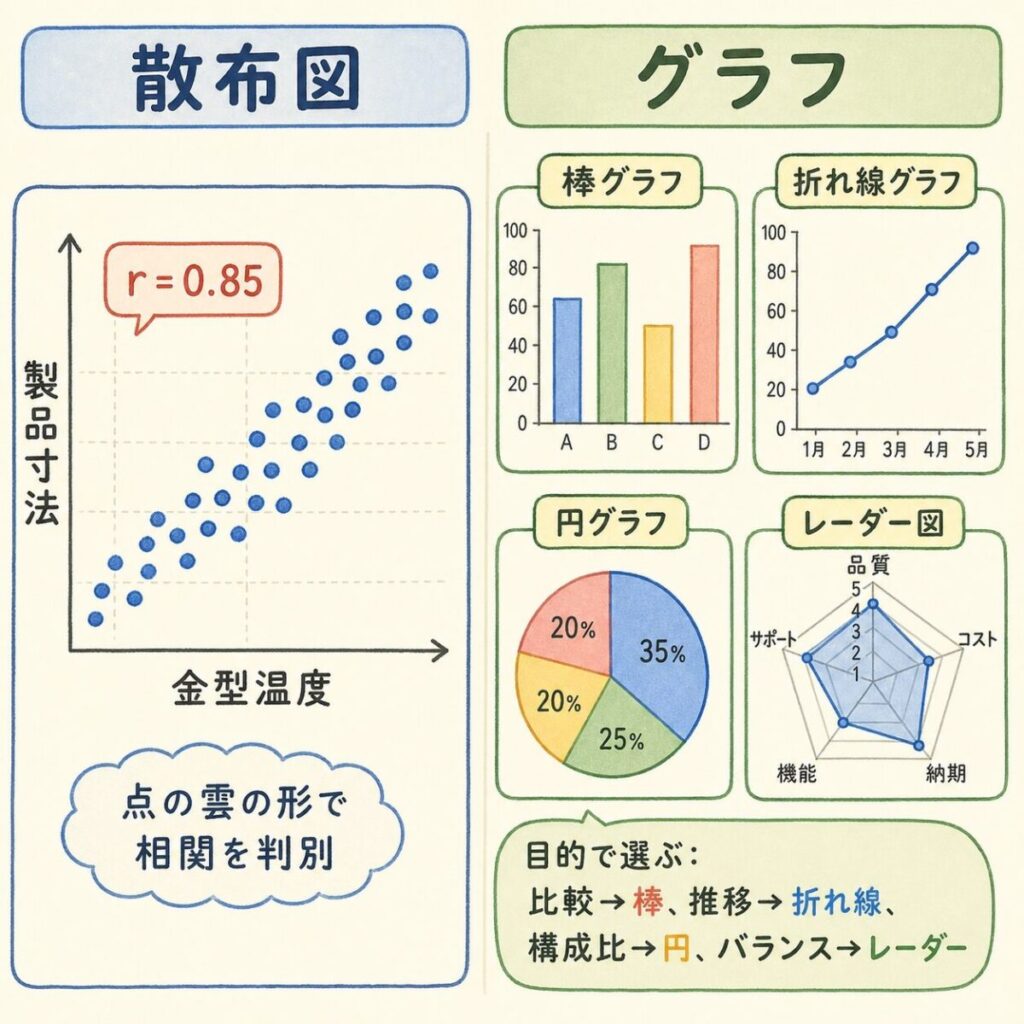
🔵 ⑤ 散布図──「この2つは関係ある?」に答える
散布図は、2つの変数のデータを横軸と縦軸にとり、点を打って関係を見るグラフです。「点の雲」の形で正の相関・負の相関・無相関を判別し、相関係数 r で強さを数値化します。
使う場面
特性要因図で挙がった「原因候補」と「結果」の関係を定量的に検証。「金型温度が上がると製品寸法も大きくなるのか?」を確認。
ポイント
「相関がある ≠ 因果関係がある」に注意(擬似相関の罠)。層別して描くと隠れた相関が見えることもある。
📈 ⑥ グラフ──「傾向は?比較は?」を視覚化する万能ツール
グラフは、棒グラフ・折れ線グラフ・円グラフ・帯グラフ・レーダーチャートなど、データを目で見える形にする汎用ツールの総称です。他の6つの道具が「特定の目的」に特化しているのに対し、グラフはあらゆる場面で使える万能選手です。
使う場面
日常の品質報告、会議資料、QCサークル発表、客先報告──あらゆる場面で活躍。
ポイント
「何を伝えたいか」でグラフの種類を選ぶ。比較→棒、推移→折れ線、構成比→円。3Dグラフは使わない。
各道具の解説⑦+層別──管理図とQC7つ道具の「土台」
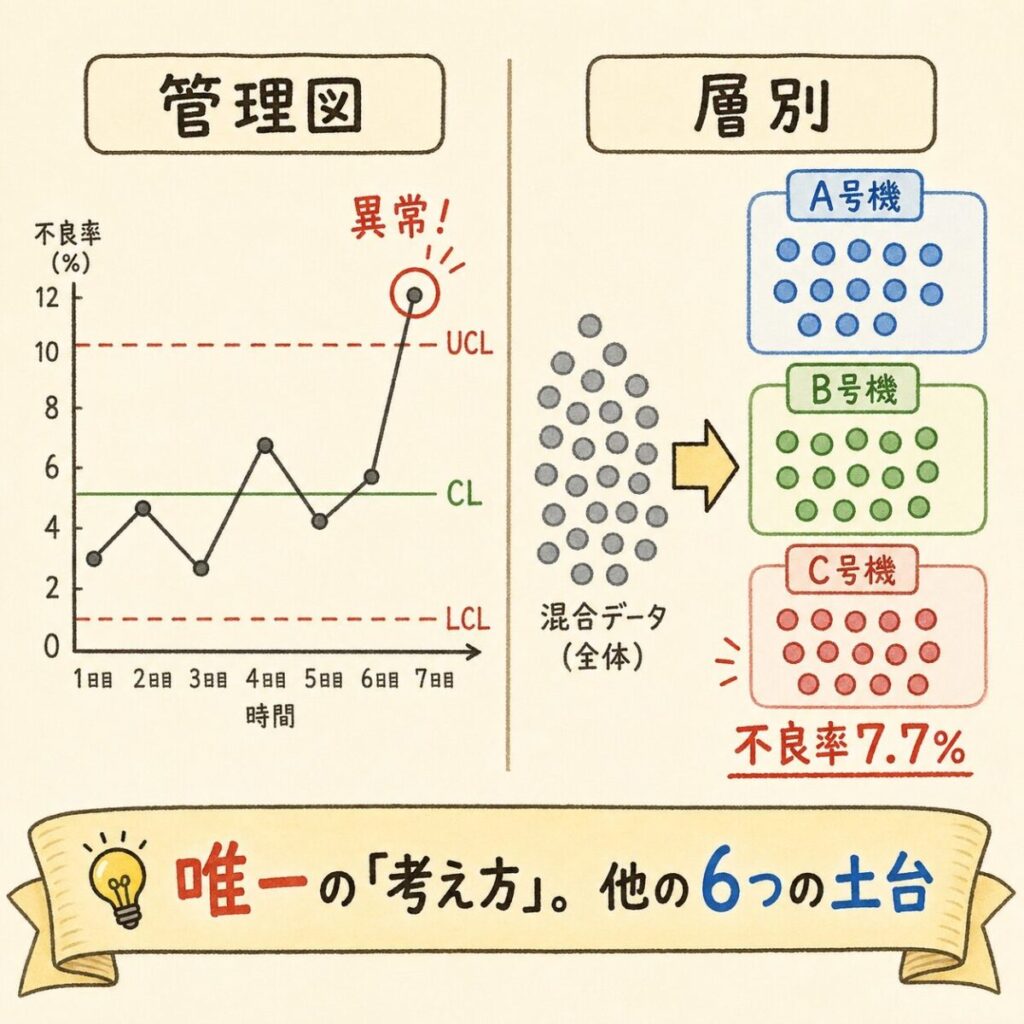
📉 ⑦ 管理図──「工程は安定?異常?」をリアルタイムで監視する
管理図は、時系列のデータを折れ線グラフにプロットし、中心線(CL)と上方管理限界線(UCL)・下方管理限界線(LCL)を引いたものです。データがこの管理限界内に収まっていれば「工程は安定」、はみ出したり特異なパターンが出たら「異常あり」と判断します。
使う場面
日常の工程監視。毎日の測定値をプロットし、異常の「予兆」を早期に検知する。品質保証の最前線。
ポイント
管理図には計量値用(X̄-R管理図など)と計数値用(p管理図、np管理図など)がある。8つの異常判定ルールを覚えると現場で即使える。
管理図の異常判定ルール8つを完全図解 →
管理図の種類一覧と選び方 →
X̄-R管理図の作り方 →
工程能力指数Cp・Cpkとは? →
管理図と工程能力指数の完全ロードマップ →
🔍 層別──すべての道具の「土台」となる考え方
層別は、データを「共通の特徴」(設備別・ロット別・シフト別など)で仕分ける「考え方」です。QC7つ道具の中で唯一「手法」ではなく「考え方」であり、他の6つの道具すべてに適用して分析精度を底上げする「土台」です。層別なしに全体データで分析すると、設備間の差やロット間の差が平均に埋もれて、真の原因を見逃す危険があります。
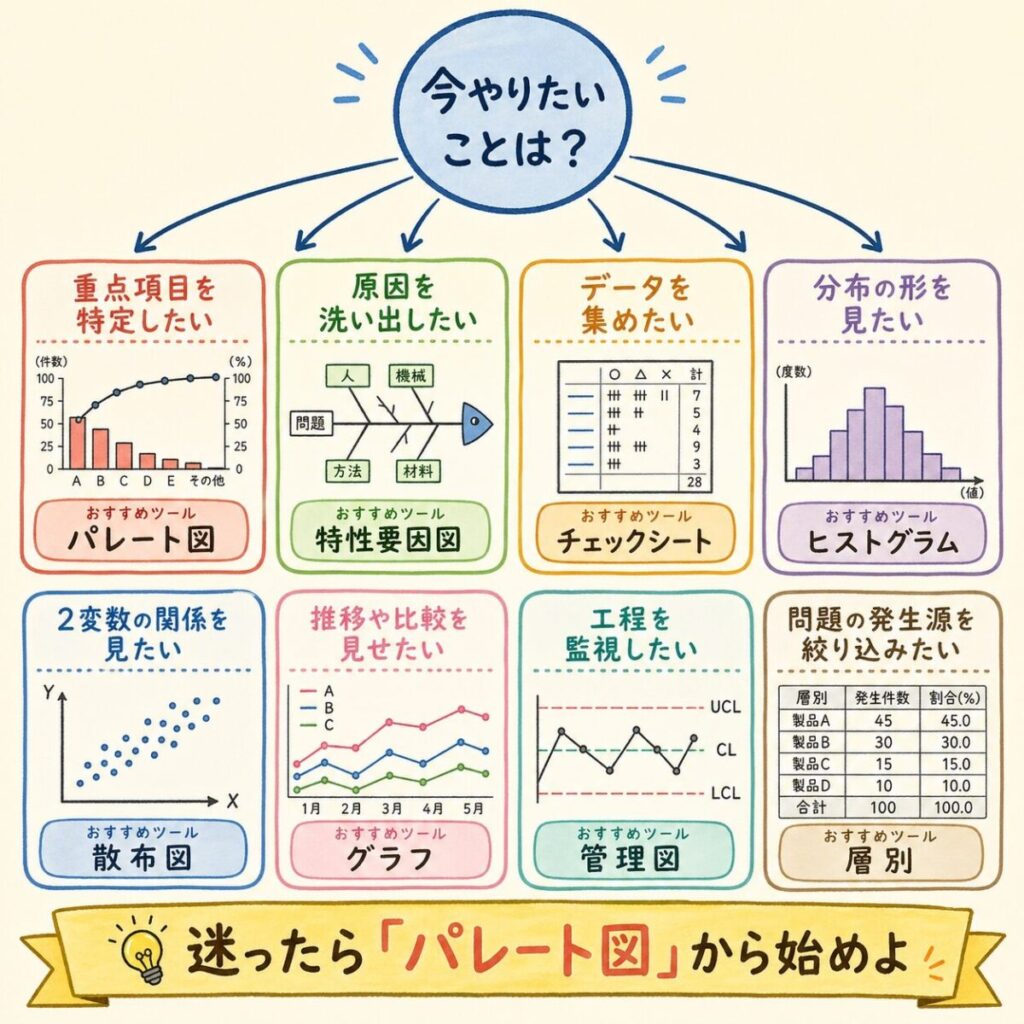
「いつ・何を使う?」──目的別フローチャート
ここが最も実践的なパートです。「今あなたがやりたいこと」から逆引きで道具を選べるフローチャートを用意しました。
見つけたい
洗い出したい
集めたい
形を見たい
関係を見たい
見せたい
監視したい
絞り込みたい
「改善テーマが決まったばかりで、まず何をすべきかわからない」→ パレート図で重点項目を特定。
「重点項目はわかったが、原因がわからない」→ 特性要因図で原因候補を洗い出し → 層別+散布図orヒストグラムでデータ検証。
「対策を打った後、効果があったか確認したい」→ 管理図で工程を監視 + パレート図で改善前後を比較。
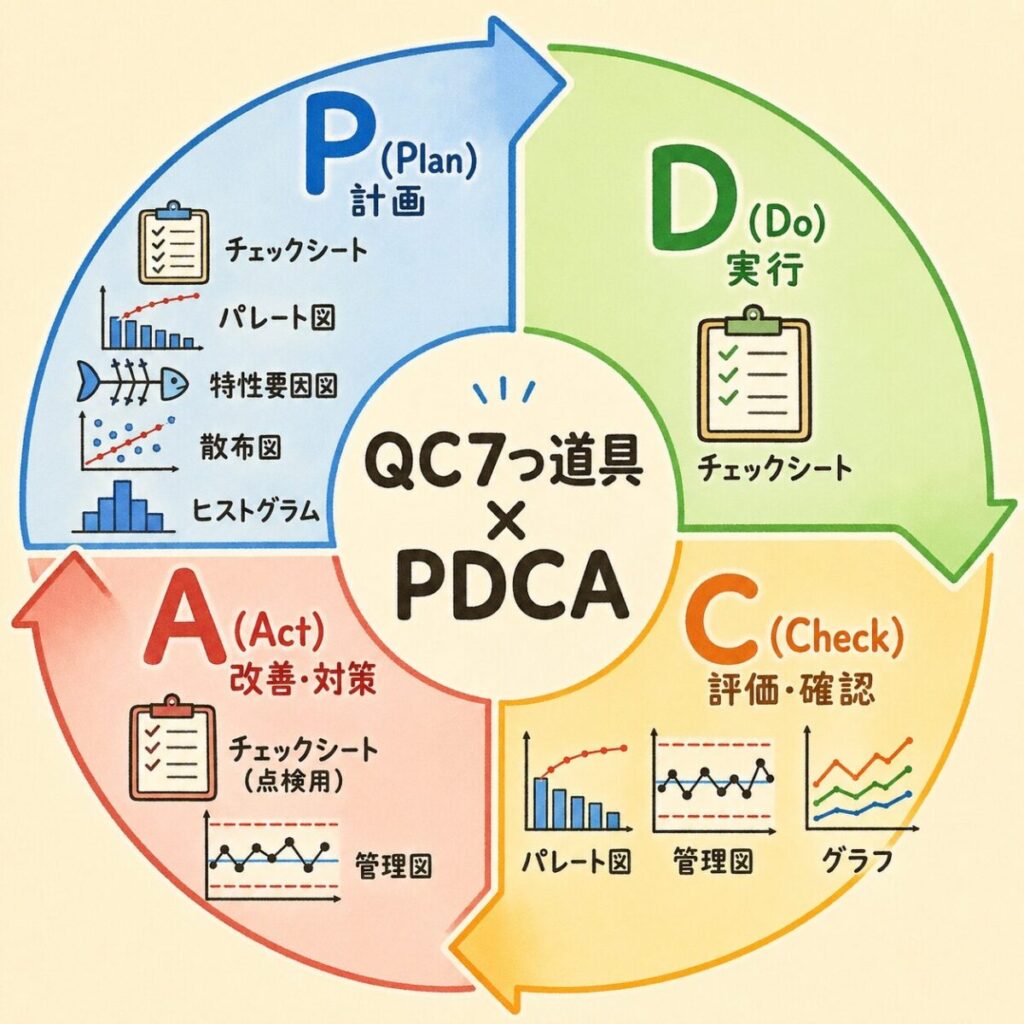
QC7つ道具 × PDCAサイクル──改善活動のどの段階で何を使うか
品質改善活動はPDCA(Plan → Do → Check → Act)サイクルで回します。QC7つ道具は、このPDCAの各段階で使い分けることで最大の効果を発揮します。
| PDCA | やること | 使うQC7つ道具 | 具体的な使い方 |
|---|---|---|---|
| P Plan |
現状を把握する | チェックシート → グラフ → ヒストグラム | データを収集し、推移やバラつきを視覚化して「今どうなっているか」を把握 |
| 重点項目を決める | パレート図 + 層別 | 不良項目を層別して、最も影響の大きい問題に絞り込む | |
| 原因を分析する | 特性要因図 → 散布図 + 層別 | 4Mで原因候補を洗い出し、データで原因を検証する | |
| 対策を立てる | ──(QC道具より業務判断) | 分析結果に基づき、具体的な対策を計画 | |
| D Do |
対策を実行する | チェックシート | 対策実施中のデータを正確に記録する |
| C Check |
効果を確認する | パレート図(改善前後比較)+ グラフ | 改善前と改善後のパレート図を並べて、重点項目が減ったか確認 |
| 工程を監視する | 管理図 + ヒストグラム | 対策後の工程が安定しているか、バラつきが改善されたかを監視 | |
| A Act |
標準化・横展開 | チェックシート(点検用)+ 管理図 | 効果が確認された対策を標準作業に落とし込み、管理図で継続監視 |
QCサークルの発表で「なぜこの道具を使ったのですか?」と聞かれたとき、「PDCAのこの段階で、この目的のために使いました」と答えられると、発表の論理性が格段に上がります。逆に、PDCAの流れを無視してバラバラに道具を使うと「何がしたいのかわからない発表」になりがちです。
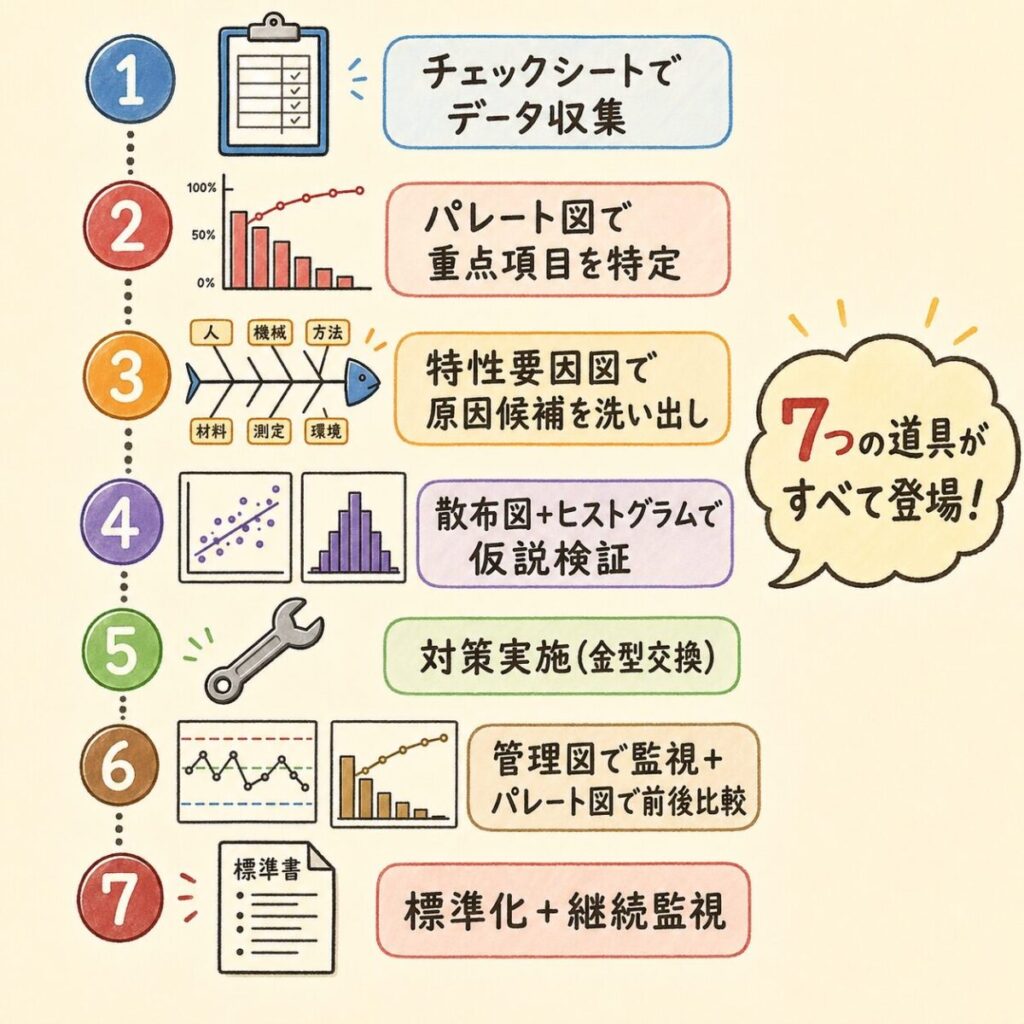
実践ストーリー──7つ道具を使った改善活動の流れ
ここまでの知識を統合して、ある製造ラインの不良改善を例に、QC7つ道具をどの順番で使うかをストーリー形式で追いかけましょう。
まず不良の種類・件数・発生設備・ロット番号をチェックシートで1ヶ月記録する。この時点で層別項目(設備・ロット・シフト)を記録用紙に組み込んでおく。
集めたデータでパレート図を作成。「キズ」が全体の45%を占めていることが判明。さらにライン別に層別してパレート図を描くと、Bラインの「キズ」が突出。改善対象を「Bラインのキズ」に絞る。
Bラインの「キズ」について、チームで特性要因図を作成。4M(人・機械・材料・方法)で原因候補を洗い出す。有力な仮説:「B号機の金型が摩耗しているのでは?」。
金型の使用回数とキズ発生率の散布図を描くと、正の相関(r = 0.82)。ヒストグラムをA号機・B号機で層別して描くと、B号機の寸法分布が規格上限に偏っていた。原因は「B号機の金型摩耗」と断定。
B号機の金型を新品に交換。交換後のデータもチェックシートで記録を継続。
管理図でB号機の工程が安定していることを確認。パレート図を改善前後で比較し、「キズ」が45%→12%に激減したことを確認。対策の有効性をデータで証明。
「金型の交換基準(使用回数○○回で交換)」を作業標準書に追加。点検用チェックシートを整備し、管理図で継続的に監視する仕組みを構築。
このストーリーで7つの道具+層別がすべて登場していることに気づきましたか?品質改善活動では、1つの道具だけで解決することはほぼありません。複数の道具をPDCAの流れに沿って組み合わせることで、論理的で再現性のある改善ができます。
QC7つ道具と「新QC7つ道具」の違い
QC検定の勉強をしていると「新QC7つ道具(N7)」という言葉が出てきます。混同しやすいので、ここで整理しておきましょう。
📊 QC7つ道具(この記事)
| 扱うデータ | 数値データ(計量値・計数値) |
| 主な使い手 | 製造現場・品質保証部 |
| 目的 | 問題の発見・原因分析・効果確認 |
| 7つの手法 | パレート図、特性要因図、チェックシート、ヒストグラム、散布図、グラフ、管理図 |
📝 新QC7つ道具(N7)
| 扱うデータ | 言語データ(アイデア・意見・概念) |
| 主な使い手 | 管理者・企画部門・プロジェクトチーム |
| 目的 | 計画立案・問題構造の整理 |
| 7つの手法 | 親和図法、連関図法、系統図法、マトリックス図法、アローダイアグラム、PDPC法、マトリックスデータ解析法 |
QC7つ道具=数値データを扱う「現場の武器」。新QC7つ道具=言語データを扱う「企画・管理の武器」。品質保証部の田中さんが日常で使うのは圧倒的にQC7つ道具のほうです。

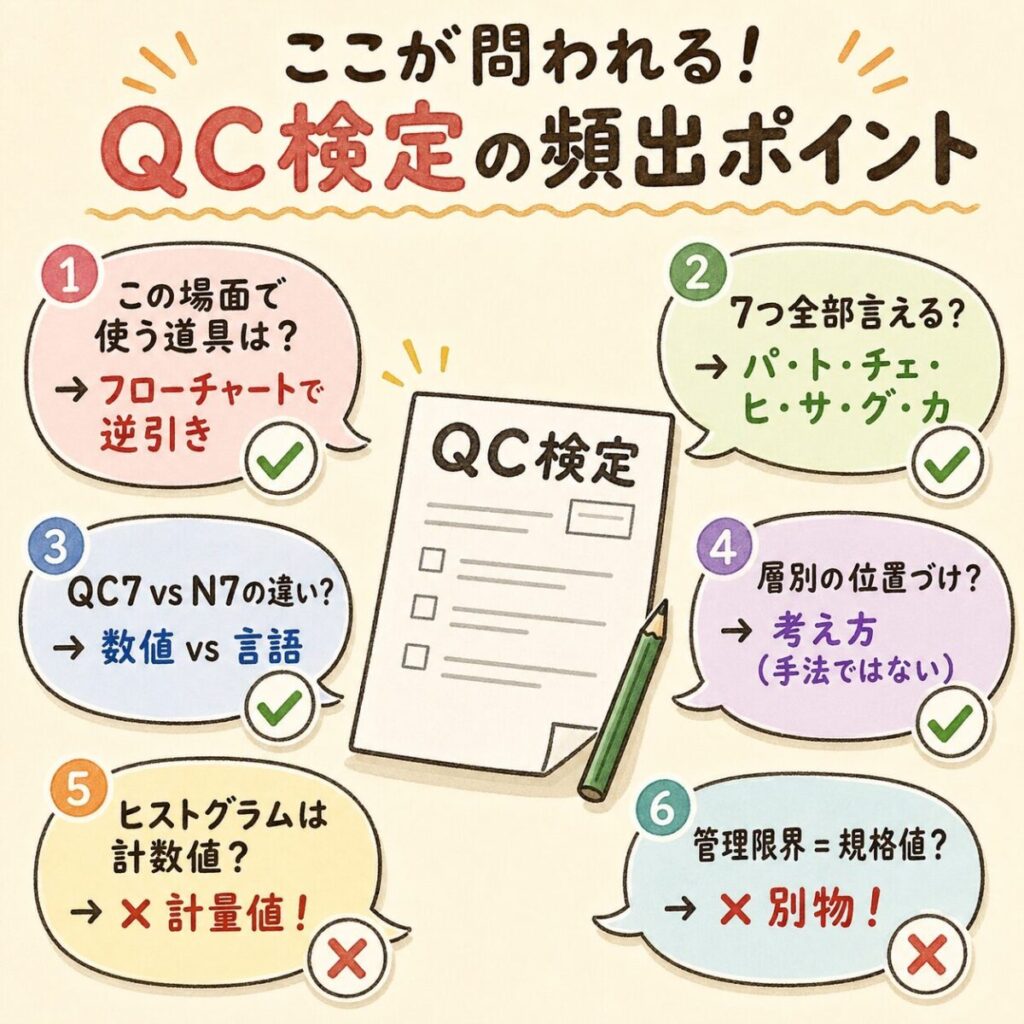
QC検定での出題ポイント──ここが問われる
QC検定2級・3級では、QC7つ道具に関する問題が毎回出題されます。頻出ポイントを押さえておきましょう。
| 出題パターン | 正答のポイント |
|---|---|
| 「この場面で使う道具は?」 | 目的別フローチャートで判断。「重点項目→パレート図」「原因洗い出し→特性要因図」「工程監視→管理図」 |
| 「QC7つ道具をすべて挙げよ」 | 「パ・ト・チェ・ヒ・サ・グ・カ」で暗記。層別は「考え方」として別枠 |
| 「QC7つ道具と新QC7つ道具の違い」 | QC7つ道具=数値データ、新QC7つ道具=言語データ |
| 「層別の位置づけは?」 | 「手法ではなく考え方」「他の6つの道具の前段階として使う土台」 |
| 「特性要因図の大骨は?」 | 4M(人・機械・材料・方法)。環境を加えて5Mとする場合も |
| 「パレート図で用いる法則」 | パレートの法則(80:20の法則)。全体の80%は上位20%の要因で発生する |
「ヒストグラムは計数値に使う」→ ✕。ヒストグラムは計量値(測定値)に使う。計数値(件数)にはパレート図を使う。
「管理図の管理限界線は規格値である」→ ✕。管理限界線(UCL・LCL)はデータから統計的に計算される線であり、規格値(USL・LSL)とは異なる。

まとめ──QC7つ道具の要点を1分で復習
| 項目 | ポイント |
|---|---|
| QC7つ道具とは | 品質管理で使う7つの基本的な統計的手法。数値データを「見える化」し、問題発見→原因分析→効果確認を行う |
| 7つの道具 | パレート図・特性要因図・チェックシート・ヒストグラム・散布図・グラフ・管理図(+土台として層別) |
| 選び方 | 「やりたいこと」から逆引き。重点特定→パレート図、原因分析→特性要因図、バラつき確認→ヒストグラム、関係確認→散布図、工程監視→管理図 |
| PDCAとの連携 | Plan(現状把握→原因分析)→ Do(データ記録)→ Check(効果確認・監視)→ Act(標準化)の各段階で使い分ける |
| 最重要ポイント | 層別は全道具の「土台」。どの道具を使うときも、まず層別する習慣が品質管理の実力を決める |
📚 QC7つ道具 全記事リンク集
各道具の詳細は以下の記事で解説しています。この記事をブックマークして「QC7つ道具の目次」として活用してください。
📚 次に読むべき記事
管理図とCp/Cpkを体系的に学ぶロードマップ。QC検定2級の合格に直結します。
後輩に教える立場の方向け。15分で全体像を伝えるための「教える側のカンペ」です。
QC7つ道具の背景にある統計学の基礎を体系的に学びたい方はこちら。